JP2012024901A - ワークの加工方法およびマシニングセンタ - Google Patents
ワークの加工方法およびマシニングセンタ Download PDFInfo
- Publication number
- JP2012024901A JP2012024901A JP2010167817A JP2010167817A JP2012024901A JP 2012024901 A JP2012024901 A JP 2012024901A JP 2010167817 A JP2010167817 A JP 2010167817A JP 2010167817 A JP2010167817 A JP 2010167817A JP 2012024901 A JP2012024901 A JP 2012024901A
- Authority
- JP
- Japan
- Prior art keywords
- spindle
- attachment
- machining
- tool
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003672 processing method Methods 0.000 title claims abstract description 13
- 238000003860 storage Methods 0.000 claims abstract description 36
- 238000003754 machining Methods 0.000 claims description 110
- 238000005520 cutting process Methods 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 12
- 230000008859 change Effects 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 9
- 238000005192 partition Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 12
- 238000003801 milling Methods 0.000 description 23
- 230000036544 posture Effects 0.000 description 21
- 230000007246 mechanism Effects 0.000 description 15
- 230000033001 locomotion Effects 0.000 description 12
- 230000001681 protective effect Effects 0.000 description 11
- 239000002826 coolant Substances 0.000 description 8
- 230000007423 decrease Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000011109 contamination Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
Images



Landscapes
- Automatic Tool Replacement In Machine Tools (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Abstract
【課題】 主軸アタッチメントの製作コストを低減できるワークの加工方法、およびマシニングセンタを提供する。
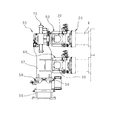
【解決手段】 主軸アタッチメント30のアタッチメントボディ31を主軸頭4に所定の取付姿勢で支持する主軸アタッチメントクランプ装置20を備える。そして、主軸頭4の前方の加工領域外に、主軸6から脱着した主軸アタッチメント30を保持する主軸アタッチメント保持装置60と、主軸アタッチメント30を旋回して新たな取付姿勢に変更する旋回装置70とから成る主軸アタッチメント30を着脱可能に収納する収納装置55を備える。そして、旋回装置70と主軸6への主軸アタッチメント30の着脱は、主軸頭4をX、Y、Z軸方向に相対移動させて行う。左右勝手の主軸アタッチメントが必要な加工を、同一の主軸アタッチメント30で加工できるようにし、主軸アタッチメントの製作コストを低減した。
【選択図】 図2
Description
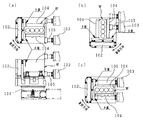
従来、上記ケース状ワークのA,B面のように、壁面104など障害物と近接する箇所をフライス加工するには、通常のフライスカッタ105では短くて加工できないので、図17(c)に示すロングアーバのフライスカッタ106で加工する。ところが、この工具は主軸端からの突き出し量が大きいので、加工面にびびりが発生しやすく、加工精度の低下を招く問題がある。
一方、特許文献2に記載のマシニングセンタは、サイクルタイムが増加したり、加工精度が悪化したり、切屑等が影響を及ぼす問題がある。そして、特許文献1,2いずれのマシニングセンタも、標準機に対しコスト増加になる問題がある。
また、本発明の課題は、上記加工方法を実現するマシニングセンタにおいて、重切削の能力が高く、主軸アタッチメント以外のツールの工具交換時間に影響を与えず、サイクルタイムを増加させないマシニングセンタ、およびツールマガジンに収納するツール本数を減少させないマシニングセンタを提供することを目的とする。
第1の課題解決手段の加工方法によれば、例えば、左右勝手の主軸アタッチメントが必要な場合でも、旋回手段で旋回させて主軸に装着し直すことで、同一の主軸アタッチメントで加工できるので、主軸アタッチメントを1台製作すれば良い。
第2の課題解決手段の加工方法によれば、第1の課題解決手段の加工方法による作用効果に加え、上記ケース状ワークのA,B面のように、壁面104など障害物と近接する箇所を、アンギュラアタッチメントによって高精度にフライス加工できる。
第3の課題解決手段のマシニングセンタによれば、例えば、左右勝手の主軸アタッチメントが必要な場合でも、旋回させて装着し直すことで、同一の主軸アタッチメントで加工できるので、主軸アタッチメントを1台製作すれば良い。また、主軸頭の主軸アタッチメントクランプ装置により、主軸アタッチメントを強固に固定できるので、フライス加工における重切削の能力を高めることができる。また、主軸アタッチメント以外のツールの工具交換時間に影響を与えず、ATC時間の増加を防いでサイクルタイムを増加させない。また、工具マガジンは標準仕様のものが使用でき、主軸アタッチメントを工具マガジンに収納しないので、汎用工具の収納本数を減少させない。
第4の課題解決手段のマシニングセンタによれば、第3の課題解決手段のマシニングセンタによる作用効果に加え、主軸アタッチメントを使用しない場合に、主軸アタッチメントクランプ装置を切屑やクーラントによる汚損から保護することができる。
第5の課題解決手段のマシニングセンタによれば、第3、または第4の課題解決手段のマシニングセンタによる作用効果に加え、主軸アタッチメントや保護部材の交換時間が短縮可能になる。また、主軸アタッチメント保持装置に収納した主軸アタッチメントが、飛散した切屑等によって汚損されることを確実に防ぐことができ、主軸頭への装着、固定が確実に行われる。さらに、切屑やクーラントが加工領域から出ることが防止できる。
第6の課題解決手段のマシニングセンタによれば、第3〜第5いずれかの課題解決手段のマシニングセンタによる作用効果に加え、上記ケース状ワークのA,B面のように、壁面104など障害物と近接する箇所を、アンギュラアタッチメントによって高精度にフライス加工できる。
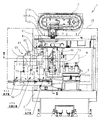
図1〜5は、本発明の実施形態の1例を示した横型のマシニングセンタである。このマシニングセンタ1は、ベッド2上の加工領域内に旋回テーブル3と、旋回テーブル3上に載置したワークWに対して、X,Y,Zの3軸方向に相対移動可能に設けられた主軸頭4を備えている。さらに、機体の上部に自動工具交換装置(以下ATC装置と記す)5を備えている。
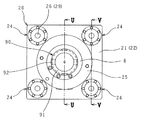
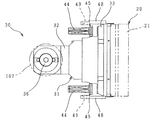
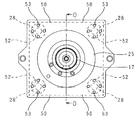
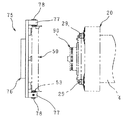
また、クランプブロック33の側面には、同じく主軸アタッチメント保持装置60に備える脱落防止用のロック装置67のロックピン68が挿入される貫通孔49,49を穿設したプレート48,48が取付けられている。
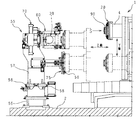
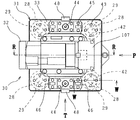
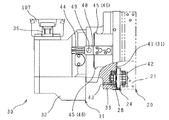
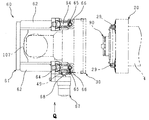
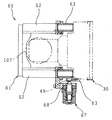
マシニングセンタ1は機台前方、すなわち主軸頭4の前方の加工領域外に、アンギュラアタッチメント30とダミープレート50を着脱可能に収納する収納装置55が設けられている。収納装置55は、アタッチメントクランプ装置20から脱着したアンギュラアタッチメント30を保持する為の主軸アタッチメント保持装置60と、アンギュラアタッチメント30を垂直面内で旋回させる旋回装置70と、アンギュラアタッチメント30と同様にダミープレート50を保持するダミープレート保持装置75から構成されている。旋回装置70は、アンギュラアタッチメント30を所定の角度に旋回し、その取付姿勢を新たな取付姿勢に変更する主軸アタッチメントの旋回手段である。主軸アタッチメント保持装置60は、旋回装置70に取付けられて旋回するようになっている。
このように、主軸アタッチメントを旋回させて装着し直すことで、同一の主軸アタッチメントでA,B面夫々の加工ができるので主軸アタッチメントを1台製作すれば良い。よって主軸アタッチメントの製作コストを低減できる効果がある。
したがって、上記ケース状ワークのA,B面のように、壁面104など障害物と近接する箇所を、アンギュラアタッチメントによって高精度にフライス加工できる。
上記加工方法は一例であり、ワークWの加工面はA面(第1加工面)とB面(第2加工面)の2つの加工面に限らない。また、ワークWによって加工面が相違している場合も有り得るし、同一加工面内において加工部が異なる場合も有り得る。
そして、主軸頭4の前方に、主軸アタッチメント30を使用しない時に主軸6から脱着した主軸アタッチメント30を保持する主軸アタッチメント保持装置60と、主軸アタッチメント30を主軸アタッチメントクランプ装置20への取付面内で旋回して、その取付姿勢を新たな取付姿勢に変更する旋回装置70を備える収納装置55を設け、主軸アタッチメント30を着脱可能に収納する。そして、収納装置55と主軸6への主軸アタッチメント30の着脱は、主軸頭4をX、Y、Z軸方向に相対移動させて行う。
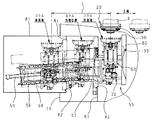
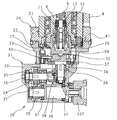
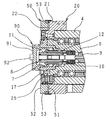
一方、主軸アタッチメント30は刃具107への回転伝達が主軸7のテーパー孔7に装着するクラッチツール(動力伝達工具)90を介して行われ、主軸アタッチメント30を使用しない時は、クラッチツール90のみを工具マガジン14に収納し、クラッチツール90は工具マガジン14に収納した他の工具TとATC装置5で交換可能である。
また、主軸アタッチメント保持装置に収納した使用しないアンギュラ主軸ヘッドが、飛散した切屑の影響を受けず、主軸アタッチメントの着脱が確実に行われる信頼性の高いマシニングセンタを提供できる。
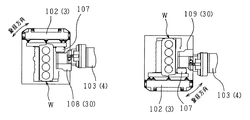
例えば、主軸アタッチメントは、フライスカッタを取付けたアンギュラアタッチメントに限らず、図19に例示するような孔加工用の刃具(例えばドリルやリーマ)110を取付けた多軸アタッチメント111であっても良い。多軸アタッチメント111は、主軸の軸心回りに180度旋回することで、刃具110の配置が左右対称になる。尚、加工箇所はワークWによって、図19(a)のように加工面が相違している場合も有り得るし、同図(b)のように同一加工面内において加工部が異なる場合も有り得る。
さらに、マシニングセンタは横型でも縦型でも可能であり、門型の5面加工機であっても適用可能である。また、本発明の加工方法は、マシニングセンタに限らず他の工作機械、例えば自動ラインのトランスファマシン等に組込まれる専用機にも適用される。
3 旋回テーブル(割出手段)
4 主軸頭
5 ATC装置(自動工具交換手段)
6 主軸
7 テーパー孔
14 工具マガジン
16 機体カバー
20 主軸アタッチメントクランプ装置(支持手段)
30 アンギュラアタッチメント(主軸アタッチメント)
31 アタッチメントボディ(本体)
50 ダミープレート(保護部材)
55 収納装置
56 架台
57 コラム
60 主軸アタッチメント保持装置
70 旋回装置(旋回手段)
75 ダミープレート保持装置(保護部材保持装置)
80 遮蔽板
81 区画カバー(壁面)
82 開口部
90 クラッチツール(動力伝達工具)
107 フライスカッター(刃具)
T 工具
W ワーク
L 移動距離
Claims (6)
- 主軸頭に主軸を回転可能に支承し、該主軸の回転が伝達されて刃具が回転する主軸アタッチメントを主軸に装着した工作機械の加工領域内に載置したワークを、該主軸アタッチメントで加工するワークの加工方法であって、
主軸アタッチメントをワークの最初の加工部に対応した取付姿勢で主軸に装着してワークの最初の加工部を加工し、該加工部を加工後に主軸アタッチメントを主軸から一旦脱着し、工作機械の加工領域外に備えられ、主軸から脱着した主軸アタッチメントの取付姿勢を変更する旋回装置で主軸アタッチメントを次の加工部に対応した取付姿勢に旋回して主軸に再装着し、ワークの次の加工部を加工するようにしたワークの加工方法。 - 前記主軸アタッチメントは、刃具の回転軸が主軸の軸心に対し所定の角度を成すアンギュラアタッチメントであり、
前記最初の加工部は、ワークを前記加工領域内に設けた割出手段上に載置し、該割出手段で所定の角度に割出した第1加工面であり、
前記新たな取付姿勢は、アンギュラアタッチメントが主軸の軸心回りに180度旋回した取付姿勢であり、
前記次の加工部は、ワークを割出手段で第1加工面から180度旋回した第2加工面であり、
該第2加工面を第1加工面と同一のアンギュラアタッチメントで加工する請求項1記載のワークの加工方法。 - ワークを加工する工具を装着する主軸を回転可能に支承する主軸頭と、工具を収納する工具マガジンと、該工具マガジンの工具と主軸の工具の自動工具交換手段とを備え、主軸に装着した工具で加工領域内に載置したワークを加工するマシニングセンタであって、主軸の回転が伝達されて刃具が回転する主軸アタッチメントを主軸に着脱可能で、該主軸アタッチメントの本体を主軸頭に所定の取付姿勢で支持する支持装置を備えたマシニングセンタにおいて、
主軸頭の前方の加工領域外に、主軸から脱着した主軸アタッチメントを保持する主軸アタッチメント保持装置と、主軸アタッチメントを支持装置への取付面内で旋回して新たな取付姿勢に変更する旋回装置と、を備える収納装置を設け、該収納装置に主軸アタッチメントを着脱可能に収納し、収納装置と主軸への主軸アタッチメントの着脱を主軸頭の移動により行う一方、
主軸アタッチメントは刃具への回転伝達が主軸のテーパー孔に装着する動力伝達工具を介して行われ、該動力伝達工具のみを工具マガジンに収納し、動力伝達工具は工具マガジンに収納した他の工具と自動工具交換手段で交換することを特徴とするマシニングセンタ。 - 前記主軸アタッチメントを主軸に装着しない時は、前記主軸アタッチメントの代わりに保護部材を前記支持装置で主軸頭に支持し、前記収納装置に該保護部材を着脱可能に保持する保護部材保持装置を設け、
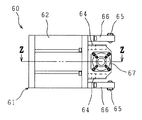
該保護部材保持装置と前記支持装置への保護部材の着脱を主軸頭の移動により行うことを特徴とする請求項3記載のマシニングセンタ。 - 前記収納装置は、主軸頭の前方に設けられた架台と、
該架台上を水平方向に前後移動可能で主軸頭に向かう移動方向前面に遮蔽板を備えて加工領域内外を往復移動し、移動距離の前進端と後退端及びこれらの略中間位置である待機位置で停止するコラムと、を備え、
該コラムに前記保護部材保持装置と、前記旋回装置によって旋回する前記主軸アタッチメント保持装置と、を設け、
前記収納装置を機体カバーで一体に覆い、該機体カバーにコラムの前進端と待機位置の間で加工領域内外を仕切る壁面を備え、該壁面にコラムが加工領域を出入する開口部を設け、該開口部を遮蔽板で塞いで成る請求項3または4記載のマシニングセンタ。 - ワークを載置し所定の角度に割出する為の旋回テーブルを加工領域内に備え、
前記主軸アタッチメントを刃具の回転軸が主軸の軸心に対し90度の角度を成すアンギュラアタッチメントとし、
該アンギュラアタッチメントを前記旋回装置で180度旋回して成る請求項3〜5いずれか1項記載のマシニングセンタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010167817A JP5589645B2 (ja) | 2010-07-27 | 2010-07-27 | ワークの加工方法およびマシニングセンタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010167817A JP5589645B2 (ja) | 2010-07-27 | 2010-07-27 | ワークの加工方法およびマシニングセンタ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012024901A true JP2012024901A (ja) | 2012-02-09 |
| JP5589645B2 JP5589645B2 (ja) | 2014-09-17 |
Family
ID=45778466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010167817A Active JP5589645B2 (ja) | 2010-07-27 | 2010-07-27 | ワークの加工方法およびマシニングセンタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5589645B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016187838A (ja) * | 2015-03-28 | 2016-11-04 | 三井精機工業株式会社 | 工作機械におけるツールマガジン装置 |
| CN113878150A (zh) * | 2021-09-16 | 2022-01-04 | 山东雷德数控机械股份有限公司 | 一种环保型数控五轴四铣刀端面铣床 |
| CN118456077A (zh) * | 2024-07-10 | 2024-08-09 | 宁波迈拓斯数控机械有限公司 | 一种适用于加工中心的夹持翻转机构 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6094259A (ja) * | 1983-10-27 | 1985-05-27 | Shin Nippon Koki Kk | アタツチメント自動交換装置 |
| JPS6178538U (ja) * | 1984-10-27 | 1986-05-26 | ||
| JPH01110049U (ja) * | 1988-01-21 | 1989-07-25 | ||
| JPH01175140U (ja) * | 1988-05-25 | 1989-12-13 | ||
| JPH0683230U (ja) * | 1993-05-12 | 1994-11-29 | オークマ株式会社 | 横型マシニングセンタ |
| JPH09253974A (ja) * | 1996-03-26 | 1997-09-30 | Okuma Mach Works Ltd | 盲蓋着脱方法及び盲蓋自動着脱装置 |
| JP2008080409A (ja) * | 2006-09-25 | 2008-04-10 | Nippei Toyama Corp | 工作機械の加工ライン |
-
2010
- 2010-07-27 JP JP2010167817A patent/JP5589645B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6094259A (ja) * | 1983-10-27 | 1985-05-27 | Shin Nippon Koki Kk | アタツチメント自動交換装置 |
| JPS6178538U (ja) * | 1984-10-27 | 1986-05-26 | ||
| JPH01110049U (ja) * | 1988-01-21 | 1989-07-25 | ||
| JPH01175140U (ja) * | 1988-05-25 | 1989-12-13 | ||
| JPH0683230U (ja) * | 1993-05-12 | 1994-11-29 | オークマ株式会社 | 横型マシニングセンタ |
| JPH09253974A (ja) * | 1996-03-26 | 1997-09-30 | Okuma Mach Works Ltd | 盲蓋着脱方法及び盲蓋自動着脱装置 |
| JP2008080409A (ja) * | 2006-09-25 | 2008-04-10 | Nippei Toyama Corp | 工作機械の加工ライン |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016187838A (ja) * | 2015-03-28 | 2016-11-04 | 三井精機工業株式会社 | 工作機械におけるツールマガジン装置 |
| CN113878150A (zh) * | 2021-09-16 | 2022-01-04 | 山东雷德数控机械股份有限公司 | 一种环保型数控五轴四铣刀端面铣床 |
| CN113878150B (zh) * | 2021-09-16 | 2024-05-17 | 山东雷德数控机械股份有限公司 | 一种环保型数控五轴四铣刀端面铣床 |
| CN118456077A (zh) * | 2024-07-10 | 2024-08-09 | 宁波迈拓斯数控机械有限公司 | 一种适用于加工中心的夹持翻转机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5589645B2 (ja) | 2014-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8887360B2 (en) | Composite working lathe | |
| JP5374771B2 (ja) | 工作機械および工具ホルダ | |
| US9162289B2 (en) | Machine tool apparatus and method | |
| EP2708312B1 (en) | Machining center | |
| KR102391258B1 (ko) | 공작 기계 | |
| JP5554492B2 (ja) | 複合工作機械及びワークの加工方法 | |
| US11167354B2 (en) | Machine tool, in particular lathe | |
| JPH01264732A (ja) | 工作機械 | |
| JP2013509307A (ja) | 立複合型旋削・フライス盤マシニングセンタ | |
| KR20180027380A (ko) | 작업물을 가공하기 위한 공작 기계 및 이러한 공작 기계 상에서 사용하기 위한 스핀들 캐리어 조립체 | |
| US20110268520A1 (en) | Angle tool holder for five-face machining | |
| KR20110120789A (ko) | 2축 갱 타입 cnc 선반 | |
| WO2014162556A1 (ja) | 立形マシニングセンタの5面加工用アングルツールホルダの自動工具交換装置 | |
| CN107872994B (zh) | 机床 | |
| JP2007075995A (ja) | 工作機械 | |
| JP5589645B2 (ja) | ワークの加工方法およびマシニングセンタ | |
| JP2012183601A (ja) | ロボットおよびワーク加工システム | |
| JP2015199186A (ja) | 工作機械 | |
| CN110014774B (zh) | 玻璃精雕机 | |
| JP5567733B1 (ja) | 立形マシニングセンタの5面加工用アングルツールホルダの自動工具交換装置 | |
| CN213729337U (zh) | 一种阀体用一站式加工中心 | |
| JP7213114B2 (ja) | 工具ホルダおよび工作機械 | |
| CN112975695A (zh) | 多功能数控复合磨床 | |
| WO2022091260A1 (ja) | 複合加工機 | |
| JP5769146B2 (ja) | 旋盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131114 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5589645 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |