JP2012011765A - クリップ及びクリップの製造方法 - Google Patents
クリップ及びクリップの製造方法 Download PDFInfo
- Publication number
- JP2012011765A JP2012011765A JP2010204975A JP2010204975A JP2012011765A JP 2012011765 A JP2012011765 A JP 2012011765A JP 2010204975 A JP2010204975 A JP 2010204975A JP 2010204975 A JP2010204975 A JP 2010204975A JP 2012011765 A JP2012011765 A JP 2012011765A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- clip
- convex
- curved
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Sheet Holders (AREA)
Abstract
【解決手段】弾性を有する板部材を屈曲又は湾曲させて、シート2の表裏面を挟持する第1及び第2の挟持部20,30と、背面部10と、を設けたクリップ1において、夫々の挟持部を、内向きに凸部21,31を有する湾曲面によって構成した。湾曲状のガイド面22,32に沿ってシート束を挿入することで、その際のシートの厚みによって、湾曲状の凸部が背面部に向けて押し込まれるように弾性変形され、凸部後端21a,31aにおいてシートが強固に押圧保持される。
【選択図】図4
Description
このクリップ1は、折り曲げられた切込み部6,7の先端を反対側に僅かに折り曲げ、その頂部8,9において、シート2を挟持するようにしている。
クリップ1を取り外す際は、シート2を引っ張ることで、切込み部6,7の先端の折り曲げられた部位によってガイドされて、シート2が抜け出すようになっている。
このような事態を防止するために、シート2の側縁の複数箇所にクリップ1が装着されることが多く、クリップの消費量が増える上に、着脱に手間がかかっていた。
そこで、本発明は、単一部材で形成することができ、着脱が容易で、シートを強固に保持することができるクリップ及びその製造方法の提供を目的とする。
また、前記凸部の後部から外側に向けて、前記シートが引き抜かれるのをガイドする引き抜きガイド面を設けてもよい。
また、前記背面部に、前記シートの角部を収容するための開口部を設けてもよい。
また、本発明に係るクリップの製造方法は、弾性部材からなる板部材の長手方向中央部の両側に、幅方向側縁から長手方向端縁に向けた切込みを設け、該切込みから前記長手方向端縁に向けての領域をシート表裏面を夫々押圧保持するための第1及び第2の挟持部とし、該第1及び第2の挟持部から前記中央部に連続する連結部を、外側が凸状になるように夫々湾曲すると共に、前記第1及び第2の挟持部を内側が凸状になるように夫々湾曲させ、該湾曲によって形成された凸部を、他方の挟持部の凸部に圧接させたことを特徴とする。
これらの場合、前記中央部に、吊り下げ孔を有する切込み部を設け、該切込み部を外側に折り曲げて吊り下げ部を形成すると共に開口部を形成する工程を含めてもよい。
請求項3に係るクリップは、凸部の後部から外側に向けて、引き抜きガイド面を設けたので、クリップを取り外す際にシートが傷つけられるのを防止できる。
請求項4に係るクリップは、背面部に、シートの角部を収容するための開口部を設けたので、その開口部にシートの角を入れた状態で、第1及び第2の挟持部によってシートを押圧保持することで、綴じた状態のシート束がずれるのを防止できる。これにより、シートを捲った際に、クリップが傾いて外れ落ちるのを防止できる。
請求項6に係るクリップの製造方法は、弾性部材からなる板部材の長手方向中央部の両側に、幅方向側縁から長手方向端縁に向けた切込みを設け、その切込みによって、シートの表裏面を夫々保持する第1及び第2の挟持部と、シートの端綿を保持する背面部との連結部を形成したので、夫々の連結部を外側が凸状になるように湾曲すると共に、長手方向端縁に向けての領域を内側が凸状になるように湾曲することで、シートが挿入される先端部から中央に向かう湾曲状のガイド面を有し、シートが挿入された際の弾性変形によって凸部の後部において、シートの表裏面を強固に押圧保持することが可能なクリップを容易に製造することができる。
請求項7に係るクリップの製造方法は、背面部に開口部を有し、尚且つ吊り下げ可能なクリップを容易に製造することができる。
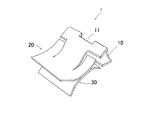
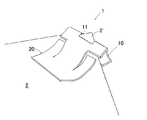
このクリップ1は、紙などのシート材を束ねて綴るためのものであり、弾性を有する板部材を湾曲させることで、シートの端面を当接させるための背面部10と、シート面を挟持するための第1挟持部20と、第2の挟持部30と、を形成したものである。
第1の挟持部20は、シートの一方の面(例えば、表面)を保持するための部位であり、内側に凸状に湾曲した板部材によって構成されている。
この圧接領域の後端21aから、外側に向けて屈曲しており、その屈曲面において、クリップを取り外す際に、シートが引き抜かれ易くするための引き抜きガイド部23を、傾斜状に形成している。
第2の挟持部30は、他方のシート面(例えば、裏面)を保持するための部位であり、第1の挟持部20と同様に、先端部から中央の凸部31に向けて、湾曲状のガイド部32を形成し、凸部31から後端部にかけての領域において第1の挟持部30に圧接されている。そして、第1の挟持部20と同様、圧接領域の後端31aにおいて屈曲し、後端部に向かう屈曲面で、引き抜きガイド部33を形成している。
背面部10は、シートの端部が当接される部位であり、横方向中央部には、開口部11が設けられている。この開口部11は、図3に示すように、第1及び第2の挟持部20,30によって挟持されたシート2の角部2’を収容するための空間部であり、このクリップ1が挟持できるシート束の厚みに応じた開口幅に設計されている。
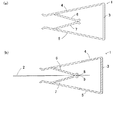
また、凸部21,31は、挟持部20,30の先端からシート2が挿入された際に、シート2の厚みによって、湾曲状の凸部21,31が、背面部10に向けて押し込まれる方向に弾性変形され、凸部21、31の後端21a,31aの屈曲部において、シート2を強固に押圧保持するような形状に設計されている(図4を参照)。
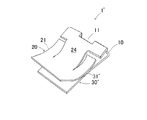
金属板の長手方向中央部(10)に開口部11を設け、その両側に、幅方向側縁から長手方向端縁に向けたL字状の切込み(K,K,L,L)を設ける。
この切込み(K,K,L,L)によって長手方向端縁から中央部(即ち、背面部10)に連続するT字状の連結部24,34が形成される。連結部24,34から長手方向端縁に向けての領域は、シートの表裏面を押圧保持するための第1及び第2の挟持部20,30となる。
そして、連結部24,34の夫々を、外側が凸状になるように湾曲すると共に、第1及び第2の挟持部20,30を内側が凸状になるように湾曲させる(図5(b)を参照)。
背面部10の縦方向中央部12は、内側に向けて僅かに湾曲させる。
これによって、開口部11を有する背面部10と、背面部10から連続する上下一対の挟持部20,30からなり、挟持部20,30の内向きの凸部21,31を相互に圧接させた形状のクリップが形成される。
先ず、図4(a)に示すように、第1及び第2の挟持部20、30の間に束状のシート2を挿入し、ガイド部22,32に沿って奥に進める。
すると、シート束の厚みにより、湾曲状の凸部21,31が、背面部10に向けてスライドするように弾性変形される(図4(b)を参照)。これによって、凸部21,31の後端21a,31aが内側に向けて更に圧接され、シート2が挟持される。
このように、シート2の角部2’を開口部11において保持し、更に、湾曲状の挟持部20,30において強固にシート2を圧接することで、シートを捲った際にバラバラになり、クリップが外れ落ちてしまうのを防止できる。
また、シート2が背面部10に向けて挿入される際に、湾曲状の凸部21,31が背面部10側に押し込まれるように弾性変形するので、後端21a,31aの屈曲部でシートを強固に保持することが可能となる。
また、図6に示すクリップ1’のように、凸部後端21a’,31a’に屈曲部を設けず、端部のエッジにおいて、シートを挟持するようにしてもよい。
また、図7に示すクリップ1”のように、一方の挟持部20のみを湾曲させ、他方の挟持部30”は平坦面としてもよい。内側に向けて湾曲されている凸部21と平面部31”とにおいて、シートを挟持した状態で、背面部10の開口部11にシートの角部を保持させることができるので、シートを捲った際にクリップ1”が外れるのを防止することができる。
このクリップ101は、第1の挟持部20のみを湾曲させ、第2の挟持部130は平坦面となっている点、及び背面部110に開口部を有しない点において、第1実施形態に係るクリップと相違する。
先ず、弾性変形可能な板部材の長手方向中央部(110)の一側方に、幅方向側縁から長手方向端縁に向けたL字状の切込み(K,K)を設ける。
この切込み(K,K)によって長手方向端縁から中央部(即ち、背面部110)に連続するT字状の連結部24が形成される。連結部24から長手方向端縁に向けての領域は、シートの表面を押圧保持するための第1の挟持部20となる。切込みの設けられていない方の平坦面は、シートの裏面が保持される第2の挟持部130となる。
その後、連結部24に対して直角方向の折り曲げ線113,113で内側に向けて折り曲げ、第1の挟持部20の凸部21を、平面状の第2の挟持部130に圧接させる(図9(c)を参照)。凸部21は、緩やかな湾曲形状であり、後端21aに向かうにつれて、第2の挟持部130に面状に接するようになっている。
なお、本実施形態に係るクリップにおいて、図10に示すクリップ101’のように、第2の挟持部30も、第1の保持部20と同様に構成し、双方の挟持部20,30をその凸部21,31において圧接させてもよい。
このクリップ201の第1及び第2の挟持部20,30の構成は、第1実施形態のクリップと同様であるが、背面部210に吊り下げ部を形成している点で相違する。
上記クリップ201の製造方法を、図12を使用して説明する。
その中央部から両端部に向けて、L字状の切込み(K,K,L,L)を設け、それによってできたT字状の部位を、背面部210と夫々の挟持部20,30との連結部24,34とする。
その後、連結部24、34に対して直角方向の折り曲げ線213,213で、開口部211の両側を内側に向けて折り曲げ、夫々の挟持部20,30を凸部21,31において圧接させる(図5(c)を参照)。凸部21,31は、緩やかな湾曲形状であり、後端21a,31aに向かうにつれて面状に接し、後端21a,31aを屈曲させることで引き抜きガイド面23,33が形成される。
この開口部211aにシートの角部を差し込むことで、シートを捲った際にシートがずれてクリップが外れ落ちるのを防止できる。また、吊り下げ孔214によって、クリップで束ねた状態のシート束を吊り下げることも可能となる。
なお、本実施形態において、図13に示すように、一方の挟持部20のみに湾曲状の凸部21を形成し、他方の挟持部230を平坦面としてもよい。
10,110,210・・・背面部
11,211a・・・開口部
12,112・・・中央部
13,113・・・折り曲げ線
20・・・第1の挟持部
30,130・・・第2の挟持部
21,31・・・凸部
22,32・・・ガイド部(ガイド面)
23,33・・・引き抜きガイド部(ガイド面)
24,34・・・連結部
211・・・切込み部
214・・・吊り下げ孔
Claims (7)
- 弾性を有する板部材を屈曲又は湾曲させて、シートの表裏面を挟持する第1及び第2の挟持部(20,30)と、前記シートの端部を当接させる背面部(10)と、を設けたクリップ(1)において、
前記シートの表面を押圧保持する第1の挟持部(20)を、内向きに凸部(21)を有する湾曲面で構成することで、シートが挿入される先端部から中央に向かう湾曲状のガイド面(22)が形成されると共に、前記シートが挿入された際の弾性変形によって該シートを前記凸部(21)の後部(21a)において押圧保持するように構成したことを特徴とするクリップ。 - 前記シートの裏面を押圧保持する前記第2の挟持部(30)もまた、内向きに凸部(31)を有する湾曲面で構成することで、シートが挿入される先端部から中央に向かう湾曲状のガイド面(32)が形成されると共に、前記シートが挿入された際の弾性変形によって、該シートを前記凸部(31)の後部(31a)において押圧保持するようにしたことを特徴とする請求項1に記載のクリップ。
- 前記凸部(21)の後部(21a,31a)から外側に向けて、前記シートが引き抜かれるのをガイドする引き抜きガイド面(23,33)を設けたことを特徴とする請求項1又は請求項2に記載のクリップ。
- 前記背面部(10)に、前記シートの角部を収容するための開口部(11)を設けたことを特徴とする請求項1〜請求項3の何れか1つの請求項に記載のクリップ。
- 弾性部材からなる板部材の長手方向中央部(110)の側方に、幅方向側縁から長手方向端縁に向けた切込み(K,K)を設け、
該切込み(K,K)から前記長手方向端縁に向けての領域を、シートを押圧保持するための挟持部(20)とし、該挟持部(20)から前記中央部(110)に連続する連結部(24)を外側が凸状になるように湾曲すると共に、
前記挟持部(20)を内側が凸状になるように湾曲させ、該湾曲によって形成された凸部(21)を対面する板面(130)に圧接させたことを特徴とするクリップの製造方法。 - 弾性部材からなる板部材の長手方向中央部(10)の両側に、幅方向側縁から長手方向端縁に向けた切込み(K,K,L,L)を設け、
該切込み(K,K,L,L)から前記長手方向端縁に向けての領域を、シートの表裏面を夫々押圧保持するための第1及び第2の挟持部(20,30)とし、該第1及び第2の挟持部(20,30)から前記中央部(10)に連続する連結部(24,34)を、外側が凸状になるように夫々湾曲すると共に、
前記第1及び第2の挟持部(20,30)を内側が凸状になるように夫々湾曲させ、該湾曲によって形成された凸部(21,31)を、他方の挟持部(30,20)の凸部(31,21)に圧接させたことを特徴とするクリップの製造方法。 - 前記中央部(210)に、吊り下げ孔(214)を有する切込み部(211)を設け、該切込み部(211)を外側に折り曲げて吊り下げ部を形成すると共に開口部(211a)を形成する工程を含むことを特徴とする請求項5又は請求項6に記載のクリップの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010204975A JP5489291B2 (ja) | 2010-06-04 | 2010-09-13 | クリップ及びクリップの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010129471 | 2010-06-04 | ||
| JP2010129471 | 2010-06-04 | ||
| JP2010204975A JP5489291B2 (ja) | 2010-06-04 | 2010-09-13 | クリップ及びクリップの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012011765A true JP2012011765A (ja) | 2012-01-19 |
| JP2012011765A5 JP2012011765A5 (ja) | 2013-09-12 |
| JP5489291B2 JP5489291B2 (ja) | 2014-05-14 |
Family
ID=45598751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010204975A Expired - Fee Related JP5489291B2 (ja) | 2010-06-04 | 2010-09-13 | クリップ及びクリップの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5489291B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101324610B1 (ko) | 2013-07-11 | 2013-11-01 | (주)진테크널러지 | 기판 실장용 접속 클립 및 그의 제조 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4413773Y1 (ja) * | 1966-10-03 | 1969-06-10 | ||
| JPH01129431U (ja) * | 1988-02-25 | 1989-09-04 | ||
| WO1998024639A1 (en) * | 1996-12-04 | 1998-06-11 | Jae Ick Jeong | Corner paper or binder clip |
| JP2009012241A (ja) * | 2007-07-03 | 2009-01-22 | Max Co Ltd | クリップ |
-
2010
- 2010-09-13 JP JP2010204975A patent/JP5489291B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4413773Y1 (ja) * | 1966-10-03 | 1969-06-10 | ||
| JPH01129431U (ja) * | 1988-02-25 | 1989-09-04 | ||
| WO1998024639A1 (en) * | 1996-12-04 | 1998-06-11 | Jae Ick Jeong | Corner paper or binder clip |
| JP2009012241A (ja) * | 2007-07-03 | 2009-01-22 | Max Co Ltd | クリップ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101324610B1 (ko) | 2013-07-11 | 2013-11-01 | (주)진테크널러지 | 기판 실장용 접속 클립 및 그의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5489291B2 (ja) | 2014-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5653355B2 (ja) | クリップ | |
| JP2012135180A (ja) | バネクリップ | |
| EP2924834A2 (en) | Cable clip | |
| JP6115734B2 (ja) | 燃料電池の組み立て方法及び組み立て装置 | |
| JP5489291B2 (ja) | クリップ及びクリップの製造方法 | |
| CN103037733A (zh) | 镊子 | |
| JP2008080505A (ja) | クリップ | |
| JP2017105099A (ja) | クリップファイル | |
| EP3254575B1 (en) | Wig fastening tool and wig using same | |
| JP2012193830A (ja) | クリップとサイレンサとの取付け構造、及びクリップ | |
| JP5087811B1 (ja) | ケーブルキャリア | |
| JP2009012241A (ja) | クリップ | |
| KR101211785B1 (ko) | 제본용 바인더 | |
| JP2012011765A5 (ja) | ||
| JP3147569U (ja) | クリップ | |
| JP5963366B2 (ja) | 金属クリップ | |
| JP3230720U (ja) | 巻尺押え具 | |
| JP3230720U6 (ja) | 巻尺押え具 | |
| JP7134363B2 (ja) | サンバイザホルダ | |
| JP2012247487A (ja) | クリップ | |
| JP4795255B2 (ja) | 書類ファスナ並びにファイル又はフォルダ | |
| JP2012187839A (ja) | 綴じ具及びファイル | |
| WO2017072570A1 (en) | Clamping spine for clamping a bundle of leaves | |
| JP6478401B2 (ja) | クリップ | |
| JP3160214U (ja) | 薄型クリップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130731 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5489291 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |