JP2011173155A - ノズルの液垂れ防止機構 - Google Patents
ノズルの液垂れ防止機構 Download PDFInfo
- Publication number
- JP2011173155A JP2011173155A JP2010040263A JP2010040263A JP2011173155A JP 2011173155 A JP2011173155 A JP 2011173155A JP 2010040263 A JP2010040263 A JP 2010040263A JP 2010040263 A JP2010040263 A JP 2010040263A JP 2011173155 A JP2011173155 A JP 2011173155A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- lubricating liquid
- conduit
- manifold
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Forging (AREA)
Abstract
【課題】ノズルの液垂れを確実に防止することが可能なノズルの液垂れ防止機構を提供する。
【解決手段】内管路12を回転駆動機構16(管路駆動手段)の駆動により外管路13に対して軸線回りに回転(相対移動)させて、内管路12の各孔部4を対応する各潤滑液通路15に開口させることにより、各潤滑液通路15が内管路12に連通され、潤滑液が、各ノズルチップ14から噴射される。他方、内管路12を回転駆動機構16の駆動により外管路13に対して逆方向へ回転(相対移動)させて、各潤滑液通路15と内管路12との間の連通を遮断させることにより、各ノズルチップ14からの潤滑液の噴射が停止される。したがって、潤滑液の噴射が停止している間、各ノズルチップ14に連通している潤滑油経路は各潤滑液通路15だけであり、各潤滑液通路15に残留している潤滑液が微量であため、各潤滑液通路15に残留している潤滑液が、各ノズルチップ14から垂れることを確実に防止することができる。
【選択図】図1
【解決手段】内管路12を回転駆動機構16(管路駆動手段)の駆動により外管路13に対して軸線回りに回転(相対移動)させて、内管路12の各孔部4を対応する各潤滑液通路15に開口させることにより、各潤滑液通路15が内管路12に連通され、潤滑液が、各ノズルチップ14から噴射される。他方、内管路12を回転駆動機構16の駆動により外管路13に対して逆方向へ回転(相対移動)させて、各潤滑液通路15と内管路12との間の連通を遮断させることにより、各ノズルチップ14からの潤滑液の噴射が停止される。したがって、潤滑液の噴射が停止している間、各ノズルチップ14に連通している潤滑油経路は各潤滑液通路15だけであり、各潤滑液通路15に残留している潤滑液が微量であため、各潤滑液通路15に残留している潤滑液が、各ノズルチップ14から垂れることを確実に防止することができる。
【選択図】図1
Description
本発明は、ノズルの液垂れ防止機構に関する。
例えば、エンジンの構成部品であるコンロッドは、熱間鍛造により製造される。熱間鍛造では、高温に加熱された被加工材を金型に供給する工程、供給された被加工材を成形する工程、成形品(コンロッド)を鍛造型から取り出す工程、が順次繰り返される。一般に、このような熱間鍛造ラインでは、成形時の摩擦低減、成形品の離型性向上、金型の冷却等のため、ノズルにより、鍛造型の成形面に潤滑液が塗布される(特許文献1の図7等、参照)。従来技術のノズルは、マニホールド(ノズル本体)の上下に、複数個のノズルチップがマニホールドの長さ方向に沿って所定間隔で配置されたものが実用化されている。このようなノズルは、型開きされて成形品が取り出された後の上型と下型との間に位置決めされ、潤滑液供給回路のバルブが開弁されることにより、各ノズルチップから噴射された潤滑液が、上型および下型の各成形面に塗布される。
しかしながら、従来技術のノズルにおいては、潤滑液の塗布の完了後、マニホールド内に残留した潤滑液が、ノズルチップから漏れ出して下型の成形面上に垂れ、垂れた潤滑液が乾燥しないで鍛造型のキャビティ内に残留し、その結果、成形時における材料の流動が阻害され、成形不良(欠肉)が引き起こされる。このような潤滑液の垂れは、(1)バルブからノズルチップまでの管路が長いことから、バルブ閉弁後に管路内に残留する潤滑液が多量になってしまうこと、(2)バルブ閉弁後、マニホールド内への潤滑液の供給は停止されるが、各ノズルチップとマニホールド内の管路とが連通されていること、(3)上側に配置されたノズルチップからマニホールド内の管路内にエアが侵入すると、下側に配置されたノズルチップからマニホールド内の管路内に残留する潤滑液が排出されること、等に起因する。
そこで本発明は、上記事情に鑑みてなされたもので、ノズルの液垂れを確実に防止することが可能なノズルの液垂れ防止機構を提供することを課題としてなされたものである。
上記課題を解決するために、本発明のノズルの液垂れ防止機構は、潤滑液供給回路に設けられ、潤滑液供給源から圧送される潤滑液が供給されるマニホールドと、前記潤滑液供給回路の一部を構成し、前記マニホールドの内部を一方向へ延びる管路と、前記マニホールドに設けられ、前記管路に沿って配置されるノズルチップと、前記ノズルチップに対応させて前記マニホールドに設けられ、前記ノズルチップと前記管路とを連通させる潤滑液通路と、を有するノズルの液垂れ防止機構であって、前記管路は、有底円筒形に形成され、潤滑液供給路が接続される内管路と、前記マニホールドに形成され、前記内管路が相対移動可能に挿入される外管路と、前記ノズルチップに対応させて前記内管路に設けられ、対応する前記潤滑液通路に開口可能な孔部と、を有し、前記内管路を前記外管路に対して相対移動させて前記内管路と前記潤滑液通路との間の連通/遮断を切り換える管路駆動手段を有することを特徴とする。
(発明の態様)
以下に、本願において特許請求が可能と認識されている発明(以下、請求可能発明と称する)の態様を例示し、例示された各態様について説明する。ここでは、各態様を、特許請求の範囲と同様に、項に区分すると共に各項に番号を付し、必要に応じて他の項の記載を引用する形式で記載する。これは、請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施形態の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得る。
なお、以下の各項において、(1)〜(4)項の各々が、特許請求の範囲に記載した請求項1〜4の各々に相当する。
以下に、本願において特許請求が可能と認識されている発明(以下、請求可能発明と称する)の態様を例示し、例示された各態様について説明する。ここでは、各態様を、特許請求の範囲と同様に、項に区分すると共に各項に番号を付し、必要に応じて他の項の記載を引用する形式で記載する。これは、請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施形態の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得る。
なお、以下の各項において、(1)〜(4)項の各々が、特許請求の範囲に記載した請求項1〜4の各々に相当する。
(1)潤滑液供給回路に設けられ、潤滑液供給源から圧送される潤滑液が供給されるマニホールドと、潤滑液供給回路の一部を構成し、マニホールドの内部を一方向へ延びる管路と、マニホールドに設けられ、管路に沿って配置されるノズルチップと、ノズルチップに対応させてマニホールドに設けられ、ノズルチップと管路とを連通させる潤滑液通路と、を有するノズルの液垂れ防止機構であって、管路は、有底円筒形に形成され、潤滑液供給路が接続される内管路と、マニホールドに形成され、内管路が相対移動可能に挿入される外管路と、ノズルチップに対応させて内管路に設けられ、対応する潤滑液通路に開口可能な孔部と、を有し、内管路を外管路に対して相対移動させて内管路と潤滑液通路との間の連通/遮断を切り換える管路駆動手段を有することを特徴とするノズルの液垂れ防止機構。
本項に記載のノズルの液垂れ防止機構によれば、内管路を管路駆動手段の駆動により外管路に対して相対移動させて、内管路の孔部を対応する潤滑液通路に向けて開口させる、言い換えると、内管路の孔部を対応する潤滑液通路に臨ませることにより、潤滑液通路が内管路に連通され、潤滑液供給源から潤滑液供給路を経由して内管路に供給された潤滑液が、ノズルチップから噴射される。他方、内管路を管路駆動手段の駆動により外管路に対して相対移動させて、内管路の孔部を外管路内面に向けて開口させる、つまり、潤滑液通路と内管路との間の連通を遮断することにより、ノズルチップからの潤滑液の噴射が停止される。ここで、本項の態様では、潤滑液の噴射を停止している間、ノズルチップに連通している潤滑油経路はマニホールドに設けられた潤滑液通路だけであり、潤滑液通路に残留している潤滑液が微量であるとともに、潤滑液通路にエアが入り込むこともないため、潤滑液通路に残留している潤滑液が、ノズルチップから垂れることを確実に防止することができる。
本項の態様において、マニホールドに、複数個の潤滑液通路を管路に沿った一直線上に所定間隔で設けるとともに各潤滑液通路に対応させてノズルチップを設け、さらに、内管路に、各潤滑液通路に対応させて複数個の孔部を設けることができる。このように、ノズルチップの数量が多く管路の全長が長くなるほど、バルブによる潤滑液供給路を開/閉させて潤滑液を噴射/停止させる従来技術のノズルと比較して、本項の態様は液垂れ防止の点で有利である。
本項に記載のノズルの液垂れ防止機構によれば、内管路を管路駆動手段の駆動により外管路に対して相対移動させて、内管路の孔部を対応する潤滑液通路に向けて開口させる、言い換えると、内管路の孔部を対応する潤滑液通路に臨ませることにより、潤滑液通路が内管路に連通され、潤滑液供給源から潤滑液供給路を経由して内管路に供給された潤滑液が、ノズルチップから噴射される。他方、内管路を管路駆動手段の駆動により外管路に対して相対移動させて、内管路の孔部を外管路内面に向けて開口させる、つまり、潤滑液通路と内管路との間の連通を遮断することにより、ノズルチップからの潤滑液の噴射が停止される。ここで、本項の態様では、潤滑液の噴射を停止している間、ノズルチップに連通している潤滑油経路はマニホールドに設けられた潤滑液通路だけであり、潤滑液通路に残留している潤滑液が微量であるとともに、潤滑液通路にエアが入り込むこともないため、潤滑液通路に残留している潤滑液が、ノズルチップから垂れることを確実に防止することができる。
本項の態様において、マニホールドに、複数個の潤滑液通路を管路に沿った一直線上に所定間隔で設けるとともに各潤滑液通路に対応させてノズルチップを設け、さらに、内管路に、各潤滑液通路に対応させて複数個の孔部を設けることができる。このように、ノズルチップの数量が多く管路の全長が長くなるほど、バルブによる潤滑液供給路を開/閉させて潤滑液を噴射/停止させる従来技術のノズルと比較して、本項の態様は液垂れ防止の点で有利である。
(2)管路駆動手段は、内管路を外管路に対して軸線回りに回転動作させる回転駆動機構を有する(1)のノズルの液垂れ防止機構。
本項に記載のノズルの液垂れ防止機構によれば、内管路を回転駆動機構の駆動により軸線回りに回転させることにより、内管路を外管路に対して相対移動させることができる。
本項の態様において、回転駆動機構の駆動による内管路の回転角度は、例えば、180°とすることができる。また、回転駆動機構は、例えば、マニホールドに取り付けられたロータリシリンダと、該ロータリシリンダのシャフトに取り付けられた第1歯車と、内管路の一端(マニホールドから突出させた部分)に取り付けられて第1歯車に噛合される第2歯車と、により構成することができる。この場合、内管路の一端をマニホールドに取り付けた支持部材により回転可能に支持して内管路の一端を両持ちとすることで、回転駆動機構の剛性延いては信頼性を確保することができる。また、ロータリシリンダの代わりに電動モータを使用することもできる。さらに、内管路と潤滑液供給路とを、必要に応じて相対回転可能なジョイントにより接続することができる。
本項に記載のノズルの液垂れ防止機構によれば、内管路を回転駆動機構の駆動により軸線回りに回転させることにより、内管路を外管路に対して相対移動させることができる。
本項の態様において、回転駆動機構の駆動による内管路の回転角度は、例えば、180°とすることができる。また、回転駆動機構は、例えば、マニホールドに取り付けられたロータリシリンダと、該ロータリシリンダのシャフトに取り付けられた第1歯車と、内管路の一端(マニホールドから突出させた部分)に取り付けられて第1歯車に噛合される第2歯車と、により構成することができる。この場合、内管路の一端をマニホールドに取り付けた支持部材により回転可能に支持して内管路の一端を両持ちとすることで、回転駆動機構の剛性延いては信頼性を確保することができる。また、ロータリシリンダの代わりに電動モータを使用することもできる。さらに、内管路と潤滑液供給路とを、必要に応じて相対回転可能なジョイントにより接続することができる。
(3)管路駆動手段は、内管路を外管路に対して軸線方向へ往復動作させるスライド駆動機構を有する(1)のノズルの液垂れ防止機構。
本項に記載のノズルの液垂れ防止機構によれば、内管路をスライド駆動機構の駆動により往復動させることにより、内管路を外管路に対して相対移動させることができる。
本項の態様において、スライド駆動機構は、例えば、マニホールドに取り付けられてシャフトが内管路のスライド方向に対して平行に配置されたエアシリンダと、該エアシリンダのシャフトと内管路とを連結する連結部材と、により構成することができる。
本項に記載のノズルの液垂れ防止機構によれば、内管路をスライド駆動機構の駆動により往復動させることにより、内管路を外管路に対して相対移動させることができる。
本項の態様において、スライド駆動機構は、例えば、マニホールドに取り付けられてシャフトが内管路のスライド方向に対して平行に配置されたエアシリンダと、該エアシリンダのシャフトと内管路とを連結する連結部材と、により構成することができる。
(4)ノズルは、型開きされた鍛造型の間に進退可能に設けられる(1)〜(3)のノズルの液垂れ防止機構。
本項に記載のノズルの液垂れ防止機構によれば、ノズルチップから噴射された潤滑液を、鍛造型の上型および下型の各成形面に塗布することができる。これにより、潤滑液の塗布の完了後、ノズルチップから漏れ出した潤滑液が下型の成形面上に垂れ、垂れた潤滑液が乾燥しないで鍛造型のキャビティ内に残留し、その結果、成形時における材料の流動を阻害して成形不良(欠肉)を引き起こすような事態を回避することができ、製品の品質を確保することができる。本項の態様では、内管路と外管路とにより構成される管路(以下、二重管路)を下型用とし、マニホールドの内部に、二重管路に対して平行に延びる上型用の管路(二重管路の外管路に相当する)を設ける。この場合、潤滑液供給路を2つの経路に分岐させ、分岐させた各潤滑液供給路を上側用の管路ならびに下型用の管路の内管路に接続させる。
本項の態様において、鋳造型は、例えば、エンジンのコンロッドを熱間鍛造するための金型とすることができる。
本項に記載のノズルの液垂れ防止機構によれば、ノズルチップから噴射された潤滑液を、鍛造型の上型および下型の各成形面に塗布することができる。これにより、潤滑液の塗布の完了後、ノズルチップから漏れ出した潤滑液が下型の成形面上に垂れ、垂れた潤滑液が乾燥しないで鍛造型のキャビティ内に残留し、その結果、成形時における材料の流動を阻害して成形不良(欠肉)を引き起こすような事態を回避することができ、製品の品質を確保することができる。本項の態様では、内管路と外管路とにより構成される管路(以下、二重管路)を下型用とし、マニホールドの内部に、二重管路に対して平行に延びる上型用の管路(二重管路の外管路に相当する)を設ける。この場合、潤滑液供給路を2つの経路に分岐させ、分岐させた各潤滑液供給路を上側用の管路ならびに下型用の管路の内管路に接続させる。
本項の態様において、鋳造型は、例えば、エンジンのコンロッドを熱間鍛造するための金型とすることができる。
本発明によれば、ノズルの液垂れを確実に防止することが可能なノズルの液垂れ防止機構を提供することができる。
本発明の実施形態を添付した図を参照して説明する。なお、本実施形態では、エンジンのコンロッドを熱間鍛造して型開きされた鍛造型の上型1と下型2との間にノズル3を進出させ、該ノズル3に設けられた各ノズルチップ10、14から噴射した潤滑液を上型1および下型2の各成形面に塗布するための潤滑液塗布装置に使用されるノズル3の液垂れ防止機構について説明するが、これに限定することを意図しない。
(第1実施形態)
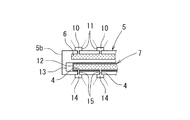
図1に示されるように、ノズル3は、マニホールド5を有する。マニホールド5は、断面が長方形の角柱形に形成される。マニホールド5には、一端面5aから他端面5bに向けて延びる(他端面5bに突き抜けていない)上管路6と、該上管路6の下方に位置するとともに上管路に対して平行に配置された下管路7と、が設けられる。上管路6の一端(図1における右側端)には、潤滑液供給弁8よりも下流側(図1における左側)で2つの経路に分岐された潤滑液供給路の一方9aが接続される。マニホールド5の上面5cには、上向きに設けられた複数個(図1においては4個)のノズルチップ10が、上管路6に沿って所定間隔で一列に配置される。また、マニホールド5は、各ノズルチップ10に対応させて設けられて各ノズルチップ10を上管路6に連通させる複数個の潤滑液通路11を有する。したがって、潤滑液供給弁8が開弁されると、潤滑液供給源から潤滑液供給弁8を経由して潤滑液供給路9aにより上管路6に供給された潤滑液が、各潤滑液通路11を介して各ノズルチップ10から図1における上方へ向けて(上型1の成形面へ向けて)噴射される。
図1に示されるように、ノズル3は、マニホールド5を有する。マニホールド5は、断面が長方形の角柱形に形成される。マニホールド5には、一端面5aから他端面5bに向けて延びる(他端面5bに突き抜けていない)上管路6と、該上管路6の下方に位置するとともに上管路に対して平行に配置された下管路7と、が設けられる。上管路6の一端(図1における右側端)には、潤滑液供給弁8よりも下流側(図1における左側)で2つの経路に分岐された潤滑液供給路の一方9aが接続される。マニホールド5の上面5cには、上向きに設けられた複数個(図1においては4個)のノズルチップ10が、上管路6に沿って所定間隔で一列に配置される。また、マニホールド5は、各ノズルチップ10に対応させて設けられて各ノズルチップ10を上管路6に連通させる複数個の潤滑液通路11を有する。したがって、潤滑液供給弁8が開弁されると、潤滑液供給源から潤滑液供給弁8を経由して潤滑液供給路9aにより上管路6に供給された潤滑液が、各潤滑液通路11を介して各ノズルチップ10から図1における上方へ向けて(上型1の成形面へ向けて)噴射される。
図1に示されるように、下管路7は、一端(図1における右側端)に潤滑液供給路の他方9bが接続された内管路12と、該内管路12が摺動可能(相対移動可能)に挿入される外管路13と、を含む。外管路13は、円形の断面を有し、マニホールド5の一端面5aから他端面5bに向けて延びる(上管路6同様、他端面5bに突き抜けていない)。内管路12は、他端(図1における左側端)に底面を有する有底円筒形に形成される。一方、マニホールド5の下面5dには、下向きに設けられた複数個(図1においては4個)のノズルチップ14が、下管路7に沿って所定間隔で一列に配置される。また、マニホールド5は、各ノズルチップ14に対応させて設けられて各ノズルチップ14を外管路13に連通させる複数個の潤滑液通路15を有する。そして、内管路12は、各ノズルチップ14に対応させて一列に設けられて対応する各潤滑液通路15に開口可能な複数個の孔部4を有する。なお、各孔部4は、各潤滑液通路15(各ノズルチップ14)に向けて同時に開口することができるように配置されている。
第1実施形態におけるノズル3は、図3に示される回転駆動機構16(管路駆動手段)を有する。該回転駆動機構16は、マニホールド5の下面5dの一端面5a側(図1における右側)に取り付けられたエアロータリシリンダ17と、該エアロータリシリンダ17のシャフト17aに取り付けられた第1歯車18と、内管路12の一端(マニホールド5から突出させた部分)に取り付けられて第1歯車18に噛合される第2歯車19と、マニホールド5に取り付けられて内管路12の一端を回転可能に支持する支持部材20と、を含む。なお、エアロータリシリンダ17のシャフト17aの回転範囲は、0°〜180°である。また、エアロータリシリンダ17への作動エアの給排はソレノイドバルブにより制御される。
そして、図1に示されるように、エアロータリシリンダ17の回転位相角度が0°の場合、内管路12の各孔部4が対応する各潤滑液通路15に開口し、各潤滑液通路15が内管路12に連通される。これにより、潤滑液供給源から潤滑液供給弁8を経由して潤滑液供給路9bにより内管路12に供給された潤滑液が、各潤滑液通路15を介して各ノズルチップ14から図1における下方へ向けて(下型2の成形面へ向けて)噴射される。また、図2に示されるように、エアロータリシリンダ17の回転位相角度が180°の場合、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断されることから、潤滑液は各ノズルチップ14から噴射されない。
次に、第1実施形態の作用を説明する。鍛造の完了後、型開きされた鍛造型の下型2から製品(コンロッド)が取り出されると、ノズル3が、例えば、ロボット等により、上型1と下型2との間の既定位置に位置決めされる。この状態では、エアロータリシリンダ17の回転位相角度は180°、すなわち、図2に示されるように、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断されている。次に、エアロータリシリンダ17の駆動により下管路7の内管路12を外管路13に対して180°回転させる(エアロータリシリンダ17の回転位相角度は0°になる)。これにより、図1に示されるように、内管路12の各孔部4が対応する各潤滑液通路15に開口し、各潤滑液通路15が内管路12に連通される。
そして、潤滑液供給弁8が開弁されると、潤滑液供給路9aにより上管路6に供給された潤滑液が、各潤滑液通路11を介して各ノズルチップ10から上型1の成形面へ向けて噴射されるとともに、潤滑液供給路9bにより内管路12に供給された潤滑液が、各潤滑液通路15を介して各ノズルチップ14から下型2の成形面へ向けて噴射される。所定時間の経過後、潤滑液供給弁8が閉弁されると、直後に、エアロータリシリンダ17の駆動により下管路7の内管路12が外管路13に対して180°回転する。これにより、エアロータリシリンダ17の回転位相角度は180°、すなわち、図2に示されるように、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断される。
次に、ロボット等によりノズル3を移動させ、上型1と下型2との間から退避させる。そして、ノズル3が待機位置に位置決めされた時点で、上型1および下型2への潤滑液の塗布が完了する。
第1実施形態では以下の効果を奏する。
第1実施形態によれば、内管路12を回転駆動機構16(管路駆動手段)の駆動により外管路13に対して軸線回りに回転(相対移動)させて、内管路12の各孔部4を対応する各潤滑液通路15に開口させることにより、各潤滑液通路15が内管路12に連通される。これにより、潤滑液供給源から潤滑液供給路9bを経由して内管路12に供給された潤滑液が、各ノズルチップ14から下型2の成形面へ向けて噴射される。他方、内管路12を回転駆動機構16の駆動により外管路13に対して逆方向へ回転(相対移動)させて、内管路12の各孔部4を外管路13内面に向けて開口させる、言い換えると、各潤滑液通路15と内管路12との間の連通を遮断させることにより、各ノズルチップ14からの潤滑液の噴射が停止される。
このように、第1実施形態では、潤滑液の噴射が停止している間、各ノズルチップ14に連通している潤滑油経路はマニホールド5に設けられた対応する各潤滑液通路15だけであり、各潤滑液通路15に残留している潤滑液が微量であるとともに各潤滑液通路15にエアが入り込むこともないため、各潤滑液通路15に残留している潤滑液が、各ノズルチップ14から垂れることを確実に防止することができる。これにより、潤滑液の塗布の完了後、下向きのノズルチップ14から漏れ出した潤滑液が下型2の成形面上に垂れ、垂れた潤滑液が乾燥しないで鍛造型のキャビティ内に残留し、その結果、成形時における材料の流動を阻害して成形不良(欠肉)を引き起こすような事態を回避することができ、製品の品質を確保することができる。そして、第1実施形態のノズルの液垂れ防止機構は、ノズルチップ14の数量が多く下管路7の全長が長くなるほど、潤滑液供給弁8の開/閉のみで潤滑液の噴射/停止を制御する従来技術のノズルと比較して液垂れ防止の点で有利である、言い換えると、ノズルチップ14の数量が増えても性能が低下することがない。また、各ノズルチップ14の直近で各ノズルチップ14へ供給する潤滑液を制御(経路を開閉)しているので、従来技術のノズルと比較して、レスポンスにも優れる。
第1実施形態によれば、内管路12を回転駆動機構16(管路駆動手段)の駆動により外管路13に対して軸線回りに回転(相対移動)させて、内管路12の各孔部4を対応する各潤滑液通路15に開口させることにより、各潤滑液通路15が内管路12に連通される。これにより、潤滑液供給源から潤滑液供給路9bを経由して内管路12に供給された潤滑液が、各ノズルチップ14から下型2の成形面へ向けて噴射される。他方、内管路12を回転駆動機構16の駆動により外管路13に対して逆方向へ回転(相対移動)させて、内管路12の各孔部4を外管路13内面に向けて開口させる、言い換えると、各潤滑液通路15と内管路12との間の連通を遮断させることにより、各ノズルチップ14からの潤滑液の噴射が停止される。
このように、第1実施形態では、潤滑液の噴射が停止している間、各ノズルチップ14に連通している潤滑油経路はマニホールド5に設けられた対応する各潤滑液通路15だけであり、各潤滑液通路15に残留している潤滑液が微量であるとともに各潤滑液通路15にエアが入り込むこともないため、各潤滑液通路15に残留している潤滑液が、各ノズルチップ14から垂れることを確実に防止することができる。これにより、潤滑液の塗布の完了後、下向きのノズルチップ14から漏れ出した潤滑液が下型2の成形面上に垂れ、垂れた潤滑液が乾燥しないで鍛造型のキャビティ内に残留し、その結果、成形時における材料の流動を阻害して成形不良(欠肉)を引き起こすような事態を回避することができ、製品の品質を確保することができる。そして、第1実施形態のノズルの液垂れ防止機構は、ノズルチップ14の数量が多く下管路7の全長が長くなるほど、潤滑液供給弁8の開/閉のみで潤滑液の噴射/停止を制御する従来技術のノズルと比較して液垂れ防止の点で有利である、言い換えると、ノズルチップ14の数量が増えても性能が低下することがない。また、各ノズルチップ14の直近で各ノズルチップ14へ供給する潤滑液を制御(経路を開閉)しているので、従来技術のノズルと比較して、レスポンスにも優れる。
(第2実施形態)
本発明の第2実施形態を添付した図に基づいて説明する。なお、第1実施形態と同一あるいは相当する構成には同一の名称および符号を付与し、重複する説明を省略する。
第2実施形態におけるノズル3は、図4に示されるようなスライド駆動機構21(管路駆動手段)を有する。該スライド駆動機構21は、マニホールド5の下面5dの一端面5a側(図1における右側)に取り付けられたエアシリンダ22と、該エアシリンダ22のピストンロッド22aと内管路12の一端(マニホールド5から突出させた部分)とを連結する連結部材23と、を含む。なお、外管路13には、内管路12が外管路13に対して軸線方向(特に、図4〜図6における左方向)へ移動することを許容するスライド代が設けられる。
本発明の第2実施形態を添付した図に基づいて説明する。なお、第1実施形態と同一あるいは相当する構成には同一の名称および符号を付与し、重複する説明を省略する。
第2実施形態におけるノズル3は、図4に示されるようなスライド駆動機構21(管路駆動手段)を有する。該スライド駆動機構21は、マニホールド5の下面5dの一端面5a側(図1における右側)に取り付けられたエアシリンダ22と、該エアシリンダ22のピストンロッド22aと内管路12の一端(マニホールド5から突出させた部分)とを連結する連結部材23と、を含む。なお、外管路13には、内管路12が外管路13に対して軸線方向(特に、図4〜図6における左方向)へ移動することを許容するスライド代が設けられる。
そして、エアシリンダ22のピストンロッド22aが押し出されている場合、図5に示されるように、内管路12の各孔部4が対応する各潤滑液通路15に開口し、各潤滑液通路15が内管路12に連通される。これにより、潤滑液供給源から潤滑液供給弁8を経由して潤滑液供給路9bにより内管路12に供給された潤滑液が、各潤滑液通路15を介して各ノズルチップ14から図5における下方へ向けて(下型2の成形面へ向けて)噴射される。また、エアシリンダ22のピストンロッド22aが引き込まれている場合、図6に示されるように、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断されることから、潤滑液は各ノズルチップ14から噴射されない。
次に、第2実施形態の作用を説明する。鍛造の完了後、型開きされた鍛造型の下型2から製品(コンロッド)が取り出されると、ノズル3が、例えば、ロボット等により、上型1と下型2との間に位置決めされる。この状態では、エアシリンダ22のピストンロッド22aは引き込まれている、すなわち、図6に示されるように、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断されている。次に、エアシリンダ22のピストンロッド22aを押し出して、下管路7の内管路12を外管路13に対して図6における右方向へスライドさせる。これにより、図5に示されるように、内管路12の各孔部4が対応する各潤滑液通路15に開口し、各潤滑液通路15が内管路12に連通される。
そして、潤滑液供給弁8が開弁されると、潤滑液供給路9aにより上管路6に供給された潤滑液が、各潤滑液通路11を介して各ノズルチップ10から上型1の成形面へ向けて噴射されるとともに、潤滑液供給路9bにより内管路12に供給された潤滑液が、各潤滑液通路15を介して各ノズルチップ14から下型2の成形面へ向けて噴射される。所定時間の経過後、潤滑液供給弁8が閉弁され、直後に、エアシリンダ22のピストンロッド22aを引き込んで、下管路7の内管路12を外管路13に対して図5における左方向へスライドさせる。これにより、図6に示されるように、内管路12の各孔部4は外管路13の上側の壁面に開口し、各潤滑液通路15と内管路12との連通が遮断される。
次に、ロボット等によりノズル3を移動させ、上型1と下型2との間から退避させる。そして、ノズル3が待機位置に位置決めされた時点で、上型1および下型2への潤滑液の塗布が完了する。
第2実施形態では以下の効果を奏する。
第2実施形態によれば、前述した第1実施形態と同様の作用効果を得ることができる。また、第1実施形態と比較した場合、構造が簡素であるため、設備コストを削減することができる。
第2実施形態によれば、前述した第1実施形態と同様の作用効果を得ることができる。また、第1実施形態と比較した場合、構造が簡素であるため、設備コストを削減することができる。
3 ノズル、4 孔部、5 マニホールド、7 下管路(管路)、8 潤滑液供給弁、9 潤滑液供給路、12 内管路、13 外管路、14 ノズルチップ、15 潤滑液通路、16 回転駆動機構(管路駆動手段)
Claims (4)
- 潤滑液供給回路に設けられ、潤滑液供給源から圧送される潤滑液が供給されるマニホールドと、前記潤滑液供給回路の一部を構成し、前記マニホールドの内部を一方向へ延びる管路と、前記マニホールドに設けられ、前記管路に沿って配置されるノズルチップと、前記ノズルチップに対応させて前記マニホールドに設けられ、前記ノズルチップと前記管路とを連通させる潤滑液通路と、を有するノズルの液垂れ防止機構であって、
前記管路は、有底円筒形に形成され、潤滑液供給路が接続される内管路と、前記マニホールドに形成され、前記内管路が相対移動可能に挿入される外管路と、前記ノズルチップに対応させて前記内管路に設けられ、対応する前記潤滑液通路に開口可能な孔部と、を有し、
前記内管路を前記外管路に対して相対移動させて前記内管路と前記潤滑液通路との間の連通/遮断を切り換える管路駆動手段を有することを特徴とするノズルの液垂れ防止機構。 - 前記管路駆動手段は、前記内管路を前記外管路に対して軸線回りに回転動作させる回転駆動機構を有することを特徴とする請求項1に記載のノズルの液垂れ防止機構。
- 前記管路駆動手段は、前記内管路を前記外管路に対して軸線方向へ往復動作させるスライド駆動機構を有することを特徴とする請求項1に記載のノズルの液垂れ防止機構。
- 前記ノズルは、型開きされた鍛造型の間に進退可能に設けられることを特徴とする請求項1〜3のいずれかに記載のノズルの液垂れ防止機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010040263A JP2011173155A (ja) | 2010-02-25 | 2010-02-25 | ノズルの液垂れ防止機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010040263A JP2011173155A (ja) | 2010-02-25 | 2010-02-25 | ノズルの液垂れ防止機構 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011173155A true JP2011173155A (ja) | 2011-09-08 |
Family
ID=44686532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010040263A Pending JP2011173155A (ja) | 2010-02-25 | 2010-02-25 | ノズルの液垂れ防止機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011173155A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102581184A (zh) * | 2012-02-27 | 2012-07-18 | 上海明兴开城超音波科技有限公司 | 一种避免金属零件积炭的锻压前润滑工艺及其生产装置 |
| CN109877260A (zh) * | 2019-03-21 | 2019-06-14 | 中信戴卡股份有限公司 | 一种模具润滑剂旋转喷盘装置 |
-
2010
- 2010-02-25 JP JP2010040263A patent/JP2011173155A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102581184A (zh) * | 2012-02-27 | 2012-07-18 | 上海明兴开城超音波科技有限公司 | 一种避免金属零件积炭的锻压前润滑工艺及其生产装置 |
| CN102581184B (zh) * | 2012-02-27 | 2014-10-22 | 上海明兴开城超音波科技有限公司 | 一种避免金属零件积炭的锻压前润滑工艺及其生产装置 |
| CN109877260A (zh) * | 2019-03-21 | 2019-06-14 | 中信戴卡股份有限公司 | 一种模具润滑剂旋转喷盘装置 |
| CN109877260B (zh) * | 2019-03-21 | 2023-11-03 | 中信戴卡股份有限公司 | 一种模具润滑剂旋转喷盘装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5283012B2 (ja) | 交換機能付きノズル、交換機能付きノズル装置及びそれを備える塗布装置 | |
| JP6108124B2 (ja) | 塗布装置 | |
| US9441617B2 (en) | Liquid delivery method and apparatus | |
| US9616546B2 (en) | Rolling tool | |
| JP5120746B2 (ja) | 塗布装置 | |
| CN109433840B (zh) | 拉拔机内外管壁润滑机构及润滑方法 | |
| JP2009030605A (ja) | 燃料用噴射ノズル | |
| JP2009125625A (ja) | 潤滑剤付きゴムブッシュおよび潤滑剤付きゴムブッシュの製造方法 | |
| JP2011173155A (ja) | ノズルの液垂れ防止機構 | |
| CN103153482B (zh) | 用于圆形盖子的重新喷漆头 | |
| US20160067896A1 (en) | Rotary valve device | |
| KR20100052161A (ko) | 오일 스프레이 장치 | |
| KR101648920B1 (ko) | 액츄에이터의 구리스 주입장치 | |
| JP5288620B2 (ja) | オイル塗布装置 | |
| JP2004209519A (ja) | 成形機 | |
| JP6227026B2 (ja) | 潤滑油供給装置 | |
| JP2008264847A (ja) | ダイカストマシン | |
| CN113578635A (zh) | 一种蝶阀阀板喷漆的方法 | |
| KR101377700B1 (ko) | 선택적으로 분사 양을 조절할 수 있는 자동분사로봇용 분사장치 및 그 분사장치가 구성된 자동분사로봇 | |
| JP2010167408A (ja) | 間欠塗工装置 | |
| KR20070054336A (ko) | 방청액 분사장치 | |
| JP6066343B2 (ja) | 射出成形機 | |
| JP6742170B2 (ja) | ダイカスト装置のプランジャ | |
| JP2013031831A (ja) | 塗料供給システム及び塗料供給方法 | |
| KR101287069B1 (ko) | 원단공급기용 오일공급유닛 |