JP2010241056A - グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 - Google Patents
グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 Download PDFInfo
- Publication number
- JP2010241056A JP2010241056A JP2009094382A JP2009094382A JP2010241056A JP 2010241056 A JP2010241056 A JP 2010241056A JP 2009094382 A JP2009094382 A JP 2009094382A JP 2009094382 A JP2009094382 A JP 2009094382A JP 2010241056 A JP2010241056 A JP 2010241056A
- Authority
- JP
- Japan
- Prior art keywords
- halftone dot
- gravure printing
- color
- printing
- black
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】グラビア印刷において有彩色の少なくとも一部を墨に置き換えた場合でも、色むら、色ずれ等のない、良好な印刷品質を安定して得ることができるグラビア印刷用版及びグラビア印刷機を提供し、同時にインキ使用量の削減を実現するグラビア印刷方法を提供する。
【解決手段】本発明のグラビア印刷用の版胴2は、従来とは異なるカラー分解方法を用いて、シアンC、マゼンタM、イエローYで表現される色の少なくとも一部を墨Kに置き換えて4色の印刷を行うための、4つの版胴2で構成されるグラビア印刷用の版胴2であって、複数の版胴2にそれぞれ形成される網点パターンは、各版胴2において網点形状が互いに異なることにより、互いに全て異なるように形成されることで、色むら、色ずれ、モアレのないグラビア印刷物を提供するものである。
【選択図】図12
【解決手段】本発明のグラビア印刷用の版胴2は、従来とは異なるカラー分解方法を用いて、シアンC、マゼンタM、イエローYで表現される色の少なくとも一部を墨Kに置き換えて4色の印刷を行うための、4つの版胴2で構成されるグラビア印刷用の版胴2であって、複数の版胴2にそれぞれ形成される網点パターンは、各版胴2において網点形状が互いに異なることにより、互いに全て異なるように形成されることで、色むら、色ずれ、モアレのないグラビア印刷物を提供するものである。
【選択図】図12
Description
本発明は、グラビア印刷用版及びこのグラビア用印刷版を備えたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物に関する。
オフセット印刷において、例えば特許文献1及び2に開示されるように、シアンC、マゼンタM、イエローYの3色の有彩色で表現される色の中の一部を、無彩色である墨Kに置き換えるアクロマチック製版が知られている。アクロマチック製版は、墨Kのインキよりも高価なシアンC、マゼンタM、及びイエローYのインキの使用量を少なくすることができるので、コスト削減に有効な製版手法である。
近年グラビア印刷においても、VOC削減やコスト削減の観点から、インキの使用量削減の要求が高まっており、グラビア印刷においても上記のようなアクロマチック製版を利用することができれば有利である。しかしながら、上記のようなアクロマチック製版の手法を単純にグラビア印刷に適用しようとすると次のような困難性がある。
図1及び2は、従来のグラビア印刷において複数色を印刷したときの各色の網点の配置を示す。図1に示す印刷例では、A,B,Cの異なる3色を用いて印刷を行っており、A及びBの網点形状を同じとし、Cの網点形状を、A及びBの網点形状とは異なるものとしている。このような従来のグラビア印刷において、例えば図1に示す印刷手法では、AとBを印刷したときに、これらの網点同士を重ねることで色を表現する。ところが、このような手法では、印刷時のばらつきによって、網点同士が完全に重ならずにずれて印刷されることがある。そのような場合、印刷物の全体の色調は、網点同士が完全に重なった場合と部分的にずれた場合とで大きく異なり、大量印刷を行う際に印刷物の色調が安定しないという問題が発生する。
そこで、従来のグラビア印刷では、図2に示すように、図1の場合とは逆に、予め各色の網点が互いに重ならないように網点を配置して、印刷時のばらつきによって網点同士が重なる場合と重ならない場合の両方の印刷状況が発生するリスクを低減し、色むら、色ずれ等による印刷物の色調のばらつきを抑制する手法が採られている。このような手法では、印刷する色の種類が多いと、印刷のばらつきによって網点同士の重なりが発生するリスクも高くなる。そこで、グラビア印刷においては、一般的に、例えば前述のシアンC、マゼンタM、イエローY、及び墨Kの4色刷りの場合に、シアンC、マゼンタM、及びイエローYの割合をできるだけ大きくして墨Kの印刷割合をできるだけ少なくしている。このような処理により、墨Kの網点のずれが印刷物の全体の色調に及ぼす影響を極力小さくし、墨Kの網点が他の色の網点に重なるリスクを極力低減している。
このような手法が採られている従来のグラビア印刷において、上記のようなアクロマチック製版の手法を適用すると、墨Kの印刷割合が多くなるため、墨Kの網点が他の色の網点と重なるリスクが増大し、印刷物の全体の色調のばらつきに及ぼす影響が大きくなる。したがって、上記のようなアクロマチック製版の手法をグラビア印刷にそのまま適用すると、色むら、色ずれが起こるリスクが高くなり、良好な品質の印刷物を安定して得ることができない。
本発明の目的は、グラビア印刷において、有彩色の少なくとも一部を墨に置き換えた場合にも、色むら、色ずれ等のない、良好な印刷品質を安定して得ることができるグラビア印刷用版、このグラビア印刷用版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物を提供することにある。
上記の目的を達成するために、本発明のグラビア印刷用版は、有彩色で表現される色の少なくとも一部を墨に置き換えて有彩色及び墨を含む複数色の印刷を行うための、複数の版で構成されるグラビア印刷用版であって、複数の版にそれぞれ形成される網点パターンは、各版において互いに全て異なるように形成される、ことを特徴としている。
このように構成された本発明においては、複数の版の網点パターンがそれぞれ互いに異なるように形成されているので、有彩色の少なくとも一部を墨に置き換えることによって、墨の印刷割合が従来よりも多くなっても、各色の網点同士が重なるリスクを抑制することができ、目標とする色調を安定して印刷することができる。これにより、印刷物の色調を損なうことなく安定した品質を保持しながら、墨のインキの使用量を増やす一方で他の有彩色のインキの使用量を減少させることができる。したがって、通常、墨よりも高価な有彩色のインキの使用量を減少させることができるので、印刷コストを低減することができる。また、グラビア印刷で通常使用される有機溶剤の使用量も減少させることができるので、環境対策にも有効である。
本発明において、好ましくは、各版の網点パターンは、互いに、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが異なる。
このように構成された本発明においては、各版の網点パターンは、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが異なるように形成されているので、簡単な手法で各色の網点パターンを作成することができる。
このように構成された本発明においては、各版の網点パターンは、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが異なるように形成されているので、簡単な手法で各色の網点パターンを作成することができる。
本発明において、好ましくは、複数の版は、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷するように構成され、墨Kを印刷するための版の網点パターンは、ファインで形成されている。
ここで、墨Kは、他のシアンC、マゼンタM、及びイエローYに比べて色が濃く出やすいが、網点形状が小さいファインの網点パターンを用いることにより、他の色の網点と重なった場合でも、印刷物の全体の色調に対する影響を小さくすることができる。したがって、印刷のばらつきによる色むらの発生を抑制して、安定した品質を確保できる。
ここで、墨Kは、他のシアンC、マゼンタM、及びイエローYに比べて色が濃く出やすいが、網点形状が小さいファインの網点パターンを用いることにより、他の色の網点と重なった場合でも、印刷物の全体の色調に対する影響を小さくすることができる。したがって、印刷のばらつきによる色むらの発生を抑制して、安定した品質を確保できる。
本発明において、好ましくは、シアンCを印刷するための版の網点パターンは、エロンゲートで形成され、マゼンタMを印刷するための版の網点パターンは、コンプレストで形成され、イエローYを印刷するための版の網点パターンは、コアースで形成されている。
このように構成された本発明においては、シアンC、マゼンタM、イエローY、及び墨Kの網点パターンを適切に設定したので、安定した色調を確保しながら、他の色の網点との重なりのリスクを最小限に抑制することができる。ここで、一般的に、各色はそれぞれ印刷した際の色の濃さの傾向が異なる。つまり、色は、墨K、シアンC、マゼンタM、イエローYの順で濃く出やすい。そこで、本発明では、薄く出る傾向がある色には、比較的網点の面積の大きな網点形状を有する網点パターンを用い、濃く出る傾向がある色には、比較的網点の面積の小さい網点形状を有する網点パターンを用いることにより、色の傾向のばらつきを抑えて、良好な色再現を実現することができる。
このように構成された本発明においては、シアンC、マゼンタM、イエローY、及び墨Kの網点パターンを適切に設定したので、安定した色調を確保しながら、他の色の網点との重なりのリスクを最小限に抑制することができる。ここで、一般的に、各色はそれぞれ印刷した際の色の濃さの傾向が異なる。つまり、色は、墨K、シアンC、マゼンタM、イエローYの順で濃く出やすい。そこで、本発明では、薄く出る傾向がある色には、比較的網点の面積の大きな網点形状を有する網点パターンを用い、濃く出る傾向がある色には、比較的網点の面積の小さい網点形状を有する網点パターンを用いることにより、色の傾向のばらつきを抑えて、良好な色再現を実現することができる。
本発明において、好ましくは、複数の版は、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷するように構成され、墨Kを印刷するための版のみが、エッチングで形成された網点パターンを有する。
網点パターンをエッチングで形成すると、機械的な彫刻によって網点パターンを形成する場合に比べて、製版時間を短縮することができる。特に、墨Kの印刷物の色調への影響を小さくするために、網点の面積を比較的小さくする場合には、版に形成する網点の数が多くなるため、機械的彫刻に比べて、エッチングによって網点パターンを形成する方が網点パターンを容易に形成することができ、製版コスト低減に対する影響が大きい。
網点パターンをエッチングで形成すると、機械的な彫刻によって網点パターンを形成する場合に比べて、製版時間を短縮することができる。特に、墨Kの印刷物の色調への影響を小さくするために、網点の面積を比較的小さくする場合には、版に形成する網点の数が多くなるため、機械的彫刻に比べて、エッチングによって網点パターンを形成する方が網点パターンを容易に形成することができ、製版コスト低減に対する影響が大きい。
また、上記目的を達成するために、本発明のグラビア印刷機は、前述のグラビア印刷用版を備える。グラビア印刷機が前述のグラビア印刷用版を備えているので、有彩色のインキの使用量を削減しながら、グラビア印刷においても良好な色調の印刷物を安定して印刷することができる。
また、上記目的を達成するために、本発明のグラビア印刷方法は、印刷対象に有彩色及び墨でグラビア印刷を行うグラビア印刷方法であって、有彩色で表現される色の少なくとも一部を墨に置き換えて有彩色及び墨で色を表現するステップと、互いに異なる網点パターンで有彩色及び墨を印刷するステップと、を含む、ことを特徴としている。
また、本発明では、好ましくは、印刷をするステップでは、有彩色及び墨を、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが互いに異なる網点パターンで印刷する。
本発明では、好ましくは、印刷をするステップでは、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷し、且つ墨Kを、ファインの網点パターンで印刷する。
本発明では、好ましくは、印刷をするステップでは、シアンCをエロンゲートの網点パターンで印刷し、マゼンタMをコンプレストの網点パターンで印刷し、イエローYをコアースの網点パターンで印刷する。
本発明では、好ましくは、印刷をするステップでは、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷し、且つ墨Kを、エッチングで形成された網点パターンで印刷する。
また、本発明の印刷物は、上述のグラビア印刷方法で印刷されたことを特徴としている。
以下、本発明の好ましい実施形態を添付図面を参照して説明する。
本発明の一実施形態によるグラビア印刷の方法を以下に説明する。まず、原稿であるカラー画像を、グラビア印刷に使用する色に応じた複数の色に色分解する。本実施形態では、シアンC、マゼンタM、イエローY、及び墨Kの4色を用いてグラビア印刷を行うので、カラー画像を4色に分解する。
本発明の一実施形態によるグラビア印刷の方法を以下に説明する。まず、原稿であるカラー画像を、グラビア印刷に使用する色に応じた複数の色に色分解する。本実施形態では、シアンC、マゼンタM、イエローY、及び墨Kの4色を用いてグラビア印刷を行うので、カラー画像を4色に分解する。
図3は、従来のグラビア印刷における色分解の方法による、シアンC、マゼンタM、及びイエローYの3次色で表したグレー色の原稿の網点%を、グラビア印刷での各色(3色)の網点%に変換する場合における、原稿(変換前)の各色の網点%とグラビア印刷用(変換後)の各色の網点%との変換の関係を例示的に示す。この図3に示すように、従来のグラビア印刷における色分解作業では、グレー色を表す場合、原稿のシアンC、マゼンタM、及びイエローYの網点%を、変換後のグラビア印刷用の網点%においても原稿の網点%とほぼ同じ割合で出力するように変換し、墨Kは使用しない。
一方、図4は、本実施形態における色分解の方法による、シアンC、マゼンタM、及びイエローYの3次色で表したグレー色の原稿の網点%を、グラビア印刷での網点%に変換する際に有彩色の一部を墨Kで置き換えて4次色に変換した場合の、グレー色の原稿の各色の網点%とグラビア印刷用の各色の網点%との変換の関係を例示的に示す。この図4に示すように、原稿の各色の網点%が低い、例えば20%未満の場合には、グラビア印刷用の各色の網点%は、図3の従来の色分解手法の場合と同様に、原稿の各色の網点%とほぼ同じ値としている。ところが、原稿の各色の網点%が高く、例えば20%以上となる場合には、有彩色のグラビア印刷用の各色の網点%を、原稿の各色の網点%よりも低く設定し、これらの有彩色の網点%の低下分に相当する分だけ、墨Kのグラビア印刷用の網点%を増加させるように変換する。
即ち、従来の変換方法におけるグラビア印刷用の網点%が、墨Kが原稿の網点%に対して常に0に設定されていたのに対して、本実施形態におけるグラビア印刷用の網点%の設定方法では、原稿の各色の網点%が20%以上の範囲において、有彩色、即ちシアンC、マゼンタM、及びイエローYの一部を墨Kに置き換えている。この変換方法により、有彩色の網点%は図3に示すような従来の変換方法に比べて減少すると共に、墨Kの網点%が原稿の網点%が20%以上の範囲において、ほぼ比例的に増加する。
また、図5及び図6には、原稿の各色の網点%の他の変換例を示す。図5は、従来のグラビア印刷における色分解の方法による、シアンC、マゼンタM、イエローY、及び墨Kの4次色で表したグレー色の原稿の網点%を、グラビア印刷での各色(4色)の網点%に変換する場合における、原稿(変換前)の各色の網点%とグラビア印刷用(変換後)の各色の網点%との変換の関係を例示的に示す。この図5に示すように、従来のグラビア印刷における色分解作業では、図3の3次色の場合と同様に、グレー色を表す場合、原稿のシアンC、マゼンタM、イエローY、及び墨Kの網点%を、変換後のグラビア印刷用の網点%においても原稿の網点%とほぼ同じ割合で出力するように変換している。
一方、図6は、本実施形態における色分解の方法による、シアンC、マゼンタM、及びイエローY、及び墨Kの4次色で表したグレー色の原稿の網点%を、グラビア印刷での網点%に変換する際に有彩色の一部を墨Kで置き換えて変換した場合の、グレー色の原稿の各色の網点%とグラビア印刷用の各色の網点%との変換の関係を例示的に示す。この図6に示すように、本実施形態では、原稿の各色の網点%が低い、例えば20%未満の場合には、グラビア印刷用の各色の網点%は、図5の従来の色分解手法の場合と同様に、原稿の各色の網点%とほぼ同じ値としている。ところが、原稿の各色の網点%が高く、例えば20%以上となる場合には、有彩色のグラビア印刷用の各色の網点%を、原稿の各色の網点%よりも低く設定し、これらの有彩色の網点%の低下分に相当する分だけ、墨Kのグラビア印刷用の網点%を増加させるように変換する。
即ち、4次色で表された原稿の網点%をグラビア印刷用の網点%に変換する場合でも、本実施形態におけるグラビア印刷用の網点%の設定方法では、原稿の各色の網点%が20%以上の範囲において、有彩色、即ちシアンC、マゼンタM、及びイエローYの従来のグラビア印刷用の網点%の一部を、墨Kに置き換えている。この変換方法により、有彩色の網点%は図5に示すような従来の変換方法に比べて減少すると共に、墨Kの網点%が原稿の網点%が20%以上の範囲において、ほぼ比例的に増加する。
図4及び図6に示すように、有彩色の色の一部を墨Kに置き換え、墨Kの網点%を増加させることにより、有彩色のインキ使用量が減少し、代わりに墨Kのインキ使用量が増加することとなる。
なお、このような図4及び図6において、有彩色の色の一部を墨Kに置き換える場合、即ち、原稿の各色の網点%を有彩色及び墨Kのグラビア印刷用の網点%に変換する場合、有彩色をどの割合で減少させ、墨Kをどの割合で増加させるかは、印刷物の紙質や、印刷機、印刷インキの種類、印刷条件等に応じて、原稿の色調を適切に再現することができるように、任意に設定することができる。
なお、このような図4及び図6において、有彩色の色の一部を墨Kに置き換える場合、即ち、原稿の各色の網点%を有彩色及び墨Kのグラビア印刷用の網点%に変換する場合、有彩色をどの割合で減少させ、墨Kをどの割合で増加させるかは、印刷物の紙質や、印刷機、印刷インキの種類、印刷条件等に応じて、原稿の色調を適切に再現することができるように、任意に設定することができる。
次に、以上のようにして画像を4色に分解した後、各色についてグラビア印刷機に用いる版胴を製作する場合について説明する。
図7は、本発明の一実施形態によるグラビア印刷機1の全体構成を示す図である。
グラビア印刷機1は、シリンダ形状の版である版胴2と、版胴2に対向して設けられたシリンダ形状の圧胴4と、版胴2の下方に設けられ内部にインキを収容するインキパン6と、インキパン6内のインキに一部が浸っているファニッシャーロール8と、を備えた印刷ユニット10で構成される。版胴2には、印刷する画像に応じて、所定の網点パターンで凹部12が形成されることにより印刷パターンが形成されており、この凹部12にはインキが収容可能である。また、版胴2には、外周に着いたインキを掻き落とすドクターブレード14が設けられている。
図7は、本発明の一実施形態によるグラビア印刷機1の全体構成を示す図である。
グラビア印刷機1は、シリンダ形状の版である版胴2と、版胴2に対向して設けられたシリンダ形状の圧胴4と、版胴2の下方に設けられ内部にインキを収容するインキパン6と、インキパン6内のインキに一部が浸っているファニッシャーロール8と、を備えた印刷ユニット10で構成される。版胴2には、印刷する画像に応じて、所定の網点パターンで凹部12が形成されることにより印刷パターンが形成されており、この凹部12にはインキが収容可能である。また、版胴2には、外周に着いたインキを掻き落とすドクターブレード14が設けられている。
この図では、1色を印刷するための構成が示されているが、グラビア印刷機1は、印刷する色の数に応じた印刷ユニット10を有し、印刷紙16がこれらの印刷ユニット10を通ることにより、複数色が印刷される。本実施形態では、シアンC、マゼンタM、イエローY、及び墨Kの4色の印刷を行うため、印刷ユニット10は4つ設けられている。したがって、版胴2は、4色を印刷するため、4種類用意されている。
次に、このようなグラビア印刷機1でグラビア印刷を行うため、4つの版胴2の表面に形成された印刷パターンを構成する網点パターンについて説明する。
図8から図11は、本発明の一実施形態による各色の版胴2に形成される網点パターンを示す。
図8から図11は、本発明の一実施形態による各色の版胴2に形成される網点パターンを示す。
図8は、シアンCの画像を印刷するための版胴2の網点パターンである。シアンC用の網点パターンは、版胴2の回転方向に直交する方向(回転軸方向)の横寸法Caと、版胴2の回転方向に沿った縦寸法Cbとの比が2:3である、縦長の菱形の網点形状を有する、エロンゲートで構成されている。この網点パターンは、機械的な彫刻で形成されている。ここで、網点の凹部12を機械的な彫刻で形成した場合には、網点形状によって網点配列角度が自動的に定まり、シアンC用の網点パターンでは、網点配列角度は、版胴2の回転軸方向に対して約59°となる。また、シアンC用の網点パターンでは、スクリーン線数は、175線/インチである。
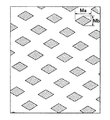
図9は、マゼンタMの画像を印刷するための版胴2の網点パターンを示す。マゼンタM用の網点パターンは、横寸法Maと縦寸法Mbの比が3:2である、横長の菱形の網点形状を有する、コンプレストで構成されている。この網点パターンは、機械的な彫刻で形成されている。マゼンタMの網点パターンの網点配列角度は、版胴2の回転軸方向に対して約38°となる。また、マゼンタM用の網点パターンでは、スクリーン線数は、175線/インチである。
図10は、イエローYの画像を印刷するための版胴2の網点パターンを示す。イエローY用の網点パターンは、横寸法Yaと、縦寸法Ybとの比が1:1である、菱形(正方形)の網点形状を有する、コアースで構成されている。この網点パターンは、機械的な彫刻で形成されている。網点形状がコアースであるので、この網点パターンの網点配列角度は、版胴2の回転軸方向に対して約48°となる。また、イエローY用の網点パターンでは、スクリーン線数は、175線/インチである。
図11は、墨Kの画像を印刷するための版胴2の網点パターンを示す。墨K用の網点パターンは、横寸法Kaと縦寸法Kbの比が2:3である、縦長の菱形の網点形状を有する、ファインで構成されている。この網点パターンは、機械的な彫刻で形成されている。この網点パターンの網点配列角度は、版胴2の回転軸方向に対して約38°となる。なお、ファインの網点形状は、エロンゲートの網点形状と相似形となるが、これらのファインとエロンゲートの網点形状の相似比は、約1:2である。また、墨K用の網点パターンでは、スクリーン線数は、250線/インチである。
したがって、本実施形態では、4色についての網点パターンは、網点形状がそれぞれ互いに異なるパターンで形成されている。また、網点形状が互いに異なり、網点パターンが機械的彫刻によって形成されているので、その網点配列角度も互いに異なる。更に、墨K用の網点パターンのスクリーン線数は、他の3色の網点パターンのスクリーン線数と異なるように設定されている。
なお、上記のスクリーン線数を実際に作成する場合には、例えばエロンゲートの網点パターンとして「70線/cmのエロンゲート」と設定し、これをインチ換算することで約175線/インチのスクリーン線数を設定する。また、例えばファインの網点パターンを作成する場合には、網点パターンを「70線/cmのファイン」とし、これを換算することによって約250線/インチのスクリーン線数を得る。このため、実際に版に形成されるスクリーン線数は、スクリーン線数の設定時に設定した値と若干少異なる場合がある。
なお、上記のスクリーン線数を実際に作成する場合には、例えばエロンゲートの網点パターンとして「70線/cmのエロンゲート」と設定し、これをインチ換算することで約175線/インチのスクリーン線数を設定する。また、例えばファインの網点パターンを作成する場合には、網点パターンを「70線/cmのファイン」とし、これを換算することによって約250線/インチのスクリーン線数を得る。このため、実際に版に形成されるスクリーン線数は、スクリーン線数の設定時に設定した値と若干少異なる場合がある。
以上のようにして作成した版胴2を用いて、グラビア印刷機1でグラビア印刷を行う場合には、4つの印刷ユニット10にそれぞれ各色の版胴2を設置し、インキパン6にそれぞれの色のインキを収容する。版胴2と圧胴4の間に印刷紙16を配置して印刷ユニット10を作動させると、補助シリンダ8の外面によってインキパン6のインキが版胴2に搬送される。版胴2の外周に付着した余分なインキをドクターブレード14によって掻き取り、版胴2と圧胴4との間に印刷紙16を搬送することにより、版胴2の凹部12に収容されたインキを印刷紙16に転写する。
この作業を各印刷ユニット10において行うことにより、各色の印刷を繰り返し行い、各色の画像を印刷紙16に重ねて印刷する。これにより、グラビア印刷機1で印刷された印刷物を得る。
この作業を各印刷ユニット10において行うことにより、各色の印刷を繰り返し行い、各色の画像を印刷紙16に重ねて印刷する。これにより、グラビア印刷機1で印刷された印刷物を得る。
図12は、本実施形態によるグラビア印刷機1を使用して印刷紙16に印刷された網点パターンを示す。本実施形態では、各版胴2の網点パターンはそれぞれ網点形状とこれに伴う網点配列角度が互いに異なるように形成され、また、墨Kのスクリーン線数は他の色のスクリーン線数と異なるように形成されている。したがって、図12に示すように、各色の網点パターンは、互いに重なりにくく、互いにずれた状態で印刷紙16上に印刷される。
このように構成された本実施形態によれば、次のような優れた効果を得ることができる。
各色の版胴2の網点形状、したがって網点配列角度を互いに異なるように形成することにより、各版胴2に互いに異なる網点パターンを形成したので、各色を印刷紙16に印刷したときに、印刷のばらつきによって各色の網点同士が重なるリスクを低減することができる。したがって、印刷のばらつきによる網点の重なりによる色ずれ、色ぶれ等を効果的に抑制することができ、良好な色調の印刷物を安定して製造することができる。ここで、各色の版胴2の網点パターンを互いに異なるように形成したので、グラビア印刷において、有彩色、即ちシアンC、マゼンタM、及びイエローYの一部を墨Kに置き換えて、墨Kの印刷割合を増やした場合でも、印刷ずれが生じたときの網点の重なりによる色ずれ、色ぶれ等を効果的に抑制することができ、良好な色調の印刷物を安定して製造することができる。したがって、良好な品質を確保しながら、有彩色のインキ使用量を減少させることができ、印刷時のコスト削減及びVOC削減を実現できる。
各色の版胴2の網点形状、したがって網点配列角度を互いに異なるように形成することにより、各版胴2に互いに異なる網点パターンを形成したので、各色を印刷紙16に印刷したときに、印刷のばらつきによって各色の網点同士が重なるリスクを低減することができる。したがって、印刷のばらつきによる網点の重なりによる色ずれ、色ぶれ等を効果的に抑制することができ、良好な色調の印刷物を安定して製造することができる。ここで、各色の版胴2の網点パターンを互いに異なるように形成したので、グラビア印刷において、有彩色、即ちシアンC、マゼンタM、及びイエローYの一部を墨Kに置き換えて、墨Kの印刷割合を増やした場合でも、印刷ずれが生じたときの網点の重なりによる色ずれ、色ぶれ等を効果的に抑制することができ、良好な色調の印刷物を安定して製造することができる。したがって、良好な品質を確保しながら、有彩色のインキ使用量を減少させることができ、印刷時のコスト削減及びVOC削減を実現できる。
シアンC用の網点パターンがエロンゲートであり、マゼンタM用の網点パターンがコンプレストであり、イエローY用の網点パターンがコアースであり、墨K用の網点パターンがファインであるので、印刷した際の各色の色の濃さの傾向を考慮して最適な網点パターンを使用することができ、したがって印刷物の色調の再現を良好に行うことができる。
また、特に、本実施形態では、墨K用の網点パターンをファインを使用している。したがって、墨Kの網点形状の面積を他の色用の網点形状に比べて小さく形成することができる。これにより、他の3色、シアンC、マゼンタM、及びイエローYの色の一部を墨Kに置き換えて墨Kの印刷割合を大きくした場合でも、墨K用の網点パターンが、印刷物の色ずれ、色ぶれ等に及ぼす影響を小さくすることができ、安定した良好な印刷品質を確保することができる。
版胴2の網点パターンが全て機械的彫刻で形成されているので、各色の網点形状を互いに異なるように形成することが容易にできる。また、異なる網点形状を形成することにより、網点配列角度も自動的に互いに異ならせることができる。ここで、機械的彫刻によって網点形状及び網点配列角度を互いに異ならせることで、各色の網点同士の重なりを効果的に防止することができるので、本実施形態では、墨K以外の色の網点パターンのスクリーン線数としては互いに同じものを用いることができる。なお、墨Kのスクリーン線数は、他の色のスクリーン線数よりも細かいので、墨Kのスクリーン線数の違いが画質に悪影響を及ぼすことがなく、目標の画質を確保しながら色ずれ等を防止することができる。
本発明は、以上の実施の形態に限定されることなく、例えば、網点パターンは、機械的に彫刻して形成されたものに限らず、例えばエッチングその他の手法によって形成してもよい。エッチングによって網点パターンを形成すると、機械的に彫刻する場合に比べて短時間で製造できるので、特に有用である。なお、エッチングで網点パターンを形成する場合において、網点パターンを互いに異ならせるようにするには、スクリーン線数及び網点配列角度が異なるように形成するとよい。この場合には、網点パターンのスクリーン線数は、機械的に彫刻する場合のスクリーン線数の、1.5倍以上、より好ましくは2倍以上に設定されることが好ましい。また、網点配列角度は、スクリーン線数が十分に大きければ、網点の重なりによる色調への影響が比較的小さくなるため、0°から90°の間で任意の角度で設定することができる。
また、エッチングによって網点パターンを形成する場合には、網点がランダムに配置されたランダムスクリーン(FMスクリーン)を採用することもできる。
また、エッチングによって網点パターンを形成する場合には、網点がランダムに配置されたランダムスクリーン(FMスクリーン)を採用することもできる。
各色用の版の網点パターンは、シアンCがエロンゲート、マゼンタMがコンプレスト、イエローYがコアース、墨Kがファインであったが、このような組み合わせに限らず、画像の色調、インキの濃度、印刷紙の紙質、グラビア印刷機の印刷条件等に応じて任意の組み合わせを採用することができる。また、網点パターンは、上記のパターン以外のパターンを使用してもよい。
各色用の版の網点パターンは、網点形状を異ならせることによって互いに異なるように形成するものに限らない。例えば、各色の版の網点パターンは、スクリーン線数のみ、または網点形状のみを互いに異ならせるように形成してもよい。また、各色の版の網点パターンは、例えばある複数色についてはスクリーン線数が互いに異なり、他の複数色については網点形状が互いに異なるものであっても、網点パターンが互いに異なると言える。なお、スクリーン線数を異ならせる場合は、100〜300線/インチから選定されることが好ましい。また、フィルムのような軟包装材料を印刷材料として使用する場合には、各色のスクリーン線数を例えば175線/インチに固定して、網点形状を互いに異ならせるのがよい。
あるいは、各色の版の網点パターンは、例えばエッチングで網点パターンを形成する場合には、スクリーン線数及び/又は網点配列角度が互いに異なるように形成してもよい。要するに、各色の版の網点パターンは、網点形状、スクリーン線数、及び網点配列角度の少なくとも1つが互いに異なるように形成されていればよい。したがって、例えば、スクリーン線数が互いに異なるものであってもよい。また、エッチングによって網点パターンを形成する場合などでは、上記のようにスクリーン線数及び/又は網点配列角度を互いに異なるように構成する他、網点形状が異なるように形成してもよい。ここで、エッチングによる網点形状は正方形が一般的であるが、この他、網点形状として、正方形、長方形、菱形等任意の形状を選択してもよい。
前述の実施形態において、例えば墨K用の版胴の網点パターンのみを、エッチングによって形成してもよい。この場合には、例えばエッチングによって正方形の網点を形成し、網点配列角度を例えば60°等適宜設定することにより、機械的に彫刻したファインの網点パターンと同様の効果を得ることができ、しかも、網点パターンを短時間に作成することができる。ここで、墨Kの網点パターンは、他の色よりも網点形状が細かく、且つ/又はスクリーン線数が大きいことが好ましいので、版に形成する網点の数も多くなる。このような網点パターンをエッチングによって形成することにより、製版コスト低減を効果的に促進することができる。
前述の実施形態では、原稿の画像を、シアンC、マゼンタM、イエローY及び墨Kに色分解して印刷する手法について述べたが、これに限らず、有彩色の一部または全部を墨に置き換えることができる組み合わせであれば、色の種類は任意である。したがって、例えばオレンジ、グリーン、バイオレット、更には特色等の色の組み合わせを採用することができる。また、前述の実施形態では、色を4色に分解する場合について述べたが、3色以下や5色以下等、有彩色の少なくとも一部を墨に置き換えることができれば、分解する色の数も任意である。
原稿の色を色分解してグラビア印刷用の色の印刷割合に変換する際には、有彩色の一部を墨に置き換える場合に限らず、可能であれば例えば複数の有彩色のうちの1色の原稿の有彩色の全部を墨に置き換えてもよく、要するに、色分解された原稿の有彩色の少なくとも一部を墨に置き換えることができればよい。
1 グラビア印刷機
2 版胴
4 圧胴
8 ファニッシャーロール
10 印刷ユニット
12 凹部
14 ドクターブレード
16 印刷紙
2 版胴
4 圧胴
8 ファニッシャーロール
10 印刷ユニット
12 凹部
14 ドクターブレード
16 印刷紙
Claims (12)
- 有彩色で表現される色の少なくとも一部を墨に置き換えて前記有彩色及び前記墨を含む複数色の印刷を行うための、複数の版で構成されるグラビア印刷用版であって、
前記複数の版にそれぞれ形成される網点パターンは、各版において互いに全て異なるように形成される、
ことを特徴とするグラビア印刷用版。 - 各版の前記網点パターンは、互いに、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが異なる、
請求項1に記載のグラビア印刷用版。 - 前記複数の版は、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷するように構成され、
前記墨Kを印刷するための前記版の前記網点パターンは、ファインで形成されている、
請求項1又は2に記載のグラビア印刷用版。 - 前記シアンCを印刷するための前記版の前記網点パターンは、エロンゲートで形成され、前記マゼンタMを印刷するための前記版の前記網点パターンは、コンプレストで形成され、前記イエローYを印刷するための前記版の前記網点パターンは、コアースで形成されている、
請求項3に記載のグラビア印刷用版。 - 前記複数の版は、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷するように構成され、
前記墨Kを印刷するための前記版のみが、エッチングで形成された前記網点パターンを有する、
請求項1又は2に記載のグラビア印刷用版。 - 請求項1から5のいずれか1項に記載のグラビア印刷用版を備えたグラビア印刷機。
- 印刷対象に有彩色及び墨でグラビア印刷を行うグラビア印刷方法であって、
有彩色で表現される色の少なくとも一部を墨に置き換えて前記有彩色及び前記墨で色を表現するステップと、
互いに異なる網点パターンで前記有彩色及び前記墨を印刷するステップと、を含む、
ことを特徴とするグラビア印刷方法。 - 前記印刷をするステップでは、前記有彩色及び前記墨を、スクリーン線数、網点配列角度、及び網点形状の少なくとも1つが互いに異なる網点パターンで印刷する、
請求項7に記載のグラビア印刷方法。 - 前記印刷をするステップでは、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷し、且つ墨Kを、ファインの網点パターンで印刷する、
請求項7又は8に記載のグラビア印刷方法。 - 前記印刷をするステップでは、前記シアンCをエロンゲートの網点パターンで印刷し、前記マゼンタMをコンプレストの網点パターンで印刷し、前記イエローYをコアースの網点パターンで印刷する、
請求項9に記載のグラビア印刷方法。 - 前記印刷をするステップでは、シアンC、マゼンタM、イエローY、及び墨Kをそれぞれ印刷し、且つ墨Kを、エッチングで形成された網点パターンで印刷する、
請求項7又は8に記載のグラビア印刷方法。 - 請求項7から11のいずれか1項に記載のグラビア印刷方法で印刷された印刷物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009094382A JP2010241056A (ja) | 2009-04-08 | 2009-04-08 | グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009094382A JP2010241056A (ja) | 2009-04-08 | 2009-04-08 | グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010241056A true JP2010241056A (ja) | 2010-10-28 |
Family
ID=43094655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009094382A Pending JP2010241056A (ja) | 2009-04-08 | 2009-04-08 | グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010241056A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104290476A (zh) * | 2014-10-13 | 2015-01-21 | 武汉虹之彩包装印刷有限公司 | 一种烟包皱纹的印刷方法 |
| CN106965580A (zh) * | 2017-03-23 | 2017-07-21 | 重庆宏声印务有限责任公司 | 卷到卷凹版印刷机的二维码在线喷码方法 |
| JP2018051851A (ja) * | 2016-09-28 | 2018-04-05 | 相互印刷株式会社 | 網点スクリーンの作成方法、製版用刷版および印刷物 |
| CN108032597A (zh) * | 2017-12-29 | 2018-05-15 | 上海运申制版模具有限公司 | 一种用于图案边缘加刻边的激光版辊 |
| JP2022513015A (ja) * | 2018-11-09 | 2022-02-07 | ヒュック・フォーリエン・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | セキュリティ機能の生成方法 |
| JP7217053B1 (ja) | 2021-10-22 | 2023-02-02 | 浩二 佐竹 | グラビア印刷版及び印刷方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08314124A (ja) * | 1995-05-23 | 1996-11-29 | Dainippon Printing Co Ltd | モアレ評価方法及びそれに使用する画像出力システム |
| JP2001219532A (ja) * | 2000-02-10 | 2001-08-14 | Fuji Seal Inc | グラビア印刷用の版胴及びその版胴を使用したグラビア印刷方法並びにその版胴の製造方法 |
-
2009
- 2009-04-08 JP JP2009094382A patent/JP2010241056A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08314124A (ja) * | 1995-05-23 | 1996-11-29 | Dainippon Printing Co Ltd | モアレ評価方法及びそれに使用する画像出力システム |
| JP2001219532A (ja) * | 2000-02-10 | 2001-08-14 | Fuji Seal Inc | グラビア印刷用の版胴及びその版胴を使用したグラビア印刷方法並びにその版胴の製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104290476A (zh) * | 2014-10-13 | 2015-01-21 | 武汉虹之彩包装印刷有限公司 | 一种烟包皱纹的印刷方法 |
| JP2018051851A (ja) * | 2016-09-28 | 2018-04-05 | 相互印刷株式会社 | 網点スクリーンの作成方法、製版用刷版および印刷物 |
| CN106965580A (zh) * | 2017-03-23 | 2017-07-21 | 重庆宏声印务有限责任公司 | 卷到卷凹版印刷机的二维码在线喷码方法 |
| CN108032597A (zh) * | 2017-12-29 | 2018-05-15 | 上海运申制版模具有限公司 | 一种用于图案边缘加刻边的激光版辊 |
| JP2022513015A (ja) * | 2018-11-09 | 2022-02-07 | ヒュック・フォーリエン・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | セキュリティ機能の生成方法 |
| JP7267420B2 (ja) | 2018-11-09 | 2023-05-01 | ヒュック・フォーリエン・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | セキュリティ機能の生成方法 |
| JP7217053B1 (ja) | 2021-10-22 | 2023-02-02 | 浩二 佐竹 | グラビア印刷版及び印刷方法 |
| JP2023063056A (ja) * | 2021-10-22 | 2023-05-09 | 浩二 佐竹 | グラビア印刷版及び印刷方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010241056A (ja) | グラビア印刷用版、このグラビア印刷版を用いたグラビア印刷機、グラビア印刷方法、及びこのグラビア印刷方法を用いた印刷物 | |
| KR20120024670A (ko) | 프로세스 잉크 세트에서 프로세스 컬러들 및 스팟 컬러들을 이용하는 다중컬러 프로세스 프린팅을 위한 방법들 및 시스템들 | |
| CN111434101B (zh) | 利用螺线点的数字半色调 | |
| WO2021070865A1 (ja) | 製版方法、製版システム及び缶体 | |
| US8400681B1 (en) | Enhanced halftone screening method for the dry offset printing process | |
| US7069851B2 (en) | Gravure printing method and gravure printed item | |
| US20060221400A1 (en) | Dot pattern forming apparatus and set of FM screen threshold matrices | |
| CN112534801A (zh) | 具有成簇微网点的数字半色调处理 | |
| JP6874808B2 (ja) | 製版方法、製版システム及び缶体 | |
| US8284452B2 (en) | Method for screening color separations of a lenticular image and method for producing a lenticular image on a printing material | |
| JP2008006624A (ja) | 印刷方法、印刷物及び色版 | |
| WO2022215379A1 (ja) | 製版方法、製版システム及び缶体 | |
| WO2022215377A1 (ja) | 製版方法、製版システム及び缶体 | |
| JP2006326940A (ja) | 印刷装置及び印刷方法 | |
| RU2799024C1 (ru) | Способ изготовления печатных форм, система изготовления печатных форм, и корпус банки | |
| WO2022215378A1 (ja) | 製版方法、製版システム及び缶体 | |
| WO2005009028A2 (en) | Macro-pixel image rendering apparatus and associated methods | |
| JP2004058390A (ja) | カラー画像再現方法およびその装置並びにそのプログラム | |
| JP6140026B2 (ja) | 画像処理装置およびその方法 | |
| JP2005035040A (ja) | 印刷網点、印刷版、印刷物、および網点形成方法 | |
| CN1894950A (zh) | Cmyk印刷的四列加网印刷法 | |
| JP2011238109A (ja) | ドライ・オフセット印刷プロセス用の改良型の網掛け法 | |
| JP2005080055A (ja) | アクロマチック製版方法 | |
| JP2004050626A (ja) | 画像形成装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130304 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130826 |