JP2010141049A - 配線構造体 - Google Patents
配線構造体 Download PDFInfo
- Publication number
- JP2010141049A JP2010141049A JP2008314820A JP2008314820A JP2010141049A JP 2010141049 A JP2010141049 A JP 2010141049A JP 2008314820 A JP2008314820 A JP 2008314820A JP 2008314820 A JP2008314820 A JP 2008314820A JP 2010141049 A JP2010141049 A JP 2010141049A
- Authority
- JP
- Japan
- Prior art keywords
- wiring
- dimensional
- base material
- wiring structure
- connection portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Structures For Mounting Electric Components On Printed Circuit Boards (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【課題】
本発明では、ハンドリング時の配線損傷が発生しやすい角隅部における損傷確率を低減させ、角隅部における配線が損傷し難い立体配線構造体を提供することを目的とする。
【解決手段】
開示の立体配線構造体の一形態では、樹脂で形成された基材と、前記基材の表面に配置される複数の表層配線と、前記基材の内部に配置される内部配線と、を有する配線構造体であって、前記基材の角隅部を隔て、かつ隣接して配置される2つの前記表層配線は、前記内部配線を介して接続されることを特徴とする。
【選択図】図1
本発明では、ハンドリング時の配線損傷が発生しやすい角隅部における損傷確率を低減させ、角隅部における配線が損傷し難い立体配線構造体を提供することを目的とする。
【解決手段】
開示の立体配線構造体の一形態では、樹脂で形成された基材と、前記基材の表面に配置される複数の表層配線と、前記基材の内部に配置される内部配線と、を有する配線構造体であって、前記基材の角隅部を隔て、かつ隣接して配置される2つの前記表層配線は、前記内部配線を介して接続されることを特徴とする。
【選択図】図1
Description
本発明は、基材上に配線を有する配線構造体の技術に関する。
機能部品や機能モジュールの小型化を図る方法として、ボードレスによる配線形成、実装が挙げられる。代表的なものとして、MID(Molded Interconnect Device)と呼ばれる立体配線構造体が挙げられる。この立体配線構造体は、配線を構造体表面に構成し、部品実装することができるため、プリント基板を無くすことが可能であり、機能部品や機能モジュールの小型化を図ることができる。
従来、(a)フィルム、フィルムの表面および当該表面に対向する裏面に形成された絶縁樹脂層、ならびに絶縁樹脂層に埋め込まれた配線パターンを有して成るシート基材を用意する工程と(b)表面および裏面の少なくとも一方の配線パターンの一部分をシート基材の内部に押し込んで、表面の配線パターンの一部分と裏面の配線パターンの一部分とを接合させる工程とを含んで成るフレキシブル基板の製造方法にて配線の接続構造を実現する技術が公開されている(特許文献1)。
また、電気絶縁性基材の厚さ方向に開けられた貫通孔に導電体が充填され、前記電気絶縁性基材の両面に所定のパターンに形成された配線層間が前記導電体によって電気的に接続されている配線基板であって、前記電気絶縁性基材の両面に接着剤層が形成され、前記電気絶縁性基材がフィルムからなり、少なくとも一方の前記配線層が前記接着剤層部分に埋設されている配線基板の構成が開示されている(特許文献2)。
さらに、基材上に設けられる配線の凸状構造を、基材部と導電部とから構成し、導電部は導電材料により形成すると共に基材部は成形材料により基材の一部として形成し、かつ導電部と基材部との接合界面が基材表面の高さと異なる位置となるように設ける技術も公開されている(特許文献3)。
特開2006−156930号公報
特許第3215090号公報
特開2006−202913号公報
しかし、上記それぞれの技術には、配線の変形を伴うため微細化には不適であったり、貫通孔を設ける方式では微細化には適さなかったり、角隅部にて突出した配線構造であるため損傷が起き易いといった問題点がある。
そこで、本発明では、角隅部における配線を立体配線構造体内部に埋設させることによって、ハンドリング時の配線損傷が発生し易い角隅部における損傷確率を低減させ、角隅部における配線が損傷し難い立体配線構造体を提供することを目的とする。
そこで、開示の立体配線構造体の一形態では、樹脂で形成された基材と、前記基材の表面に配置される複数の表層配線と、前記基材の内部に配置される内部配線と、を有する配線構造体であって、前記基材の角隅部を隔て、かつ隣接して配置される2つの前記表層配線は、前記内部配線を介して接続されることを特徴とする。
また、開示の立体配線構造体の一形態では、さらに、前記表層配線と前記内部配線とを、前記基材の表面において接続する配線接続部を有しても良い。
また、開示の立体配線構造体の一形態では、さらに、前記配線接続部は、前記2つの表層配線に接する連続体であっても良い。
また、開示の立体配線構造体の一形態では、さらに、前記内部配線及び前記配線接続部と、該内部配線及び配線接続部を介して接続される前記2つの表層配線とで構成する配線列が並行して複数有る場合、複数の前記配線接続部の配置は、千鳥配列となっていても良い。
また、開示の立体配線構造体の一形態では、さらに、前記配線接続部は、前記表層配線の配線幅及び前記内部配線の配線幅に比し、該配線幅と同方向に広い幅を有していても良い。
また、開示の立体配線構造体の一形態では、さらに、前記配線接続部は、はんだを用いて接続するとしても良い。
また、開示の立体配線構造体の一形態では、さらに、前記基材の内部に配置される電子部品と、前記表層配線と前記電子部品とを接続する接続端子とを、有するとしても良い。
よって、開示の立体配線構造体では、角隅部における配線を立体配線構造体内部に埋設させることによって、ハンドリング時の配線損傷が発生し易い角隅部における損傷確率を低減させ、角隅部における配線が損傷し難い立体配線構造体を提供することができる。
開示の立体配線構造体は、ハンドリング時の配線損傷が発生し易い角隅部における損傷確率を低減させ、角隅部における配線が損傷し難くすることができる。
図面を参照しながら、本発明を実施するための最良の形態について説明する。
(第1の実施例)
図1、2を用いて、本発明に係る立体配線構造体100について第1の実施例を説明する。
(第1の実施例)
図1、2を用いて、本発明に係る立体配線構造体100について第1の実施例を説明する。
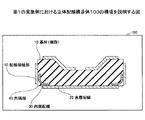
図1は、第1の実施例における立体配線構造体100の構成を説明する図である。図1で示すように、立体形状の構造体の複数面に跨って配線20、30を配置している。面の境界部となる角隅部40において、配線30が構造体内部に配置しており、内部に配置した配線30にて構造体の表層に配置する2つの配線20を接続した構造となっている。
図2は、実施例に係る立体配線構造体100の製造方法を説明する図である。図2(a)(b)で示す工程では、配線20を転写する金型70として、SUS304を材料とした金型にポリイミド樹脂をスプレーで塗工し、成形時の離形性を高めるためにフッ素コート処理を行ってから、エキシマレーザにてパターニングを行う。このときのパターン幅は50μm、膜厚は5μmである。
図2(c)で示す工程では、硫酸電解銅めっきにて平均4μm厚となるCu配線20を形成した後に、スクリーン印刷にて該Cu配線上に配線接続部50となるはんだペーストを印刷する。図2(d)で示す工程では、成形機に金型70をセットした後、金型70に沿うように内部配線30となる配線を有する転写シート85を貼り付け、はんだを溶融させることで、金型70にある表層配線20となる配線と転写シート85の配線30を接合する。
図2(e)で示す工程では、転写シート85を剥離し、転写シート基材80から内部配線30を金型上に残した後、樹脂10の注入を行う。ここで、樹脂10としては、熱硬化性エポキシ樹脂G760−L(住友ベークライト社製)を使用する。図2(f)で示す工程では、その金型70を離形することで、樹脂10側に配線20が転写され、立体状の配線構造体を得ることができる。
上記実施例では、配線材料として銅を用いるが、他の電解めっきにて実現することも可能である。また、配線の形成方式は、絶縁膜を残した方式に限定されるものではなく、絶縁膜の代わりにフォトレジストを用いた電解めっきを施した後、該フォトレジストを除去する方式であっても良い。ただし、この場合、図1で示すように、配線は表層1面のみの接続とはならず、配線外周を覆う形で接続されるため、接合強度の向上は図ることができるが、隣接配線間の短絡が発生し易くなるため、微細ピッチには向いていない。
また、図2(c)を用いて説明したように、接続材料としてはんだをスクリーン印刷にて形成したが、はんだの供給方法としてはこの限りではなく、電解めっきにて配線上に形成する方法や、インクジェット等吐出方式によって供給することも可能である。はんだを用いることで、溶融時におけるセルフアライメントが期待でき、接続位置ばらつきを低減させることができる。
接続材料については、はんだに限定されるものではなく、Ag粒子を主体とする導電性接着剤や導電粒子を含んだ異方性導電フィルム(ACF:Anisotropic Conductive Film)等の接続材料によっても、立体配線構造体100を構成することは可能である。また、本実施例において成形樹脂として用いたエポキシ樹脂についても、熱硬化性樹脂に限らず、熱可塑性樹脂等、他の樹脂によっても立体配線構造体100を構成することは可能である。
さらには、上記製造方法において使用する転写シート85についても、シート形状に限定されるものではなく、金型のような固体物状に配線を形成して転写することでも立体配線構造体100を形成することは可能である。
(第2の実施例)
図3を用いて、本発明に係る立体配線構造体100について第2の実施例を説明する。
図3を用いて、本発明に係る立体配線構造体100について第2の実施例を説明する。
図3は、第2の実施例における立体配線構造体100の構成を説明する図である。図3で示すように、第2の実施例では、立体配線構造体100の内部配線30と2つの表層配線20とを接続する配線接続部50は連続体となる。
例えば、図3で示すように、接続形状がフィレットを形成している場合、配線接続部50に掛かる応力集中を抑制する効果があるため、配線接続部50による接着力の向上に寄与する。また、配線接続部50を連続体とすることで応力の分散を図ることができ、特に、本構造のように角隅部40を囲うような接続構造においては、配線20、30間に存在する接続界面が立体的に存在することになり、剥離し難い構造となる。
上記のような構造は、はんだを用いることで実現することが可能であり、信頼性に優れた接続が確保できる。また、導電性接着剤やACF等の接続材料でも上記接続は可能であり、特に、配線接続部50の面積が増大するほど接続信頼性が向上する。
(第3の実施例)
図4、5を用いて、本発明に係る立体配線構造体100について第3の実施例を説明する。
図4、5を用いて、本発明に係る立体配線構造体100について第3の実施例を説明する。
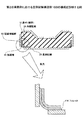
図4は、第3の実施例における立体配線構造体100の構成を説明する図である。図4で示すように、構造体100内部から角隅部40の方向をみると、金型上に形成された表層となる配線20と転写シート85にて転写された内部配線30とが配線接続部50にて接続された構造となっており、その周辺が樹脂10で覆われている。
そして、図4で示すように、配線接続部50は千鳥配置になっている。このような接続構造とすることで、接続ピッチが配線ピッチよりも広くなり、接続時の隣接配線間の短絡を抑制することができる。ここで、図4では2倍のギャップが設けられている。
図5は、第3の実施例における立体配線構造体100の構成の別形態を説明する図である。図5では図4で示す配線構造と異なり、配線接続部50の幅が他の配線20、30の配線幅よりも大きいことが特徴である。配線接続部50の幅を大きくすることで、接続面積を増大させることができ、接続精度を緩くすることができるため、接続プロセスが容易となる。また、他のメリットは、配線との接続面積が大きくなることで、接着強度が大きくなるため、接続信頼性を増大させることができる。
(第4の実施例)
図6を用いて、本発明に係る立体配線構造体100について第4の実施例を説明する。
図6を用いて、本発明に係る立体配線構造体100について第4の実施例を説明する。
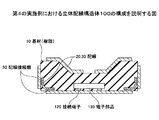
図6は、第4の実施例における立体配線構造体100の構成を説明する図である。図6で示すように、立体配線構造体100の内部に電子部品130が配置されると、構造体100の接続部が成形樹脂にて覆われることになるため、接続信頼性を向上させることができる。
第4の実施例に係る立体配線構造体100の製造方法は、第1の実施例の場合と同様に、はじめに、金型70上に配線20を形成する。次に、配線20を形成した金型70に対して、プリント基板に電子部品130を実装する場合と同様に、金型70に対して実装を行う。そして、該実装後、第1の実施例と同様に成形を行う。このような構成にすることで、多くの電子部品を立体配線構造体100内部に実装することができ、機能部品や機能モジュールの小型化を図ることができる。
また、はんだ接合を考えた場合、従来、熱サイクルなどの要因によってはんだ接続部の寿命が短い電子部品に対しては、プリント基板の実装ではアンダーフィルなどの樹脂補強にて接続寿命を向上させている。しかし、第4の実施例で示したように、配線構造体100内部に電子部品を埋め込むことで、上記樹脂補強と同様、はんだ接続部の寿命向上を実現することができる。
(総括)
以上、詳細に説明したように、開示の立体配線構造体は、下記のような特徴及び効果を有する。
・立体配線構造体の角隅部において配線が構造体内部に埋設しているため、配線損傷を防止することができる。
・配線表面のみで接続されるので、配線高さのばらつきや接続不良を抑えることができる。
・配線接続部の配線構造が連続体になることで、接着強度を向上させることができる。
・配線接続部の配線構造を千鳥配列にすることで、隣接間の実装距離が広がり、隣接配線間の接続時の短絡を抑制することができる。
・配線接続部の配線幅を大きくすることで接続面積を大きくすることができるため、接続位置ずれの低減及び配線接続部の接続信頼性を向上させることができる。
・接続材料としてはんだを用いることによって、溶融時におけるセルフアライメントによる接続位置精度の向上を図ることができる。
・機能部品を構造体に内在させることにより、機能部品や機能モジュールの小型化を図ることができる。
以上、詳細に説明したように、開示の立体配線構造体は、下記のような特徴及び効果を有する。
・立体配線構造体の角隅部において配線が構造体内部に埋設しているため、配線損傷を防止することができる。
・配線表面のみで接続されるので、配線高さのばらつきや接続不良を抑えることができる。
・配線接続部の配線構造が連続体になることで、接着強度を向上させることができる。
・配線接続部の配線構造を千鳥配列にすることで、隣接間の実装距離が広がり、隣接配線間の接続時の短絡を抑制することができる。
・配線接続部の配線幅を大きくすることで接続面積を大きくすることができるため、接続位置ずれの低減及び配線接続部の接続信頼性を向上させることができる。
・接続材料としてはんだを用いることによって、溶融時におけるセルフアライメントによる接続位置精度の向上を図ることができる。
・機能部品を構造体に内在させることにより、機能部品や機能モジュールの小型化を図ることができる。
以上、本発明の実施の形態について詳述したが、本発明は係る特定の実施の形態に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲において、種々の変形・変更が可能である。
10 基材(樹脂)
20 表層配線
30 内部配線
40 角隅部
50 配線接続部
60 絶縁層
70 金型
80 転写シート基材
85 転写シート
90 転写シート絶縁層
100 立体配線構造体
110 フィレット
120 接続端子
130 電子部品
20 表層配線
30 内部配線
40 角隅部
50 配線接続部
60 絶縁層
70 金型
80 転写シート基材
85 転写シート
90 転写シート絶縁層
100 立体配線構造体
110 フィレット
120 接続端子
130 電子部品
Claims (7)
- 樹脂で形成された基材と、
前記基材の表面に配置される複数の表層配線と、
前記基材の内部に配置される内部配線と、を有する配線構造体であって、
前記基材の角隅部を隔て、かつ隣接して配置される2つの前記表層配線は、前記内部配線を介して接続されることを特徴とする立体配線構造体。 - 前記表層配線と前記内部配線とを、前記基材の表面において接続する配線接続部を有することを特徴とする請求項1に記載の立体配線構造体。
- 前記配線接続部は、前記2つの表層配線に接する連続体であることを特徴とする請求項2に記載の立体配線構造体。
- 前記内部配線及び前記配線接続部と、該内部配線及び配線接続部を介して接続される前記2つの表層配線とで構成する配線列が並行して複数有る場合、
複数の前記配線接続部の配置は、千鳥配列となることを特徴とする請求項2又は3に記載の立体配線構造体。 - 前記配線接続部は、前記表層配線の配線幅及び前記内部配線の配線幅に比し、該配線幅と同方向に広い幅を有することを特徴とする請求項2乃至4の何れか一に記載の立体配線構造体。
- 前記配線接続部は、はんだを用いて接続することを特徴とする請求項2乃至5の何れか一に記載の立体配線構造体。
- 前記基材の内部に配置される電子部品と、
前記表層配線と前記電子部品とを接続する接続端子とを、さらに有することを特徴とする請求項1乃至6の何れか一に記載の立体配線構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008314820A JP2010141049A (ja) | 2008-12-10 | 2008-12-10 | 配線構造体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008314820A JP2010141049A (ja) | 2008-12-10 | 2008-12-10 | 配線構造体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010141049A true JP2010141049A (ja) | 2010-06-24 |
Family
ID=42350940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008314820A Pending JP2010141049A (ja) | 2008-12-10 | 2008-12-10 | 配線構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010141049A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170109012A (ko) | 2015-03-03 | 2017-09-27 | 오므론 가부시키가이샤 | 입체 회로 구조체 |
| WO2018163516A1 (ja) * | 2017-03-10 | 2018-09-13 | オムロン株式会社 | 電子装置およびその製造方法 |
| WO2021153139A1 (ja) * | 2020-01-28 | 2021-08-05 | Nissha株式会社 | 回路付立体成形品及びその製造方法 |
-
2008
- 2008-12-10 JP JP2008314820A patent/JP2010141049A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170109012A (ko) | 2015-03-03 | 2017-09-27 | 오므론 가부시키가이샤 | 입체 회로 구조체 |
| US10070517B2 (en) | 2015-03-03 | 2018-09-04 | Omron Corporation | Three-dimensional circuit structure |
| WO2018163516A1 (ja) * | 2017-03-10 | 2018-09-13 | オムロン株式会社 | 電子装置およびその製造方法 |
| WO2021153139A1 (ja) * | 2020-01-28 | 2021-08-05 | Nissha株式会社 | 回路付立体成形品及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2954760B1 (en) | Fusion bonded liquid crystal polymer circuit structure | |
| JP5010737B2 (ja) | プリント配線板 | |
| KR101052021B1 (ko) | 기판간 접속 구조 | |
| TWI479971B (zh) | 佈線板,其製造方法及具有佈線板之半導體裝置 | |
| KR101086103B1 (ko) | 다층 배선판의 제조법 | |
| CN100452342C (zh) | 制造内置器件的基板的方法 | |
| US10159154B2 (en) | Fusion bonded liquid crystal polymer circuit structure | |
| US10506722B2 (en) | Fusion bonded liquid crystal polymer electrical circuit structure | |
| KR20090035452A (ko) | 배선 기판 및 그 제조 방법 | |
| WO2007077735A1 (ja) | 半導体搭載用配線基板、その製造方法、及び半導体パッケージ | |
| JP2009094457A (ja) | 積層実装構造体及び積層実装構造体の製造方法 | |
| CN103794515A (zh) | 芯片封装基板和结构及其制作方法 | |
| KR20120108952A (ko) | 회로 기판의 제조 방법 및 전자 장치의 제조 방법 | |
| US8110752B2 (en) | Wiring substrate and method for manufacturing the same | |
| JP2011071417A (ja) | 配線基板の製造方法 | |
| KR101219905B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| CN101499453B (zh) | 配线电路基板及其制造方法 | |
| JP2010141049A (ja) | 配線構造体 | |
| KR20070073730A (ko) | 배선 기판, 배선 재료 및 동장 적층판 및 배선 기판의 제조방법 | |
| KR20180112977A (ko) | 인쇄회로기판 및 이의 제조 방법 | |
| EP3076772A2 (en) | Fusion bonded liquid crystal polymer electrical circuit structure | |
| KR101189337B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| JP2009147010A (ja) | 配線構造体 | |
| JP5515210B2 (ja) | 部品内蔵配線板、部品内蔵配線板の製造方法 | |
| US9673063B2 (en) | Terminations |