JP2010099713A - シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 - Google Patents
シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 Download PDFInfo
- Publication number
- JP2010099713A JP2010099713A JP2008274644A JP2008274644A JP2010099713A JP 2010099713 A JP2010099713 A JP 2010099713A JP 2008274644 A JP2008274644 A JP 2008274644A JP 2008274644 A JP2008274644 A JP 2008274644A JP 2010099713 A JP2010099713 A JP 2010099713A
- Authority
- JP
- Japan
- Prior art keywords
- valve seat
- jig
- stem guide
- cylinder head
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
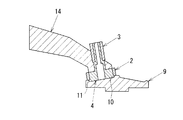
【解決手段】バルブシート2とステムガイド3とを鋳包み治具4に装着して一体化し、該鋳包み治具4をポート中子14と一体に造形し、さらに、該ポート中子14と一体化された鋳包み治具4の嵌入部11を下型のチャンバ造形部9に形成された凹部10に嵌入させて鋳造型を構成した。したがって、シリンダヘッドに鋳包みされたバルブシート2とステムガイド3との位置精度を確保することができる。加工によりバルブシートの位置ずれを吸収する従来技術と比較して工数を大幅に削減することができ、製造コストの増加を抑制することができる。
【選択図】図4
Description
以下に、本願において特許請求が可能と認識されている発明(以下、請求可能発明と称する)の態様を例示し、例示された各態様について説明する。ここでは、各態様を、特許請求の範囲と同様に、項に区分すると共に各項に番号を付し、必要に応じて他の項の記載を引用する形式で記載する。これは、請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施形態の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得る。
なお、以下の各項において、(1)〜(8)項の各々が、請求項1〜8の各々に相当する。
本項に記載のシリンダヘッド鋳造型によれば、バルブシートを鋳包み治具のバルブシート嵌合軸に嵌合して当該バルブシートの一端面を鋳包み治具のバルブシート当接面に当接させ、同時に、ステムガイドを鋳包み治具のステムガイド嵌合軸に嵌合して当該ステムガイドの一端面を鋳包み治具のステムガイド当接面に当接させる。これにより、鋳包み治具上において、バルブシートとステムガイドとの相互間の位置精度を確保することができる。そして、このバルブシートとステムガイドとが装着された鋳包み治具を一体にしてポート中子を形成し、さらに、このポート中子を、鋳包み治具の嵌入部を当該鋳造型のチャンバ造形部に形成された凹部に嵌合させる。これにより、鋳造型において、バルブシートとステムガイドとが装着された鋳包み治具を含むポート中子の位置精度を確保することができる。
本項に記載のシリンダヘッド鋳造型によれば、ポート中子の造形時に、バルブシートとステムガイドとが装着された鋳包み治具を一体に造形することにより、ポート中子に、バルブシートとステムガイドとが装着された鋳包み治具を一体に形成することができる。
本項に記載のシリンダヘッド鋳造型によれば、ポート中子の治具嵌入穴に、バルブシートとステムガイドとが装着された鋳包み治具を嵌入させることにより、ポート中子に、バルブシートとステムガイドとが装着された鋳包み治具を一体に構成することができる。
本項の態様において、ポート中子の治具嵌入穴は、ポート中子の造形時に同時に造形することができる。また、治具嵌入穴の内径は、ステムガイドの外径に対して規定の嵌め合いに設定される。
本項に記載のシリンダヘッド鋳造型によれば、シリンダヘッドの鋳造完了後、中空部を加圧あるいは減圧して鋳包み治具の収縮を促進させることにより、鋳造されたシリンダヘッドのバルブシートおよびステムガイドから鋳包み治具を簡単に引抜くことができる。
本項に記載のシリンダヘッド鋳造方法によれば、部品装着ステップでは、バルブシートを鋳包み治具のバルブシート嵌合軸に嵌合して当該バルブシートの一端面を鋳包み治具のバルブシート当接面に当接させ、同時に、ステムガイドを鋳包み治具のステムガイド嵌合軸に嵌合して当該ステムガイドの一端面を鋳包み治具のステムガイド当接面に当接させる。これにより、鋳包み治具上において、バルブシートとステムガイドとの相互間の位置精度を確保することができる。また、中子形成ステップでは、部品装着ステップにより得られたバルブシートとステムガイドとが装着された鋳包み治具を一体に形成したポート中子を得ることができる。さらに、型合せステップでは、中子形成ステップにより得られたポート中子を、鋳包み治具の嵌入部を当該鋳造型のチャンバ造形部に形成された凹部に嵌合させて鋳造型を形成することにより、鋳造型において、バルブシートとステムガイドとが装着された鋳包み治具を含むポート中子の位置精度を確保することができる。
したがって、本項に記載のシリンダヘッドの鋳造方法を採用することにより、バルブシート、ステムガイド、ポートおよび燃焼室間の相対的な位置精度が確保されたシリンダヘッドを得ることができる。また、鋳造後のバルブシートの加工によりバルブシートとステムガイドとの間の位置精度を得ていた従来技術と比較して、バルブシートを薄肉化して軽量化することができると共に、加工が廃止されることで製造工程における工数を大幅に削減することができる。さらに、バルブシートをシリンダヘッドに鋳包みすることで、バルブシートとシリンダヘッドとの界面における接触が密になることから、シリンダヘッドにバルブシートを圧入する従来技術と比較して、バルブシートの抜け強度および冷却性能を向上させることができる。
本項に記載のシリンダヘッドの鋳造方法によれば、ポート中子の造形時に、バルブシートとステムガイドとが装着された鋳包み治具を一体に造形することにより、ポート中子に、バルブシートとステムガイドとが装着された鋳包み治具を一体に構成することができる。
本項に記載のシリンダヘッドの鋳造方法によれば、ポート中子の治具嵌入穴に、バルブシートとステムガイドとが装着された鋳包み治具を嵌入させることにより、ポート中子に、バルブシートとステムガイドとが装着された鋳包み治具を一体に構成することができる。
本項に記載のシリンダヘッドの鋳造方法によれば、シリンダヘッドの鋳造完了後、中空部を加圧あるいは減圧して鋳包み治具の収縮を促進させることにより、鋳造されたシリンダヘッドのバルブシートおよびステムガイドから鋳包み治具を簡単に引抜くことができる。また、治具引抜きステップで引抜かれた鋳包み治具は再利用することができ、経済的にも優れる。
まず、鋳包み治具4のバルブシート嵌合軸7にバルブシート2の内周面2aを嵌合させ、該バルブシート2の一端面2bをバルブシート当接面8に当接させる。次に、鋳包み治具4のステムガイド嵌合軸12にステムガイド3の内周面3aを嵌合させ、該ステムガイド3の一端面3bをステムガイド当接面13に当接させる。これにより、バルブシート2とステムガイド3とが、相対的に位置決めされた状態で鋳包み治具4に装着されて一体化される。なお、鋳包み治具4にステムガイド3を装着後、該鋳包み治具4にバルブシート2を装着することもできる。
次に、バルブシート2とステムガイド3とが装着された鋳包み治具4を、ポート中子14を造型する金型にセットしてポート中子14を造形する。これにより、バルブシート2とステムガイド3とが装着された鋳包み治具4を一体化したポート中子14を得ることができる。
(型合せステップ)
次に、鋳包み治具4の嵌入部11をチャンバ造形部9の凹部10に嵌入させてバルブシート2とステムガイド3とが装着された鋳包み治具4およびこれらが一体化されたポート中子14を鋳造型にセットし、鋳造型を構成して型締めする。
次に、鋳造型のキャビティに溶湯を充填する。
(型ばらしステップ)
キャビティに充填された溶湯の凝固が完了した後、鋳造型を型開きし、さらに、シリンダヘッド1を鋳造型から型抜きする。この時、鋳包み治具4の嵌入部11の傾斜角度θが、チャンバ造形部9の凹部10に対して型抜き方向へアンダーにならないように設定されているので、嵌入部11がチャンバ造形部9に引っ掛かることがない。
(治具引抜きステップ)
次に、型抜きされたシリンダヘッド1に残された鋳包み治具4の中空部15を加圧あるいは減圧して鋳包み治具4の収縮を促進させた後、図5に示されるように、シリンダヘッド1からバルブシート2およびステムガイド3を残して鋳包み治具4を引抜く。これにより、バルブシート2とステムガイド3とが鋳包みされたシリンダヘッド1を得ることができる。
本実施形態によれば、バルブシート2とステムガイド3とを鋳包み治具4に装着して一体化し、該鋳包み治具4をポート中子14と一体に造形し、さらに、該ポート中子14と一体化された鋳包み治具4の嵌入部11を下型のチャンバ造形部9に形成された凹部10に嵌入させて鋳造型を構成し、該鋳造型によりバルブシート2とステムガイド3とを鋳包みしてシリンダヘッド1を鋳造した。
したがって、バルブシート2とステムガイド3との相対的な位置精度が確保されるのは勿論、バルブシート2、ステムガイド3、ポートおよびチャンバ(燃焼室)の相互の相対的な位置関係が確保されたシリンダヘッド1を得ることができる。また、鋳包み治具4は繰返し使用することができることから、製造コストの増加を抑制することができる。
また、本実施形態によれば、肉厚が厚めに設定されたバルブシートを鋳包みしてシリンダヘッドを鋳造し、加工によりバルブシートの位置ずれを吸収する従来技術と比較した場合、バルブシートの薄肉化ひいてはバルブシートの軽量化が可能になる。さらに、バルブシートの加工を廃止することができ、工数を大幅に削減することができる。
また、本実施形態によれば、鋳造により得られたシリンダヘッドにバルブシートを圧入する従来技術と比較して、バルブシート2のシリンダヘッド3に対する抜け強度を確保することができる。さらに、鋳包みしたことでシリンダヘッドとバルブシートとの界面がより密に接していることから、バルブシートの冷却性能を向上させることができる。
また、本実施形態によれば、鋳包み治具4の引抜き時に、鋳包み治具4の中空部15を加圧あるいは減圧させて鋳包み治具4の収縮を促進させたので、鋳包み治具4をシリンダヘッド1から容易に引抜くことができる。
上述した態様では、バルブシート2とステムガイド3とが装着された鋳包み治具4を一体に造形してポート中子14を得たが、ポート中子14は、必ずしも鋳包み治具4を一体に造形する必要はない。例えば、図6に示されるように、ポート中子14の造形時に、当該ポート中子14に治具嵌入穴14aを造形しておいて(中子造形ステップ)、該治具嵌入穴14aに、バルブシート2とステムガイド3とが装着された鋳包み治具4を嵌入させることで(治具嵌入ステップ)、ポート中子14に、バルブシート2とステムガイド3とが装着された鋳包み治具4を一体に構成することができる。
これにより、ポート中子14に、バルブシート2とステムガイド3とが装着された鋳包み治具4を一体に造形する上述した態様と同一の作用効果を奏することができる。なお、治具嵌入穴14aに、バルブシート2とステムガイド3とが装着された鋳包み治具4を嵌入する場合、実質的には、当該鋳包み治具4のステムガイド嵌合軸12に装着されたステムガイド3の外周面3cが、治具嵌入穴14aに嵌入される。また、鋳包み治具4の頭部5の当接面5aがポート中子14の端面14bに当接されることにより、バルブシート2とステムガイド3とが装着された鋳包み治具4を軸方向へ位置決めすることができる。さらに、治具嵌入穴14aの内径は、ステムガイド3の外径に対して規定の嵌め合いに設定される。
Claims (8)
- バルブシートとステムガイドとを鋳包みするシリンダヘッド鋳造型であって、
前記バルブシートの内周面が嵌合されるバルブシート嵌合軸と、該バルブシート嵌合軸に嵌合された前記バルブシートの一端面が当接されるバルブシート当接面と、前記バルブシート嵌合軸に対して同軸に設けられて前記ステムガイドの内周面が嵌合されるステムガイド嵌合軸と、該ステムガイド嵌合軸に嵌合された前記ステムガイドの一端面が当接されるステムガイド当接面と、前記鋳造型のチャンバ造形部に形成された凹部に嵌入される嵌入部と、が形成される鋳包み治具を有し、
さらに、前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具が一体に構成されるポート中子を有することを特徴とするシリンダヘッド鋳造型。 - 前記ポート中子は、前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具が一体に造形されることを特徴とする請求項1に記載のシリンダヘッド鋳造型。
- 前記ポート中子は、前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具が嵌入される治具嵌入穴を有することを特徴とする請求項1に記載のシリンダヘッド鋳造型。
- 前記鋳包み治具は、軸方向へ延びる中空部を有し、前記シリンダヘッドの鋳造完了後、前記中空部が加圧あるいは減圧されて前記鋳包み治具の収縮が促進されることを特徴とする請求項1−3のいずれかに記載のシリンダヘッド鋳造型。
- バルブシートとステムガイドとを鋳包みするシリンダヘッドの鋳造方法であって、
前記バルブシートの内周面が嵌合されるバルブシート嵌合軸と、該バルブシート嵌合軸に嵌合された前記バルブシートの一端面が当接されるバルブシート当接面と、前記バルブシート嵌合軸に対して同軸に設けられて前記ステムガイドの内周面が嵌合されるステムガイド嵌合軸と、該ステムガイド嵌合軸に嵌合された前記ステムガイドの一端面が当接されるステムガイド当接面と、鋳造型のチャンバ造形部に形成された凹部に嵌入される嵌入部と、を有する鋳包み治具を形成しておいて、
前記バルブシートと前記ステムガイドとを前記鋳包み治具に装着して一体化させる部品装着ステップと、
前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具が一体化されたポート中子を形成する中子形成ステップと、
該中子形成ステップで形成された前記ポート中子を、前記鋳包み治具の嵌入部を前記チャンバ造形部の凹部に嵌入させて前記鋳造型を形成する型合せステップと、
前記鋳造型に溶湯を注湯して前記シリンダヘッドを鋳造する鋳造ステップと、
前記シリンダヘッドを型抜き後、該シリンダヘッドから前記ポート中子を取り除く型ばらしステップと、
前記シリンダヘッドに鋳包みされた前記バルブシートと前記ステムガイドとから前記鋳包み治具を軸方向へ引抜く治具引抜きステップと、
を含むことを特徴とするシリンダヘッド鋳造方法。 - 前記中子形成ステップは、前記ポート中子に、前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具を一体に造形することを特徴とする請求項5に記載のシリンダヘッド鋳造方法。
- 前記中子形成ステップは、治具嵌入穴を有する前記ポート中子を造形する中子造形ステップと、前記ポート中子の前記治具嵌入穴に、前記バルブシートと前記ステムガイドとが装着された前記鋳包み治具を嵌入させる治具嵌入ステップと、を含むことを特徴とする請求項5に記載のシリンダヘッド鋳造方法。
- 前記鋳包み治具に軸方向へ延びる中空部を設けておいて、
前記治具引抜きステップでは、前記中空部を加圧あるいは減圧させて前記鋳包み治具の収縮を促進させることを特徴とする請求項5−7のいずれかに記載のシリンダヘッド鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274644A JP5516840B2 (ja) | 2008-10-24 | 2008-10-24 | シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274644A JP5516840B2 (ja) | 2008-10-24 | 2008-10-24 | シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010099713A true JP2010099713A (ja) | 2010-05-06 |
| JP5516840B2 JP5516840B2 (ja) | 2014-06-11 |
Family
ID=42290822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008274644A Active JP5516840B2 (ja) | 2008-10-24 | 2008-10-24 | シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5516840B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5926229A (ja) * | 1982-08-03 | 1984-02-10 | Hitachi Zosen Corp | 遠心成形方法 |
| JPS6372465A (ja) * | 1986-09-11 | 1988-04-02 | Honda Motor Co Ltd | 鋳型構造 |
| JP2000507504A (ja) * | 1996-03-29 | 2000-06-20 | ブライシュタール プロドゥクツィオーンス―ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディー トゲゼルシャフト | 内燃機関用のシリンダヘッドの製法 |
| JP2002239714A (ja) * | 2001-02-16 | 2002-08-28 | Ryobi Ltd | シリンダヘッドの製造方法、シリンダヘッド、及びシリンダヘッド用のバルブシート素材 |
| JP2005118863A (ja) * | 2003-10-20 | 2005-05-12 | Nissan Motor Co Ltd | 鋳造装置 |
| JP2005238245A (ja) * | 2004-02-24 | 2005-09-08 | Toyota Industries Corp | 鋳造品の鋳造方法及び鋳造品 |
-
2008
- 2008-10-24 JP JP2008274644A patent/JP5516840B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5926229A (ja) * | 1982-08-03 | 1984-02-10 | Hitachi Zosen Corp | 遠心成形方法 |
| JPS6372465A (ja) * | 1986-09-11 | 1988-04-02 | Honda Motor Co Ltd | 鋳型構造 |
| JP2000507504A (ja) * | 1996-03-29 | 2000-06-20 | ブライシュタール プロドゥクツィオーンス―ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディー トゲゼルシャフト | 内燃機関用のシリンダヘッドの製法 |
| JP2002239714A (ja) * | 2001-02-16 | 2002-08-28 | Ryobi Ltd | シリンダヘッドの製造方法、シリンダヘッド、及びシリンダヘッド用のバルブシート素材 |
| JP2005118863A (ja) * | 2003-10-20 | 2005-05-12 | Nissan Motor Co Ltd | 鋳造装置 |
| JP2005238245A (ja) * | 2004-02-24 | 2005-09-08 | Toyota Industries Corp | 鋳造品の鋳造方法及び鋳造品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5516840B2 (ja) | 2014-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6535584B2 (ja) | コンプレッサハウジングの製造方法 | |
| KR100611274B1 (ko) | 매몰 주조법 | |
| JP6537221B2 (ja) | 複合インサートを有するエアフォイル鋳造用セラミックコア | |
| WO2005123300A1 (ja) | 金型装置及びシリンダブロックの製造方法 | |
| CN102574199B (zh) | 环形叶片涡轮机组件的失蜡制造的改进方法以及用于实现此方法的金属模具和蜡模型 | |
| JP2014018833A (ja) | 軸部品の製造方法 | |
| JP5516840B2 (ja) | シリンダヘッド鋳造型およびシリンダヘッド鋳造方法 | |
| JP5319945B2 (ja) | 一部に消失模型を有する模型およびそれを用いる鋳造方法 | |
| CN104439059A (zh) | 一种空心叶片的蜡模制造方法及其使用的模具 | |
| EP2570207B1 (en) | Mold for casting a workpiece that includes one or more casting pins | |
| US7934908B2 (en) | Impeller manufacturing method and impeller | |
| EP2018916B1 (en) | Method of manufacturing a cylinder body of an engine | |
| JP6100139B2 (ja) | 鋳造用金型装置 | |
| CN107199312B (zh) | 集成缸盖的快速铸造及成形方法 | |
| KR101705664B1 (ko) | 터빈 휠 및 그 제조 방법 | |
| WO2014045642A1 (ja) | シリンダブロックの製造方法 | |
| JP2006055868A (ja) | 鋳造方法および鋳造用金型 | |
| JP3348602B2 (ja) | シリンダブロックの製造方法およびダイカスト金型 | |
| JP2009148792A (ja) | コンロッドの製造方法及びコンロッド鍛造用金型 | |
| JP2002254136A (ja) | 多気筒シリンダーブロック中子造型用コアーボックス | |
| JP2001003807A (ja) | シリンダスリーブ構造 | |
| JP2006322385A (ja) | ハウジング及びハウジングの製造方法 | |
| EP3060363B1 (en) | Lost core molding for forming cooling passages | |
| KR20140001189A (ko) | 실린더헤드 및 이의 제조 방법 | |
| ITPN940026A1 (it) | Procedimento di colata per la produzione di un assieme combinato di blocco cilindri e testata motore per un motore a due pistoni e stampo per la realizzazione di detto procedimento |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120725 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130626 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140318 |