JP2010096511A - シート状ゴムのサンプリング方法及びその装置 - Google Patents
シート状ゴムのサンプリング方法及びその装置 Download PDFInfo
- Publication number
- JP2010096511A JP2010096511A JP2008264933A JP2008264933A JP2010096511A JP 2010096511 A JP2010096511 A JP 2010096511A JP 2008264933 A JP2008264933 A JP 2008264933A JP 2008264933 A JP2008264933 A JP 2008264933A JP 2010096511 A JP2010096511 A JP 2010096511A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- sheet
- sample piece
- lot
- identification display
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Sampling And Sample Adjustment (AREA)
Abstract
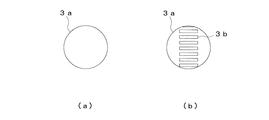
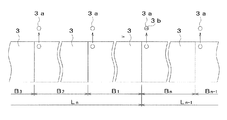
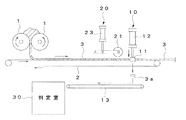
【解決手段】シート状ゴム3の各ロットにおける最後のバッチの試料片3aに、次のロットにおける最初のバッチの試料片3aとの相違を判別可能な識別表示3bを識別表示付与機20によって付与するようにしたので、試料片3aの順番が入れ替わった場合でも、試料片3aの識別表示3bの有無により、各ロットの段替え前後の試料片3aが何れのロットのものかを容易に判別することができる。これにより、試料片3aの仕様が誤判定されることがなく、誤判定によって仕様通りのゴムが後工程に送られないという不具合の発生を効果的に防止することができる。
【選択図】図6
Description
Claims (4)
- 混練機から搬出されたゴムをシート状に圧延して搬送する際に、連続して搬送される複数のロットの各バッチごとにそれぞれシート状ゴムから試料片を打ち抜いて採取するシート状ゴムのサンプリング方法において、
前記各ロットにおける少なくとも最後または最初のバッチの試料片に、次のロットにおける少なくとも最初または最後のバッチの試料片との相違を判別可能な識別表示を付与する
ことを特徴とするシート状ゴムのサンプリング方法。 - 混練機から搬出されたゴムをシート状に圧延してコンベアで搬送する際に、連続して搬送される複数のロットの各バッチごとにそれぞれシート状ゴムから試料片を打抜機で打ち抜いて採取するシート状ゴムのサンプリング装置において、
前記各ロットにおける少なくとも最後または最初のバッチの試料片に、次のロットにおける少なくとも最初または最後のバッチの試料片との相違を判別可能な識別表示を付与する識別表示付与手段を備えた
ことを特徴とするシート状ゴムのサンプリング装置。 - 前記識別表示付与手段を、各ロットにおける最後のバッチの試料片のみに識別表示を付与するように構成した
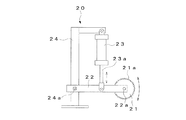
ことを特徴とする請求項2記載のシート状ゴムのサンプリング装置。 - 前記識別表示付与手段を、識別表示を付与可能な凹凸部を外周面に有する回転部材と、回転部材を回動自在に支持する支持部材と、試料片を採取する直前のシート状ゴムに回転部材の外周面を押し付けるように支持部材を駆動する駆動機構とから構成した
ことを特徴とする請求項2または3記載のシート状ゴムのサンプリング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008264933A JP5131555B2 (ja) | 2008-10-14 | 2008-10-14 | シート状ゴムのサンプリング方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008264933A JP5131555B2 (ja) | 2008-10-14 | 2008-10-14 | シート状ゴムのサンプリング方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010096511A true JP2010096511A (ja) | 2010-04-30 |
| JP5131555B2 JP5131555B2 (ja) | 2013-01-30 |
Family
ID=42258312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008264933A Expired - Fee Related JP5131555B2 (ja) | 2008-10-14 | 2008-10-14 | シート状ゴムのサンプリング方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5131555B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011158414A (ja) * | 2010-02-03 | 2011-08-18 | Bridgestone Corp | ゴムサンプル採取方法および装置 |
| CN102374937A (zh) * | 2010-08-23 | 2012-03-14 | 软控股份有限公司 | 胶料在线动态取样设备及其方法 |
| CN103344455A (zh) * | 2013-06-25 | 2013-10-09 | 软控股份有限公司 | 胶料动态取样输送系统及其方法 |
| KR101332653B1 (ko) * | 2011-12-21 | 2013-11-26 | 한국타이어 주식회사 | 시트고무 품질검사용 샘플 자동채취장치 및 관리시스템 |
| CN112703381A (zh) * | 2018-09-13 | 2021-04-23 | 米其林集团总公司 | 自动采样系统和方法 |
| US11167577B2 (en) | 2017-05-24 | 2021-11-09 | Vmi Holland B.V. | System and method for marking batches |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5172487A (ja) * | 1974-12-20 | 1976-06-23 | Bridgestone Tire Co Ltd | Obijobutsunosanpuringusochi |
| JPS6450929A (en) * | 1987-08-22 | 1989-02-27 | Bridgestone Corp | Sample device of test piece from sheet-like material |
| JPH07276768A (ja) * | 1994-04-11 | 1995-10-24 | Hitachi Cable Ltd | 帯状片への刻印方法 |
| JPH1159631A (ja) * | 1997-08-08 | 1999-03-02 | Towa Kako Kk | ポリエチレン袋及びポリエチレン袋の刻印方法 |
| JP2002036692A (ja) * | 2000-07-27 | 2002-02-06 | Sumitomo Rubber Ind Ltd | 識別記号捺印器 |
| JP2007171117A (ja) * | 2005-12-26 | 2007-07-05 | Sumitomo Rubber Ind Ltd | ゴムシートサンプリング検査方法及びそれに用いる装置 |
-
2008
- 2008-10-14 JP JP2008264933A patent/JP5131555B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5172487A (ja) * | 1974-12-20 | 1976-06-23 | Bridgestone Tire Co Ltd | Obijobutsunosanpuringusochi |
| JPS6450929A (en) * | 1987-08-22 | 1989-02-27 | Bridgestone Corp | Sample device of test piece from sheet-like material |
| JPH07276768A (ja) * | 1994-04-11 | 1995-10-24 | Hitachi Cable Ltd | 帯状片への刻印方法 |
| JPH1159631A (ja) * | 1997-08-08 | 1999-03-02 | Towa Kako Kk | ポリエチレン袋及びポリエチレン袋の刻印方法 |
| JP2002036692A (ja) * | 2000-07-27 | 2002-02-06 | Sumitomo Rubber Ind Ltd | 識別記号捺印器 |
| JP2007171117A (ja) * | 2005-12-26 | 2007-07-05 | Sumitomo Rubber Ind Ltd | ゴムシートサンプリング検査方法及びそれに用いる装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011158414A (ja) * | 2010-02-03 | 2011-08-18 | Bridgestone Corp | ゴムサンプル採取方法および装置 |
| CN102374937A (zh) * | 2010-08-23 | 2012-03-14 | 软控股份有限公司 | 胶料在线动态取样设备及其方法 |
| KR101332653B1 (ko) * | 2011-12-21 | 2013-11-26 | 한국타이어 주식회사 | 시트고무 품질검사용 샘플 자동채취장치 및 관리시스템 |
| CN103344455A (zh) * | 2013-06-25 | 2013-10-09 | 软控股份有限公司 | 胶料动态取样输送系统及其方法 |
| US11167577B2 (en) | 2017-05-24 | 2021-11-09 | Vmi Holland B.V. | System and method for marking batches |
| CN112703381A (zh) * | 2018-09-13 | 2021-04-23 | 米其林集团总公司 | 自动采样系统和方法 |
| CN112703381B (zh) * | 2018-09-13 | 2023-11-21 | 米其林集团总公司 | 自动采样系统和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5131555B2 (ja) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5131555B2 (ja) | シート状ゴムのサンプリング方法及びその装置 | |
| AU2017300535B2 (en) | System and method for aligning an inker of a decorator | |
| US11034145B2 (en) | System and method for monitoring and adjusting a decorator for containers | |
| JP4322249B2 (ja) | ゴムシートサンプリング検査方法及びそれに用いるシステム | |
| CN105383193A (zh) | 打印装置、打印装置的控制方法以及程序 | |
| JP6696641B2 (ja) | 印刷装置における印刷ズレ修正方法 | |
| EP2293151A3 (en) | Method and apparatus for identifying parts in an image production device | |
| EP1814005A3 (en) | Queued error reconciliation | |
| JP2007064989A (ja) | シート状成形体の検査結果記録方法及び検査結果記録システム及びロール状成形体 | |
| JP2012091105A (ja) | 異物除去装置および異物除去方法 | |
| CN108749301A (zh) | 一种模切机在线检测剔除方法 | |
| CN211965038U (zh) | 一种卷筒材料视觉检测机 | |
| CN110733070B (zh) | 用于fpc原料打孔、表面检测和处理的装置及方法 | |
| CN103302967A (zh) | 号码在线比对检测装置及其检测方法 | |
| CA3088534C (en) | System and method for monitoring and adjusting a decorator for containers | |
| KR20120066718A (ko) | 엘이디 디스플레이 내장용 피씨비 기판의 프레스 가공방법 | |
| JP2007139470A (ja) | ノズルチップ廃棄装置 | |
| CN106079873A (zh) | 一种多工位激光模压工艺及模切烫印机 | |
| JP3110764U (ja) | ナット製造装置 | |
| JP4815244B2 (ja) | びん検査機および製びん装置 | |
| KR101154574B1 (ko) | 스트립 표면의 결함 자동 검출 장치 | |
| KR100527984B1 (ko) | 회전식 게이지 장치 | |
| CN206177252U (zh) | 金属零件的针孔深度检测装置 | |
| Claridge | SPOT THE DEFECT | |
| KR100790949B1 (ko) | 종이컵 제조용 인쇄기의 절단 마크 인쇄방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120723 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121011 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121024 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151116 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |