JP2010089413A - 長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 - Google Patents
長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 Download PDFInfo
- Publication number
- JP2010089413A JP2010089413A JP2008262707A JP2008262707A JP2010089413A JP 2010089413 A JP2010089413 A JP 2010089413A JP 2008262707 A JP2008262707 A JP 2008262707A JP 2008262707 A JP2008262707 A JP 2008262707A JP 2010089413 A JP2010089413 A JP 2010089413A
- Authority
- JP
- Japan
- Prior art keywords
- resin film
- long resin
- roll
- cooling
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
【解決手段】巻出軸5に巻回された長尺樹脂フィルム11をロール・トゥ・ロール方式により搬送して巻取軸6に巻取ると共に、巻出軸と巻取軸間の搬送路上において上記フィルムに対し減圧雰囲気下で加熱処理する方法であって、上記フィルムを搬送する隣り合う1組のロール7b・ロール7c間の搬送路上に加熱手段と冷却手段を連続して設け、隙間を介し対向して配置された1組の冷却板13a,13bにより冷却手段を構成すると共に、上記ロール7bから送り出されたフィルムを加熱手段で加熱処理し、次いで冷却板13a,13b間の隙間を通過させてフィルムを冷却処理した後、冷却されたフィルムを他方のロール7cに接触させて搬送することを特徴とする。
【選択図】 図1
Description
巻出軸に巻回された長尺樹脂フィルムをロール・トゥ・ロール方式により搬送して巻取軸に巻取ると共に、上記巻出軸と巻取軸間の搬送路上において搬送中の長尺樹脂フィルムに対し減圧雰囲気下で加熱処理する長尺樹脂フィルムの処理方法において、
長尺樹脂フィルムを搬送する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段を連続して設け、かつ、隙間を介し対向して配置された1組の冷却板により上記冷却手段を構成すると共に、一方の上記ロールから送り出された長尺樹脂フィルムを加熱手段で加熱処理し、次いで、上記冷却手段を構成する冷却板間の上記隙間を通過させて長尺樹脂フィルムを冷却処理した後、冷却された長尺樹脂フィルムを他方の上記ロールに接触させて搬送することを特徴とする。
請求項1に記載の発明に係る長尺樹脂フィルムの処理方法において、
上記冷却手段を構成する冷却板の長尺樹脂フィルムと対向する面の放射率が、0.60以上であることを特徴とし、
請求項3に係る発明は、
請求項1または2に記載の発明に係る長尺樹脂フィルムの処理方法において、
上記加熱処理が、長尺樹脂フィルムの乾燥処理であることを特徴とし、
請求項4に係る発明は、
請求項1または2に記載の発明に係る長尺樹脂フィルムの処理方法において、
上記加熱処理が、長尺樹脂フィルムの少なくとも一方の面に対するプラズマ処理若しくはイオンビーム処理であることを特徴とする。
減圧室と、この減圧室内に設けられ巻回した長尺樹脂フィルムを巻出す巻出軸と、減圧室内に設けられ上記巻出軸から巻出された長尺樹脂フィルムを巻取る巻取軸と、上記巻出軸と巻取軸間の搬送路上に設けられかつロール・トゥ・ロール方式の搬送手段を構成する複数のロールと、搬送中の長尺樹脂フィルムを加熱処理する加熱手段を備える長尺樹脂フィルムの処理装置において、
上記ロール・トゥ・ロール方式の搬送手段を構成する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段が連続して設けられ、この冷却手段が隙間を介し対向して配置された1組の冷却板により構成されると共に、一方の上記ロールから送り出されて加熱処理された長尺樹脂フィルムを冷却板間の上記隙間を通過させた後に他方のロールに接触させて搬送するようになっていることを特徴とする。
請求項5に記載の発明に係る長尺樹脂フィルムの処理装置において、
上記冷却手段を構成する冷却板の長尺樹脂フィルムと対向する面の放射率が、0.60以上であることを特徴とし、
請求項7に係る発明は、
請求項5または6に記載の発明に係る長尺樹脂フィルムの処理装置において、
上記加熱手段が、長尺樹脂フィルムを乾燥させる乾燥手段により構成されていることを特徴とし、
請求項8に係る発明は、
請求項5または6に記載の発明に係る長尺樹脂フィルムの処理装置において、
上記加熱手段が、長尺樹脂フィルムの少なくとも一方の面をプラズマ処理するプラズマ処理手段若しくはイオンビーム処理するイオンビーム処理手段により構成されていることを特徴とするものである。
長尺樹脂フィルムを搬送する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段を連続して設け、かつ、隙間を介し対向して配置された1組の冷却板により上記冷却手段を構成すると共に、一方の上記ロールから送り出された長尺樹脂フィルムを加熱手段で加熱処理し、次いで、上記冷却手段を構成する冷却板間の上記隙間を通過させて長尺樹脂フィルムを冷却処理した後、冷却された長尺樹脂フィルムを他方の上記ロールに接触させて搬送することを特徴としている。
ロール・トゥ・ロール方式の搬送手段を構成する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段が連続して設けられ、この冷却手段が隙間を介し対向して配置された1組の冷却板により構成されると共に、一方の上記ロールから送り出されて加熱処理された長尺樹脂フィルムを冷却板間の上記隙間を通過させた後に他方のロールに接触させて搬送するようになっている。
ε1:長尺樹脂フィルムの放射率
ε2:冷却板の放射率
σ:シュテファン−ボルツマン定数 5.67×10−8J/(sm2K4)
T1:長尺樹脂フィルムの温度
T2:冷却板の温度(冷媒温度25℃ 298K)
長尺樹脂フィルムの0.1秒後の温度=T1−Δt1 (2)
Δt1:0.1秒間、1cm四方の範囲で長尺樹脂フィルムがT1での放射熱の熱量から算出される温度低下値
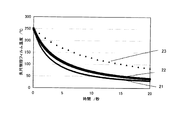
図2のグラフ図に示されたシミュレーション結果(符号21で示すグラフ参照)によれば、冷却板の温度を25℃として、250℃まで加熱された長尺樹脂フィルムを約4秒間で100℃まで冷却することができる。上記処理装置では、長尺樹脂フィルムの搬送条件にもよるが、冷却板として厚さ5mmの銅板を用い、片面に黒色クロムめっきを施し、もう一方の面に銅配管をロウ付けし銅配管に25℃の冷媒を流すことで250℃まで加熱された長尺樹脂フィルムを約4秒間で100℃まで冷却できると推定できる。尚、符号21で示すグラフは冷却板の放射率を0.95とした場合のシミュレーション結果、符号22で示すグラフは冷却板の放射率を0.6とした場合のシミュレーション結果である。
[実施例1]
長尺樹脂フィルム11として、厚さ38μm、幅500mmのポリイミド系フィルム(東レ・デュポン社製 商品名カプトン)を巻出軸5に長さ1000m取り付けた。
[実施例2]
長尺樹脂フィルム11として、厚さ35μm、幅500mmのポリイミド系フィルム(宇部興産社製 商品名ユーピレックス)を巻出軸5に長さ1000m取り付けた。
[実施例3]
長尺樹脂フィルム11として、厚さ16μm、幅250mmのアラミドフィルム(帝人アドバンストフィルム社製 商品名アラミカ)を巻出軸5に長さ1000m取り付けた。
[比較例1]
冷却板13a、13bを設置しなかったこと以外は実施例1と同様の条件で、厚さ38μm、幅500mm、長さ1000mのポリイミド系フィルム(東レ・デュポン社製 商品名カプトン)を加熱乾燥処理したところ、200m以降にポリイミド系フィルムの斜行が確認され、かつ、この斜行に起因して巻取軸6に巻取ったポリイミド系フィルムに巻きずれが確認された。また、ロール7cを通過する直前のポリイミド系フィルムの表面温度(すなわち、ヒーター9a、9bを通過後、6秒後のポリイミド系フィルムの表面温度)は160℃であった。
[比較例2]
冷却板13a、13bを設置しなかったこと以外は実施例2と同様の条件で、厚さ35μm、幅500mm、長さ1000mのポリイミド系フィルム(宇部興産社製 商品名ユーピレックス)を加熱乾燥処理したところ、500m以降にポリイミド系フィルムの斜行が確認され、かつ、この斜行に起因して巻取軸6に巻取ったポリイミド系フィルムに巻きずれが確認された。ロール7cを通過する直前のポリイミド系フィルムの表面温度は160℃であった。
[比較例3]
冷却板13a、13bを設置しなかったこと以外は実施例3と同様の条件で、厚さ16μm、幅250mm、長さ1000mのアラミドフィルム(帝人アドバンストフィルム社製 商品名アラミカ)を加熱乾燥処理したところ、処理したアラミドフィルムの所々に薄い皺が発生していた。また、ロール7c近傍に付設された表面電位計12でアラミドフィルムの表面電位を測定したところ−10kV〜−1kVの値を示した。
2 真空ポンプ
3 バルブ
4 真空チャンバー
5 巻出軸
6 巻取軸
7a,7b,7c,7d ロール
8 真空計
9a,9b ヒーター
10 熱電対
11 長尺樹脂フィルム
12 表面電位計
13a,13b 冷却板
21 冷却板の放射率を0.95とした場合のシミュレーション結果を示すグラフ
22 冷却板の放射率を0.6とした場合のシミュレーション結果を示すグラフ
23 冷却板を用いない場合の実測値を示すグラフ
Claims (8)
- 巻出軸に巻回された長尺樹脂フィルムをロール・トゥ・ロール方式により搬送して巻取軸に巻取ると共に、上記巻出軸と巻取軸間の搬送路上において搬送中の長尺樹脂フィルムに対し減圧雰囲気下で加熱処理する長尺樹脂フィルムの処理方法において、
長尺樹脂フィルムを搬送する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段を連続して設け、かつ、隙間を介し対向して配置された1組の冷却板により上記冷却手段を構成すると共に、一方の上記ロールから送り出された長尺樹脂フィルムを加熱手段で加熱処理し、次いで、上記冷却手段を構成する冷却板間の上記隙間を通過させて長尺樹脂フィルムを冷却処理した後、冷却された長尺樹脂フィルムを他方の上記ロールに接触させて搬送することを特徴とする長尺樹脂フィルムの処理方法。 - 上記冷却手段を構成する冷却板の長尺樹脂フィルムと対向する面の放射率が、0.60以上であることを特徴とする請求項1に記載の長尺樹脂フィルムの処理方法。
- 上記加熱処理が、長尺樹脂フィルムの乾燥処理であることを特徴とする請求項1または2に記載の長尺樹脂フィルムの処理方法。
- 上記加熱処理が、長尺樹脂フィルムの少なくとも一方の面に対するプラズマ処理若しくはイオンビーム処理であることを特徴とする請求項1または2に記載の長尺樹脂フィルムの処理方法。
- 減圧室と、この減圧室内に設けられ巻回した長尺樹脂フィルムを巻出す巻出軸と、減圧室内に設けられ上記巻出軸から巻出された長尺樹脂フィルムを巻取る巻取軸と、上記巻出軸と巻取軸間の搬送路上に設けられかつロール・トゥ・ロール方式の搬送手段を構成する複数のロールと、搬送中の長尺樹脂フィルムを加熱処理する加熱手段を備える長尺樹脂フィルムの処理装置において、
上記ロール・トゥ・ロール方式の搬送手段を構成する隣り合う1組のロール・ロール間の搬送路上に加熱手段と冷却手段が連続して設けられ、この冷却手段が隙間を介し対向して配置された1組の冷却板により構成されると共に、一方の上記ロールから送り出されて加熱処理された長尺樹脂フィルムを冷却板間の上記隙間を通過させた後に他方のロールに接触させて搬送するようになっていることを特徴とする長尺樹脂フィルムの処理装置。 - 上記冷却手段を構成する冷却板の長尺樹脂フィルムと対向する面の放射率が、0.60以上であることを特徴とする請求項5に記載の長尺樹脂フィルムの処理装置。
- 上記加熱手段が、長尺樹脂フィルムを乾燥させる乾燥手段により構成されていることを特徴とする請求項5または6に記載の長尺樹脂フィルムの処理装置。
- 上記加熱手段が、長尺樹脂フィルムの少なくとも一方の面をプラズマ処理するプラズマ処理手段若しくはイオンビーム処理するイオンビーム処理手段により構成されていることを特徴とする請求項5または6に記載の長尺樹脂フィルムの処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262707A JP5071339B2 (ja) | 2008-10-09 | 2008-10-09 | 長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262707A JP5071339B2 (ja) | 2008-10-09 | 2008-10-09 | 長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089413A true JP2010089413A (ja) | 2010-04-22 |
| JP5071339B2 JP5071339B2 (ja) | 2012-11-14 |
Family
ID=42252599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008262707A Active JP5071339B2 (ja) | 2008-10-09 | 2008-10-09 | 長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5071339B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010228180A (ja) * | 2009-03-26 | 2010-10-14 | Ube Ind Ltd | 巻き替えポリイミドフィルムロール及びその製造方法 |
| JP2012071438A (ja) * | 2010-09-28 | 2012-04-12 | Itochu Corp | 樹脂フィルムの熱処理方法 |
| JP2012135889A (ja) * | 2010-12-24 | 2012-07-19 | Seiko Epson Corp | 記録装置 |
| JP2018010020A (ja) * | 2017-10-24 | 2018-01-18 | 日東電工株式会社 | 光学部材の検査方法、光学製品の製造方法、及び、光学部材の検査装置 |
| CN116394553A (zh) * | 2023-02-13 | 2023-07-07 | 湖州森诺氟材料科技有限公司 | 一种增强聚四氟乙烯微孔膜层间结合力的设备及方法 |
| CN117261054A (zh) * | 2023-10-25 | 2023-12-22 | 桥本精密五金模具(深圳)有限公司 | 一种聚酯薄膜用加热装置及加热方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101470141B1 (ko) | 2013-04-12 | 2014-12-05 | 김태형 | 필름 열처리장치 |
| CN108527898B (zh) * | 2018-04-02 | 2019-12-06 | 江阴市格瑞包装材料有限公司 | 一种多层共挤膜的抗卷曲处理工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52126475A (en) * | 1976-04-15 | 1977-10-24 | Tatsumi Seisakushiyo Kk | Apparatus for continuous treating of synthetic film * etc* using plasma |
| JPS53100936A (en) * | 1977-02-15 | 1978-09-02 | Mitsubishi Heavy Ind Ltd | Vacuum evaporating method |
| JPS5481807A (en) * | 1977-12-13 | 1979-06-29 | Ulvac Corp | Method of producing magnetic record |
| JPH02286324A (ja) * | 1989-04-28 | 1990-11-26 | Matsushita Electric Ind Co Ltd | フィルムの温度処理方法 |
-
2008
- 2008-10-09 JP JP2008262707A patent/JP5071339B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52126475A (en) * | 1976-04-15 | 1977-10-24 | Tatsumi Seisakushiyo Kk | Apparatus for continuous treating of synthetic film * etc* using plasma |
| JPS53100936A (en) * | 1977-02-15 | 1978-09-02 | Mitsubishi Heavy Ind Ltd | Vacuum evaporating method |
| JPS5481807A (en) * | 1977-12-13 | 1979-06-29 | Ulvac Corp | Method of producing magnetic record |
| JPH02286324A (ja) * | 1989-04-28 | 1990-11-26 | Matsushita Electric Ind Co Ltd | フィルムの温度処理方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010228180A (ja) * | 2009-03-26 | 2010-10-14 | Ube Ind Ltd | 巻き替えポリイミドフィルムロール及びその製造方法 |
| JP2012071438A (ja) * | 2010-09-28 | 2012-04-12 | Itochu Corp | 樹脂フィルムの熱処理方法 |
| JP2012135889A (ja) * | 2010-12-24 | 2012-07-19 | Seiko Epson Corp | 記録装置 |
| US9211727B2 (en) | 2010-12-24 | 2015-12-15 | Seiko Epson Corporation | Recording apparatus |
| JP2018010020A (ja) * | 2017-10-24 | 2018-01-18 | 日東電工株式会社 | 光学部材の検査方法、光学製品の製造方法、及び、光学部材の検査装置 |
| CN116394553A (zh) * | 2023-02-13 | 2023-07-07 | 湖州森诺氟材料科技有限公司 | 一种增强聚四氟乙烯微孔膜层间结合力的设备及方法 |
| CN116394553B (zh) * | 2023-02-13 | 2024-01-30 | 湖州森诺氟材料科技有限公司 | 一种增强聚四氟乙烯微孔膜层间结合力的设备及方法 |
| CN117261054A (zh) * | 2023-10-25 | 2023-12-22 | 桥本精密五金模具(深圳)有限公司 | 一种聚酯薄膜用加热装置及加热方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5071339B2 (ja) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5071339B2 (ja) | 長尺樹脂フィルムの処理方法と長尺樹脂フィルムの処理装置 | |
| US11261520B2 (en) | Roll-to-roll surface treatment device, and film deposition method and film deposition device using same | |
| JP5278218B2 (ja) | 長尺樹脂フィルム処理装置およびロール冷却装置と、ロール冷却方法および長尺樹脂フィルムとロールの冷却方法 | |
| EP3495534B1 (en) | Long substrate treatment apparatus and treatment method | |
| JP2009203055A (ja) | ウェブロールの製造方法 | |
| JP5741522B2 (ja) | 長尺体の表面処理装置と表面処理方法および銅張積層樹脂フィルム基板の製造方法 | |
| JP5892056B2 (ja) | 長尺樹脂フィルムの冷却装置と冷却方法および長尺樹脂フィルムの表面処理装置 | |
| JP6205954B2 (ja) | 樹脂フィルムの熱処理方法、それを用いためっき積層体の製造方法及びその熱処理装置 | |
| JP2010121188A (ja) | 金属積層樹脂フィルム基板及びその製造方法 | |
| JP6508080B2 (ja) | キャンロールと長尺体の処理装置および処理方法 | |
| US20200131627A1 (en) | Heat treatment apparatus for a vacuum chamber, deposition apparatus for depositing material on a flexible substrate, method of heat treatment of a flexible substrate in a vacuum chamber, and method for processing a flexible substrate | |
| JP6772664B2 (ja) | ロールツーロール方式の表面処理装置並びにこれを用いた成膜方法及び成膜装置 | |
| JP6252402B2 (ja) | 加熱ロールおよびそれを備えた成膜装置 | |
| JP2001098381A (ja) | 真空処理装置および真空処理方法 | |
| TW202134451A (zh) | 箔基材的真空熱處理裝置、箔基材的熱處理方法 | |
| JP5849934B2 (ja) | 真空成膜装置と真空成膜方法 | |
| JP5741517B2 (ja) | 長尺体の表面処理装置と表面処理方法および銅張積層樹脂フィルム基板の製造方法 | |
| JP6287537B2 (ja) | 脱ガス装置 | |
| JP2012132080A (ja) | キャンロール上でのシワ伸ばし方法及びシワ伸ばし装置、並びにこれを備えた成膜装置 | |
| JP6264110B2 (ja) | 塗布物の製造装置および製造方法 | |
| JP2017101270A (ja) | 薄膜形成装置および薄膜形成方法 | |
| KR20250149135A (ko) | 미니챔버를 포함하는 진공 롤-투-롤 시스템 | |
| JP6544249B2 (ja) | キャンロールと真空成膜装置および長尺体の成膜方法 | |
| JP2019035103A (ja) | 導電層積層フィルムの製造方法 | |
| JP2014126222A (ja) | 乾燥装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120724 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120806 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5071339 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |