JP2010089349A - 発泡樹脂成形品の接合構造 - Google Patents
発泡樹脂成形品の接合構造 Download PDFInfo
- Publication number
- JP2010089349A JP2010089349A JP2008260684A JP2008260684A JP2010089349A JP 2010089349 A JP2010089349 A JP 2010089349A JP 2008260684 A JP2008260684 A JP 2008260684A JP 2008260684 A JP2008260684 A JP 2008260684A JP 2010089349 A JP2010089349 A JP 2010089349A
- Authority
- JP
- Japan
- Prior art keywords
- trim
- molded product
- resin molded
- foamed resin
- rib
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 112
- 239000011347 resin Substances 0.000 title claims abstract description 112
- 238000000465 moulding Methods 0.000 title abstract description 41
- 239000000463 material Substances 0.000 claims abstract description 27
- 238000003466 welding Methods 0.000 claims abstract description 16
- 238000005187 foaming Methods 0.000 claims abstract description 10
- 230000000694 effects Effects 0.000 claims abstract description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 14
- 238000010097 foam moulding Methods 0.000 claims description 8
- 238000005096 rolling process Methods 0.000 claims description 2
- 238000002347 injection Methods 0.000 abstract description 16
- 239000007924 injection Substances 0.000 abstract description 16
- 238000005304 joining Methods 0.000 abstract description 15
- 230000002787 reinforcement Effects 0.000 abstract description 5
- 230000008030 elimination Effects 0.000 abstract 1
- 238000003379 elimination reaction Methods 0.000 abstract 1
- 230000014759 maintenance of location Effects 0.000 abstract 1
- 230000036544 posture Effects 0.000 abstract 1
- 239000000243 solution Substances 0.000 abstract 1
- 239000000047 product Substances 0.000 description 68
- 238000000034 method Methods 0.000 description 14
- 238000007493 shaping process Methods 0.000 description 7
- 238000005429 filling process Methods 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 239000006260 foam Substances 0.000 description 5
- 239000004088 foaming agent Substances 0.000 description 5
- 229920003002 synthetic resin Polymers 0.000 description 5
- 239000000057 synthetic resin Substances 0.000 description 5
- 230000013011 mating Effects 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
Images













Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
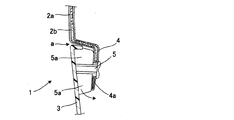
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
【選択図】図10
Description
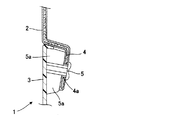
20 トリムアッパー(発泡樹脂成形品)
21 スキン層
22 発泡層
23 接合用フランジ
24 取付座面
25 取付孔
26 リブ
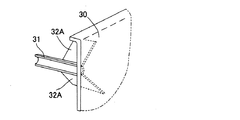
30 トリムロア(樹脂成形品)
31 溶着用ボス
32 補強リブ
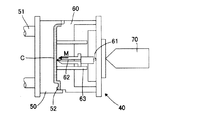
40 成形金型
50 可動側金型
51 プレスラム
52 凹部
60 固定側金型
61 ホットランナ
62 バルブゲート
63 エジェクタピン
70 射出機
C キャビティ
M 発泡樹脂材料
P 半成形品
S 発泡スペース
Claims (1)
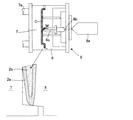
- 可動側金型(50)と固定側金型(60)との間で画成されるキャビティ(C)内に発泡樹脂材料(M)を射出充填した後、可動側金型(50)を後退操作することにより、発泡スペース(S)を確保し、所要形状に発泡成形してなる発泡樹脂成形品(20)と、所要形状に成形された樹脂成形品(30)との接合構造であって、樹脂成形品(30)の裏面に立設した溶着用ボス(31)を発泡樹脂成形品(20)の取付孔(25)内に挿入し、取付孔(25)周囲の取付座面(24)に対して溶着用ボス(31)周りの補強リブ(32)を突き合わせて発泡樹脂成形品(20)と樹脂成形品(30)とを接合させる発泡樹脂成形品(20)の接合構造において、
前記発泡樹脂成形品(20)における取付座面(24)には、樹脂成形品(30)の補強リブ(32)との干渉を回避できる位置で、かつ端末寄りにリブ(26)が一体化され、可動側金型(50)の後退操作時、リブ(26)のアンカー効果により、取付座面(24)の端末側における板厚が有効に確保され、取付座面(24)と補強リブ(32)との突き当て作用で樹脂成形品(30)の転がり不良を抑えるようにしたことを特徴とする発泡樹脂成形品の接合構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260684A JP5190952B2 (ja) | 2008-10-07 | 2008-10-07 | 発泡樹脂成形品の接合構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008260684A JP5190952B2 (ja) | 2008-10-07 | 2008-10-07 | 発泡樹脂成形品の接合構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089349A true JP2010089349A (ja) | 2010-04-22 |
| JP5190952B2 JP5190952B2 (ja) | 2013-04-24 |
Family
ID=42252538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008260684A Expired - Fee Related JP5190952B2 (ja) | 2008-10-07 | 2008-10-07 | 発泡樹脂成形品の接合構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5190952B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000202911A (ja) * | 1999-01-18 | 2000-07-25 | Kasai Kogyo Co Ltd | 樹脂製部品の接合方法 |
| JP2007130966A (ja) * | 2005-11-14 | 2007-05-31 | Kasai Kogyo Co Ltd | 発泡樹脂成形品の成形方法及び成形金型 |
-
2008
- 2008-10-07 JP JP2008260684A patent/JP5190952B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000202911A (ja) * | 1999-01-18 | 2000-07-25 | Kasai Kogyo Co Ltd | 樹脂製部品の接合方法 |
| JP2007130966A (ja) * | 2005-11-14 | 2007-05-31 | Kasai Kogyo Co Ltd | 発泡樹脂成形品の成形方法及び成形金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5190952B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6206555B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP6015921B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP5971073B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP2012139967A (ja) | 複層部材の製造方法 | |
| JP2009262499A (ja) | 発泡樹脂成形品並びにその成形方法 | |
| JP5190952B2 (ja) | 発泡樹脂成形品の接合構造 | |
| JP5164206B2 (ja) | 発泡樹脂成形品並びにその成形方法 | |
| JP4251443B2 (ja) | 自動車用内装部品の製造方法 | |
| JP4889119B2 (ja) | 発泡樹脂成形品の成形方法並びに成形装置 | |
| JP4743860B2 (ja) | 発泡樹脂成形品の成形方法及び成形金型 | |
| WO2014058059A1 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP2006130878A (ja) | 発泡樹脂成形品の成形方法及び成形金型 | |
| JP2009262433A (ja) | 発泡樹脂成形品の成形方法 | |
| JP2010089348A (ja) | 発泡樹脂成形品の接合構造 | |
| JP2010234688A (ja) | 発泡樹脂成形品の接合構造 | |
| JP5099827B2 (ja) | 発泡樹脂成形品およびその成形金型 | |
| JP2008155395A (ja) | 積層成形品の成形方法並びに成形装置 | |
| JP2005138797A (ja) | 自動車用内装部品 | |
| JP4999471B2 (ja) | 樹脂成形パネル | |
| JP2014073796A (ja) | シート用バックパッド及びその製造方法 | |
| JP4692456B2 (ja) | 樹脂発泡成形体の製造方法 | |
| JP5393252B2 (ja) | 発泡樹脂成形品の成形方法 | |
| JP5103199B2 (ja) | 自動車用内装部品 | |
| JP2009248436A (ja) | 発泡樹脂成形品の成形方法並びに成形金型 | |
| JP5013474B2 (ja) | 発泡樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130124 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160208 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |