JP2010088237A - 導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 - Google Patents
導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 Download PDFInfo
- Publication number
- JP2010088237A JP2010088237A JP2008256291A JP2008256291A JP2010088237A JP 2010088237 A JP2010088237 A JP 2010088237A JP 2008256291 A JP2008256291 A JP 2008256291A JP 2008256291 A JP2008256291 A JP 2008256291A JP 2010088237 A JP2010088237 A JP 2010088237A
- Authority
- JP
- Japan
- Prior art keywords
- conductive terminal
- terminal component
- support member
- bent
- brush
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Motor Or Generator Frames (AREA)
- Motor Or Generator Current Collectors (AREA)
- Dc Machiner (AREA)
Abstract
【解決手段】ブラシ16と、ブラシホルダ3と、コネクタ11bと、導電ターミナル部品31と、を備えた導電ターミナル装置Tの製造方法に関する。
導電ターミナル部品原型を、平板より打ち抜く第1の工程と、導電ターミナル原型の切り欠き部31a以外の部分を固定場所として固定するとともに、切り欠き部31aに対して固定場所と反対側の一部に力を加えて、切り欠き部31aが閉じる方向に向けて折り曲げることにより屈曲部分31Aを形成して、導電ターミナル部品31を形成する第2の工程と、ブラシホルダ3に導電ターミナル部品31を装着するとともに、ブラシ16及びコネクタ11bに電気的に接続する第3の工程とを行う。
【選択図】図1
Description
このブラシは、通常ブラシホルダに格納され、このブラシホルダは、ヨークハウジング開口部に嵌着される。
このように接続されているため、外部電源から供給される電力は、導電ターミナル部品からブラシへと伝達され、電機子を回転させる駆動力となる。
つまり、導電部材からなるブランク材から必要な形状にプレス加工することにより、形成されている(図11参照)。
このように使用される導電ターミナル部品は、ブラシホルダ内で電機子を避けるため(ブラシホルダに形成された電機子挿入孔に沿って)、大きく略コ字形状に湾曲している。
このため、構造が複雑なものとなり、図11に示すように、1枚のブランク材からプレスされる導電ターミナル部品の個数は限定されており、歩留まりが悪いという問題があった。
図11に示す例によると、歩留まり率は、約15%程度になる。
このような問題を解決するために、導電ターミナル部品を効率よく製造する技術が種々開発されている(特許文献1参照)。
特許文献1に記載の導電ターミナル片は、1本の細長プレートとして打ち抜かれ、この打ち抜かれた細長プレートの所定箇所を折り曲げることによって、所定形状の導電ターミナル片が形成される。
このため、導電ターミナル片の厚みを一定にすることができない。
また、重畳した部分は、部材が二重に重なっているため、材料コストが高くなる。
このように、導電ターミナル部品原型は、屈曲部分が完全に屈曲していない状態、すなわち一本の細長い形状に近い状態で打ち抜かれる。
よって、屈曲した部分を多く有する形状を打ち抜くよりも、歩留まり率を高めることができる。
また、この導電ターミナル部品原型の切り欠き部分を閉じるようにして屈曲させることによって、導電ターミナル部品が形成されるため、屈曲部分が重なりあうことがなく、一定の厚さの導電ターミナル部品を形成することができる。
更に、導電ターミナル部品原型の切り欠き部分を閉じるようにして屈曲させるため、小さい力で確実かつ容易に設計通りの屈曲部分を形成することができる。
以上のように、本発明に係る導電ターミナル部品及びこれを備える導電ターミナル装置によれば、歩留まり率が向上するとともに、品質の安定した製品を提供することが可能となる。
よって、切り欠き部を効率よく確実に屈曲させることができる。
この導電ターミナル部品原型は、導電ターミナルの屈曲部分が完全に屈曲していない状態であるとともに、導電ターミナル屈曲部分の内隅となる位置に切り欠き部が形成された状態に構成されている。
このように、導電ターミナル部品原型は、屈曲部分が完全に屈曲していない状態、すなわち一本の細長い形状に近い状態で打ち抜かれるため、屈曲した部分を多く有する形状を打ち抜くよりも、歩留まり率を高めることができる。
更に、導電ターミナル部品原型の切り欠き部分を閉じるようにして屈曲させるため、小さい力で確実かつ容易に設計通りの屈曲部分を形成することができる。
以上のように、本発明によれば、材料コストを高騰させることなく、材料歩留まりを向上させることができる。
また、厚さを一定に形成することができ、品質の安定した製品を提供することができる。
なお、以下に説明する構成は本発明を限定するものでなく、本発明の趣旨の範囲内で種々改変することができるものである。
本実施形態は、材料コストを高騰させることなく、材料歩留まりを向上させることができるとともに、品質の安定した導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置に関するものである。
なお、図10は折り曲げ装置の改変例を示す説明図である。
本実施形態に係るモータMは、モータ本体部2、ブラシホルダ3を有して構成されている。
本実施形態に係るモータ本体部2は、ヨークハウジング4、マグネット5、電機子6、回転軸7、整流子9を有して構成されている。
ヨークハウジング4は有底略円筒状の部材であり、後述する電機子6を被覆し、その内部に格納する。
電機子6は、薄板を複数枚積層することにより形成され、表面に巻線が旋回された回転体であり、この巻線に通電されることにより発生する電磁力と、マグネット5の磁力の相互作用により回転する。
また、他端側(出力側)もまた、ベアリング8により回転可能に支承されている。
整流子9は、外部電源より給電されるブラシ16と接触し、整流を行う電極であり、電機子6の出力側に配設されている。
ブラシホルダ3は、ヨークハウジング4の開口部4aを被覆する樹脂製のエンドハウジング11を有して一体的に構成されている。
このエンドハウジング11は、ヨークハウジング4の開口部4aに嵌着されるハウジング本体部11aと、このハウジング本体部11aから径方向外側へ延設されるコネクタ11bとにより構成されている。
このように、導電ターミナル部品31を介して、外部電源はブラシ16に供給される。
なお、ブラシホルダ3、コネクタ11b、ブラシ16、導電ターミナル部品31により、外部電源より電機子6に給電する電気回路が一体的に形成され、導電ターミナル装置Tが構成される。
本実施形態において、製造される導電ターミナル部品31は、最終的には、図11に示す導電ターミナル部品131と同様の形状に形成されるものである。
一般的に、図11に示すA部のような屈曲した部分は、非常に歩留まり率が悪い。
このため、本実施形態に係る導電ターミナル部品31は、原始的には図2に示すように、屈曲部分(図11のA部参照)の曲率を下げた状態(つまり、出来るだけ直線に近い状態)となるように打ち抜かれる。
このようにして打ち抜かれるものが、「導電ターミナル原型」に相当する。
つまり、図11の状態で打ち抜く場合には、歩留まり率が約15%程度となるのに比して、図2の状態で打ち抜く場合には、歩留まり率は約30%程度に向上する。
このように、原始的な打ち抜き形状を変更することによって、材料の歩留まり率が飛躍的に向上する。
このような屈曲点を「屈曲点31A」と記す。
図3に示すように、屈曲点31Aは、折り曲げられた際に内隅となる部分に、折り曲げを容易にし、部材が重畳することを回避するために凹部31aが形成されている。
また、この凹部31aに対向する、折り曲げられた際に出隅となる部分には、外周が略円弧形状に形成された凸部31bが形成されている。
このようにして折り曲げられた後の状態を図4に示す。
また、同様の操作を繰り返すか、若しくは、反対側の端部である反対側先端部H2を固定して同様の操作を繰り返すと、略コ字形状に屈曲した導電ターミナル部品31が形成される。
図4に示すように、このような処理を施すことによって、凹部31aの空隙が閉じて、元々の凹部31aの角度分、屈曲点31Aが屈曲する。
図5に示すように、凹部31aは、頂角α°の略二等辺三角形状に切り欠かれたスリットとして形成される。
また、凸部31bは、外周が略円弧状のアールを有する凸部として形成され、凹部31aを覆うように、対向して配設される。
このように構成されているため、屈曲点31Aは、凹部31aの頂角付近を曲げ中心点(以下、「中心点O」と記す)として、この間隙を閉塞しながら屈曲する。
よって、簡易に所定形状を形成することができる。
なお、本実施形態においては、頂角α°は、約45°に形成されるが、これに限られることはなく、完成品の導電ターミナル部品31の形状に応じて、頂角α°は適宜決定されるものである。
なお、導電ターミナル部品31の原始形状は、公知の打ち抜き装置により公知の方法でブランク材より打ち抜かれる。
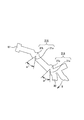
図6により、本実施形態に係る折り曲げ装置Sを説明する。
本実施形態に係る第1治具S1は、導電ターミナル部品31の一端部を固定するための部材であり、下方支持部材S11と上方支持部材S12とを有して構成されている。
下方支持部材S11と上方支持部材S12は、略直方体状の部材であり、積層した状態で使用される。
このスペーサP,Pが配設されている部分に、導電ターミナル部品31の一端部が挟持される。
なお、スペーサP,Pは、下方支持部材S11と上方支持部材S12と一体形成されていてもよい。
導電ターミナル挟持溝S22の幅は、導電ターミナル部品31の幅とほぼ同じ幅に形成されており、導電ターミナル部品31の他端側(第1治具S1に固定されていない側の端部)はこの導電ターミナル挟持溝S22に挟持可能に構成されている。
図7に示すように、導電ターミナル部品31の一端部側は、下方支持部材S11と上方支持部材S12に形成されたスペーサP,P間に挟持される。
このとき、導電ターミナル部品31の厚さをK1、スペーサPの厚さをK2とすると、下方支持部材S11と上方支持部材S12との間の間隙はK1+2×K2となるが、こ2×K2分の幅が、導電ターミナル部品31の他端部側の移動代となる。
つまり、屈曲点31Aの「遊嵌状態」を形成する所定間隔は、本実施形態においては、2×K2となる。
なお、スペーサPが一方にしか備えられない場合は、所定間隔はK2となる。
つまり、上下方向に各々スペーサPの厚さ分(すなわちK2分)しか膨出の余地はない。
このため、安定した高品質の製品を提供することができる。
なお、本実施形態においては、スペーサPの厚さは0.1mmに設定されているが、これに限られることはなく、諸事情に応じてスペーサPの厚さは適宜決定される。
また、本実施形態においては、スペーサP,Pは、下方支持部材S11及び上方支持部材S12の略中央付近から、一頂点へ向かって斜め方向に配設される。
これは、導電ターミナル部品31の他端部を移動させる際に、移動範囲を確保するためである。
つまり、導電ターミナル部品31の他端部を移動させる際に、下方支持部材S11及び上方支持部材S12と導電ターミナル部品31若しくは第2治具S2とが接触することを防止するためである。
また、スペーサPの設置箇所、個数、導電ターミナル部品31の配設方向及び配設位置等は、一例を示すものであり、屈曲点31Aを中心として、一端部を固定して他端部を屈曲のために移動させることができる構成であれば、どのような構成であってもよい。
図示は省略するが、ブラシホルダ3自体は公知のホルダであり、2個の導電ターミナル部品31を配設する配設溝が2個形成されている。
2個の導電ターミナル部品31は、この2個の配設溝に配設されて、結線等によりブラシ16やコネクタ11b等各部品に電気的に接続される。
このように、導電ターミナル部品31を介して、外部電源はブラシ16に供給されるように構成される。
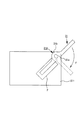
この改変例では、上記第1治具S1の構造が異なる。
改変例に係る第1治具S1´は、下方支持部材S11´と上方支持部材S12´により構成されている。
本例に係る上方支持部材S12´は、下方支持部材S11´と同形に成されており、下方支持部材S11´を被覆する。
この係止溝L1の深さは、導電ターミナル部品31の厚さとほぼ同一に形成されるとともに、その形状は、導電ターミナル部品31の端部の形状と整合する形状に形成される。
屈曲溝L2の係止溝L1との連続部分の一方側(下方支持部材S11´の中央側)には、略扇形形状に切り欠かれた凸部逃がし溝L21が形成されている。
この凸部逃がし溝L21は、屈曲点31Aを屈曲させた際に、凸部31bが外側方向に広がる広がり代を吸収する。
このように、改変例においては、下方支持部材S11´に形成された係止溝L1に導電ターミナル部品31の一端部側を係止し、第2治具S2に係止された導電ターミナル部品31の他端部側にG方向の力を加えることによって、屈曲部分31Aが容易に屈曲する。
なお、第2治具S2の先端側は、屈曲部分31Aには係らない位置に保持される。
4‥ヨークハウジング、4a‥開口、
5‥マグネット、6‥電機子、7‥回転軸、8‥ベアリング、9‥整流子、
11‥エンドハウジング、
11a‥ハウジング本体部、11b‥コネクタ、16‥ブラシ、
31,131‥導電ターミナル部品、31A‥屈曲点、
31a‥凹部、31b‥凸部、
H1‥先端部、H2‥反対側先端部
L1‥係止溝、L2‥屈曲溝、L21‥凸部逃がし溝
M‥モータ、
O‥中心点、
P‥スペーサ、
S‥折り曲げ装置、S1,S1´‥第1治具、
S2‥第2治具、S22‥導電ターミナル挟持溝、
S11,S11´‥下方支持部材、S12,S12´‥上方支持部材、
T‥導電ターミナル装置
Claims (6)
- 回転電機を構成する電機子に給電するためのブラシと、絶縁材料で形成され前記電機子を貫通させるための挿入孔を有するブラシホルダと、外部電源に接続される接続端子を有するコネクタと、導電材料で形成されるとともに前記接続端子と電気的に接続された導電ターミナル部品と、を備えた導電ターミナル装置の製造方法であって、
前記導電ターミナルの屈曲部分が完全に屈曲していない状態であるとともに、前記導電ターミナルの前記屈曲部分の内隅となる位置に切り欠き部が形成された導電ターミナル部品原型を、導電材料である平板より打ち抜く第1の工程と、
前記導電ターミナル原型の前記切り欠き部以外の部分を固定場所として固定するとともに、前記切り欠き部に対して前記固定場所と反対側の一部に力を加えて、前記切り欠き部を支点として前記切り欠き部が閉じる方向に向けて前記切り欠き部を面方向に折り曲げることにより前記屈曲部分を形成して、前記導電ターミナル部品を形成する第2の工程と、
前記ブラシホルダに前記導電ターミナル部品を装着するとともに、前記ブラシ及び前記コネクタに電気的に接続する第3の工程と、を行うことを特徴とする導電ターミナル装置の製造方法。 - 前記導電ターミナル部品の前記切り欠き部以外の前記固定場所は、第1の治具により挟持固定されており、
前記切り欠き部は、前記第1の治具とは所定間隔だけ離隔した遊嵌状態となっていることを特徴とする請求項1に記載の導電ターミナル装置の製造方法。 - 前記第1の治具は、前記導電ターミナル部品を載置支持する下方支持部材と、前記導電ターミナル部品を挟持した状態で前記下方支持部材に積層される上方支持部材とを有して構成されており、
前記導電ターミナル部品の前記切り欠き部以外の前記固定場所は、前記下方支持部材の上面側及び前記上方支持部材の下面側の少なくとも一方に配設されたスペーサを介して、前記下方支持部材及び前記上方支持部材に挟持されており、
前記所定間隔は、前記下方支持部材の上面側及び前記上方支持部材の下面側の一方に前記スペーサが配設されている場合には、前記スペーサの厚さ分であるとともに、前記下方支持部材の上面側及び前記上方支持部材の下面側の双方に前記スペーサが配設されている場合には、両スペーサの厚さの和となることを特徴とする請求項2に記載の導電ターミナル装置の製造方法。 - 前記導電ターミナル部品の前記切り欠き部以外の前記固定場所は、第1の治具に形成された係止溝に挟着固定され、
前記切り欠き部に対して前記固定場所と反対側の端部側は、第2の治具に形成された前記端部側を挟持する導電ターミナル挟持溝に挟持され、
前記屈曲部分は、前記切り欠き部を支点として前記切り欠き部が閉じる方向に向けて、前記端部側に前記第2治具とともに力を加えて前記端部側を移動させることによって形成されることを特徴とする請求項1に記載の導電ターミナル装置の製造方法。 - 回転電機を構成する電機子を貫通させるための挿入孔を有するブラシホルダに配設されるとともに、前記電機子に給電するためのブラシと外部電源に接続される接続端子を有するコネクタとを電気的に接続する導電ターミナル部品であって、
前記導電ターミナル部品には、少なくとも一つの屈曲部分が形成されており、
前記屈曲部分は、該屈曲部分が完全に屈曲していない状態であるとともに、前記屈曲部分の内隅となる位置に切り欠き部が形成された導電ターミナル部品原型を、前記切り欠き部を支点として前記切り欠き部が閉じる方向に向けて、前記切り欠き部を面方向に折り曲げて形成されていることを特徴とする導電ターミナル部品。 - 回転電機を構成する電機子に給電するためのブラシと、絶縁材料で形成され前記電機子を貫通させるための挿入孔を有するブラシホルダと、外部電源に接続される接続端子を有するコネクタと、導電材料で構成された導電ターミナル部品と、を備え、
該導電ターミナル部品には、少なくとも一つの屈曲部分が形成されており、
前記屈曲部分は、該屈曲部分が完全に屈曲していない状態であるとともに、前記屈曲部分の内隅となる位置に切り欠き部が形成された導電ターミナル部品原型を、前記切り欠き部を支点として前記切り欠き部が閉じる方向に向けて、前記切り欠き部を面方向に折り曲げて形成され、
前記導電ターミナル部品は、前記接続端子及び前記ブラシと電気的に接続されていることを特徴とする導電ターミナル装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256291A JP5237741B2 (ja) | 2008-10-01 | 2008-10-01 | 導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008256291A JP5237741B2 (ja) | 2008-10-01 | 2008-10-01 | 導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010088237A true JP2010088237A (ja) | 2010-04-15 |
| JP5237741B2 JP5237741B2 (ja) | 2013-07-17 |
Family
ID=42251638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008256291A Expired - Fee Related JP5237741B2 (ja) | 2008-10-01 | 2008-10-01 | 導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5237741B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001037407A1 (fr) * | 1999-11-18 | 2001-05-25 | Mitsubishi Denki Kabushiki Kaisha | Dispositif d'alimentation en courant pour moteurs cc et leur procede de fabrication |
| JP2002198245A (ja) * | 2000-12-27 | 2002-07-12 | Nittoku Eng Co Ltd | 巻線装置および巻線方法 |
| JP2002315256A (ja) * | 2001-04-10 | 2002-10-25 | Asmo Co Ltd | モータの導電ターミナル装置及びその製造方法 |
-
2008
- 2008-10-01 JP JP2008256291A patent/JP5237741B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001037407A1 (fr) * | 1999-11-18 | 2001-05-25 | Mitsubishi Denki Kabushiki Kaisha | Dispositif d'alimentation en courant pour moteurs cc et leur procede de fabrication |
| JP2002198245A (ja) * | 2000-12-27 | 2002-07-12 | Nittoku Eng Co Ltd | 巻線装置および巻線方法 |
| JP2002315256A (ja) * | 2001-04-10 | 2002-10-25 | Asmo Co Ltd | モータの導電ターミナル装置及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5237741B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12046959B2 (en) | Ground terminal, cover assembly and motor comprising same | |
| JP5264323B2 (ja) | モータ | |
| JP4902438B2 (ja) | 電動モータ | |
| CN104885183B (zh) | 触点端子的组装构造以及具备其的电磁继电器 | |
| JP4562093B2 (ja) | 回転電機および回転電機の製造方法 | |
| CN105518977B (zh) | 电机 | |
| US20180183199A1 (en) | Flexible member linking method | |
| WO2009133942A1 (ja) | モータ | |
| CN108886295B (zh) | 马达和马达的制造方法 | |
| US20220271611A1 (en) | Motor device | |
| JP5877075B2 (ja) | 集中巻モータ | |
| JP2012242648A (ja) | レンズ駆動装置 | |
| JP2007273289A (ja) | 電磁継電器 | |
| JP5237741B2 (ja) | 導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置 | |
| US10873235B2 (en) | DC motor with a positive temperature coefficient thermistor | |
| JP7024320B2 (ja) | モータ | |
| WO2022054168A1 (ja) | 回転電機及び回転電機の製造方法 | |
| CN108352756A (zh) | 电动机 | |
| JP2010207025A (ja) | モータ | |
| WO2022185752A1 (ja) | 電磁継電器及び電磁継電器の製造方法 | |
| JP5066135B2 (ja) | 振動モータ | |
| JP5042748B2 (ja) | 導電ターミナル装置、回転電機、及び導電ターミナル装置の製造方法 | |
| JP2018107839A (ja) | 回転電機用固定子コア及び固定子、並びに回転電機 | |
| JP2006121805A (ja) | ブラシ装置 | |
| JP5706199B2 (ja) | 電磁回転機及びその製造方法並びに電磁回転機の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130329 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5237741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |