JP2010083614A - 部品収納装置 - Google Patents
部品収納装置 Download PDFInfo
- Publication number
- JP2010083614A JP2010083614A JP2008254143A JP2008254143A JP2010083614A JP 2010083614 A JP2010083614 A JP 2010083614A JP 2008254143 A JP2008254143 A JP 2008254143A JP 2008254143 A JP2008254143 A JP 2008254143A JP 2010083614 A JP2010083614 A JP 2010083614A
- Authority
- JP
- Japan
- Prior art keywords
- moving body
- component
- frame
- storage
- instruction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Warehouses Or Storage Devices (AREA)
Abstract
【課題】 必要な部品を正しく効率的に取り出すことが可能な、簡単な構成であって低コストな部品収納装置の提供。
【解決手段】 XY座標系に配置された複数の部品収納部の位置を選択的に指示するための指示手段を前記XY座標軸に沿って駆動して、前記部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示するようにした。このようにすると、X座標軸及び/又はY座標軸に沿って移動させるといった簡単な駆動機構だけで前記指示手段をXY座標系のいずれかのXY座標位置に位置づけて、部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示することができることから、作業者が必要な部品を正しく効率的に取り出すことが可能な部品収納装置を低コストで実現することができるようになる。
【選択図】 図1
【解決手段】 XY座標系に配置された複数の部品収納部の位置を選択的に指示するための指示手段を前記XY座標軸に沿って駆動して、前記部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示するようにした。このようにすると、X座標軸及び/又はY座標軸に沿って移動させるといった簡単な駆動機構だけで前記指示手段をXY座標系のいずれかのXY座標位置に位置づけて、部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示することができることから、作業者が必要な部品を正しく効率的に取り出すことが可能な部品収納装置を低コストで実現することができるようになる。
【選択図】 図1
Description
本発明は、部品を収納する部品収納装置に関する。特に、作業者が必要な部品を正しく効率的に取り出すことを、コストをかけることなく実現することのできる技術に関する。
作業者が例えばプリント配線基板(回路基板)上に手作業でICやトランジスタ、コンデンサあるいは抵抗器といった電子部品を実装する際に、またはプリンターなどの精密機械の組み立て時におけるネジ等の一般部品や印字装置などのモジュール化された機構部品を取り付ける際に、作業者が必要な部品を効率よく取り出すことができるように、作業者のすぐ傍らにはそれらの部品を種類毎に分けて保管してある部品箱を多数収納した部品収納装置が配置されている。従来知られた部品収納装置においては、収納棚に配置されている個々の部品箱の上又は下に付けられたLEDなどの表示器を点灯あるいは点滅することによって、使用者に対して次に取り出すべき部品が1乃至複数保管された部品箱(の収納位置)をわかりやすく指示するようにしている。また、各部品箱には一対の送光素子と受光素子とで構成された照光式センサ(フォトセンサなど)が配置されており、このセンサによって作業者が該部品箱から取り出した部品の数をカウントするようにもなっている。しかし、上記したように個々の部品箱毎に表示器や照光式センサを配置するにはそれらのコストが高くまた配線や制御用のインタフェース等の設置に手間が掛かるために、最近では部品箱1個1個ではなく部品箱を収納する収納棚毎に前記表示器や照光式センサを配置したものが知られている。こうした部品収納装置の一例を挙げると、下記に示す特許文献1に記載の装置がある。
特開2006−305521号公報
ところで、上記したような従来知られた装置においては部品箱を収納する個々の収納棚に表示器や照光式センサを配置しているが、これによると収納棚の数によっては配置すべき表示器や照光式センサの数が多くなって結局はかなりのコストと設置の手間が掛かることとなる。そこで、表示器や照光式センサを収納棚の周囲を囲むフレーム上にマトリックス状つまり収納棚の列及び行単位に1つずつ配置することによって、表示器や照光式センサの数を減らしてコストや設置の手間を減ずることが考えられる。しかし、そうしたものでは横又は縦に長い(あるいは短い)他とは異なる形状の部品箱が収納棚に混在して収納されたような場合に、使用者に対して取り出すべき部品が多数保管された部品箱を正しく指示することができないし、また使用者が取り出した部品の数を正しくカウントすることができずに都合が悪い。
本発明は上述の点に鑑みてなされたもので、収納棚に収納される部品箱の大きさ/形状に関係なしに、作業者が必要な部品を正しく効率的に取り出すことを可能にした、簡単な構成であって低コストの部品収納装置を提供することを目的とする。
本発明の請求項1に係る部品収納装置は、XY座標系に配置された複数の部品収納部と、前記部品収納部の位置を選択的に指示するための指示手段と、前記指示手段を前記部品収納部が配置されたXY座標軸に沿って駆動する駆動手段とを具えてなり、前記駆動手段により前記指示手段を駆動し、前記部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示することを特徴とする。
本発明によると、XY座標系に配置された複数の部品収納部の位置を選択的に指示するための指示手段を前記XY座標軸に沿って駆動して、前記部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示するようにした。このようにすると、X座標軸及び/又はY座標軸に沿って移動させるといった簡単な駆動機構だけで前記指示手段をXY座標系のいずれかのXY座標位置に位置づけて、部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示することができることから、作業者が必要な部品を正しく効率的に取り出すことが可能な部品収納装置を低コストで実現することができるようになる。
本発明の請求項2に係る部品収納装置は、部品を種類毎に保管した部品箱を多数収納する収納棚と、該収納棚に収納された部品箱から作業者が部品を取り出すための開口部とを有する筐体からなる部品収納装置において、部品の取り出し指示を受信する受信手段と、前記筐体に対応する大きさに形成された枠状のフレームと、部品箱からの部品取り出しを検知する1個のセンサを構成する送光素子と受光素子のうち送光素子のみを有する第1の移動体と、前記送光素子に対応する受光素子のみを有する第2の移動体と、前記フレームにおいて上下及び左右にわけてそれぞれ前記第1の移動体と前記第2の移動体とを互いに対向する位置に位置づけると共に、前記受信した部品の取り出し指示に従って前記第1の移動体及び第2の移動体をその対向位置関係を保持したまま前記フレームに沿って上下及び左右に移動する駆動手段とを具えてなり、前記フレームに沿って上下に移動される第1の移動体と第2の移動体とからなる1個のセンサと、前記フレームに沿って左右に移動される第1の移動体と第2の移動体とからなる1個のセンサとの位置関係に従って、部品が保管されている部品箱の収納位置を指示することを特徴とする。
本発明によると、センサを構成する送光素子と受光素子とをそれぞれ分けて配置した第1の移動体と第2の移動体からなる2個のセンサに関して、部品の取り出し指示に従って一方を前記フレームに沿って上下に移動し、他方を前記フレームに沿って左右に移動するようにした。すなわち、前記フレームに沿って上下に移動される第1の移動体と第2の移動体とからなる1個のセンサと、前記フレームに沿って左右に移動される第1の移動体と第2の移動体とからなる1個のセンサの計2個のセンサのみを用い、それらを部品の取り出し指示に従って移動させることにより前記センサの位置関係から、作業者が取り出すべき部品が保管されている部品箱の収納位置を特定することができるようになっている。このように、部品箱からの部品取り出しを検知するために必要なセンサを2個使用するだけでよく、またこれらのセンサをフレームに沿って上下及び左右に移動させるといった簡単な駆動機構だけで、作業者に対して部品が保管されている部品箱の収納位置を指示することができるので、作業者が必要な部品を正しく効率的に取り出すことをコストをかけることなく実現することができる。
本発明の請求項6に係る部品収納装置は、部品を種類毎に保管した部品箱を多数収納する収納棚と、該収納棚に収納された部品箱から作業者が部品を取り出すための開口部とを有する筐体からなる部品収納装置において、部品の取り出し指示を受信する受信手段と、前記部品箱の大きさ/形状にあわせて形成された枠状の移動体であって、該枠内において互いに対向する位置に配置された送光素子と受光素子とからなるセンサを含むものと、前記部品の取り出し指示に従って、前記移動体を部品が保管されている部品箱の収納位置に位置づける駆動手段とを具える。これによっても、作業者が必要な部品を正しく効率的に取り出すことをよりコストをかけることなく実現することができる。
この発明によれば、部品箱からの部品取り出しを検知するために必要なセンサが少なくてすみ、またこのセンサを移動させるには簡単な駆動機構だけでよいことから、作業者が必要な部品を正しく効率的に取り出すことをコストをかけることなく実現できる、という優れた効果を得る。
以下、この発明の実施の形態を添付図面に従って詳細に説明する。
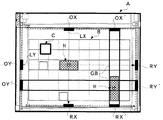
図1は、本発明に係る部品収納装置の一実施例の全体構成を示した正面概略図である。この部品収納装置は例えば床面から立ち上がる直方体の内部空間を区画する箱形の筐体Bを具えており、この筐体Bの内部空間には複数段(ここでは6段)の収納棚Tが形成されている。個々の収納棚Tには、ICやトランジスタ、コンデンサあるいは抵抗器といった電子部品やネジ類その他の部品などを種類毎に1乃至複数保管してある部品箱Hが複数個収納される。この例では、3段目の収納棚Tに10個の部品箱H(1〜10)が棚内位置(図中において便宜的に点線を付してある範囲)毎に1個ずつ収納されている。なお、筐体Bの前方は開口しており、作業者はこの筐体Bの開口部から電子部品などを補充するために部品箱Hそのものを出し入れしたり、筐体Bの内部に収納された部品箱Hから随時にプリント配線基板上に実装する電子部品を必要な数だけ取り出したりすることができるようになっている。
なお、収納棚Tに垂直に立ち上がる平面からなる隔壁を複数設けることによって複数のセルを形成することで、作業者が前もって部品箱Hを収納する収納位置として明確に区画分けしておくようにしてもよい。
なお、ここに示す例において、上記部品箱Hを収納した収納位置は、筐体Bの直方体空間に設定される二次元座標系すなわちXY座標系により特定されるものとする。すなわち、収納棚Tの垂直方向位置(つまり何段目の収納棚か)はY座標値で特定され、収納棚Tの水平方向位置(前記収納棚における棚内位置又はセル)はX座標値で特定される。こうした部品箱Hを収納する収納位置を特定するX,Yの座標位置情報は、前もってセンチやミリ単位で測定した座標位置の値を部品情報(詳しくは各位置に収納される部品箱Hに保管される電子部品に関する情報)などと共に記憶しておく。
なお、ここに示す例において、上記部品箱Hを収納した収納位置は、筐体Bの直方体空間に設定される二次元座標系すなわちXY座標系により特定されるものとする。すなわち、収納棚Tの垂直方向位置(つまり何段目の収納棚か)はY座標値で特定され、収納棚Tの水平方向位置(前記収納棚における棚内位置又はセル)はX座標値で特定される。こうした部品箱Hを収納する収納位置を特定するX,Yの座標位置情報は、前もってセンチやミリ単位で測定した座標位置の値を部品情報(詳しくは各位置に収納される部品箱Hに保管される電子部品に関する情報)などと共に記憶しておく。
筐体Bの開口部前方には(図1において手前側)、部品ピッキング位置表示/確認機構Aが前記筐体Bに対して着脱可能に取り付けられる。部品ピッキング位置表示/確認機構Aは、取り付ける筐体Bに対応する大きさに形成された外枠となるフレームF内に、棚(Y軸)指示機構と棚内位置(X軸)指示機構とを具える。棚(Y軸)指示機構および棚内位置(X軸)指示機構は、前記筐体B内部に収納された複数の部品箱H個々の収納位置を作業者に対して指示するためのものである。この部品ピッキング表示/確認機構Aは図示しない制御部を具えてなり、例えば部品実装位置指示装置などの外部のコンピュータ(図示されず)に接続されて、前記外部のコンピュータから送信されるプリント配線基板上に次に実装する電子部品の種類等に関する指示データに基づき、前記筐体B内部において次に作業者が取り出すべき電子部品が保管してある部品箱Hの収納位置を作業者に対して指示する制御を行う。すなわち、部品実装位置指示装置によるプリント配線基板上の部品実装位置にスポット光を照射して作業者に対し電子部品の実装位置を指示する動作などと連携して、前記実装位置に実装する電子部品を作業者が正しく取り出すように、当該電子部品が入った部品箱の収納位置を指示させることが可能となっている。
以下では、棚(Y軸)指示機構および棚内位置(X軸)指示機構はどちらも同じ構成であるものとして説明できることから、主に棚(Y軸)指示機構の構成について説明する。図1に示すように、棚(Y軸)指示機構は第1移動体OYと第2移動体RYとを具える。第1及び第2移動体OY,RYには、一方に送光素子が他方に受光素子が組み込まれており、第1移動体OY及び第2移動体RYとが対に組み合わされることで1つの照光式センサ(フォトセンサ)として機能するようになっている。したがって、図1に示すように、本実施例において第1及び第2移動体OY,RYは所定の対向面で互いが向き合うように配置されている。
前記第1及び第2移動体OY,RYは、フレームFに固定された床面から垂直方向に立ち上がるガイドレールGYに沿って上下方向(Y軸方向)にスライド移動することができるようになっている。ただし、こうした移動の際にも、第1及び第2移動体OY,RYは常に互いに向き合った状態を保持しておく必要がある。そこで、この実施例においては第1及び第2移動体OY,RYの上記した移動の実現にあたって、第1及び第2移動体OY,RYに以下に示すような駆動機構を連結している。図1に示すように、駆動機構は、第1及び第2移動体OY,RYを相対する同一の途中位置にそれぞれ結合して固定することができる移動用ベルトBYと、前記移動用ベルトBYをテンションをかけた状態に巻き回すプーリPYを両端に具えた上下に配置された1対の回転自在のY軸回転シャフトSYと、前記Y軸回転シャフトSYの一方を回転駆動するための駆動源MYとから構成されればよい。駆動源MYには、例えばサーボモータやステッピングモータなどの電動モータを用いるとよい。
前記駆動源MYにより発生された回転は、駆動源MY及び筐体Bの上方に配置されたY軸回転シャフトSYの駆動源MY側に近い一端に設けられている1対のプーリPYに巻き付けられた環状ベルトKYにより、上方に配置されたY軸回転シャフトSYに伝達されて該Y軸回転シャフトSYが回転する。上記したように、このY軸回転シャフトSYの両端には移動用ベルトBYが巻き回されていることから、上方のY軸回転シャフトSYが回転することに応じて左右に配置されたそれぞれの移動用ベルトBYも回転する。このとき左右に配置されたそれぞれの移動用ベルトBYは同じように回転することから、この移動用ベルトBYにそれぞれ結合されている第1および第2移動体OY,RYは互いが向き合った状態を保持したまま上下に移動することになる。
このようにして、駆動源MY(及び駆動源MX)を回転駆動するだけで、対向配置された第1移動体OY及び第2移動体RY(及び第1移動体OX及び第2移動体RX)をその対向した状態を保持したままで上下方向(又は左右方向)に移動させることができるようにしている。なお、前記駆動源MYにより発生された回転を前記第1移動体OY及び第2移動体RY、又は前記駆動源MXにより発生された回転を第1移動体OX及び第2移動体RXに伝達するために、上記実施例では環状ベルトKY(KX)を用いたがこれに限らず、ギア機構を用いてもよいことは言うまでもない。
この部品収納装置では、同じように移動する第1移動体OY及び第2移動体RYと、第1移動体OX及び第2移動体RXとがそれぞれ移動した後に、前記第1移動体OY及び第2移動体RYとにより結ばれる仮想的な直線と前記第1移動体OX及び第2移動体RXとにより結ばれる仮想的な直線とが直交(クロス)する位置が、作業者が取り出すべき電子部品が保管してある部品箱Hの収納位置を指示することになる。図1に示した例では、互いに対向する第1移動体OYと第2移動体RYとを結ぶ仮想的な直線により3段目の棚位置であることを示すと共に、互いに対向する第1移動体OXと第2移動体RXとを結ぶ仮想的な直線が左から2番目の棚内位置であることを示すことから、前記各仮想的な直線が目視により直交(クロス)する箇所にある「部品箱2」の位置が、作業者が取り出すべき電子部品が保管してある部品箱Hの収納位置に特定される。実際には、作業者は第1移動体OY及び第2移動体RY、第1移動体OX及び第2移動体RXとの位置関係だけでなく、前記第1移動体OY及び前記第1移動体OXそれぞれが有する送光素子から記第2移動体RY及び前記第2移動体RXそれぞれが有する受光素子に向かって発せられた光の状態を目視することによって、その互いの光がクロスしている箇所を部品箱Hの収納位置として特定する。勿論、互いの光が実際に交差している必要はなく筐体Bの前方から目視した際に平面上で交差していればよいことは言うまでもない。
互いに対向する第1移動体OY及び第2移動体RYは、対に組み合わされることで1つの照光式センサとして機能することは既に述べたとおりであり、このことから作業者が指示された収納位置にある部品箱Hから電子部品を取り出したことを検知できるのは当然に理解できる。勿論、これに伴い作業者が同じ部品箱Hから繰り返し電子部品を取り出した回数をカウントできることは言うまでもない。上記した実施態様によると、部品箱Hの大きさ/形状が異なったものが収納棚Tに混在して収納されているような場合であっても、作業者に対して取り出すべき電子部品が多数保管された部品箱Hの収納位置を指示することができ便利である。
なお、上記した駆動機構は1例であって他の機構であってもよい。例えば、2個の駆動源によるものでなく1個の駆動源だけで、第1移動体OY及び第2移動体RYと、第1移動体OX及び第2移動体RXとをXY座標系に従って移動できる機構など、どのような機構であってもよい。
次に、この発明に係る部品収納装置において、作業者に対して次に取り出すべき電子部品の入った部品箱の収納位置を指示する処理について、図2を用いて説明する。図2は、収納位置指示処理の一実施例を示すフローチャートである。
ステップS1は、外部の部品実装位置指示装置(例えばコンピュータ)などから受信した指示データと予め定義したX,Yの座標位置情報とに従って、移動先の座標位置を決定する。ステップS2は、前記決定した座標位置に基づき第1移動体OY及び第2移動体RY、及び/又は第1移動体OX及び第2移動体RXをそれぞれ移動して位置づける。上記したように、作業者は移動後に位置づけられた前記各移動体の位置関係や光の軌跡(光跡)を目視することによって部品箱Hの収納位置を特定できる。ステップS3は、移動後の第1移動体OY及び第2移動体RY、及び/又は第1移動体OX及び第2移動体RXからなるそれぞれの照光式センサが作業者の動作を検知したか否かを判定する。ステップS4は、第1移動体OY及び第2移動体RYからなる照光式センサ(棚位置(段)検知用)と、第1移動体OX及び第2移動体RXからなる照光式センサ(棚内位置検知用)の両センサが共に作業者の動作を検知したか否かを判定する。
両センサが共に作業者の動作を所定時間以上経過してもまったく検知しない、あるいはどちらか一方のみが作業者の動作を検知したと判定した場合には(ステップS4のYES)、前記特定した収納位置にある部品箱Hから作業者による電子部品の取り出しがなされていないものとして、作業者に対して取り出し位置違いを警告する(ステップS5)。この取り出し位置違いを警告する方法としては、フレームF上などに別途設けたブザー音を鳴らしたりLEDを点滅したりするなどして作業者に対して警告を行うようにするとよい。勿論、これに限らない。なお、どちらか一方のみが作業者の動作を検知し警告を行った場合には、取り出し位置違いを警告された作業者が電子部品を取り出そうとした部品箱Hから(何も取らずに)手を戻すことに応じて前記取り出し位置違いの警告を停止するようにしてよい。あるいは、別途確認用ボタンを設けておき、これを操作することで警告を停止するようにしてもよい。上記ステップS5の処理の後には、ステップS4の処理に戻る。
一方、両センサが共に作業者の動作を検知したと判定した場合には(ステップS4のYES)、前記特定した収納位置にある部品箱Hから作業者による電子部品の取り出しがなされたものとして、取り出し回数をカウント(+1)する(ステップS6)。すなわち、作業者が次に取り出すべき電子部品をいれた部品箱Hの収納位置は、上述したように、第1移動体OY及び第2移動体RYとにより結ばれる仮想的な直線と第1移動体OX及び第2移動体RXとにより結ばれる仮想的な直線とが直交(クロス)する位置であることから、作業者がその指定された部品箱Hから正しく電子部品を取り出したか否かの判定は、前記第1移動体OY及び第2移動体RYらなるそれぞれの照光式センサ、前記第1移動体OX及び第2移動体RXからなる照光式センサの両センサが共に作業者の動作を検知した場合に限られる。したがって、両センサが共に作業者の動作を検知した場合を、作業者が指定どおりに正しく電子部品を取り出したものとしてその取り出し回数をカウントする。
ステップS7は、指示データに基づく所定数だけ前記指定された収納位置にある部品箱Hから作業者が電子部品を取り出したかを判定する。所定数取り出していないと判定した場合には(ステップS7のNO)、上記ステップS3の処理に戻ってステップS3〜S7までの処理を繰り返し実行する。所定数取り出したと判定した場合には(ステップS7のYES)、指示データに基づく終了指示又は作業者による終了操作に基づき組み立て作業が終了であるか否かを判定する(ステップS8)。組み立て作業が終了でないと判定した場合には(ステップS8のNO)、上記ステップS1の処理に戻ってステップS1〜S8までの処理を繰り返し実行する。すなわち、次に取り出すべき電子部品に関し、作業者に部品箱Hの収納位置を指示するための処理を続けて実行する。組み立て作業が終了であると判定した場合には(ステップS8のYES)、当該処理を終了する。
以上のようにして、1個の照光式センサを構成する送光素子と受光素子とをそれぞれ第1及び第2移動体OY,RY(OX,RX)に分けて配置し、互いに対向する位置に配置された第1の移動体OY(OX)と第2の移動体RY(RX)とからなる2組の組み合わせを、部品の取り出し指示に従ってそれぞれ前記フレームFに沿って上下又は左右にスライド移動させるようにした。すなわち、2個のセンサのみを用い、一方を前記フレームに沿って上下に移動させ、もう一方を前記フレームに沿って左右に移動させることにより位置づけられた前記各センサの位置関係から、作業者がプリント配線基板上に実装すべき次の部品が保管されている部品箱の収納位置を特定する。このようにすると、部品箱からの部品取り出しを検知するために必要なセンサを2個使用するだけでよく、またこれらのセンサをフレームに沿って上下及び左右に移動させるといった簡単な駆動機構だけで、作業者に対して実装すべき次の部品が保管されている部品箱の収納位置を指示することができるので、作業者が実装順に従って必要な電子部品を正しく効率的に取り出すことをコストをかけることなく実現することができる。
また、本発明に係る部品収納装置は、部品ピッキング位置表示/確認機構Aを筐体Bの前方(開口部側)に取り付けるだけで実施できることから、既存の筐体に対しても容易に適用できるという利点もある。
ところで、上述した実施例では、作業者は第1移動体OY及び第2移動体RYからなる棚(Y軸)指示機構と、第1移動体OX及び第2移動体RXからなる棚内位置(X軸)指示機構との位置関係だけでなく、第1移動体OY(OX)及び第2移動体RY(RX)が対となって構成される照光式センサにより発せられる光の軌跡(光跡)を目視して、その光の軌跡(光跡)がクロスしている箇所を部品箱Hの収納位置として特定するようにしたが、前記照光式センサにより発せられる光は弱く拡散されやすいので、特に明るい場所などでは明確に目視しにくい。そこで、作業者に対してより明確に部品箱Hの収納位置を指示するための他の実施態様をいくつか図3に示す。
まず、第1の実施態様として、第1移動体OY(OX)にレーザ光を発生するレーザ光発生器LY(LX)を配置しておき、上記した照光式センサの移動後に該レーザ光発生器LY(LX)から第2移動体RY(RX)に対してレーザ光を照射する。すると、該レーザ光発生器LY(LX)から発せられるレーザ光は照光式センサにより発せられる光と比べ、空間中に細軸の光の軌跡(光跡)として明確なライン表示となって現れることから、作業者は明るい場所であってもこれらのライン表示に従ってそれぞれのライン表示が交差する箇所を部品箱Hの収納位置として明確に特定することができる。勿論、互いのライン表示(レーザー光)が実際に交差している必要はなく筐体Bの前方から目視した際に平面上で交差していればよいことは言うまでもない。
第2の実施態様として、互いが向き合うように配置された第1移動体OY´(OX´)と第2移動体RY´(RX´)とを例えば硬質のゴムなどからなる紐状部材GB(ゴム状部材)で繋げておくことで、これらがあたかも1つの大きな枠を形成するようにしておき、上記した照光式センサの移動に応じてこの大きな枠がそれぞれ上下(左右)に移動するようにしておく。すると、図示のように、前記大きな枠のうち互いの枠が重なる箇所があるので、その重なっている箇所が部品箱Hの収納位置として指示される。このように、作業者に対して光よりもより明確な枠という物体によって部品箱Hの収納位置を指示する。
上記した第1及び第2の実施態様によると特に、部品箱Hの大きさ/形状が異なったものが収納棚Tに混在して収納されているような場合であっても(図中では、一例として横に長い部品箱11や縦に長い部品箱12が示してある)、作業者に対してより明確に取り出すべき電子部品が多数保管された部品箱Hの収納位置を指示することができるので都合がよい。
また、第3の実施態様として、枠によって部品箱Hの収納位置を指示する場合であって、ゴムなどで部品箱Hの大きさ/形状(あるいはセルの大きさ/形状)にあわせて形成したゴム枠Cなどを1つだけ配置しておき、これを駆動機構(図示せず)によって移動させることで作業者に対して部品箱Hの収納位置を指示するようにしてもよい。この場合、前記ゴム枠C内に互いに対向する位置に配置された送光素子と受光素子とからなる照光式センサを1個のみ配置しておけばよい。すなわち、部品箱Hを収納する1つのセルの大きさ/形状に形成した可動枠(ゴム枠C)に照光センサを配置し、該可動枠を垂直方向(Y軸方向)及び水平方向(X軸方向)に平面移動させることによって、前記照光センサを構成する互いに対向する位置にある送光素子と受光素子とをそれぞれ別々の移動体により移動させるのではなく、前記送光素子と受光素子とを1つの可動枠により一体的に移動させることによって、部品箱Hの収納位置を指示すると共に作業者による電子部品の取り出しを検知することができるようにしている。
モジュール化された機構部品などを作業者が順番に組み付けて製品(例えばプリンターなどの精密機械等)を製造するモジュール組み立て時に用いられ、ネジ等の一般の小部品や、製品を構成する例えば電源装置や印字装置(プリンタヘッドやトナー吸着機)などのモジュール化された機構部品を種類毎に1乃至複数収納した部品箱を多数収納しておき、取り付け指示に従って作業者が次に組み付ける部品を取り出すことのできる機構部品用の部品収納装置は、実質的に図1又は図3に示したプリント配線基板用の部品収納装置の構成と同様であり、ここでは説明を省略する。
A…部品ピッキング位置表示/確認機構、B…筐体、C…ゴム枠、F…フレーム、H…部品箱、T…収納棚、BY(BX)…移動用ベルト、KY(KX)…環状ベルト、OY(OX)…第1移動体、RY(RX)…第2移動体、GY(GX)…ガイドレール、SY(SX)…回転シャフト、PY(PX)…プーリ、GB…ゴム状部材、MY(MX)…駆動源、LY(LX)…レーザ光発生器
Claims (6)
- XY座標系に配置された複数の部品収納部と、
前記部品収納部の位置を選択的に指示するための指示手段と、
前記指示手段を前記部品収納部が配置されたXY座標軸に沿って駆動する駆動手段と
を具えてなり、
前記駆動手段により前記指示手段を駆動し、前記部品収納部の中の1つを前記指示手段を位置づけたX座標位置とY座標位置との組み合わせで可視的に指示することを特徴とする部品収納装置。 - 部品を種類毎に保管した部品箱を多数収納する収納棚と、該収納棚に収納された部品箱から作業者が部品を取り出すための開口部とを有する筐体からなる部品収納装置において、
部品の取り出し指示を受信する受信手段と、
前記筐体に対応する大きさに形成された枠状のフレームと、
部品箱からの部品取り出しを検知する1個のセンサを構成する送光素子と受光素子のうち送光素子のみを有する第1の移動体と、
前記送光素子に対応する受光素子のみを有する第2の移動体と、
前記フレームにおいて上下及び左右にわけてそれぞれ前記第1の移動体と前記第2の移動体とを互いに対向する位置に位置づけると共に、前記受信した部品の取り出し指示に従って前記第1の移動体及び第2の移動体をその対向位置関係を保持したまま前記フレームに沿って上下及び左右に移動する駆動手段と
を具えてなり、
前記フレームに沿って上下に移動される第1の移動体と第2の移動体とからなる1個のセンサと、前記フレームに沿って左右に移動される第1の移動体と第2の移動体とからなる1個のセンサとの位置関係に従って、部品が保管されている部品箱の収納位置を指示することを特徴とする部品収納装置。 - 前記第1の移動体又は前記第2の移動体はレーザ光を発生するレーザ光発生手段をさらに有してなり、対向する位置に位置づけられた他方の移動体に対してレーザ光を照射し、部品が保管されている部品箱の収納位置をレーザ光によるライン表示によって指示することを特徴とする請求項2に記載の部品収納装置。
- 前記第1の移動体と第2の移動体とはそれらを結ぶ1つの枠を有してなるものであって、前記フレームに沿って上下に移動される第1の移動体と第2の移動体とを結ぶ枠と、前記フレームに沿って左右に移動される第1の移動体と第2の移動体とを結ぶ枠とが重なる位置を、部品が保管されている部品箱の収納位置として指示することを特徴とする請求項2又は3に記載の部品収納装置。
- 前記フレームに沿って上下に移動される第1の移動体と第2の移動体とからなる1個のセンサと、前記フレームに沿って左右に移動される第1の移動体と第2の移動体とからなる1個のセンサが共に部品箱からの部品取り出しを検知した場合に、正しく部品が取り出されたことを検出する検出手段をさらに具えたことを特徴とする請求項2乃至4のいずれかに記載の部品収納装置。
- 部品を種類毎に保管した部品箱を多数収納する収納棚と、該収納棚に収納された部品箱から作業者が部品を取り出すための開口部とを有する筐体からなる部品収納装置において、
部品の取り出し指示を受信する受信手段と、
前記部品箱の大きさ/形状にあわせて形成された枠状の移動体であって、該枠内において互いに対向する位置に配置された送光素子と受光素子とからなるセンサを含むものと、
前記部品の取り出し指示に従って、前記移動体を部品が保管されている部品箱の収納位置に位置づける駆動手段と
を具える部品収納装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254143A JP2010083614A (ja) | 2008-09-30 | 2008-09-30 | 部品収納装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254143A JP2010083614A (ja) | 2008-09-30 | 2008-09-30 | 部品収納装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010083614A true JP2010083614A (ja) | 2010-04-15 |
| JP2010083614A5 JP2010083614A5 (ja) | 2011-11-17 |
Family
ID=42247956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254143A Pending JP2010083614A (ja) | 2008-09-30 | 2008-09-30 | 部品収納装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010083614A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105236058A (zh) * | 2015-09-10 | 2016-01-13 | 国网山东商河县供电公司 | 一种电力资料存储架 |
| CN109607030A (zh) * | 2018-12-05 | 2019-04-12 | 苏州大学附属第医院 | 自动发药系统及控制方法 |
| CN111924389A (zh) * | 2019-05-13 | 2020-11-13 | 河南森源电气股份有限公司 | 立体库运行定位方法及控制装置 |
-
2008
- 2008-09-30 JP JP2008254143A patent/JP2010083614A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105236058A (zh) * | 2015-09-10 | 2016-01-13 | 国网山东商河县供电公司 | 一种电力资料存储架 |
| CN105236058B (zh) * | 2015-09-10 | 2017-04-26 | 国网山东商河县供电公司 | 一种电力资料存储架 |
| CN109607030A (zh) * | 2018-12-05 | 2019-04-12 | 苏州大学附属第医院 | 自动发药系统及控制方法 |
| CN109607030B (zh) * | 2018-12-05 | 2021-03-16 | 苏州大学附属第一医院 | 自动发药系统及控制方法 |
| CN111924389A (zh) * | 2019-05-13 | 2020-11-13 | 河南森源电气股份有限公司 | 立体库运行定位方法及控制装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9104981B2 (en) | Robot teaching system and method using imaging based on training position | |
| JP5424686B2 (ja) | 対回路基板作業システム | |
| US9272623B2 (en) | Display device | |
| US9272377B2 (en) | Production system and article producing method | |
| JP2010201550A (ja) | 組立作業支援装置 | |
| JP2010083614A (ja) | 部品収納装置 | |
| CN1970224A (zh) | 加工机械的工具信息显示装置 | |
| JP2005347352A (ja) | フィーダ交換台車およびそれを備えた実装機 | |
| JPWO2004086839A1 (ja) | 部品供給装置関連情報読取装置 | |
| WO2009088019A1 (ja) | 単軸リニアモータ、多軸リニアモータ及び部品移載装置 | |
| JP2005029391A (ja) | 作業支援装置 | |
| CN106961828B (zh) | 管理装置 | |
| US20150094154A1 (en) | Game machine | |
| EP2953439B1 (en) | Electronic component mounting system and electronic component mounting method | |
| JP2019102511A (ja) | 部品実装装置及び部品実装システム | |
| CN104133127A (zh) | 多功能联动测试设备 | |
| JP2013156219A (ja) | 計器装置 | |
| JP2005347347A (ja) | 実装機 | |
| JP2017189122A (ja) | 試料観察装置 | |
| JP2010083614A5 (ja) | ||
| JP6102664B2 (ja) | 操作レバー装置 | |
| JP6895306B2 (ja) | ステージ装置 | |
| JP5497424B2 (ja) | 液晶表示装置および表示機能付き機器 | |
| JP3902463B2 (ja) | 電子部品装着装置 | |
| JP2005347346A (ja) | 実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110930 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110930 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20130205 |