JP2010082972A - Decorative material - Google Patents
Decorative material Download PDFInfo
- Publication number
- JP2010082972A JP2010082972A JP2008254375A JP2008254375A JP2010082972A JP 2010082972 A JP2010082972 A JP 2010082972A JP 2008254375 A JP2008254375 A JP 2008254375A JP 2008254375 A JP2008254375 A JP 2008254375A JP 2010082972 A JP2010082972 A JP 2010082972A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- acrylate
- meth
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
Description
本発明は、壁面材や造作材、建具等の建装材や家具等の表面装飾に用いる化粧シートを木質系基材に積層してなる化粧材に関するものである。 The present invention relates to a decorative material obtained by laminating a decorative sheet used for surface decorations such as wall materials, artificial materials, building materials such as fittings, and furniture, etc., on a wooden base material.
従来から、壁面材や造作材、建具等の建装材や家具等の表面装飾に、天然木材の無垢材や突板合板等を使用するために、耐光性、耐汚染性、耐摩耗性、耐スクラッチ性等の各種耐性や風合い、意匠性を向上させるために、無垢材や突板合板等の表面に塗料を塗装していた。 Traditionally, solid wood and veneer plywood, etc., are used for surface decorations such as wall materials, artificial materials, joinery materials such as joinery, and furniture. In order to improve various resistances such as scratch resistance, texture, and design properties, paint has been applied to the surface of solid wood or veneer plywood.
しかしながら、塗装作業は例えば、突板表面を研削、シーラーを塗布、乾燥、目止め材を塗布、目止め剤を除去、サンディングシーラーを塗布、乾燥、サンディング、塗料を塗布等、工程数が多く煩雑であり(特許文献1参照)、しかも塗装工程での廃溶剤の廃棄や溶剤臭の発生など、環境に対する負荷も大きいという問題があった。 However, the painting work involves many steps, such as grinding the surface of the veneer, applying a sealer, drying, applying a sealant, removing the sealant, applying a sanding sealer, drying, sanding, and applying paint. Yes (see Patent Document 1), and there is also a problem that the burden on the environment is large, such as disposal of the waste solvent in the coating process and generation of solvent odor.
それを解決する方法として、木質系基材の表面に、木質系基材の木目の意匠感や素材感を生かしながら、耐光性、耐汚染性、耐摩耗性、耐スクラッチ性等を付与するために、透明若しくは半透明の原紙に樹脂塗工を施した化粧シートを木質系基材に貼り合わせることが提案されている(特許文献2参照)。 To solve this problem, the surface of the wooden base material is given light resistance, contamination resistance, abrasion resistance, scratch resistance, etc. while taking advantage of the design and texture of the wood grain. In addition, it has been proposed that a decorative sheet obtained by applying a resin coating to a transparent or translucent base paper is bonded to a wooden base material (see Patent Document 2).
しかしながら、化粧シートが紙質系基材であることから、表面からの水濡れがあった場合に、木質系基材からの剥離等が生じるという問題がある。
そこで本発明は、上記問題に鑑みてなされたものであり、その目的とするところは、天然木等の木質系基材の木肌やテリが損なわれることがなく、意匠として視覚的に奥行き感と凹凸感を併せ持ち、また、耐汚染性や耐摩耗性に優れた化粧材を提供することである。 Therefore, the present invention has been made in view of the above problems, and the object of the present invention is that the bark and terry of a woody base material such as natural wood are not damaged, and the visual sense of depth and The object is to provide a cosmetic material that has an uneven feeling and is excellent in stain resistance and wear resistance.
本発明者は、上記課題を達成するために、請求項1記載の本発明の化粧材は、木質系基材の表面に、凹陥模様を形成した面全面に表面保護層を設けたプロピレン系シート層からなる化粧シートを貼着してなる化粧材において、
前記化粧シートのヘイズ度が45%以上90%以下であることを特徴とするものである。
In order to achieve the above-mentioned object, the inventor of the present invention according to claim 1 is a propylene-based sheet in which a surface protective layer is provided on the entire surface of a wood-based substrate on which a concave pattern is formed. In the decorative material formed by sticking a decorative sheet consisting of layers,
The decorative sheet has a haze degree of 45% or more and 90% or less.
また、請求項2記載の本発明は、請求項1記載の化粧材において、前記プロピレン系シート層と前記表面保護層の間にパターン状低艶印刷層を設けてなることを特徴とするものである。
The present invention according to
また、請求項3記載の本発明は、請求項1、2のいずれかに記載の化粧材において、前記表面保護層が硬化型樹脂からなることを特徴とするものである。
The present invention according to
また、請求項4記載の本発明は、請求項3記載の化粧材において、前記硬化型樹脂が電離放射線硬化型樹脂であることを特徴とするものである。 According to a fourth aspect of the present invention, in the decorative material according to the third aspect, the curable resin is an ionizing radiation curable resin.
本発明の化粧材は、天然木等の木質系基材の持つ木肌やテリをそのままに活かし、天然木特有の自然な材質感を表現することができ、視覚的に奥行き感と凹凸感のある意匠効果を表現することができ、また同時に、耐汚染性や耐摩耗性に優れた効果を奏するものである。 The decorative material of the present invention can express the natural texture unique to natural wood by utilizing the bark and terry of woody base materials such as natural wood as it is, and has a sense of depth and unevenness visually. A design effect can be expressed, and at the same time, an effect excellent in stain resistance and wear resistance is exhibited.
上記の本発明について、図面等を用いて以下に詳述する。
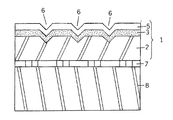
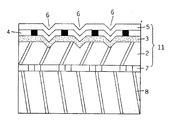
図1は本発明にかかる化粧材の第1実施形態を図解的に示す層構成図、図2は本発明にかかる化粧材の第2実施形態を図解的に示す層構成図であり、図中の1,11は化粧シート、2はプロピレン系シート層、3はプライマー層、4はパターン状低艶印刷層、5は表面保護層、6は凹陥模様、7は接着剤層、8は木質系基材をそれぞれ示す。
The above-described present invention will be described in detail below with reference to the drawings.
FIG. 1 is a layer configuration diagram schematically illustrating a first embodiment of a cosmetic material according to the present invention, and FIG. 2 is a layer configuration diagram schematically illustrating a second embodiment of the cosmetic material according to the present invention. 1, 11 is a decorative sheet, 2 is a propylene-based sheet layer, 3 is a primer layer, 4 is a patterned low gloss printing layer, 5 is a surface protective layer, 6 is a concave pattern, 7 is an adhesive layer, and 8 is a woody system Each substrate is shown.
図1は本発明にかかる化粧材の第1実施形態を図解的に示す層構成図であって、化粧シート1は一方の面に凹陥模様6を設けたプロピレン系シート層2の前記一方の面全面にプライマー層3を設け、該プライマー層3面全面に表面保護層5を設けて積層し、接着剤層7を介して木質系基材8とを積層したものである。このように構成することにより、プロピレン系シート層2を介して木質系基材8と凹陥模様6とが配置されることになり、奥行き感(深み)のある意匠効果を表現することができる。
FIG. 1 is a schematic diagram showing a layer structure of a first embodiment of a decorative material according to the present invention. The decorative sheet 1 has one surface of the propylene-based
図2は本発明にかかる化粧材の第2実施形態を図解的に示す層構成図であって、化粧シート11として、前記プライマー層3と前記表面保護層5の間にパターン状低艶印刷層4を設けたものであって、これ以外は第1実施形態の化粧材1と同じである。このように構成することにより、第1実施形態の効果に加えて、パターン状低艶印刷層4の部分が凹部として視覚的に認識され、凹凸感のある意匠効果を表現することができる。なお、図1、2において、前記プロピレン系シート層2に設ける前記凹陥模様6としては、本発明においては、導管溝が適当である。
FIG. 2 is a layer configuration diagram schematically showing a second embodiment of the decorative material according to the present invention. As a
本発明の化粧材は、天然木や突板等の木質系基材の本来の木質感を生かしつつ、照り感、木質感、深み感等の高級な意匠感を実現するには、木質系基材の表面にヘイズ値が45%以上であり、90%以下である化粧シートを設けることが重要である。
45%より小さいヘイズ値の場合には、透明性が高すぎるため、光沢感はあるものの、「プラスチック感」が強く、本物の木質感を実現するには乏しい。また、90%より大きいヘイズ値の場合には、木質系基材の導管模様等が視認できない為に、本物の木質感を実現することができない。
The decorative material of the present invention is a wooden base material that realizes a high-class design feeling such as a sense of shine, a wooden texture, and a sense of depth while taking advantage of the original wooden texture of a wooden base material such as natural wood and veneer. It is important to provide a decorative sheet having a haze value of 45% or more and 90% or less on the surface.
When the haze value is less than 45%, since the transparency is too high, there is a glossiness, but the “plastic feeling” is strong, and it is insufficient for realizing a real wood texture. Moreover, in the case of a haze value larger than 90%, since the conduit pattern of the wooden base material cannot be visually recognized, a real wood texture cannot be realized.
次に、前記化粧シート1,11を構成する諸材料について説明する。まず、前記プロピレン系シート層2について説明する。前記プロピレン系シート層2は、プロピレンの単独重合からなるホモポリプロピレン、あるいは、エチレン、ブテン等と共重合した二元ないし三元のランダム共重合体やブロック共重合体からなるプロピレン系シートを挙げることができ、このプロピレン系シート層2は木質系基材8の木肌やテリを損なわないものであればよいのであって、透明ないしは半透明の無着色のシートが適当である。なお、前記凹陥模様6はプロピレン系シートをTダイ押出機で製造する際のチルロールをエンボス版とすることにより、シーティングと同時に凹陥模様6を設けたプロピレン系シートを製造することができる。プロピレン系シートの厚さとしては概ね60〜120μmが適当であり、未延伸の状態、あるいは、一軸ないし二軸方向に延伸した状態のいずれの状態であってもよいものである。厚みが60μm未満の場合、プライマー層3や表面保護層5を形成する際の乾燥や電子線照射時の熱により熱皺が発生する虞があり、120μm超では費用対効果において顕著な効果が期待できない。また、プロピレン系シートは必要に応じて必要な面にコロナ放電処理、プラズマ処理、オゾン処理等の周知の易接着処理を施してもよいものである。また、プロピレン系シートは、適宜、酸化防止材、光安定剤、紫外線防止剤等の周知の添加剤を添加したものであってもよいものである。
Next, various materials constituting the
次に、前記パターン状低艶印刷層4について説明する。前記パターン状低艶印刷層4は、この層を設けた領域がこれ以外の領域に比べて低艶となる領域(低艶領域)である。この機構については十分に解明するまでには至っていないが、前記パターン状低艶印刷層4とこの表面に設けられる硬化型樹脂からなる前記表面保護層5の未硬化物を塗布した際に、各材料の組合せや塗布条件の選択によって前記パターン状低艶印刷層4の樹脂成分と前記表面保護層5の未硬化物が一部溶出、分散、混合等の相互作用を発現することによるものと推測される。すなわち、前記パターン状低艶印刷層4のインキと前記表面保護層5を形成する硬化型樹脂の未硬化物におけるそれぞれの樹脂成分は、短時間には完全に相溶状態にならずに懸濁状態となって、前記パターン状低艶印刷層4上ないしその近辺に存在し、該懸濁状態となった部分が光を散乱して低艶領域をなすものと考えられる。この懸濁状態を有したまま架橋硬化して前記表面保護層5が形成されるために、前記表面保護層5中の前記パターン状低艶印刷層4上の領域が少なくとも低艶領域となり、目の錯覚により、その領域が凹部であるかのように認識されるものと推測される。また、前記パターン状低艶印刷層4を形成するインキと前記表面保護層5を形成する硬化型樹脂組成物の種類・塗布条件によっては、前記表面保護層5の最表面は、前記パターン状低艶印刷層4の形成に伴って隆起し、凸形状を形成する場合がある。前記表面保護層5の表面がこのように凸形状を有することによって、この部分でも光が散乱されるため、さらに視覚的な凹凸感が強調され好ましい。なお、前記凸形状の高さについては、本発明の効果を奏する範囲である高さであることが好ましく、通常2〜3μmの範囲である。
Next, the patterned low
前記パターン状低艶印刷層4を形成するインキは前記表面保護層5を形成する硬化型樹脂組成物(硬化型樹脂の未硬化物)との相互作用を起こす性質を有するものであり、硬化型樹脂組成物(硬化型樹脂の未硬化物)との関連で適宜選定されるものである。具体的には、インキのビヒクルとしてはウレタン系樹脂、あるいは、ポリビニルアセタール系樹脂を50重量%以上含有しているものが好ましい。前記ウレタン系樹脂は、ポリオール成分として、アクリルポリオール、ポリエステルポリオール、ポリエーテルポリオール等のポリオール成分とイソシアネート成分として、トリレンジイソシアネート、キシレンジイソシアネート、ジフェニルメタンジイソシアネート等の芳香族イソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、水添トリレンジイソシアネート等の脂肪族ないし脂環式イソシアネート等のイソシアネートとを反応させてなるウレタン樹脂(線状に架橋したもの、あるいは、網目状に架橋したもののいずれであってもよい)を挙げることができる。また、ポリビニルアセタール系樹脂は、ポリビニルアルコールとアルデヒド類との縮合(アセタール化)により得られる。ポリビニルアセタール系樹脂としては、ポリビニルホルマール(ホルマール樹脂)、ポリビニルアセトアセタール、ポリビニルプロピオナール、ポリビニルブチラール(ブチラール樹脂)、ポリビニルへキシラール等を挙げることができる。
The ink that forms the patterned low-
また、必要に応じて、低艶領域の発現の程度、低艶領域とその周囲との艶差のコントラストを調整するため、不飽和ポリエステル系樹脂、アクリル系樹脂、塩化ビニル−酢酸ビニル共重合体等の艶調整樹脂を混合して用いてもよいものである。艶調整樹脂の混合割合はビヒクルの全量に対して10〜90重量%の範囲である。この範囲であると、低艶領域発現の十分な増強効果が得られるものである。また、前記パターン状低艶印刷層4を形成するインキは、無着色であっても、顔料等の着色剤を加えて着色したものであってもよいものであるが、顔料により着色することにより、凹部が一層明確になり、視覚的に凹凸感と深みとにおいて優れた意匠効果を奏する化粧シートとすることができる。
If necessary, unsaturated polyester resin, acrylic resin, vinyl chloride-vinyl acetate copolymer may be used to adjust the degree of expression of the low gloss region and the contrast of the gloss difference between the low gloss region and its surroundings. A gloss adjusting resin such as the above may be used in combination. The mixing ratio of the gloss adjusting resin is in the range of 10 to 90% by weight with respect to the total amount of the vehicle. If it is within this range, a sufficient enhancement effect of low gloss area expression can be obtained. The ink for forming the patterned low
本発明は、前記パターン状低艶印刷層4上に前記表面保護層5が設けられ、前記パターン状低艶印刷層4を構成するインキと前記表面保護層5を構成する硬化型樹脂組成物(硬化型樹脂の未硬化物)との相互作用によって、前記パターン状低艶印刷層4上の領域が少なくとも低艶領域となり、目の錯覚により、その領域が凹部であるかのように認識されるものである。前記パターン状低艶印刷層4の膜厚としては、印刷適性や硬化型樹脂組成物(硬化型樹脂の未硬化物)との相互作用を考慮すると、0.5μm以上5.0μm以下が適当である。
In the present invention, the surface
また、前記パターン状低艶印刷層4を形成するための印刷インキに微粒子として、体質顔料を配合することが好ましい。体質顔料を配合することにより、光の散乱を助長し、低艶効果を一層高めることができる。前記体質顔料としては特に限定されるものではないが、たとえば、シリカ、タルク、クレー、硫酸バリウム、炭酸バリウム、硫酸カルシウム、炭酸カルシウム、炭酸マグネシウム等から適宜選択される。これらの中で、吸油度、粒径、細孔容積等の材料設計の自由度が高く、意匠性、白さ、インキとしての塗布安定性に優れた材料であるシリカが好ましく、特に微粉末のシリカが好ましい。
Further, it is preferable to incorporate extender pigments as fine particles in the printing ink for forming the patterned low
シリカの平均粒径としては、前記パターン状低艶印刷層4の膜厚(μm)より大きいものであればよいのであって、概ね1.0μm以上であり、また、最大粒径としては、表面保護層5の膜厚(μm)との関係で決めるべきものであるが、表面保護層5の膜厚は化粧シートとして求められる諸物性(後加工適性や使用時適正)とコストを考慮すると、概ね10.0μm以下、好ましくは7.0μm以下であり、平均粒径の最適な範囲としては2.0μm以上4.0μm以下である。また、前記パターン状低艶印刷層4を形成するためのインキに添加する体質顔料の配合量は、体質顔料以外のインキ組成物100重量部に対して5〜15重量部が適当である。5重量部未満では、パターン状低艶印刷層4を形成する印刷インキ組成物に十分なチキソ性を付与することができないし、15重量部超では、低艶を付与する効果の低下が見られるので好ましくない。なお、本発明においては、前記パターン状低艶印刷層4は、導管柄印刷層が適当である。
The average particle diameter of the silica may be larger than the film thickness (μm) of the patterned low-
次に、前記表面保護層5について説明する。この表面保護層5は化粧シート1、11(図1、2参照)に要求される耐擦傷性、耐摩耗性、耐汚染性、耐水性、耐候性等の表面物性を付与するために設けられるものであり、この表面保護層5を形成する樹脂としては、熱硬化型樹脂ないし電離放射線硬化型樹脂等の硬化型樹脂を用いて形成するのが適当であるが、より好ましくは表面硬度が硬く、生産性に優れるなどから電離放射線硬化型樹脂である。
Next, the surface
熱硬化型樹脂としては、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン−尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等を挙げることができる。上記樹脂には必要に応じて、架橋剤、重合開始剤等の硬化剤、または、重合促進剤を添加して用いる。たとえば、硬化剤としては、イソシアネートまたは有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加され、有機アミン等がエポキシ樹脂に添加され、メチルエチルケトンパーオキサイド等の過酸化物やアゾイソブチルニトリル等のラジカル開始剤は不飽和ポリエステル樹脂に添加される。上記熱硬化型樹脂で表面保護層を形成する方法としては、たとえば、上記した熱硬化型樹脂を溶液化し、ロールコート法、グラビアコート法等の周知の塗布法で塗布し、乾燥すると共に硬化させることにより形成することができる。表面保護層の塗布量としては、固形分で概ね1〜20g/m2が適当であり、特に、パターン状低艶印刷層の膜厚が0.5μm以上5.0μm以下であって、微粒子の平均粒径が1.0μm以上7.0μm以下である場合は、固形分で2〜10g/m2が適当である。
As thermosetting resins, unsaturated polyester resins, polyurethane resins (including two-component curable polyurethane), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, melamine-ureas Examples thereof include a cocondensation resin, a silicon resin, and a polysiloxane resin. If necessary, a curing agent such as a crosslinking agent or a polymerization initiator, or a polymerization accelerator is added to the resin. For example, as a curing agent, isocyanate or organic sulfonate is added to unsaturated polyester resin or polyurethane resin, organic amine is added to epoxy resin, peroxide such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc. The radical initiator is added to the unsaturated polyester resin. As a method of forming the surface protective layer with the thermosetting resin, for example, the above thermosetting resin is made into a solution, applied by a known coating method such as a roll coating method or a gravure coating method, dried and cured. Can be formed. The coating amount of the surface protective layer is suitably about 1 to 20 g / m @ 2 in terms of solid content. In particular, the film thickness of the patterned low gloss printing layer is 0.5 to 5.0 [mu] m, and the average of fine particles When the particle size is 1.0 μm or more and 7.0 μm or less, 2 to 10 g /
次に、電離放射線硬化型樹脂について説明する。電離放射線硬化型樹脂としては、電離放射線を照射することにより架橋重合反応を起こして3次元の高分子構造に変化する樹脂である。電離放射線は、電磁波または荷電粒子線のうち分子を重合、架橋し得るエネルギー量子を有するものを意味し、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等がある。通常は紫外線や電子線が用いられる。紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190〜380nmの波長域を使用することができる。また、電子線源としては、コッククロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは、直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。用いる電子線としては、100〜1000keV、好ましくは100〜300keVのものが使用される。電子線の照射量は、通常2〜15Mrad程度である。 Next, the ionizing radiation curable resin will be described. The ionizing radiation curable resin is a resin that undergoes a cross-linking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure. Ionizing radiation means an electromagnetic wave or charged particle beam having an energy quantum capable of polymerizing and crosslinking molecules, such as visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-ray, electron beam, ion beam, etc. is there. Usually, ultraviolet rays or electron beams are used. As the ultraviolet light source, a light source such as an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used. As the wavelength of the ultraviolet light, a wavelength range of 190 to 380 nm can be used. As the electron beam source, various electron beam accelerators such as a cockcroft Walton type, a bandegraft type, a resonant transformer type, an insulated core transformer type, a linear type, a dynamitron type, and a high frequency type can be used. The electron beam used is 100 to 1000 keV, preferably 100 to 300 keV. The irradiation amount of the electron beam is usually about 2 to 15 Mrad.
電離放射線硬化型樹脂としては、分子中に、(メタ)アクリロイル基、(メタ)アクリロイルオキシ基等のラジカル重合性不飽和基、またはエポキシ基等のカチオン重合性官能を有する単量体、プレポリマーまたはポリマーからなる。これら単量体、プレポリマーまたはポリマーは、単体で用いるか、あるいは、複数種混合して用いる。なお、本明細書で(メタ)アクリレートとは、アクリレートないしメタアクリレートの意味で用いる。また、電離放射線とは、電磁波ないし荷電粒子線のうち分子を重合あるいは架橋し得るエネルギー量子を有するものを意味し、通常は紫外線ないし電子線である。 Ionizing radiation curable resins include monomers, prepolymers having a radical polymerizable unsaturated group such as (meth) acryloyl group, (meth) acryloyloxy group, or a cationic polymerizable function such as epoxy group in the molecule. Or it consists of a polymer. These monomers, prepolymers or polymers are used alone or in combination. In this specification, (meth) acrylate is used in the meaning of acrylate or methacrylate. The ionizing radiation means an electromagnetic wave or charged particle beam having an energy quantum capable of polymerizing or cross-linking molecules, and is usually an ultraviolet ray or an electron beam.
ラジカル重合性不飽和基を有するプレポリマーとしては、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン(メタ)アクリレート、ポリビニルピロリドン等が挙げられる。このプレポリマーは、通常、分子量が10000程度以下のものが用いられる。分子量が10000を超えると硬化した樹脂層の耐擦傷性、耐摩耗性、耐薬品性、耐熱性等の表面物性が不足する。上記のアクリレートとメタアクリレートとは共用し得るが、電離放射線での架橋硬化速度という点ではアクリレートの方が速いため、高速度、短時間で能率よく硬化させるという目的ではアクリレートの方が有利である。 Examples of the prepolymer having a radical polymerizable unsaturated group include polyester (meth) acrylate, urethane (meth) acrylate, epoxy (meth) acrylate, melamine (meth) acrylate, triazine (meth) acrylate, and polyvinylpyrrolidone. This prepolymer usually has a molecular weight of about 10,000 or less. When the molecular weight exceeds 10,000, the cured resin layer has insufficient surface properties such as scratch resistance, abrasion resistance, chemical resistance, and heat resistance. The acrylate and methacrylate can be used in common, but the acrylate is more advantageous for the purpose of curing efficiently at a high speed and in a short time because the acrylate is faster in terms of the crosslinking curing rate with ionizing radiation. .
カチオン重合性官能基を有するプレポリマーとしては、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、脂環型エポキシ樹脂等のエポキシ系樹脂、脂肪族系ビニルーテル、芳香族系ビニルエーテル、ウレタン系ビニルエーテル、エステル系ビニルエーテル等のビニルエーテル系樹脂、環状エーテル化合物、スピロ化合物等のプレポリマーが挙げられる。 Examples of the prepolymer having a cationic polymerizable functional group include epoxy resins such as bisphenol type epoxy resins, novolak type epoxy resins, and alicyclic epoxy resins, aliphatic vinyl ethers, aromatic vinyl ethers, urethane vinyl ethers, and ester vinyl ethers. And prepolymers such as vinyl ether resins, cyclic ether compounds, and spiro compounds.
ラジカル重合性不飽和基を有する単量体の例としては、(メタ)アクリレート化合物の単官能単量体として、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、メトキシエチル(メタ)アクリレート、メトキシブチル(メタ)アクリレート、ブトキシエチル(メタ)アクリレート、2エチルヘキシル(メタ)アクリレート、N,N−ジメチルアミノメチル(メタ)アクリレート、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノプロピル(メタ)アクリレート、N,N−ジベンジルアミノエチル(メタ)アクリレート、ラウリル(メタ)アクリレート、イソボニル(メタ)アクリレート、エチルカルビトール(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、フェノキシポリエチレングリコール(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、メトキシプロピレングリコール(メタ)アクリレート、2−(メタ)アクリロイルオキシエチル−2−ヒドロキシプロピルフタレート、2−(メタ)アクリロイルオキシプロピルハイドロゲンテレフタレート等が挙げられる。 Examples of monomers having a radically polymerizable unsaturated group include (meth) acrylate compound monofunctional monomers such as methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, methoxyethyl ( (Meth) acrylate, methoxybutyl (meth) acrylate, butoxyethyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, N, N-dimethylaminomethyl (meth) acrylate, N, N-dimethylaminoethyl (meth) acrylate, N , N-diethylaminoethyl (meth) acrylate, N, N-diethylaminopropyl (meth) acrylate, N, N-dibenzylaminoethyl (meth) acrylate, lauryl (meth) acrylate, isobornyl (meth) acrylate, ethyl carbitol ( Me ) Acrylate, phenoxyethyl (meth) acrylate, phenoxypolyethylene glycol (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, methoxypropylene glycol (meth) acrylate, 2- (meth) acryloyloxyethyl-2-hydroxypropyl phthalate, 2 -(Meth) acryloyloxypropyl hydrogen terephthalate and the like.
また、ラジカル重合性不飽和基を有する多官能単量体として、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、ジプロピレングリコール(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,9−ノナンジオールジ(メタ)アクリレート、テトラエチレングリコールジ(メタ)アクリレート、トリプロピレングリコールジ(メタ)アクリレート、ビスフェノール−A−ジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイドトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、グリセリンポリエチレンオキサイドトリ(メタ)アクリレート、トリス(メタ)アクリロイルオキシエチルフォスフェート等が挙げられる。 In addition, as a polyfunctional monomer having a radical polymerizable unsaturated group, ethylene glycol di (meth) acrylate, diethylene glycol di (meth) acrylate, triethylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate, di Propylene glycol (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, 1,9-nonanediol di (meth) acrylate, tetraethylene glycol di (meth) acrylate, tri Propylene glycol di (meth) acrylate, bisphenol-A-di (meth) acrylate, trimethylolpropane tri (meth) acrylate, trimethylolpropane ethylene oxide tri (meth) acrylate , Pentaerythritol tri (meth) acrylate, pentaerythritol tetra (meth) acrylate, dipentaerythritol penta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, glycerin polyethylene oxide tri (meth) acrylate, tris (meth) acryloyloxy Examples thereof include ethyl phosphate.
カチオン重合性官能基を有する単量体は、上記カチオン重合性官能基を有するプレポリマーの単量体を用いることができる。 As the monomer having a cationic polymerizable functional group, a prepolymer monomer having the cationic polymerizable functional group can be used.
上記した電離放射線硬化型樹脂を、紫外線を照射することにより硬化させる場合には、増感剤として光重合開始剤を添加する。ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル−N,N−ジメチルアミノベンゾエート等を単独ないし混合して用いることができる。また、カチオン重合性官能基を有する樹脂系の場合は、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシキソニウムジアリルヨードシル塩等を単独ないし混合物として用いることができる。なお、これら光重合開始剤の添加量は、一般に、電離放射線硬化型樹脂100重量部に対して、0.1〜10重量部程度である。電離放射線硬化型樹脂の塗布法および塗布量は、熱硬化型樹脂と同じであり、説明は省略する。 When the above-mentioned ionizing radiation curable resin is cured by irradiating with ultraviolet rays, a photopolymerization initiator is added as a sensitizer. In the case of a resin system having a radically polymerizable unsaturated group, photopolymerization initiators are acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide, diethyl Oxite, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used alone or in combination. In the case of a resin system having a cationically polymerizable functional group, an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonate ester, a freeloxyxonium diallyl iodosyl salt, etc., should be used alone or as a mixture. Can do. In addition, generally the addition amount of these photoinitiators is about 0.1-10 weight part with respect to 100 weight part of ionizing radiation curable resins. The application method and application amount of the ionizing radiation curable resin are the same as those of the thermosetting resin, and the description thereof is omitted.
また、前記表面保護層5に、より一層の耐擦傷性、耐摩耗性を付与する場合には、たとえば、無機物としてはα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の微粒子が挙げられる。粒子形状は、球形状、楕円形状、多面形状、鱗片形状等が挙げられ、特に制限はないが、球状が好ましい。有機物としては架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は通常膜厚の3〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐摩耗性の向上に対する効果が大きいこと、また、球状の粒子を比較的得やすい点で特に好ましいものである。また、前記表面保護層5を形成する硬化型樹脂に対する微粒子の配合割合は、硬化型樹脂100重量部に対して1〜80重量部である。
When the surface
次に、前記プライマー層3について説明する。前記プライマー層3は前記プロピレン系シート層2と前記パターン状低艶印刷層4または前記表面保護層5との接着強度を向上させる目的で設けるものである。前記プライマー層3に用いる樹脂としてはエステル樹脂、ウレタン樹脂、アクリル樹脂、ポリカーボネート樹脂、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール樹脂、ニトロセルロース樹脂等を挙げることができ、これらの樹脂は単独ないし混合して塗料組成物、または、インキ組成物とし、ロールコート法やグラビア印刷法等の適宜の塗布手段を用いて形成することができる。
Next, the
しかしながら、前記プライマー層3は、(i)アクリル樹脂とウレタン樹脂との共重合体と、(ii)イソシアネートとからなる樹脂で形成するのが特に好ましい。すなわち、(i)のアクリル樹脂とウレタン樹脂との共重合体は、末端に水酸基を有するアクリル重合体成分(成分A)、両末端に水酸基を有するポリエステルポリオール成分(成分B)、ジイソシアネート成分(成分C)を配合して反応させてプレポリマーとなし、該プレポリマーにさらにジアミンなどの鎖延長剤(成分D)を添加して鎖延長することで得られるものである。この反応によりポリエステルウレタンが形成されると共にアクリル重合体成分が分子中に導入され、末端に水酸基を有するアクリル−ポリエステルウレタン共重合体が形成される。このアクリル−ポリエステルウレタン共重合体の末端の水酸基を(ii)のイソシアネートと反応させて硬化させて形成するものである。
However, the
上記の三成分A、B、Cを60〜120℃で2〜10時間程度反応させると、ジイソシアネートのイソシアネート基がポリエステルポリオール末端の水酸基と反応してポリエステルウレタン樹脂成分が形成されると共にアクリル重合体末端の水酸基にジイソシアネートが付加した化合物も混在し、過剰のイソシアネート基および水酸基が残存した状態のプレポリマーが形成される。このプレポリマーに鎖延長剤として、たとえば、イソホロンジアミン、ヘキサメチレンジアミン等のジアミンを加えてイソシアネート基を前記鎖延長剤と反応させ、鎖延長することでアクリル重合体成分がポリエステルウレタンの分子中に導入され、末端に水酸基を有する(i)のアクリル−ポリエステルウレタン共重合体を得ることができる。 When the above three components A, B and C are reacted at 60 to 120 ° C. for about 2 to 10 hours, the isocyanate group of the diisocyanate reacts with the hydroxyl group at the end of the polyester polyol to form a polyester urethane resin component and an acrylic polymer. A compound in which a diisocyanate is added to a terminal hydroxyl group is also mixed, and a prepolymer is formed in a state where excess isocyanate groups and hydroxyl groups remain. As a chain extender, for example, a diamine such as isophorone diamine or hexamethylene diamine is added to this prepolymer, the isocyanate group is reacted with the chain extender, and the chain is extended so that the acrylic polymer component is contained in the polyester urethane molecule. The (i) acrylic-polyester urethane copolymer introduced and having a hydroxyl group at the terminal can be obtained.
(i)のアクリル−ポリエステルウレタン共重合体に、(ii)のイソシアネートを加えると共に、塗布法、乾燥後の塗布量を考慮して必要な粘度に調節した塗布液となし、グラビアコート法、ロールコート法等の周知の塗布法で塗布することにより前記プライマー層3を形成すればよいものである。また、(ii)のイソシアネートとしては、(i)のアクリル−ポリエステルウレタン共重合体の水酸基と反応して架橋硬化させることが可能なものであればよく、たとえば、2価以上の脂肪族ないし芳香族イソシアネートが使用でき、特に熱変色防止、耐候性の点から脂肪族イソシアネートが望ましい。具体的には、トリレンジイソシアネート、キシリレンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネートの単量体、または、これらの2量体、3量体などの多量体、あるいは、これらのイソシアネートをポリオールに付加した誘導体(アダクト体)のようなポリイソシアネートなどを挙げることができる。なお、図1、図2の化粧シート1、11においては、プライマー層3を設けた構成のものを示したが、これは、高レベルの要求に応える化粧シート仕様であり、要求レベルが低い場合にはこれらプライマー層3は必ず設けなければならないものでもない。
Addition of isocyanate of (ii) to acrylic-polyester urethane copolymer of (i), coating method, coating solution adjusted to necessary viscosity in consideration of coating amount after drying, gravure coating method, roll The
なお、プライマー層3の乾燥後の塗布量としては、1〜20g/m2であり、好ましくは1〜5g/m2である。また、このプライマー層3は、必要に応じてシリカ粉末などの充填剤、光安定剤、着色剤等の添加剤を添加した層としてもよいものである。
The application amount of the
また、図示はしないが、図1、図2に示す前記プロピレン系シート層2の裏面(前記表面保護層5を設けた面の反対面)にプライマー層を設けて、前記プロピレン系シート層2と木質系基材8を接着剤層7を介して積層して化粧材とする際の接着力が向上するように構成してもよいものである。前記プロピレン系シート層2の裏面に設ける前記プライマー層は、接着力が不足している場合に、必要に応じて適宜設ければよいものであって、このプライマー層についても、たとえば、上記したプライマー層3で説明した樹脂を適宜選択して用いればよいものである。
線吸収剤等の周知の添加剤を添加することが好ましい。
Although not shown, a primer layer is provided on the back surface of the propylene-based
It is preferable to add a known additive such as a line absorber.
また、化粧材とするための化粧シート1、11と木質系基材8との貼着には、接着剤層7を介して貼着してもよいし、予めセパレータを有する粘着剤層が設けられている化粧シートを用い、セパレータを剥離し、粘着剤層を介して貼着してもよい。
In addition, the
前記接着剤層7に用いる接着剤としては、たとえば、熱可塑性樹脂系、熱硬化型樹脂系、ゴム(エラストマー)系等のいずれのタイプの接着剤であってもよいものである。これらは、公知のもの、ないし、市販品を使用することができる。熱可塑性樹脂系接着剤としては、ポリ酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール(ポリビニルホルマール、ポリビニルブチラール等)、シアノアクリレート、ポリビニルアルキルエーテル、ポリ塩化ビニル、ポリアミド、ポリメタクリル酸メチル、ニトロセルロース、酢酸セルロース、熱可塑性エポキシ、ポリスチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体等を挙げることができ、熱硬化型樹脂系接着剤としては、ユリア樹脂、メラミン樹脂、フェノール樹脂、レゾルシノール樹脂、フラン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、ポリウレタン樹脂、ポリイミド樹脂、ポリアミドイミド、ポリベンツイミダゾール、ポリベンゾチアゾール等を挙げることができる。ゴム系接着剤としては、天然ゴム、再生ゴム、スチレン−ブタジエンゴム、アクリルニトリル−ブタジエンゴム、クロロプレンゴム、ブチルゴム、ポリスルフィドゴム、シリコーンゴム、ポリウレタンゴム、ステレオゴム(合成天然ゴム)、エチレンプロピレンゴム、ブロックコポリマーゴム(SBS、SIS、SEBS等)等を挙げることができる。塗布方法はグラビアコーティング法、ロールコーティング等の公知のコーティング方法で形成し、塗布量は10〜30g/m2(乾燥状態)程度である。
The adhesive used for the
また、前記粘着剤層に用いる粘着剤の種類としては、例えば、ゴム系粘着剤、アクリル系粘着剤、シリコーン系粘着剤等の粘着剤を用いることが可能である。塗布方法はグラビアコーティング法、ロールコーティング等の公知のコーティング方法で形成し、塗布量は10〜30g/m2(乾燥状態)程度である。 Moreover, as a kind of adhesive used for the said adhesive layer, it is possible to use adhesives, such as a rubber adhesive, an acrylic adhesive, a silicone adhesive, for example. The coating method is formed by a known coating method such as gravure coating or roll coating, and the coating amount is about 10 to 30 g / m @ 2 (dry state).
前記セパレーターは、坪量30〜150g/m2の上質紙にシリコーン系離型層を積層した剥離紙や粘着剤層との接着性が良くない高分子フィルムなどを使用する。
As the separator, a release paper obtained by laminating a silicone release layer on a high-quality paper having a basis weight of 30 to 150 g /
また、木質系基材8としては、木目等による木質感を有するものであれば何であっても良く、例えば天然木の無垢材や突板、中密度繊維板(MDF)、高密度繊維板(HDF)、パーティクルボード、合板、等の木質系基材を挙げることができる。前記化粧板用基材の厚さとしては、1.0mm厚さ以上が実用上において適当である。
Further, the
また、図示はしないが、木質系基材の裏面に透湿を防止する防湿層を設けてもよい。防湿層としては、透明熱可塑性樹脂に透明酸化膜及び/または透明無機薄膜を蒸着してなるフィルムが適用可能である。
透明熱可塑性樹脂としては、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレン)、ポリエステル系樹脂、ポリ塩化ビニル樹脂、セロファン、などが適用可能であり、透明酸化膜及び/または透明無機薄膜としては、酸化ケイ素、酸化アルミニウム、酸化マグネシウム、酸化ジルコニウム等の無機物薄膜層を真空蒸着法又はスパッタリング法等により形成することができる。これによって、裏面からの水分の浸入を防止することができることから、ひび割れや変色、剥離等の発生を防止することができる。
Although not shown, a moisture-proof layer for preventing moisture permeation may be provided on the back surface of the wooden base material. As the moisture-proof layer, a film formed by depositing a transparent oxide film and / or a transparent inorganic thin film on a transparent thermoplastic resin is applicable.
As the transparent thermoplastic resin, polyolefin resin (polyethylene, polypropylene), polyester resin, polyvinyl chloride resin, cellophane, etc. can be applied. As the transparent oxide film and / or transparent inorganic thin film, silicon oxide, oxide An inorganic thin film layer such as aluminum, magnesium oxide, or zirconium oxide can be formed by a vacuum deposition method, a sputtering method, or the like. Accordingly, it is possible to prevent moisture from entering from the back surface, thereby preventing occurrence of cracks, discoloration, peeling, and the like.
次に、本発明について、以下に実施例を挙げてさらに詳しく説明する。なお、本発明の範囲は実施例に限定されるものではない。 Next, the present invention will be described in more detail with reference to the following examples. The scope of the present invention is not limited to the examples.
一方の面に木目導管溝からなる凹陥模様を有し、コロナ放電処理を両面に施した100μm厚さの透明ポリプロピレンフィルム〔リケンテクノス(株)製:OW−E S−2クリアー(商品名)〕の前記導管溝を設けた面全面にアクリル/ウレタンブロック共重合体を主剤とし、硬化剤としてイソシアネートを添加した2液硬化型ウレタン系樹脂からなる2μm厚さの透明プライマー層を、他方の面にウレタン/硝化綿系プライマー層をそれぞれグラビア印刷法で形成し、その後に前記透明プライマー層面全面にウレタンアクリレート系電離放射線硬化型樹脂100重量部に対してシリコーンオイルで表面被覆したシリカ16重量部を配合すると共にベンゾトリアゾール系紫外線吸収剤とヒンダードアミン系ラジカル捕捉剤を添加したもの)を塗布すると共に電子線(加速電圧:125KeV、照射量:5Mrad)を照射して5μm厚さの透明性表面保護層を形成して化粧シートを作製した。 A 100 μm thick transparent polypropylene film [manufactured by Riken Technos Co., Ltd .: OW-ES-2 Clear (trade name)], which has a concave pattern made of a wood grain conduit groove on one side and is subjected to corona discharge treatment on both sides. A transparent primer layer having a thickness of 2 μm made of a two-component curable urethane resin containing an acrylic / urethane block copolymer as a main agent and isocyanate as a curing agent is formed on the entire surface provided with the conduit groove, and urethane on the other surface. / Nitrated cotton-based primer layer is formed by gravure printing method, and then 16 parts by weight of silica coated with silicone oil is blended over 100 parts by weight of urethane acrylate ionizing radiation curable resin on the entire surface of the transparent primer layer. Along with benzotriazole UV absorber and hindered amine radical scavenger) Electron beam as well as fabric (accelerating voltage: 125 keV, dose: 5 Mrad) to prepare a form to the decorative sheet transparency surface protective layer by irradiating 5μm thick a.
次いで前記化粧シートを10mm厚さのナラ無垢材 に酢酸ビニル系接着剤をウエット状態で8g/尺2塗布・乾燥した後に、該塗布面に前記化粧シートの透明ポリプロピレンフィルムが位置するようにロールラミネーター機で貼着した本発明の化粧材を作製した。 Next, after applying and drying 8 g / sq. 2 of vinyl acetate adhesive on a 10 mm-thick solid oak material on the decorative sheet, a roll laminator is placed so that the transparent polypropylene film of the decorative sheet is positioned on the coated surface. A decorative material of the present invention adhered by a machine was prepared.
一方の面に木目導管溝からなる凹陥模様を有し、コロナ放電処理を両面に施した100μm厚さの透明ポリプロピレンフィルム〔リケンテクノス(株)製:OW−E S−2クリアー(商品名)〕の前記導管溝を設けた面全面にアクリル/ウレタンブロック共重合体を主剤とし、硬化剤としてイソシアネートを添加した2液硬化型ウレタン系樹脂からなる2μm厚さの透明プライマー層を、他方の面にウレタン/硝化綿系プライマー層をそれぞれグラビア印刷法で形成し、その後に前記透明プライマー層面全面に電離放射線硬化型樹脂組成物(ウレタンアクリレート系電離放射線硬化型樹脂100重量部に対してシリコーンオイルで表面被覆したシリカ16重量部を配合すると共にベンゾトリアゾール系紫外線吸収剤とヒンダードアミン系ラジカル捕捉剤を添加したもの)を塗布すると共に電子線(加速電圧:125KeV、照射量:5Mrad)を照射して5μm厚さの透明性表面保護層を形成して化粧シートを作製した。 A 100 μm thick transparent polypropylene film [manufactured by Riken Technos Co., Ltd .: OW-ES-2 Clear (trade name)], which has a concave pattern made of a wood grain conduit groove on one side and is subjected to corona discharge treatment on both sides. A transparent primer layer having a thickness of 2 μm made of a two-component curable urethane resin containing an acrylic / urethane block copolymer as a main agent and isocyanate as a curing agent is formed on the entire surface provided with the conduit groove, and urethane on the other surface. / Nitrated cotton-based primer layer is formed by gravure printing, and then the entire surface of the transparent primer layer is coated with ionizing radiation curable resin composition (100 parts by weight of urethane acrylate ionizing radiation curable resin with silicone oil) 16 parts by weight of silica, benzotriazole UV absorber and hindered amine radical Electron beam with coating a composition) which was added Le scavenger (accelerating voltage: 125 keV, dose: 5 Mrad) to prepare a form to the decorative sheet transparency surface protective layer by irradiating 5μm thick a.
得られた化粧シートの透明ポリプロピレンフィルムの透明性表面保護層が設けられた側と反対の面に、アクリル酸エステル共重合体からなる粘着剤層を50μmの膜厚となるように塗布した。 A pressure-sensitive adhesive layer made of an acrylate copolymer was applied to the surface of the decorative sheet obtained on the side opposite to the side where the transparent surface protective layer of the transparent polypropylene film was provided so as to have a thickness of 50 μm.
さらに、形成された粘着剤層を保護するために、膜厚125μmの離型紙をラミネートした。 Furthermore, in order to protect the formed adhesive layer, a release paper having a film thickness of 125 μm was laminated.
前記化粧シートの離型紙を剥離し、10mm厚さのナラ無垢材に、前記粘着剤層が位置するようにロールラミネーター機で貼着した本発明の化粧材を作製した。 The release sheet of the decorative sheet was peeled off, and the decorative material of the present invention was prepared by sticking to a solid oak material having a thickness of 10 mm with a roll laminator so that the pressure-sensitive adhesive layer was positioned.
実施例2の木目導管溝模様を砂目模様とした以外は実施例2と同様の方法で化粧材を作製した。 A decorative material was produced in the same manner as in Example 2 except that the grain conduit groove pattern of Example 2 was changed to a grain pattern.
一方の面に木目導管溝からなる凹陥模様を有し、コロナ放電処理を両面に施した100μm厚さの透明ポリプロピレンフィルム〔リケンテクノス(株)製:OW−E S−2クリアー(商品名)〕の前記導管溝を設けた面全面にアクリル/ウレタンブロック共重合体を主剤とし、硬化剤としてイソシアネートを添加した2液硬化型ウレタン系樹脂からなる2μm厚さの透明プライマー層を、他方の面にウレタン/硝化綿系プライマー層をそれぞれグラビア印刷法で形成し、その後に、前記透明プライマー層面に、数平均分子量が10,000、ガラス転移温度(Tg)が−40.0℃のポリエステル系ウレタン樹脂をビヒクルとした透明印刷インキ100重量部に対し、平均粒子系4μmのシリカ粒子5重量部を配合した印刷インキ組成物を用いて、グラビア印刷法にて導管絵柄層(本願発明でいうところのパターン状低艶印刷層)を形成した後に、前記導管絵柄層を形成した面全面に電離放射線硬化型樹脂組成物(ウレタンアクリレート系電離放射線硬化型樹脂100重量部に対してシリコーンオイルで表面被覆したシリカ16重量部を配合すると共にベンゾトリアゾール系紫外線吸収剤とヒンダードアミン系ラジカル捕捉剤を添加したもの)を塗布すると共に電子線(加速電圧:125KeV、照射量:5Mrad)を照射して5μm厚さの透明性表面保護層を形成して化粧シートを作製した。 A 100 μm thick transparent polypropylene film [manufactured by Riken Technos Co., Ltd .: OW-ES-2 Clear (trade name)], which has a concave pattern made of a wood grain conduit groove on one side and is subjected to corona discharge treatment on both sides. A transparent primer layer having a thickness of 2 μm made of a two-component curable urethane resin containing an acrylic / urethane block copolymer as a main agent and isocyanate as a curing agent is formed on the entire surface provided with the conduit groove, and urethane on the other surface. / Nitrated cotton-based primer layers are formed by gravure printing, and then a polyester-based urethane resin having a number average molecular weight of 10,000 and a glass transition temperature (Tg) of −40.0 ° C. is formed on the surface of the transparent primer layer. Uses a printing ink composition in which 5 parts by weight of silica particles having an average particle size of 4 μm are blended with 100 parts by weight of a transparent printing ink as a vehicle Then, after forming a conduit pattern layer (patterned low gloss printing layer in the present invention) by gravure printing, an ionizing radiation curable resin composition (urethane acrylate type) is formed on the entire surface on which the conduit pattern layer is formed. Applying 16 parts by weight of silica coated with silicone oil to 100 parts by weight of ionizing radiation curable resin and adding a benzotriazole UV absorber and a hindered amine radical scavenger) and applying an electron beam (acceleration) Voltage: 125 KeV, irradiation amount: 5 Mrad) was applied to form a transparent surface protective layer having a thickness of 5 μm to prepare a decorative sheet.
次いで、前記化粧シートを10mm厚さのナラ無垢材に酢酸ビニル系接着剤をウエット状態で8g/尺2 塗布・乾燥した後に、該塗布面に前記化粧シートの裏打紙が位置するようにロールラミネーター機で貼着した本発明の化粧材を作製した。
Next, the decorative sheet is coated with 8 g /
上記で作製した実施例1〜4の化粧材について、耐汚染性、耐摩耗性を下記する評価方法で評価し、実施例1〜4の化粧シートのヘイズ値を測定し、その結果を表1に纏めて示した。 About the decorative material of Examples 1-4 produced above, stain resistance and abrasion resistance are evaluated by the evaluation method described below, and the haze value of the decorative sheet of Examples 1-4 is measured. It was summarized in

〔評価方法〕
・耐汚染性:
JAS合板汚染A試験に準じ、具体的には化粧材を切断して10cm角としたものを試験片とし、これを水平に置いた後、試験片の表面保護層面に一般市販品事務用青色インキ、黒色インキ(JIS S 6037マーキングペンに定めるもの)、および、赤色クレヨン(JIS S 6026に定めるもの)でそれぞれ幅10mmで10cm長さの直線を描き、4時間放置した後、エタノールを含浸した布で拭き、10cm長さの直線が拭き取れたものを良好として○印で示し、拭き取れないものを不良として×印で示して評価した。
・耐摩耗性:
29.4kPa(300g/cm2)の荷重となるように調整した重りに、スチールウール(#0000)を取り付けて、化粧材の表面を20回擦り、表面変化を下記の評価基準で目視評価した。
(評価基準)−表面変化が全く認められないものを優良として○印で示し、表面変化が明らかに認められるものを不良として×印で示して評価した。
・ヘイズ値の測定:
化粧シートの表面を(株)東洋精機製作所 製 にて測定した。
〔Evaluation methods〕
・ Contamination resistance:
In accordance with the JAS plywood contamination A test, specifically, the decorative material was cut into a 10 cm square to make a test piece, which was placed horizontally and then placed on the surface protective layer surface of the test piece. A black ink (as defined in JIS S 6037 marking pen) and a red crayon (as defined in JIS S 6026) were each drawn into a straight line 10 mm wide and 10 cm long and allowed to stand for 4 hours and then impregnated with ethanol When the straight line having a length of 10 cm was wiped off, it was shown as “good” by ◯ and when it was not wiped, it was shown as “bad” by evaluation.
・ Abrasion resistance:
Steel wool (# 0000) was attached to a weight adjusted to a load of 29.4 kPa (300 g / cm 2), the surface of the cosmetic material was rubbed 20 times, and the surface change was visually evaluated according to the following evaluation criteria.
(Evaluation Criteria)-A case where no surface change was observed at all was indicated as good by a circle, and a case where a surface change was clearly recognized was indicated by a failure as indicated by a cross.
・ Measure haze value:
The surface of the decorative sheet was measured by Toyo Seiki Seisakusho.
表1からも明らかなように、本発明の化粧材は、木質系基材の木肌やテリをそのままに活かして天然木特有の自然な木質感を表現することができ、さらに、導管溝あるいは導管溝と導管絵柄層が透明ポリプロピレンフィルムを介して配置された構成とすることにより、視覚的に奥行き感(深み)のある意匠効果を表現することができると共に、さらにまた、導管絵柄層を設けた構成とすることにより、この領域(導管絵柄層の領域)を低艶領域として凹部として認識でき、これ以外の領域(導管絵柄層以外の領域)を高艶領域として凸部として認識でき、視覚的に凹凸感のある意匠効果を表現することができるなど、新たな意匠効果を奏するものである。 As is clear from Table 1, the decorative material of the present invention can express the natural wood texture peculiar to natural wood by utilizing the bark and terry of the woody base material as it is. By adopting a structure in which the groove and the conduit pattern layer are arranged via a transparent polypropylene film, a design effect with a sense of depth (depth) can be expressed visually, and a conduit pattern layer is also provided. By adopting the structure, this region (conduit pattern layer region) can be recognized as a concave portion as a low gloss region, and the other region (region other than the conduit pattern layer) can be recognized as a high gloss region as a convex portion. It is possible to express a design effect with a sense of unevenness, and to produce a new design effect.
1,11 化粧シート
2 プロピレン系シート層
3 プライマー層
4 パターン状低艶印刷層
5 表面保護層
6 凹陥模様
7 接着剤層
8 木質系基材
DESCRIPTION OF
Claims (4)
前記化粧シートのヘイズ値が45%以上90%以下であることを特徴とする化粧材。 In the decorative material formed by sticking a decorative sheet made of a propylene-based sheet layer provided with a surface protective layer on the entire surface on which the concave pattern is formed on the surface of the wooden substrate,
A decorative material, wherein the decorative sheet has a haze value of 45% or more and 90% or less.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254375A JP5407253B2 (en) | 2008-09-30 | 2008-09-30 | Cosmetic material and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254375A JP5407253B2 (en) | 2008-09-30 | 2008-09-30 | Cosmetic material and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082972A true JP2010082972A (en) | 2010-04-15 |
| JP5407253B2 JP5407253B2 (en) | 2014-02-05 |
Family
ID=42247414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254375A Active JP5407253B2 (en) | 2008-09-30 | 2008-09-30 | Cosmetic material and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5407253B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160138146A (en) | 2014-03-26 | 2016-12-02 | 다이니폰 인사츠 가부시키가이샤 | Decorative sheet and decorative plate using same |
| JP2018089788A (en) * | 2016-11-30 | 2018-06-14 | 株式会社リックプランニング | Decorative natural wood plate or decorative tape with self-adhesive layer, and method for producing the same |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008078687A1 (en) * | 2006-12-22 | 2008-07-03 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative plate using the decorative sheet |
-
2008
- 2008-09-30 JP JP2008254375A patent/JP5407253B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008078687A1 (en) * | 2006-12-22 | 2008-07-03 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative plate using the decorative sheet |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160138146A (en) | 2014-03-26 | 2016-12-02 | 다이니폰 인사츠 가부시키가이샤 | Decorative sheet and decorative plate using same |
| EP3124240A4 (en) * | 2014-03-26 | 2017-10-25 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative plate using same |
| JP2018089788A (en) * | 2016-11-30 | 2018-06-14 | 株式会社リックプランニング | Decorative natural wood plate or decorative tape with self-adhesive layer, and method for producing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5407253B2 (en) | 2014-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5145645B2 (en) | Decorative sheet and decorative board using the same | |
| JP6561614B2 (en) | Decorative sheet and decorative board | |
| JP6520128B2 (en) | Decorative sheet and decorative board | |
| JP6540029B2 (en) | Decorative sheet and decorative board using the same | |
| KR20080098452A (en) | Decorative sheet for floor material and decorative material for floor using the same | |
| JP5360251B2 (en) | Water-based paint | |
| JP5700100B2 (en) | Flooring decorative sheet and flooring decorative material | |
| JP2014198469A (en) | Decorative sheet | |
| JP5170938B2 (en) | Floor material and method for protecting floor material surface | |
| JP4848934B2 (en) | Decorative sheet and decorative board using the same | |
| JP2008036892A (en) | Decorative sheet and decorative plate using it | |
| JP2014188742A (en) | Decorative sheet and manufacturing method thereof | |
| JP5141008B2 (en) | Decorative sheet and decorative board using the same | |
| JP2008082119A (en) | Flooring | |
| KR101456731B1 (en) | Decorative sheet and decorative plate using the decorative sheet | |
| JP6520129B2 (en) | Decorative sheet and method of manufacturing the same, and decorative plate and method of manufacturing the same | |
| JP5407253B2 (en) | Cosmetic material and method for producing the same | |
| JP4876592B2 (en) | Decorative sheet and decorative board using the same | |
| JP2008018579A (en) | Decorative sheet and decorative panel using the sheet | |
| JP5256601B2 (en) | Decorative sheet and decorative board using the same | |
| JP4583059B2 (en) | Decorative sheet for flooring | |
| JP5141842B2 (en) | Decorative sheet and decorative board using the same | |
| JP2009084338A (en) | Water-based paint | |
| JP2008240423A (en) | Floor material | |
| JP2008080518A (en) | Decorative sheet and decorative plate using it |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110819 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130805 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20130826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5407253 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |