JP2014198469A - Decorative sheet - Google Patents
Decorative sheet Download PDFInfo
- Publication number
- JP2014198469A JP2014198469A JP2014044873A JP2014044873A JP2014198469A JP 2014198469 A JP2014198469 A JP 2014198469A JP 2014044873 A JP2014044873 A JP 2014044873A JP 2014044873 A JP2014044873 A JP 2014044873A JP 2014198469 A JP2014198469 A JP 2014198469A
- Authority
- JP
- Japan
- Prior art keywords
- thickness
- decorative sheet
- layer
- transparent resin
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
Description
本発明は、床材用化粧シートとして有用な化粧シートに関する。 The present invention relates to a decorative sheet useful as a decorative sheet for flooring.
従来、床材用化粧シートの耐衝撃性や耐キャスター性を向上させるために、化粧シート全体の厚みを厚くする方法が知られている。このような化粧シートは、全体の厚みを厚くし過ぎると、エンボス賦形性が甘くなる、ロールが太巻きになる、ロールにした際のカールが強くなるためロールラミネートできない等の工程上の問題がある。 Conventionally, a method for increasing the thickness of the entire decorative sheet is known in order to improve the impact resistance and caster resistance of the decorative sheet for flooring. If such a decorative sheet is too thick, the embossing property becomes sweet, the roll becomes thickly wound, and the curl when it is rolled becomes strong so that roll lamination cannot be performed. There is.
上述の問題を解決した床材用化粧シートとして、化粧シートの裏面側にバッカー層を有する化粧シートが提案されている(例えば、特許文献1参照)。 A decorative sheet having a backer layer on the back side of a decorative sheet has been proposed as a decorative sheet for flooring that solves the above-described problems (see, for example, Patent Document 1).
しかしながら、上述の化粧シートは、裏面側にバッカー層を設ける必要があるため製造コストが割高になり、製造上の工程ロスが生じるという問題がある。また、バッカー層を溶融樹脂の押出しによって形成する場合は溶融樹脂が高温であるため化粧シート表面のエンボス形状が消失するのでエンボス賦形性に劣り、且つ消失せずに残ったエンボス形状も実使用において消失し易くなり、エンボス堅牢度に劣るという問題がある。 However, the above-described decorative sheet has a problem in that it is necessary to provide a backer layer on the back surface side, so that the manufacturing cost is high and manufacturing process loss occurs. In addition, when the backer layer is formed by extrusion of the molten resin, the embossed shape on the decorative sheet surface disappears because the molten resin is at a high temperature, so the embossed shape that is inferior in embossing shape and remains without being actually used It is easy to disappear, and there is a problem that the embossing fastness is inferior.
上述の問題を解決する手法として、バッカー層を設けずに基材シートの厚みを厚くする手法が用いられているが、基材シートの厚みを厚くし過ぎると、化粧シート全体の厚みが厚くなり、上述の化粧シート全体の厚みを厚くした際の問題を生じることとなる。 As a technique for solving the above-mentioned problem, a technique of increasing the thickness of the base sheet without providing a backer layer is used. However, if the thickness of the base sheet is excessively increased, the thickness of the entire decorative sheet increases. This causes a problem when the thickness of the entire decorative sheet is increased.
また、バッカー層を設けずに透明性樹脂層の厚みを厚くする手法が用いられているが、透明性樹脂層の厚みを厚くし過ぎると、エンボス工程において吸熱が足りずエンボス賦形性及びエンボス堅牢度が低下し、床材加工した後の熱収縮により基材シートの反りや割れが生じるという問題がある。 In addition, a method of increasing the thickness of the transparent resin layer without providing a backer layer is used, but if the thickness of the transparent resin layer is too thick, there is not enough heat absorption in the embossing process, and embossing property and embossing There is a problem that the fastness is lowered and the base sheet is warped or cracked due to heat shrinkage after the flooring is processed.
従って、バッカー層を必要とせず、床材用化粧シートに要求される耐衝撃性、耐キャスター性、エンボス賦形性及びエンボス堅牢度に優れ、且つ熱収縮による反りが抑制された床材用化粧シートの開発が望まれている。 Therefore, it does not require a backer layer, is excellent in impact resistance, caster resistance, embossing formability and embossing fastness required for a decorative sheet for flooring, and has a warping caused by heat shrinkage and is suppressed from warping. Development of seats is desired.
本発明は、耐衝撃性、耐キャスター性、エンボス賦形性及びエンボス堅牢度に優れ、且つ熱収縮による反りが抑制されており、床材用化粧シートとして有用な化粧シートを提供することを目的とする。 An object of the present invention is to provide a decorative sheet that is excellent in impact resistance, caster resistance, embossing formability, and embossing fastness, and that is prevented from warping due to heat shrinkage and is useful as a decorative sheet for flooring. And
本発明者等は、鋭意研究を重ねた結果、基材シート上に、少なくとも透明性樹脂層を有する床材用化粧シートにおいて、基材シートの厚みと透明性樹脂層の厚みとの厚み比を特定の範囲とし、且つ透明性樹脂層の厚みと基材シートの厚みとの合計を特定の範囲とすることにより、上記目的を達成できることを見出し、本発明を完成するに至った。 As a result of intensive research, the present inventors have determined the thickness ratio between the thickness of the base sheet and the thickness of the transparent resin layer in the decorative sheet for flooring having at least a transparent resin layer on the base sheet. The present inventors have found that the above object can be achieved by setting the specific range and the total of the thickness of the transparent resin layer and the thickness of the base sheet to achieve the present invention.
即ち、本発明は、下記の化粧シートに関する。
1.基材シート上に、少なくとも透明性樹脂層を有する化粧シートであって、(1)前記透明性樹脂層の厚み(t1)と前記基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5であり、(2)前記透明性樹脂層の厚み(t1)と前記基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmである、
ことを特徴とする化粧シート。
2.前記透明性樹脂層は厚みが150μm以上である、上記項1に記載の化粧シート。
3.前記透明性樹脂層はオレフィン樹脂層である、上記項1又は2に記載の化粧シート。
4.前記基材シートは、ポリオレフィン樹脂及びポリエステル樹脂の少なくとも1種を含む、上記項1〜3のいずれかに記載の化粧シート。
5.前記基材シートと前記透明性樹脂層との間に、更に絵柄模様層を有する、上記項1〜4のいずれかに記載の化粧シート。
6.前記透明性樹脂層の上に表面保護層が積層されている、上記項1〜5のいずれかに記載の化粧シート。
7.前記表面保護層は電離放射線硬化型樹脂層である、上記項6に記載の化粧シート。
8.前記透明性樹脂層と前記表面保護層との間に、更にプライマー層を有する、上記項6又は7に記載の化粧シート。
9.前記透明性樹脂層側からエンボス加工されている、上記項1〜8のいずれかに記載の化粧シート。
10.床材用である、上記項1〜9のいずれかに記載の化粧シート。
11.上記項1〜10のいずれかに記載の化粧シートを被着材に積層してなる化粧板。
That is, the present invention relates to the following decorative sheet.
1. A decorative sheet having at least a transparent resin layer on a substrate sheet, wherein (1) the thickness ratio (t1) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the substrate sheet / (T2) is 1.5 / 1.0 to 1.0 / 1.5, and (2) the sum of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet (t1) ) + (T2) is 300 to 600 μm,
A decorative sheet characterized by that.
2.
3.
4).
5.
6).
7).
8). Item 8. The decorative sheet according to
9. Item 10. The decorative sheet according to any one of
10. Item 10. The decorative sheet according to any one of
11. A decorative board obtained by laminating the decorative sheet according to any one of
以下、本発明の床材用化粧シートについて詳細に説明する。 Hereinafter, the decorative sheet for flooring of the present invention will be described in detail.
本発明の床材用化粧シートは、基材シート上に、少なくとも透明性樹脂層及び表面保護層を順に有し、(1)上記透明性樹脂層の厚み(t1)と上記基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5であり、(2)上記透明性樹脂層の厚み(t1)と上記基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmであることを特徴とする。 The decorative sheet for flooring of the present invention has at least a transparent resin layer and a surface protective layer in order on the base sheet, and (1) the thickness (t1) of the transparent resin layer and the thickness of the base sheet. The thickness ratio (t1) / (t2) to (t2) is 1.5 / 1.0 to 1.0 / 1.5, (2) the thickness (t1) of the transparent resin layer and the substrate The total (t1) + (t2) with the thickness (t2) of the sheet is 300 to 600 μm.
上記特徴を有する本発明の床材用化粧シートは、透明性樹脂層の厚みと基材シートの厚みとの合計が特定の範囲であり、且つ透明性樹脂層と基材シートとの厚み比が適当な範囲であるので、耐衝撃性及び耐キャスター性に優れている。このため、バッカー層を必要とせず、上記厚み比と上記厚みの合計とを特定の範囲としたこととあいまって、エンボス賦形性及びエンボス堅牢度に優れている。 In the decorative sheet for flooring of the present invention having the above characteristics, the total thickness of the transparent resin layer and the base sheet is within a specific range, and the thickness ratio between the transparent resin layer and the base sheet is Since it is in an appropriate range, it is excellent in impact resistance and caster resistance. For this reason, a backer layer is not required, and it is excellent in emboss shapeability and emboss fastness combined with the thickness ratio and the total thickness being in a specific range.
更に、上記厚み比と上記厚みの合計とを規定したことにより、透明性樹脂層の厚みが厚過ぎず、床材用化粧シートの熱収縮による反りが抑制されている。 Furthermore, by defining the thickness ratio and the sum of the thicknesses, the thickness of the transparent resin layer is not too thick, and warpage due to thermal shrinkage of the decorative sheet for flooring is suppressed.
本発明の床材用化粧シートは、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmである。(t1)+(t2)が300μm未満であると、耐衝撃性及び耐キャスター性に劣る。また、(t1)+(t2)が600μmを超えると、エンボス賦形性及びエンボス堅牢度に劣る。(t1)+(t2)は300〜500μmが好ましく、300〜400μmがより好ましい。(t1)+(t2)が厚過ぎると、ロールにした際に巻きずれが生じロール化が困難となるおそれがある。 In the decorative sheet for flooring of the present invention, the total (t1) + (t2) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 300 to 600 μm. When (t1) + (t2) is less than 300 μm, the impact resistance and caster resistance are poor. Moreover, when (t1) + (t2) exceeds 600 micrometers, it is inferior to emboss shaping property and emboss fastness. (T1) + (t2) is preferably 300 to 500 μm, and more preferably 300 to 400 μm. If (t1) + (t2) is too thick, there is a risk that winding will occur and it will be difficult to roll.
本発明の床材用化粧シートは、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5である。(t1)/(t2)が1.0/1.5より小さいと、透明性樹脂層の厚みが薄くなるため耐衝撃性に劣る。また、(t1)/(t2)が1.0/1.5より小さいと、耐摩耗性が劣り、柄の奥行き感も低下する。 In the decorative sheet for flooring of the present invention, the thickness ratio (t1) / (t2) between the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 1.5 / 1.0 to 1. 0 / 1.5. When (t1) / (t2) is smaller than 1.0 / 1.5, the thickness of the transparent resin layer becomes thin, so that the impact resistance is inferior. Moreover, when (t1) / (t2) is smaller than 1.0 / 1.5, the wear resistance is inferior and the sense of depth of the pattern is also lowered.
また、(t1)/(t2)が1.5/1.0より大きいと、透明性樹脂層の厚みが厚くなるため、エンボス工程において吸熱が足りず、エンボス賦形性及びエンボス堅牢度に劣る。また、透明性樹脂層の厚みが厚くなると、透明性樹脂層の熱収縮による反り量が大きくなるので、床材用化粧シートの反り量も大きくなる。 On the other hand, if (t1) / (t2) is greater than 1.5 / 1.0, the thickness of the transparent resin layer is increased, so that there is insufficient heat absorption in the embossing process, resulting in poor embossing formability and embossing fastness. . Further, when the thickness of the transparent resin layer is increased, the amount of warpage due to heat shrinkage of the transparent resin layer is increased, and thus the amount of warpage of the decorative sheet for flooring is also increased.
なお、上記(t1)/(t2)が1.0/1.5よりも小さいとは、厚み比(t1)/(t2)が1.0/1.5の状態よりも、(t1)の比率が小さく、(t2)の比率が大きいことを示す。また、(t1)/(t2)が1.5/1.0よりも大きいとは、厚み比(t1)/(t2)が1.5/1.0の状態よりも、(t1)の比率が大きく、(t2)の比率が小さいことを示す。以下、本明細書中においても同様である。
上記厚み比(t1)/(t2)は、1.2/1.0〜1.0/1.0が好ましい。
Note that the above (t1) / (t2) is smaller than 1.0 / 1.5 means that the thickness ratio (t1) / (t2) is less than 1.0 / 1.5. The ratio is small and the ratio of (t2) is large. Moreover, (t1) / (t2) is larger than 1.5 / 1.0 means that the ratio of (t1) is larger than the state where the thickness ratio (t1) / (t2) is 1.5 / 1.0. Is large and the ratio of (t2) is small. Hereinafter, the same applies to the present specification.
The thickness ratio (t1) / (t2) is preferably 1.2 / 1.0 to 1.0 / 1.0.
(基材シート)
基材シートとしては限定的ではないが、樹脂成分としてポリオレフィン樹脂を含む基材シートが好ましい。実質的には、ポリオレフィン樹脂からなるシートを用いる。
(Substrate sheet)
Although it does not limit as a base material sheet, the base material sheet which contains polyolefin resin as a resin component is preferable. In practice, a sheet made of polyolefin resin is used.
ポリオレフィン樹脂としては特に限定されず、化粧シートの分野で通常用いられているものが使用できる。例えば、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−プロピレン−ブテン共重合体、ポリオレフィン系熱可塑性エラストマー等が挙げられる。これらの中でも、特にポリプロピレン、ポリオレフィン熱可塑性エラストマー等が好ましい。 It does not specifically limit as polyolefin resin, The thing normally used in the field | area of the decorative sheet can be used. For example, polyethylene, polypropylene, polybutene, polymethylpentene, ethylene-propylene copolymer, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-propylene-butene copolymer, polyolefin-based thermoplastic elastomer, etc. Is mentioned. Of these, polypropylene, polyolefin thermoplastic elastomer, and the like are particularly preferable.
ポリプロピレンを主成分とする単独重合体又は共重合体も好ましく、例えば、ホモポリプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂、及び、ポリプロピレン結晶部を有し、且つプロピレン以外の炭素数2〜20のα−オレフィンが挙げられる。その他、エチレン、ブテン−1、4−メチルペンテン−1、ヘキセン−1又はオクテン−1のコモノマーを15モル%以上含有するプロピレン−α−オレフィン共重合体等も好ましい。 A homopolymer or copolymer having polypropylene as a main component is also preferable, for example, a homopolypropylene resin, a random polypropylene resin, a block polypropylene resin, and a polypropylene crystal part and having 2 to 20 carbon atoms other than propylene. -Olefins. In addition, a propylene-α-olefin copolymer containing 15 mol% or more of a comonomer of ethylene, butene-1,4-methylpentene-1, hexene-1, or octene-1 is also preferable.
ポリオレフィン系熱可塑性エラストマーは、ハードセグメントにアイソタクチックポリプロピレン、ソフトセグメントにアタクチックポリプロピレンを重量比80:20で混合したものが好ましい。 The polyolefin-based thermoplastic elastomer is preferably a mixture of isotactic polypropylene in the hard segment and atactic polypropylene in the soft segment in a weight ratio of 80:20.
ポリオレフィン樹脂は、例えば、カレンダー法、インフレーション法、Tダイ押し出し法等によりフィルム状にすればよい。 The polyolefin resin may be formed into a film by, for example, a calendar method, an inflation method, a T-die extrusion method, or the like.
基材シートは、また、樹脂成分としてポリエステル樹脂を含む基材シートであってもよい。この場合、実質的にはポリエステル樹脂からなるシートを用いる。 The base sheet may also be a base sheet containing a polyester resin as a resin component. In this case, a sheet substantially made of a polyester resin is used.
ポリエステル樹脂としては特に限定されず、化粧シートの分野で通常用いられているものが使用できる。例えば、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)等が挙げられる。これらの中でも、特にポリブチレンテレフタレートが好ましい。 It does not specifically limit as a polyester resin, What is normally used in the field | area of a decorative sheet can be used. Examples thereof include polybutylene terephthalate (PBT), polyethylene terephthalate (PET), polytrimethylene terephthalate (PTT), and polyethylene naphthalate (PEN). Among these, polybutylene terephthalate is particularly preferable.
また、基材シートは、ポリオレフィン樹脂及びポリエステル樹脂の少なくとも1種を含んでいてもよい。なお、基材シートがポリオレフィン樹脂及びポリエステル樹脂を含む場合は、一層からなる基材シートが、ポリオレフィン樹脂とポリエステル樹脂とを混合した樹脂により形成されていてもよいし、複数の層からなる基材シートが、ポリオレフィン樹脂を含むシートとポリエステル樹脂を含むシートとを積層することにより形成されていてもよい。 Moreover, the base material sheet may contain at least 1 sort (s) of polyolefin resin and polyester resin. In addition, when a base material sheet contains polyolefin resin and polyester resin, the base material sheet which consists of one layer may be formed with resin which mixed polyolefin resin and polyester resin, and the base material which consists of several layers The sheet may be formed by laminating a sheet containing a polyolefin resin and a sheet containing a polyester resin.
また、基材シートは、ポリオレフィン樹脂を含む層を複数層積層することにより形成されていてもよい。この場合、基材シートを形成するそれぞれの層は、含まれるポリオレフィン樹脂の種類及び配合量が異なっていてもよく、添加剤の種類及び配合量が異なっていてもよい。このような基材シートの例としては、例えば、(i)層中のポリオレフィンのブロック共重合体及びランダム共重合体の配合比率が異なる層同士を複数層積層した基材シート、(ii)顔料、フィラー等を含む層と、含まない層とを積層した基材シート、(iii)層中の顔料、フィラー等の配合量が、互いに異なる層を複数層積層した基材シート等が挙げられる。 Moreover, the base material sheet may be formed by laminating | stacking several layers containing polyolefin resin. In this case, each layer which forms a base material sheet may differ in the kind and compounding quantity of contained polyolefin resin, and may differ in the kind and compounding quantity of an additive. Examples of such a base sheet include, for example, (i) a base sheet in which a plurality of layers having different blending ratios of the polyolefin block copolymer and random copolymer in the layer are laminated, and (ii) a pigment. And a base sheet in which a layer containing a filler and the like are laminated, and a base sheet in which (iii) a plurality of layers having different blending amounts of pigment, filler, etc. in the layer are laminated.
同様に、基材シートは、ポリエステル樹脂を含む層を複数層積層することにより形成されていてもよい。この場合においても、基材シートを形成するそれぞれの層は、用いるポリエステル樹脂の種類及び配合量や、添加剤の種類及び配合量が異なっていてもよい。
これらの基材シートの構成は、化粧シートを被着材に積層して化粧板とする際に用いられる、木質基材等の被着材の厚み、硬さ等に応じて適宜選択すればよい。
Similarly, the base material sheet may be formed by laminating a plurality of layers containing a polyester resin. Also in this case, each layer which forms a base material sheet may differ in the kind and compounding quantity of the polyester resin to be used, and the kind and compounding quantity of an additive.
The structure of these base material sheets may be appropriately selected according to the thickness, hardness, etc. of the adherend such as a wooden base material used when the decorative sheet is laminated on the adherend to make a decorative board. .
基材シートの厚みは特に限定されず、製品特性に応じて設定できるが、好ましくは150〜300μm、より好ましくは160〜240μm、更に好ましくは180〜200μm程度である。 The thickness of the substrate sheet is not particularly limited and can be set according to product characteristics, but is preferably 150 to 300 μm, more preferably 160 to 240 μm, and still more preferably about 180 to 200 μm.
基材シートには、必要に応じて、添加剤が配合されてもよい。添加剤としては、例えば、炭酸カルシウム、クレー等の充填剤、水酸化マグネシウム等の難燃剤、酸化防止剤、滑剤、発泡剤、着色剤(下記参照)などが挙げられる。添加剤の配合量は、製品特性に応じて適宜設定できる。 An additive may be mix | blended with a base material sheet as needed. Examples of the additive include a filler such as calcium carbonate and clay, a flame retardant such as magnesium hydroxide, an antioxidant, a lubricant, a foaming agent, and a colorant (see below). The blending amount of the additive can be appropriately set according to the product characteristics.
着色剤としては特に限定されず、顔料、染料等の公知の着色剤を使用できる。例えば、チタン白、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラック等の無機顔料;イソインドリノン、ハンザイエローA、キナクリドン、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラック等の有機顔料(染料も含む);アルミニウム、真鍮等の金属顔料;二酸化チタン被覆雲母、塩基性炭酸鉛等の箔粉からなる真珠光沢(パール)顔料などが挙げられる。 It does not specifically limit as a coloring agent, Well-known coloring agents, such as a pigment and dye, can be used. For example, titanium white, zinc white, petal, vermilion, ultramarine blue, cobalt blue, titanium yellow, yellow lead, carbon black and other inorganic pigments; isoindolinone, Hansa Yellow A, quinacridone, permanent red 4R, phthalocyanine blue, indanthrene Organic pigments (including dyes) such as blue RS and aniline black; metal pigments such as aluminum and brass; pearlescent pigments made of foil powder such as titanium dioxide-coated mica and basic lead carbonate.
基材シートの片面又は両面には、必要に応じて、コロナ放電処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理等の表面処理を施してもよい。例えば、コロナ放電処理を行う場合には、基材シート表面の表面張力が30dyne以上、好ましくは40dyne以上となるようにすればよい。表面処理は、各処理の常法に従って行えばよい。 One or both surfaces of the base sheet may be subjected to surface treatment such as corona discharge treatment, ozone treatment, plasma treatment, ionizing radiation treatment, dichromic acid treatment, etc., as necessary. For example, when the corona discharge treatment is performed, the surface tension of the substrate sheet surface may be 30 dyne or more, preferably 40 dyne or more. The surface treatment may be performed according to a conventional method for each treatment.
基材シートの片面又は両面には、必要に応じて、プライマー層を設けてもよい。 A primer layer may be provided on one side or both sides of the base sheet as necessary.
プライマー層は、公知のプライマー剤を基材シートの片面又は両面に塗布することにより形成できる。プライマー剤としては、例えば、アクリル変性ウレタン樹脂等からなるウレタン樹脂系プライマー剤、ウレタン−セルロース系樹脂(例えば、ウレタンと硝化綿の混合物にヘキサメチレンジイソシアネートを添加してなる樹脂)からなるプライマー剤等が挙げられる。 A primer layer can be formed by apply | coating a well-known primer agent to the single side | surface or both surfaces of a base material sheet. Examples of the primer agent include a urethane resin primer agent made of acrylic modified urethane resin, a primer agent made of urethane-cellulose resin (for example, a resin made by adding hexamethylene diisocyanate to a mixture of urethane and nitrified cotton), and the like. Is mentioned.
プライマー剤の塗布量は特に限定されないが、通常0.1〜20g/m2、好ましくは0.5〜10g/m2程度である。 The application amount of the primer agent is not particularly limited, but is usually 0.1 to 20 g / m 2 , preferably about 0.5 to 10 g / m 2 .
(透明性樹脂層)
透明性樹脂層は透明である限り着色されていてもよく、絵柄模様層が視認できる範囲内で半透明であってもよい。
(Transparent resin layer)
The transparent resin layer may be colored as long as it is transparent, and may be translucent as long as the pattern layer is visible.
透明性樹脂層を形成する樹脂としては、例えば、ポリ塩化ビニル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体、アイオノマー、ポリメチルペンテン、アクリル酸エステル、メタアクリル酸エステル、ポリカーボネート、セルローストリアセテート等が挙げられる。上記の中でも、ポリプロピレン等のポリオレフィン樹脂が好ましい。より好ましくは、立体規則性を有するポリオレフィン樹脂である。ポリオレフィン樹脂を用いる場合は、溶融ポリオレフィン樹脂を押し出し法により透明性樹脂層を形成することが望ましい。 Examples of the resin for forming the transparent resin layer include polyvinyl chloride, polyethylene terephthalate, polybutylene terephthalate, polyamide, polyethylene, polypropylene, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, and ethylene-acrylic acid. Examples thereof include ester copolymers, ionomers, polymethylpentene, acrylic acid esters, methacrylic acid esters, polycarbonates, and cellulose triacetates. Among these, polyolefin resins such as polypropylene are preferable. More preferably, it is a polyolefin resin having stereoregularity. When using a polyolefin resin, it is desirable to form a transparent resin layer by extruding a molten polyolefin resin.
透明性樹脂層には、必要に応じて、充填剤、艶消し剤、発泡剤、難燃剤、滑剤、帯電防止剤、酸化防止剤、紫外線吸収剤、光安定化剤、ラジカル捕捉剤、軟質成分(例えばゴム)等の各種の添加剤が含まれていても良い。 For the transparent resin layer, if necessary, a filler, matting agent, foaming agent, flame retardant, lubricant, antistatic agent, antioxidant, ultraviolet absorber, light stabilizer, radical scavenger, soft component Various additives such as rubber (for example, rubber) may be included.
透明性樹脂層の厚みは特に限定されないが、150μm以上が好ましい。透明性樹脂層の厚みを150μmとすることにより、下層に絵柄模様層を積層した場合に、絵柄の奥行き感が増加して意匠性が向上し、また、床材用化粧シートの耐摩耗性が向上する。透明性樹脂層の厚みは、150〜300μm程度が好ましく、160〜240μm程度がより好ましく、200〜220μm程度が更に好ましい。上記厚みが薄過ぎると、耐衝撃性及び耐キャスター性に劣るおそれがある。厚過ぎると、エンボス賦形性及びエンボス堅牢度に劣るおそれがあり、また、透明性樹脂層の熱収縮による反り量が大きくなるおそれがあり、これに追従して床材用化粧シートの反り量も大きくなるおそれがある。 The thickness of the transparent resin layer is not particularly limited, but is preferably 150 μm or more. By setting the thickness of the transparent resin layer to 150 μm, when a pattern layer is laminated on the lower layer, the sense of depth of the pattern is increased and the design is improved, and the wear resistance of the decorative sheet for flooring is improved. improves. The thickness of the transparent resin layer is preferably about 150 to 300 μm, more preferably about 160 to 240 μm, and still more preferably about 200 to 220 μm. When the said thickness is too thin, there exists a possibility that it may be inferior to impact resistance and caster resistance. If it is too thick, the embossing property and embossing fastness may be inferior, and the amount of warping due to heat shrinkage of the transparent resin layer may increase. Following this, the amount of warping of the decorative sheet for flooring May also become large.
透明性樹脂層の表面であって、表面保護層を形成する面には、必要に応じて、コロナ放電処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理等の表面処理を施してもよい。表面処理は、各処理の常法に従って行えばよい。 The surface of the transparent resin layer on which the surface protective layer is formed is subjected to surface treatment such as corona discharge treatment, ozone treatment, plasma treatment, ionizing radiation treatment, dichromic acid treatment as necessary. Also good. The surface treatment may be performed according to a conventional method for each treatment.
本発明の床材用化粧シートの層構成としては、上記基材シート及び透明性樹脂層を有していれば特に限定的ではないが、例えば、基材シート上に、絵柄模様層、透明性樹脂層、及び表面保護層を順に積層してなるものが好ましい。また、基材シート上に絵柄模様層、接着剤層、透明性樹脂層、プライマー層及び表面保護層を順に積層してなる層構成も好適である。 The layer structure of the decorative sheet for flooring of the present invention is not particularly limited as long as it has the base sheet and the transparent resin layer. For example, a pattern layer, transparency on the base sheet. What laminated | stacked a resin layer and a surface protective layer in order is preferable. Moreover, the layer structure which laminates | stacks a pattern pattern layer, an adhesive bond layer, a transparent resin layer, a primer layer, and a surface protective layer in order on a base material sheet is also suitable.
以下、具体的な層構成の説明として、上記の層構成を例示し、表面保護層以外の層について説明する。 Hereinafter, as a specific description of the layer configuration, the above-described layer configuration will be exemplified, and layers other than the surface protective layer will be described.
(絵柄模様層)
基材シートの上には、絵柄模様層を形成することができる。絵柄模様層は、床材用化粧シートに所望の絵柄による意匠性を付与するものであり、絵柄の種類等は特に限定的ではない。例えば、木目模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、皮絞模様、幾何学図形、文字、記号、抽象模様等が挙げられる。
(Pattern pattern layer)
A pattern layer can be formed on the base sheet. The design pattern layer imparts design properties with a desired design to the decorative sheet for flooring, and the type of design is not particularly limited. Examples thereof include a wood grain pattern, a stone pattern, a grain pattern, a tiled pattern, a brickwork pattern, a cloth pattern, a leather pattern, a geometric figure, a character, a symbol, and an abstract pattern.
絵柄模様層の形成方法は特に限定されず、例えば、公知の着色剤(染料又は顔料)を結着材樹脂とともに溶剤(又は分散媒)中に溶解(又は分散)させて得られる着色インキ、コーティング剤等を用いた印刷法などにより形成すればよい。 The method for forming the pattern layer is not particularly limited. For example, a colored ink or coating obtained by dissolving (or dispersing) a known colorant (dye or pigment) in a solvent (or dispersion medium) together with a binder resin. What is necessary is just to form by the printing method etc. which used the agent.
着色剤としては、例えば、カーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料;アゾ顔料、レーキ顔料、アントラキノン顔料、キナクリドン顔料、フタロシアニン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料;アルミニウム粉、ブロンズ粉等の金属粉顔料;酸化チタン被覆雲母、酸化塩化ビスマス等の真珠光沢顔料;蛍光顔料;夜光顔料等が挙げられる。これらの着色剤は、単独又は2種以上を混合して使用できる。これらの着色剤には、シリカ等のフィラー、有機ビーズ等の体質顔料、中和剤、界面活性剤等をさらに配合してもよい。 Examples of the colorant include inorganic pigments such as carbon black, titanium white, zinc white, dial, bitumen, and cadmium red; azo pigments, lake pigments, anthraquinone pigments, quinacridone pigments, phthalocyanine pigments, isoindolinone pigments, dioxazine pigments. Organic pigments such as aluminum powder, metal powder pigments such as bronze powder, pearlescent pigments such as titanium oxide-coated mica and bismuth oxide chloride; fluorescent pigments; These colorants can be used alone or in admixture of two or more. These colorants may further contain fillers such as silica, extender pigments such as organic beads, neutralizing agents, surfactants and the like.
結着材樹脂としては、例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、塩素化ポリオレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体系樹脂、ポリビニルブチラール樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコーン系樹脂、繊維素誘導体、ゴム系樹脂等が挙げられる。これらの樹脂は、単独又は2種以上を混合して使用できる。 Examples of the binder resin include acrylic resin, styrene resin, polyester resin, urethane resin, chlorinated polyolefin resin, vinyl chloride-vinyl acetate copolymer resin, polyvinyl butyral resin, alkyd resin, petroleum Resin, ketone resin, epoxy resin, melamine resin, fluorine resin, silicone resin, fiber derivative, rubber resin and the like. These resins can be used alone or in admixture of two or more.
溶剤(又は分散媒)としては、例えば、ヘキサン、ヘプタン、オクタン、トルエン、キシレン、エチルベンゼン、シクロヘキサン、メチルシクロヘキサン等の石油系有機溶剤;酢酸エチル、酢酸ブチル、酢酸−2−メトキシエチル、酢酸−2−エトキシエチル等のエステル系有機溶剤;メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール、イソブチルアルコール、エチレングリコール、プロピレングリコール等のアルコール系有機溶剤;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系有機溶剤;ジエチルエーテル、ジオキサン、テトラヒドロフラン等のエーテル系有機溶剤、;ジクロロメタン、四塩化炭素、トリクロロエチレン、テトラクロロエチレン等の塩素系有機溶剤;水等の無機溶剤等が挙げられる。これらの溶剤(又は分散媒)は、単独又は2種以上を混合して使用できる。 Examples of the solvent (or dispersion medium) include petroleum organic solvents such as hexane, heptane, octane, toluene, xylene, ethylbenzene, cyclohexane, and methylcyclohexane; ethyl acetate, butyl acetate, 2-methoxyethyl acetate, and acetic acid-2 -Ester-based organic solvents such as ethoxyethyl; alcohol-based organic solvents such as methyl alcohol, ethyl alcohol, normal propyl alcohol, isopropyl alcohol, isobutyl alcohol, ethylene glycol, propylene glycol; ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, and cyclohexanone Organic solvents; ether organic solvents such as diethyl ether, dioxane, tetrahydrofuran; dichloromethane, carbon tetrachloride, trichloroethylene, tetrachloroethylene Inorganic solvents and the like, such as water; chlorinated organic solvents. These solvents (or dispersion media) can be used alone or in admixture of two or more.
絵柄模様層の形成に用いる印刷法としては、例えば、グラビア印刷法、オフセット印刷法、スクリーン印刷法、フレキソ印刷法、静電印刷法、インクジェット印刷法等が挙げられる。また、全面ベタ状の絵柄模様層を形成する場合には、例えば、ロールコート法、ナイフコート法、エアーナイフコート法、ダイコート法、リップコート法、コンマコート法、キスコート法、フローコート法、ディップコート法等の各種コーティング法が挙げられる。その他、手描き法、墨流し法、写真法、転写法、レーザービーム描画法、電子ビーム描画法、金属等の部分蒸着法、エッチング法等を用いたり、他の形成方法と組み合わせて用いたりしてもよい。 Examples of the printing method used for forming the pattern layer include a gravure printing method, an offset printing method, a screen printing method, a flexographic printing method, an electrostatic printing method, and an inkjet printing method. When forming a solid pattern pattern layer, for example, roll coating method, knife coating method, air knife coating method, die coating method, lip coating method, comma coating method, kiss coating method, flow coating method, dip coating Various coating methods such as a coating method may be mentioned. In addition, the hand-drawn method, the ink-sink method, the photographic method, the transfer method, the laser beam drawing method, the electron beam drawing method, the metal partial evaporation method, the etching method, etc. may be used or combined with other forming methods. Good.
絵柄模様層の厚みは特に限定されず、製品特性に応じて適宜設定できるが、乾燥後の層厚は0.1〜20μm程度である。 The thickness of the pattern layer is not particularly limited and can be set as appropriate according to the product characteristics, but the layer thickness after drying is about 0.1 to 20 μm.
(プライマー層)
透明性樹脂層の上には、表面保護層の形成を容易とするためのプライマー層を設けることができる。
プライマー層は、公知のプライマー剤を透明性樹脂層に塗布することにより形成できる。プライマー剤としては、例えば、アクリル変性ウレタン樹脂等からなるウレタン樹脂系プライマー剤、アクリルとウレタンのブロック共重合体からなる樹脂系プライマー剤等が挙げられる。
(Primer layer)
A primer layer for facilitating formation of the surface protective layer can be provided on the transparent resin layer.
The primer layer can be formed by applying a known primer agent to the transparent resin layer. Examples of the primer agent include a urethane resin-based primer agent composed of an acrylic-modified urethane resin and the like, and a resin-based primer agent composed of a block copolymer of acrylic and urethane.
プライマー剤の塗布量は特に限定されないが、通常0.1〜20g/m2、好ましくは0.5〜10g/m2程度である。 The application amount of the primer agent is not particularly limited, but is usually 0.1 to 20 g / m 2 , preferably about 0.5 to 10 g / m 2 .
(表面保護層)
床材用化粧シートのおもて面には、耐擦傷性、耐摩耗性、耐水性、耐汚染性等の表面物性を付与するために、表面保護層を設けることができる。この表面保護層を形成する樹脂としては、熱硬化型樹脂又は電離放射線硬化型樹脂等の硬化型樹脂が好ましい。特に、電離放射線硬化型樹脂は高い表面硬度、生産性等の観点から好ましい。
(Surface protective layer)
A surface protective layer can be provided on the front surface of the decorative sheet for flooring in order to impart surface physical properties such as scratch resistance, abrasion resistance, water resistance and stain resistance. As the resin for forming the surface protective layer, a curable resin such as a thermosetting resin or an ionizing radiation curable resin is preferable. In particular, ionizing radiation curable resins are preferable from the viewpoint of high surface hardness, productivity, and the like.
熱硬化型樹脂としては、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン−尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられる。 Examples of thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethane), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, and melamines. -Urea co-condensation resin, silicon resin, polysiloxane resin and the like.
上記樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤を添加することができる。
例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加できる。
A curing agent such as a crosslinking agent and a polymerization initiator, and a polymerization accelerator can be added to the resin.
For example, as curing agents, isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins, polyurethane resins, etc., organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc. A radical initiator can be added to the unsaturated polyester resin.
熱硬化型樹脂で表面保護層を形成する方法としては、例えば、熱硬化型樹脂の溶液をロールコート法、グラビアコート法等の塗布法で塗布し、乾燥・硬化させる方法が挙げられる。溶液の塗布量としては、溶液を乾燥後の固形分で概ね5〜30μm、好ましくは10〜20μm程度である。 Examples of the method for forming the surface protective layer with a thermosetting resin include a method in which a solution of a thermosetting resin is applied by a coating method such as a roll coating method or a gravure coating method and then dried and cured. The coating amount of the solution is about 5 to 30 μm, preferably about 10 to 20 μm, in terms of solid content after the solution is dried.
電離放射線硬化型樹脂は、電離放射線の照射により架橋重合反応を生じ、3次元の高分子構造に変化する樹脂であれば限定されない。例えば、電離放射線の照射により架橋可能な重合性不飽和結合又はエポキシ基を分子中に有するプレポリマー、オリゴマー及びモノマーの1種以上が使用できる。例えば、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂;シロキサン等のケイ素樹脂;ポリエステル樹脂;エポキシ樹脂などが挙げられる。 The ionizing radiation curable resin is not limited as long as it is a resin that undergoes a crosslinking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure. For example, one or more prepolymers, oligomers and monomers having a polymerizable unsaturated bond or epoxy group that can be crosslinked by irradiation with ionizing radiation in the molecule can be used. Examples thereof include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; epoxy resins and the like.
電離放射線としては、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等があるが、この中でも、紫外線、電子線が望ましい。 Examples of the ionizing radiation include visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc. Among them, ultraviolet light and electron beams are preferable.
紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190〜380nm程度である。 As the ultraviolet light source, a light source such as an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used. The wavelength of ultraviolet light is about 190 to 380 nm.
電子線源としては、例えば、コッククロフトワルト型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器が使用できる。電子線のエネルギーとしては、100〜1000keV程度が好ましく、100〜300keV程度がより好ましい。電子線の照射量は、2〜15Mrad程度が好ましい。 As the electron beam source, various electron beam accelerators such as a cockcroft-wald type, a bandegraft type, a resonant transformer type, an insulating core transformer type, a linear type, a dynamitron type, and a high frequency type can be used. The energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV. The irradiation amount of the electron beam is preferably about 2 to 15 Mrad.
電離放射線硬化型樹脂は電子線を照射すれば十分に硬化するが、紫外線を照射して硬化させる場合には、光重合開始剤(増感剤)を添加することが好ましい。 The ionizing radiation curable resin is sufficiently cured when irradiated with an electron beam, but it is preferable to add a photopolymerization initiator (sensitizer) when it is cured by irradiation with ultraviolet rays.
ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、例えば、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル−N,N−ジメチルアミノベンゾエート等の少なくとも1種が使用できる。また、カチオン重合性官能基を有する樹脂系の場合は、例えば、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシスルホキソニウムジアリルヨードシル塩等の少なくとも1種が使用できる。 Examples of the photopolymerization initiator in the case of a resin system having a radically polymerizable unsaturated group include acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide. , Diethyl oxide, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used. In the case of a resin system having a cationic polymerizable functional group, for example, at least one kind such as an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt. Can be used.
光重合開始剤の添加量は特に限定されないが、一般に電離放射線硬化型樹脂100重量部に対して0.1〜10重量部程度である。 Although the addition amount of a photoinitiator is not specifically limited, Generally it is about 0.1-10 weight part with respect to 100 weight part of ionizing radiation curable resins.
電離放射線硬化型樹脂で表面保護層を形成する方法としては、例えば、電離放射線硬化型樹脂の溶液をグラビアコート法、ロールコート法等の塗布法で塗布すればよい。溶液の塗布量としては、溶液を乾燥後の固形分で概ね5〜30μm、好ましくは10〜20μm程度である。 As a method of forming the surface protective layer with an ionizing radiation curable resin, for example, a solution of an ionizing radiation curable resin may be applied by a coating method such as a gravure coating method or a roll coating method. The coating amount of the solution is about 5 to 30 μm, preferably about 10 to 20 μm, in terms of solid content after the solution is dried.
上記表面保護層は、耐傷性を更に向上させることを目的として、硬質フィラーを含有する構成とすることが好ましい。上記硬質フィラーとしては、表面保護層の耐傷性を更に向上させることができれば特に限定されないが、球形の無機微粒子を用いることが好ましい。上記無機微粒子としては、例えば、粉末状の酸化アルミニウム、炭化珪素、二酸化珪素、チタン酸カルシウム、チタン酸バリウム、マグネシウムパイロボレート、酸化亜鉛、窒化珪素、酸化ジルコニウム、酸化クロム、酸化鉄、窒化硼素、ダイアモンド、金剛砂、ガラス繊維、溶融シリカ等が挙げられる。 The surface protective layer preferably contains a hard filler for the purpose of further improving scratch resistance. The hard filler is not particularly limited as long as the scratch resistance of the surface protective layer can be further improved, but it is preferable to use spherical inorganic fine particles. Examples of the inorganic fine particles include powdered aluminum oxide, silicon carbide, silicon dioxide, calcium titanate, barium titanate, magnesium pyroborate, zinc oxide, silicon nitride, zirconium oxide, chromium oxide, iron oxide, boron nitride, Diamond, gold sand, glass fiber, fused silica and the like can be mentioned.
上記硬質フィラーの具体例としては、例えば、特許第4834999号公報に記載された球状のシリカ粒子を例示することができる。 Specific examples of the hard filler include spherical silica particles described in Japanese Patent No. 4834999.
上記硬質フィラーの細孔容量は1.0ml/g未満であることが好ましく、0ml/g以上1.0ml/g未満であることがより好ましい。また、硬質フィラーがシリカである場合の見かけ比重は、0.4g/cm2を超え、2.2g/cm2以下であることが好ましい。 The pore volume of the hard filler is preferably less than 1.0 ml / g, more preferably 0 ml / g or more and less than 1.0 ml / g. The apparent specific gravity when the hard filler is silica is preferably more than 0.4 g / cm 2 and not more than 2.2 g / cm 2 .
上記硬質フィラーの含有量は、上記熱硬化型樹脂又は電離放射線硬化型樹脂等の硬化型樹脂である、表面保護層を形成する樹脂成分100重量部に対して、1〜10重量部であることが好ましい。 The content of the hard filler is 1 to 10 parts by weight with respect to 100 parts by weight of the resin component forming the surface protective layer, which is a curable resin such as the thermosetting resin or ionizing radiation curable resin. Is preferred.
上記硬質フィラーの平均粒径は、1〜5μmであることが好ましい。 The average particle size of the hard filler is preferably 1 to 5 μm.
上記表面保護層には、必要に応じて艶消し剤が含まれていてもよい。上記艶消し剤としては、特に限定されないが、例えば、シリカが挙げられる。上記シリカとしては、艶消し効果を十分に発揮することができる点で、不定形の、非球状粒子であることが好ましい。 The surface protective layer may contain a matting agent as necessary. Although it does not specifically limit as said matting agent, For example, a silica is mentioned. The silica is preferably an amorphous, non-spherical particle in that the matte effect can be sufficiently exhibited.
上記艶消し剤としては、細孔容量が1.8〜3.0ml/gであり、みかけ比重が0.05〜0.22g/mlであり、吸油量が300ml/100g以上であるものを用いることが好ましい。細孔容量が1.9〜2.5ml/gであり、みかけ比重が0.10〜0.20g/mlであり、吸油量が300〜400ml/100gであるものを用いることがより好ましい。1.8〜3.0ml/gの細孔容量を有する艶消し剤を用いることにより、光の乱反射効果が効率的に得られるため、良好な艶消し効果を得ることができる。 As the matting agent, one having a pore volume of 1.8 to 3.0 ml / g, an apparent specific gravity of 0.05 to 0.22 g / ml, and an oil absorption of 300 ml / 100 g or more is used. It is preferable. It is more preferable to use one having a pore volume of 1.9 to 2.5 ml / g, an apparent specific gravity of 0.10 to 0.20 g / ml, and an oil absorption of 300 to 400 ml / 100 g. By using a matting agent having a pore volume of 1.8 to 3.0 ml / g, an effect of irregular reflection of light can be efficiently obtained, so that a good matting effect can be obtained.
上記艶消し剤の含有量は、表面保護層を形成する樹脂成分100重量部に対して、8〜20重量部であることが好ましい。また、上記艶消し剤の平均粒径は、9〜15μmであることが好ましい。 It is preferable that content of the said matting agent is 8-20 weight part with respect to 100 weight part of resin components which form a surface protective layer. Moreover, it is preferable that the average particle diameter of the said matting agent is 9-15 micrometers.
上記表面保護層の厚みは、5〜30μmであることが好ましい。上記表面保護層の厚みが5μmより薄いと、耐傷性に劣るおそれがある。また、30μmより厚いと、床材用化粧シートのカールが発生し易くなるおそれがある。上記表面保護層の厚みは、10〜20μmであることがより好ましい。 The thickness of the surface protective layer is preferably 5 to 30 μm. If the thickness of the surface protective layer is less than 5 μm, the scratch resistance may be poor. On the other hand, if it is thicker than 30 μm, the decorative sheet for flooring may be easily curled. The thickness of the surface protective layer is more preferably 10 to 20 μm.
上記表面保護層は、必要に応じて、紫外線吸収剤、光安定剤、可塑剤、安定剤、充填剤、分散剤、染料、顔料等の着色剤、溶剤、抗菌剤等を含んでいてもよい。 The surface protective layer may contain an ultraviolet absorber, a light stabilizer, a plasticizer, a stabilizer, a filler, a dispersant, a colorant such as a dye and a pigment, a solvent, an antibacterial agent, and the like, if necessary. .
(エンボス加工)
本発明の床材用化粧シートは、上記透明性樹脂層を形成した後、透明性樹脂層側からエンボス加工が施されていてもよい。また、透明性樹脂層の上に表面保護層が形成される場合は、上記透明性樹脂層の上に上記表面保護層を積層した後、表面保護層側からエンボス加工が施されていてもよい。
(Embossing)
The decorative sheet for flooring of the present invention may be embossed from the transparent resin layer side after forming the transparent resin layer. Further, when a surface protective layer is formed on the transparent resin layer, the surface protective layer may be laminated on the transparent resin layer and then embossed from the surface protective layer side. .
エンボス加工方法は特に限定されず、例えば、透明性樹脂層又は表面保護層のおもて面を加熱軟化させてエンボス版により加圧・賦形後、冷却する方法が好ましい方法として挙げられる。エンボス加工には、公知の枚葉式又は輪転式のエンボス機が用いられる。凹凸形状としては、例えば、木目板導管溝、石板表面凹凸(花崗岩劈開面等)、布表面テクスチャア、梨地、砂目、ヘアライン、万線条溝等がある。 The embossing method is not particularly limited. For example, a preferable method is to heat and soften the front surface of the transparent resin layer or the surface protective layer, pressurize and shape with an embossing plate, and then cool. For embossing, a known single-wafer or rotary embossing machine is used. Examples of the concavo-convex shape include a wood grain plate conduit groove, a stone plate surface unevenness (such as granite cleaved surface), a cloth surface texture, a satin texture, a grain, a hairline, a ridge line, and the like.
本発明の化粧シートは、被着材に積層することで、化粧板とすることができる。被着材は限定的ではなく、公知の化粧板に用いられるものと同様のものを用いることができる。 The decorative sheet of the present invention can be used as a decorative board by being laminated on an adherend. The adherend is not limited, and the same materials as those used for known decorative panels can be used.
上記被着材としては、例えば、木質基材、金属、セラミックス、プラスチックス、ガラス等が挙げられる。特に本発明の化粧シートは、木質基材に好適に使用することができる。木質基材としては、杉、檜、欅、松、楠、楓、樺、ラワン、チーク、メラピー等の各種素材から作られた突板、木材単板、木材合板、木質繊維板(MDF、HDF等)、硬質チップボード(パーチクルボード等)、軟質チップボード(コルク等)、又は、チップボードが積層された複合基材等が挙げられる。上記木質基材の中でも、木質繊維板、軟質チップボード、又は、軟質チップボードが積層された複合基材が好ましく、更に、コスト及び堅牢性の観点では木質繊維板を好適に用いることができ、温感性及び歩行感の観点では軟質チップボード、又は軟質チップボードと木質繊維板とが積層された複合基材を好適に用いることができる。 Examples of the adherend include wood base materials, metals, ceramics, plastics, and glass. In particular, the decorative sheet of the present invention can be suitably used for a wooden substrate. Wood substrates include veneer, wood veneer, wood plywood, wood fiberboard (MDF, HDF, etc.) made from various materials such as cedar, firewood, firewood, pine, firewood, firewood, firewood, lawan, teak, melapie ), A hard chip board (such as a particle board), a soft chip board (such as a cork), or a composite base material on which chip boards are laminated. Among the above-mentioned wood base materials, wood fiber boards, soft chip boards, or composite base materials on which soft chip boards are laminated are preferred, and further, wood fiber boards can be suitably used from the viewpoint of cost and robustness, From the viewpoint of warmth and walking, a soft chip board or a composite base material in which a soft chip board and a wood fiber board are laminated can be preferably used.
本発明の化粧シートは、基材シート上に少なくとも透明性樹脂層を有し、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5であり、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmであるので、耐衝撃性、耐キャスター性、エンボス賦形性及びエンボス堅牢度に優れ、熱収縮による反りが抑制されている。 The decorative sheet of the present invention has at least a transparent resin layer on the base sheet, and a thickness ratio (t1) / (t2) between the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet. Is 1.5 / 1.0 to 1.0 / 1.5, and the total (t1) + (t2) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 300 to Since it is 600 micrometers, it is excellent in impact resistance, caster resistance, embossing shapeability, and embossing fastness, and the curvature by heat contraction is controlled.
以下に実施例及び比較例を示して本発明をより詳しく説明する。但し、本発明は実施例に限定されない。 Hereinafter, the present invention will be described in more detail with reference to Examples and Comparative Examples. However, the present invention is not limited to the examples.
(床材用化粧シートの作製)
実施例1
基材シートとして、着色ポリプロピレンシート(厚さ160μm)を用意した。上記基材シートの表面及び裏面にコロナ放電処理を施した後、表面及び裏面にそれぞれプライマー剤を塗工してプライマー層(各厚さ2μm)を形成した。プライマー剤は、樹脂組成物100重量部とヘキサメチレンジイソシアネート(硬化剤)5重量部との混合物であり、上記樹脂組成物は、アクリルウレタン共重合体、アクリルポリオール、トリアジン系紫外線吸収剤(5質量%)の混合物とした。
(Preparation of decorative sheet for flooring)
Example 1
As a base material sheet, a colored polypropylene sheet (thickness: 160 μm) was prepared. After performing the corona discharge treatment on the front surface and the back surface of the base sheet, a primer agent was applied to each of the front surface and the back surface to form a primer layer (each thickness: 2 μm). The primer agent is a mixture of 100 parts by weight of a resin composition and 5 parts by weight of hexamethylene diisocyanate (curing agent). The resin composition contains an acrylic urethane copolymer, an acrylic polyol, and a triazine ultraviolet absorber (5 mass). %).
次いで、表面のプライマー層上に絵柄模様層(厚さ2μm)を形成し、その上に透明性接着剤層(厚さ3μm)を形成した。透明性接着剤層上に透明性熱可塑性ポリプロピレン樹脂をTダイ押出し機により加熱溶融押出しし、透明性樹脂層(厚さ240μm)を形成した。
Next, a pattern layer (
次いで、透明性樹脂層の表面にコロナ放電処理を施し、2液硬化型ウレタン樹脂を塗工することにより、透明性樹脂層上にプライマー層(厚さ2μm)を形成した。
Next, a corona discharge treatment was applied to the surface of the transparent resin layer, and a two-component curable urethane resin was applied to form a primer layer (
次いで、プライマー層上にグラビアコート法により、15μmの厚さで表面保護層形成用組成物を塗工した。表面保護層形成用組成物は、樹脂成分として2官能ウレタンアクリレートオリゴマーを80重量部(重量平均分子量1500 ガラス転移温度−55℃)、及び6官能脂肪族ウレタンアクリレートオリゴマー(重量平均分子量1500 ガラス転移温度200℃以上 共栄社化学株式会社製UA306H)を20重量部含み、上記樹脂成分100重量部に対して、艶消し剤として平均粒径11μmの不定形シリカを14重量部含んでいた。 Next, the surface protective layer-forming composition was applied to the primer layer with a thickness of 15 μm by a gravure coating method. The composition for forming a surface protective layer comprises 80 parts by weight of a bifunctional urethane acrylate oligomer as a resin component (weight average molecular weight 1500 glass transition temperature -55 ° C.) and a hexafunctional aliphatic urethane acrylate oligomer (weight average molecular weight 1500 glass transition temperature). 20 parts by weight of UA306H manufactured by Kyoeisha Chemical Co., Ltd. at 200 ° C. or higher, and 14 parts by weight of amorphous silica having an average particle diameter of 11 μm as a matting agent with respect to 100 parts by weight of the resin component.
次いで、酸素濃度200ppmの雰囲気下において、塗工された表面保護層形成用組成物の塗膜に加速電圧175keV、5Mrad(50kGy)の条件で電子線を照射することにより、塗膜を架橋硬化させて表面保護層を形成した。 Next, in an atmosphere having an oxygen concentration of 200 ppm, the coating film of the composition for forming a surface protective layer is irradiated with an electron beam under the conditions of an acceleration voltage of 175 keV and 5 Mrad (50 kGy) to crosslink and cure the coating film. Thus, a surface protective layer was formed.
最後に、シート温度140℃、圧力10〜40kg/cm2の条件で表面保護層側からエンボス加工を施すことにより床材用化粧シートを作製した。透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との厚み比(t1)/(t2)は1.5/1.0であり、厚みの合計(t1)+(t2)は400μmであった。 Finally, a decorative sheet for flooring was produced by embossing from the surface protective layer side under the conditions of a sheet temperature of 140 ° C. and a pressure of 10 to 40 kg / cm 2 . The thickness ratio (t1) / (t2) between the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 1.5 / 1.0, and the total thickness (t1) + (t2) Was 400 μm.
実施例2〜7、比較例1〜7
透明性樹脂層の厚み(t1)、基材シートの厚み(t2)、厚み比(t1)/(t2)、厚みの合計(t1)+(t2)、及び基材シートを形成する樹脂を表1のように変更した以外は実施例1と同様にして、実施例2〜7及び比較例1〜7の床材用化粧シートを作製した。
Examples 2-7, Comparative Examples 1-7
The thickness (t1) of the transparent resin layer, the thickness (t2) of the base sheet, the thickness ratio (t1) / (t2), the total thickness (t1) + (t2), and the resin forming the base sheet Except having changed like 1, it carried out similarly to Example 1, and produced the decorative sheet for flooring of Examples 2-7 and Comparative Examples 1-7.
(床用化粧材の作製)
実施例1〜7、比較例1〜7
上述のようにして作製した実施例1〜7及び比較例1〜7の床材用化粧シートの裏面プライマー層側が木質基材(MDF)と接するようにして、床材用化粧シートを水系接着剤(BA−10L/BA−11B 中央理化工業株式会社製、塗布量7g/尺角)を用いて木質基材に貼り合わせることにより、実施例1〜7及び比較例1〜7の床用化粧材を作製した。
(Preparation of decorative materials for floors)
Examples 1-7, Comparative Examples 1-7
The decorative sheet for flooring was made into a water-based adhesive so that the back primer layer side of the decorative sheet for flooring of Examples 1 to 7 and Comparative Examples 1 to 7 produced as described above was in contact with the wooden substrate (MDF). (BA-10L / BA-11B, manufactured by Chuo Rika Kogyo Co., Ltd., coating amount: 7 g / scale angle) and pasting to a wooden substrate, Examples 1 to 7 and Comparative Examples 1 to 7 Was made.
実施例8
木質基材をコルク材に変更した以外は実施例3と同様にして、実施例8の床用化粧材を作製した。
Example 8
A floor decorative material of Example 8 was produced in the same manner as in Example 3 except that the wooden substrate was changed to a cork material.
(評価方法)
耐衝撃性(デュポン衝撃試験)
JISK5600のデュポン衝撃試験に従って、上述のようにして作製した床用化粧材表面上に、半径6.3mmの半球形状の先端を有した撃ち型を静置させ、上記撃ち型上に500g荷重のおもりを高さ30cmから落下させることにより評価した。評価は、凹み量により以下の評価基準に基づいて行った。
(Evaluation method)
Impact resistance (DuPont impact test)
In accordance with the JISK5600 DuPont impact test, a shooting die having a hemispherical tip with a radius of 6.3 mm is allowed to stand on the surface of the floor decorative material produced as described above, and a weight of 500 g is placed on the shooting die. Was evaluated by dropping from a height of 30 cm. Evaluation was performed based on the following evaluation criteria by the amount of dents.
なお、以下の評価基準は、一般的なカラーフロアの凹み量が500〜600μmであることを参考にして設定した基準である。ここで、一般的なカラーフロアとは、合板(厚さ11.8mm)上に突き板(厚さ0.25mm)が積層され、更に突き板上にUV塗装(厚さ0.02mm)が施されているカラーフロアを意味する。
◎:300μm以下
○:300μmを超え、500μm以下
△:500μmを超え、600μm以下
×:600μmを超える
In addition, the following evaluation criteria are criteria set with reference to a general color floor dent amount of 500 to 600 μm. Here, a general color floor is a veneer (thickness: 0.25 mm) laminated on a plywood (thickness: 11.8 mm), and UV coating (thickness: 0.02 mm) is applied to the veneer. Means the color floor that is being.
A: 300 μm or less ○: Over 300 μm, 500 μm or less Δ: Over 500 μm, 600 μm or less X: Over 600 μm
耐キャスター性
床材疲労試験機No.159−S(株)安田精機製作所を使用して評価した。具体的には、上述のようにして作製した床用化粧材を5cm×20cmの大きさに切断して試料とし、試料を固定台に固定した。加重部に15kgの重りを乗せて、調節ハンドルにより床用化粧材の表面に1個のキャスターを接触させ(総荷重25kg)、キャスター固定台を稼働し、10m/minの速度で25000往復させた。評価は、凹み量により以下の評価基準に基づいて行った。
◎:50μm以下
○:50μmを超え、80μm以下
△:80μmを超え、100μm以下
×:100μmを超え、120μm以下
××:120μmを超える
Castor-resistant flooring fatigue tester No. 159-S was evaluated using Yasuda Seiki Seisakusho. Specifically, the floor decorative material produced as described above was cut into a size of 5 cm × 20 cm to obtain a sample, and the sample was fixed to a fixed base. A weight of 15 kg was placed on the weighted part, and one caster was brought into contact with the surface of the flooring decorative material with the adjusting handle (total load 25 kg), the caster fixing base was operated, and 25,000 reciprocations were made at a speed of 10 m / min. . Evaluation was performed based on the following evaluation criteria by the amount of dents.
◎: 50 μm or less ○: Over 50 μm, 80 μm or less Δ: Over 80 μm, 100 μm or less X: Over 100 μm, 120 μm or less XX: Over 120 μm
エンボス賦形性
床材用化粧シートの最表面のグロス値を測定した。グロス値の測定は、日本電色工業株式会社製グロス計PG−3Dを使用した。グロス値の測定値をGとし、比較例1の床材用化粧シートの測定値を基準値G0として、以下の評価基準に従って評価した。なお、エンボス加工に用いるエンボス版は各実施例及び比較例で同一のものを使用し、エンボス加工速度も同一の速度とした。
◎:Gが、G0±G0×10%の範囲内である
○:Gが、G0±G0×10%の範囲外であり、G0±G0×20%の範囲内である
×:Gが、G0±G0×20%の範囲外である
The gloss value of the outermost surface of the decorative sheet for embossing flooring was measured. The gross value was measured using a gloss meter PG-3D manufactured by Nippon Denshoku Industries Co., Ltd. The measurement of gloss value and G, as the reference value G 0 of the measured value of the decorative sheet for floor material of Comparative Example 1 was evaluated according to the following evaluation criteria. In addition, the embossing plate used for embossing used the same thing in each Example and the comparative example, and also made the embossing speed the same speed.
A: G is in the range of G 0 ± G 0 × 10% ○: G is out of the range of G 0 ± G 0 × 10% and is in the range of G 0 ± G 0 × 20% ×: G is out of the range of G 0 ± G 0 × 20%
エンボス堅牢度
各床材用化粧シートにおける最表面のグロス値を測定した。次いで、各床材用化粧シートを130℃に加熱したグリセリン中に30秒間浸漬させた後、再度床材用化粧シートにおける最表面のグロス値を測定した。グロス値の測定では、日本電色工業株式会社製グロス計PG−3Dを使用した。評価基準は以下の通りとした。なお、以下の評価基準において、浸漬前の化粧シートのグロス値をGBとし、浸漬後の化粧シートのグロス値をGAとする。GAがGBと近ければ近いほど、凹凸模様の消失が少ないのでエンボス堅牢度に優れるといえる。
◎:GAが、GB±GB×10%の範囲内である
○:GAが、GB±GB×10%の範囲外であり、GB±GB×20%の範囲内である
△:GAが、GB±GB×20%の範囲外であり、GB±GB×30%の範囲内である
×:GAが、GB±GB×30%の範囲外である
Emboss fastness The gloss value of the outermost surface of each decorative sheet for flooring was measured. Next, each decorative sheet for flooring was immersed in glycerin heated to 130 ° C. for 30 seconds, and then the gloss value of the outermost surface of the decorative sheet for flooring was measured again. In measuring the gloss value, a gloss meter PG-3D manufactured by Nippon Denshoku Industries Co., Ltd. was used. The evaluation criteria were as follows. In the following evaluation criteria, the gloss value of the decorative sheet before immersion and G B, the gloss value of the decorative sheet after immersion and G A. It can be said that the closer G A is to G B , the better the embossing fastness is because there is less disappearance of the uneven pattern.
◎: G A is in the range of G B ± G B × 10% ○: G A is the outside of the G B ± G B × 10% , G B ± G B × 20% within the range in a △: G a is the outside of the G B ± G B × 20% , × is in the range of G B ± G B × 30% : G a is, G B ± G B × 30% Out of range
熱収縮による反り
MDF表面に床材用化粧シートを貼付し、1×6尺サイズ(幅313mm×長さ1840mm)の床用化粧材を作製した。得られた床用化粧材を「80℃で2時間放置した後、−20℃で2時間放置」を1サイクルとするサイクルを10サイクル行う試験に供した後、床用化粧材の反り量を測定した。評価基準は以下の通りとした。
○:長さ1840mmの辺方向の反り量が5mm以下
△:長さ1840mmの辺方向の反り量が5mmを超え、10mm以下
×:長さ1840mmの辺方向の反り量が10mmを超え、20mm以下
××:長さ1840mmの辺方向の反り量が20mmを超える
A decorative sheet for flooring was affixed to the warped MDF surface due to heat shrinkage to produce a 1 × 6 size floor decorative material (width 313 mm × length 1840 mm). The obtained flooring decorative material was subjected to a test in which 10 cycles of a cycle of “leaving at 80 ° C. for 2 hours and then leaving at −20 ° C. for 2 hours” as one cycle were performed, and then the amount of warpage of the flooring decorative material was determined. It was measured. The evaluation criteria were as follows.
○: The amount of warpage in the side direction of length 1840 mm is 5 mm or less. Δ: The amount of warpage in the side direction of length 1840 mm exceeds 5 mm and 10 mm or less. ×: The amount of warpage in the side direction of length 1840 mm exceeds 10 mm and 20 mm or less. XX: The amount of warpage in the side direction with a length of 1840 mm exceeds 20 mm
柄の奥行き感
透明性樹脂層の厚みが200μmの化粧シートの奥行き感を基準として目視による対比観察を行い、以下の評価基準に従って評価した。
◎:基準よりも奥行き感に優れる
○:基準と同等の奥行き感有り
△:基準よりも奥行き感が劣る
Visual contrast observation was performed based on the sense of depth of a decorative sheet having a pattern depth-sensitive transparent resin layer thickness of 200 μm, and evaluation was performed according to the following evaluation criteria.
◎: Depth feeling better than the standard ○: Depth feeling equivalent to the standard △: Depth feeling is inferior to the standard
ロール化試験
作製した床材用化粧シートの巻取りが可能かを調べた。評価基準は以下の通りとした。
なお、以下の評価基準において、ロール化した際の巻ずれ巾が3cm以内ならば巻取り可能、巻ずれ巾が3cmより大きい場合はロール化不可とした。
○:巻ずれ巾0cm
△:巻ずれ巾が0cmを超え、3cm以内で、ロール化可能
×:巻ずれ巾が3cmを超え、ロール化不可
It was investigated whether the decorative sheet for flooring produced by the roll test could be wound. The evaluation criteria were as follows.
In the following evaluation criteria, winding was possible if the roll deviation width when rolled was within 3 cm, and roll was not possible if the roll deviation width was larger than 3 cm.
○: Winding width 0cm
Δ: Rolling width exceeds 0 cm and can be rolled within 3 cm ×: Winding width exceeds 3 cm and cannot be rolled
耐摩耗性
JASフローリング摩耗A試験に準拠して試験を行った。具体的には、上述のようにして作製した床用化粧材に対してテーバー摩耗試験機を使用し、各床用化粧材の柄が取られ始めた時の回転数を測定した。評価基準は以下の通りとした。なお、上記試験では、研磨紙S−42、荷重1000g(片輪荷重500g×2個、ゴム製円盤の荷重を含む)という条件で回転を行った。
◎:柄が取られ始めた時の回転数が、2000回より多い
○:柄が取られ始めた時の回転数が、1500回より多く、2000回以下
△:柄が取られ始めた時の回転数が、1000回より多く、1500回以下
×:柄が取られ始めた時の回転数が、500回より多く、1000回以下
××:柄が取られ始めた時の回転数が、500回以下
The test was conducted in accordance with the wear resistance JAS flooring wear A test. Specifically, the number of revolutions was measured when a pattern of each floor decorative material started to be taken using a Taber abrasion tester on the floor decorative material produced as described above. The evaluation criteria were as follows. In the above test, the rotation was performed under the conditions of abrasive paper S-42, load of 1000 g (including one wheel load of 500 g, including a rubber disk load).
◎: The number of rotations when the pattern starts to be taken is more than 2000 times. ○: The number of rotations when the pattern starts to be taken is more than 1500 times and less than 2000 times. Δ: When the pattern starts to be taken. More than 1000 times, 1500 times or less x: The number of rotations when the pattern starts to be taken is more than 500 times, 1000 times or less xx: The number of rotations when the pattern starts to be taken is 500 Less than
歩行感
実施例3及び8により作製した床用化粧材の上を歩行し、一般的な突板フロアと比較することにより歩き易さ(踏み込みに対する床材の人への反応)を評価した。評価は、無作為に選んだ10人により行った。
なお、一般的な突板フロアとは、合板(厚さ11.6mm)上に突き板(厚さ0.30mm)が積層され、更に突き板上にUV塗装(厚さ0.05mm)が施されている突板フロアを意味する。
○:突板フロアよりも歩き易いと感じた者が8名以上
△:突板フロアよりも歩き易いと感じた者が6名以上
Walking feeling On the floor decorative material produced in Examples 3 and 8, the ease of walking was evaluated by comparing with a general veneer floor (reaction of the flooring to the person with respect to stepping). The evaluation was performed by 10 people selected at random.
In addition, with a general veneer floor, a veneer (thickness 0.30 mm) is laminated on a plywood (thickness 11.6 mm), and further UV coating (thickness 0.05 mm) is applied on the veneer. Means a veneer floor.
○: 8 or more people who felt easier to walk than the veneer floor △: 6 or more people who felt easier to walk than the veneer floor
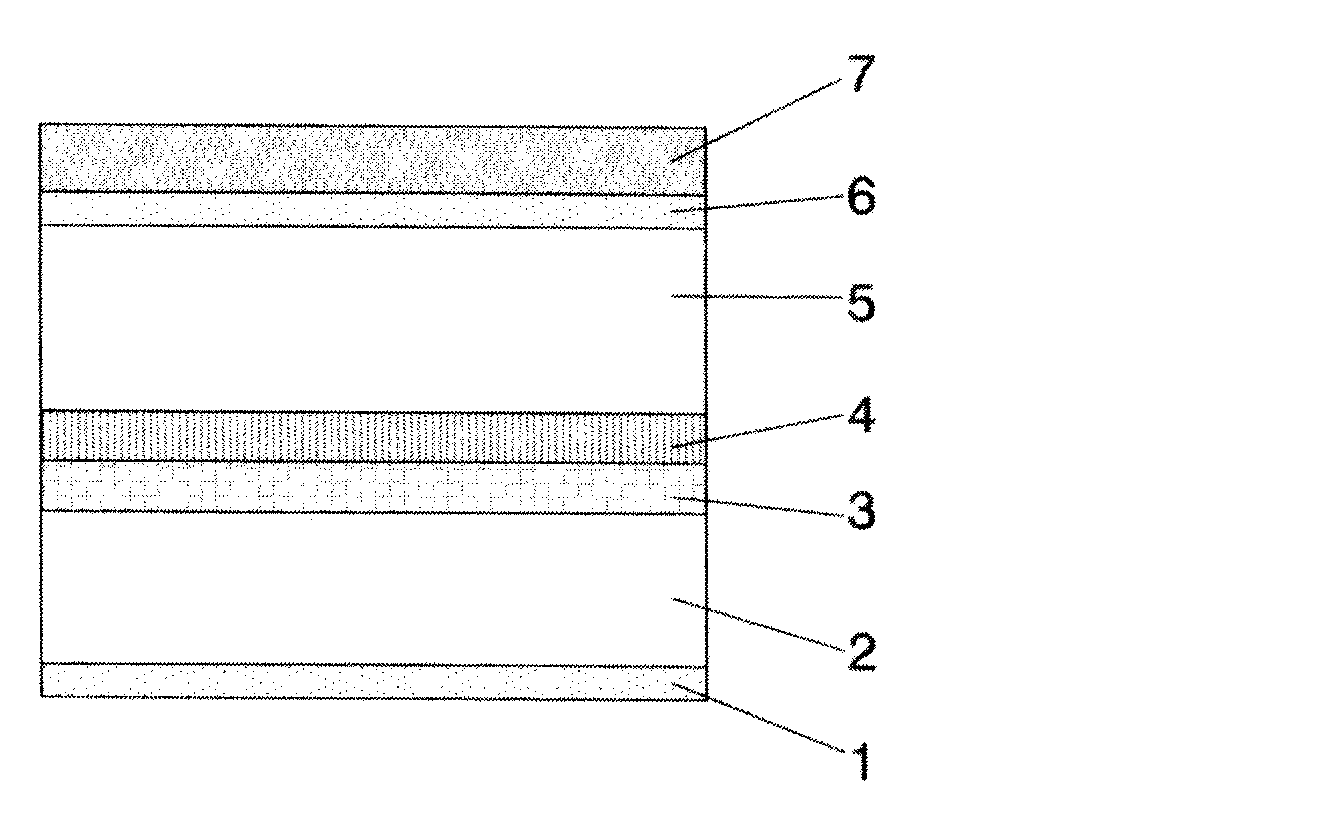
表1の結果から明らかなように、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5の範囲内であり、透明性樹脂層の厚み(t1)と基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmの範囲内である実施例1〜7の床材用化粧シートは、耐衝撃性、耐キャスター性、エンボス賦形性及びエンボス堅牢度に優れ、且つ熱収縮による反りが抑制されていた。
As is clear from the results in Table 1, the thickness ratio (t1) / (t2) between the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 1.5 / 1.0 to 1. Example in which the total thickness (t1) + (t2) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is in the range of 300 to 600 μm, within the range of 0 / 1.5. The decorative sheets for
更に、実施例1〜7の床材用化粧シートは、絵柄模様層の上に積層される透明性樹脂層の厚みが適切であるので、柄の奥行き感が増加して意匠性に優れ、且つ耐摩耗性も優れていた。また、(t1)+(t2)が適切な範囲であるので、ロール化試験においても優れた結果を示し、ロール化製造工程においてロール化が可能であることが分かった。 Furthermore, since the thickness of the transparent resin layer laminated | stacked on a design pattern layer is appropriate for the decorative sheet for flooring of Examples 1-7, the depth feeling of a pattern increases and it is excellent in design property, and Abrasion resistance was also excellent. In addition, since (t1) + (t2) is in an appropriate range, excellent results were also obtained in the roll test, and it was found that rolls were possible in the roll production process.
これに対し、(t1)+(t2)が250μmと薄い比較例1では、耐キャスター性に劣っており、700μmと厚い比較例2では、エンボス賦形性に劣り、ロール化も困難であることが分かった。 On the other hand, in Comparative Example 1 where (t1) + (t2) is as thin as 250 μm, the caster resistance is inferior, and in Comparative Example 2 where 700 μm is thick, the embossing property is inferior and it is difficult to roll. I understood.
透明性樹脂層の厚み(t1)と基材シートの厚み(t2)の厚み比(t1)/(t2)について、(t1)の比率が大きい比較例3〜5では、透明性樹脂層が厚過ぎるので、熱収縮による反り量が大きかった。特に(t1)の比率が大きい比較例3では、エンボス賦形性及びエンボス堅牢度も劣っていた。また、(t2)の比率が大きい比較例6では、基材シートの厚みが厚過ぎるので、相対的に透明性樹脂層が薄くなり、耐衝撃性に劣っていた。 Regarding the thickness ratio (t1) / (t2) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet, in Comparative Examples 3 to 5 where the ratio of (t1) is large, the transparent resin layer is thick. Therefore, the amount of warpage due to heat shrinkage was large. In Comparative Example 3 in which the ratio of (t1) was particularly large, the embossing property and the embossing fastness were also inferior. Moreover, in the comparative example 6 with a large ratio of (t2), since the thickness of the base material sheet was too thick, the transparent resin layer was relatively thin and the impact resistance was inferior.
(t1)+(t2)が700μmと厚く、且つ、厚み比(t1)/(t2)において(t1)の比率が大きい比較例7では、耐衝撃性及び耐キャスター性に優れるものの、エンボス賦形性及びエンボス堅牢度に劣り、熱収縮による反り量も大きく、ロール化も困難であることが分かった。 In Comparative Example 7 where (t1) + (t2) is as thick as 700 μm and the ratio of (t1) is large in the thickness ratio (t1) / (t2), although it has excellent impact resistance and caster resistance, emboss shaping It turned out that it is inferior to a property and embossing fastness, the curvature amount by heat shrink is also large, and roll formation is also difficult.
1.プライマー層
2.基材シート
3.絵柄模様層
4.透明性接着剤層
5.透明性樹脂層
6.プライマー層
7.表面保護層
1. 1.
Claims (11)
(1)前記透明性樹脂層の厚み(t1)と前記基材シートの厚み(t2)との厚み比(t1)/(t2)が1.5/1.0〜1.0/1.5であり、
(2)前記透明性樹脂層の厚み(t1)と前記基材シートの厚み(t2)との合計(t1)+(t2)が300〜600μmである、
ことを特徴とする化粧シート。 A decorative sheet having at least a transparent resin layer on a base sheet,
(1) The thickness ratio (t1) / (t2) between the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 1.5 / 1.0 to 1.0 / 1.5. And
(2) The total (t1) + (t2) of the thickness (t1) of the transparent resin layer and the thickness (t2) of the base sheet is 300 to 600 μm.
A decorative sheet characterized by that.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014044873A JP6507473B2 (en) | 2013-03-13 | 2014-03-07 | Cosmetic sheet |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013050596 | 2013-03-13 | ||
| JP2013050596 | 2013-03-13 | ||
| JP2014044873A JP6507473B2 (en) | 2013-03-13 | 2014-03-07 | Cosmetic sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014198469A true JP2014198469A (en) | 2014-10-23 |
| JP6507473B2 JP6507473B2 (en) | 2019-05-08 |
Family
ID=52355700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014044873A Active JP6507473B2 (en) | 2013-03-13 | 2014-03-07 | Cosmetic sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6507473B2 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016168830A (en) * | 2014-11-11 | 2016-09-23 | 凸版印刷株式会社 | Decorative sheet |
| JP2016188496A (en) * | 2015-03-30 | 2016-11-04 | 凸版印刷株式会社 | Floor material and method for producing the same |
| JP2017019274A (en) * | 2015-07-10 | 2017-01-26 | 大日本印刷株式会社 | Decorative sheet, decorative laminate and production method of decorative laminate |
| JP2017043099A (en) * | 2015-08-26 | 2017-03-02 | 凸版印刷株式会社 | Decorative sheet |
| JP2017177815A (en) * | 2016-03-29 | 2017-10-05 | 凸版印刷株式会社 | Decorative sheet and manufacturing method of decorative sheet |
| CN109025165A (en) * | 2018-07-17 | 2018-12-18 | 惠州伟康新型建材有限公司 | A kind of Environmental protection floor and its manufacturing method of polyolefin material |
| KR20190029972A (en) * | 2017-09-13 | 2019-03-21 | (주)엘지하우시스 | Laminated film having the heterogeneous resin layer, and flooring containing the same |
| JP2019217671A (en) * | 2018-06-19 | 2019-12-26 | 凸版印刷株式会社 | Decorative sheet and method for producing the same |
| WO2021261379A1 (en) * | 2020-06-22 | 2021-12-30 | 凸版印刷株式会社 | Floor decorative sheet and method for manufacturing same and floor decorative material and method for manufacturing same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005290568A (en) * | 2004-03-31 | 2005-10-20 | Dainippon Printing Co Ltd | Decorative sheet for floor material and decorative sheet for floor using the same |
| JP2010023432A (en) * | 2008-07-24 | 2010-02-04 | Toppan Cosmo Inc | Decorative material for floor |
| JP2010105378A (en) * | 2008-09-30 | 2010-05-13 | Dainippon Printing Co Ltd | Decorative sheet for flooring material |
| JP2011073146A (en) * | 2009-09-29 | 2011-04-14 | Dainippon Printing Co Ltd | Decorative sheet for flooring and method for manufacturing the same |
-
2014
- 2014-03-07 JP JP2014044873A patent/JP6507473B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005290568A (en) * | 2004-03-31 | 2005-10-20 | Dainippon Printing Co Ltd | Decorative sheet for floor material and decorative sheet for floor using the same |
| KR20070009656A (en) * | 2004-03-31 | 2007-01-18 | 다이니폰 인사츠 가부시키가이샤 | Decorative sheet for floor material and decorative material for floor using the same |
| JP2010023432A (en) * | 2008-07-24 | 2010-02-04 | Toppan Cosmo Inc | Decorative material for floor |
| JP2010105378A (en) * | 2008-09-30 | 2010-05-13 | Dainippon Printing Co Ltd | Decorative sheet for flooring material |
| JP2011073146A (en) * | 2009-09-29 | 2011-04-14 | Dainippon Printing Co Ltd | Decorative sheet for flooring and method for manufacturing the same |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016168830A (en) * | 2014-11-11 | 2016-09-23 | 凸版印刷株式会社 | Decorative sheet |
| US10981364B2 (en) | 2014-11-11 | 2021-04-20 | Toppan Printing Co., Ltd. | Decorated sheet |
| JP2016188496A (en) * | 2015-03-30 | 2016-11-04 | 凸版印刷株式会社 | Floor material and method for producing the same |
| JP2017019274A (en) * | 2015-07-10 | 2017-01-26 | 大日本印刷株式会社 | Decorative sheet, decorative laminate and production method of decorative laminate |
| JP2017043099A (en) * | 2015-08-26 | 2017-03-02 | 凸版印刷株式会社 | Decorative sheet |
| JP2017177815A (en) * | 2016-03-29 | 2017-10-05 | 凸版印刷株式会社 | Decorative sheet and manufacturing method of decorative sheet |
| KR20190029972A (en) * | 2017-09-13 | 2019-03-21 | (주)엘지하우시스 | Laminated film having the heterogeneous resin layer, and flooring containing the same |
| KR102239674B1 (en) | 2017-09-13 | 2021-04-13 | (주)엘지하우시스 | Laminated film having the heterogeneous resin layer, and flooring containing the same |
| JP2019217671A (en) * | 2018-06-19 | 2019-12-26 | 凸版印刷株式会社 | Decorative sheet and method for producing the same |
| JP7119624B2 (en) | 2018-06-19 | 2022-08-17 | 凸版印刷株式会社 | Decorative sheet and manufacturing method thereof |
| CN109025165A (en) * | 2018-07-17 | 2018-12-18 | 惠州伟康新型建材有限公司 | A kind of Environmental protection floor and its manufacturing method of polyolefin material |
| WO2021261379A1 (en) * | 2020-06-22 | 2021-12-30 | 凸版印刷株式会社 | Floor decorative sheet and method for manufacturing same and floor decorative material and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6507473B2 (en) | 2019-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6507473B2 (en) | Cosmetic sheet | |
| JP6791232B2 (en) | Decorative sheet and decorative board using it | |
| JP5700100B2 (en) | Flooring decorative sheet and flooring decorative material | |
| JP2009097325A (en) | Decoration material for flooring | |
| KR20160043131A (en) | Decorative material for floor | |
| JP6307792B2 (en) | Decorative sheet and method for producing the same | |
| JP4848934B2 (en) | Decorative sheet and decorative board using the same | |
| JP2017043106A (en) | Decorative sheet | |
| JP2008036892A (en) | Decorative sheet and decorative plate using it | |
| JP5141008B2 (en) | Decorative sheet and decorative board using the same | |
| KR101456731B1 (en) | Decorative sheet and decorative plate using the decorative sheet | |
| JP6278175B2 (en) | Decorative sheet | |
| JP5962385B2 (en) | Decorative sheet for flooring | |
| JP5256601B2 (en) | Decorative sheet and decorative board using the same | |
| JP4876592B2 (en) | Decorative sheet and decorative board using the same | |
| JP2008018579A (en) | Decorative sheet and decorative panel using the sheet | |
| JP5407253B2 (en) | Cosmetic material and method for producing the same | |
| JP2016190473A (en) | Decorative sheet | |
| JP2005127125A (en) | Decorative sheet for flooring | |
| JP5141842B2 (en) | Decorative sheet and decorative board using the same | |
| JP2008080518A (en) | Decorative sheet and decorative plate using it | |
| JP4968439B2 (en) | Decorative sheet and decorative board using the same | |
| JP7119825B2 (en) | Decorative sheets and materials | |
| JP2010229781A (en) | Decorative material for insulating floor | |
| JP2023101290A (en) | Decorative material and method for producing decorative material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170929 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6507473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |