JP2010082961A - トグル式射出成形機の型開き量調整装置 - Google Patents
トグル式射出成形機の型開き量調整装置 Download PDFInfo
- Publication number
- JP2010082961A JP2010082961A JP2008254118A JP2008254118A JP2010082961A JP 2010082961 A JP2010082961 A JP 2010082961A JP 2008254118 A JP2008254118 A JP 2008254118A JP 2008254118 A JP2008254118 A JP 2008254118A JP 2010082961 A JP2010082961 A JP 2010082961A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- thickness
- platen
- mold opening
- opening amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001746 injection moulding Methods 0.000 title claims abstract description 36
- 238000000034 method Methods 0.000 abstract description 27
- 239000002184 metal Substances 0.000 description 9
- 230000003321 amplification Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】リアプラテン後退指令オンである場合(SA1)、プラテン開き量xはバネが伸びきった状態のバネ入り3枚金型の幅D1以上であるか否か判断し(SA7)、xがD1より小さいと判断された場合、可動プラテン前後進モータを駆動し、可動プラテンをx=D1の位置まで後退させバネからの弾性力による反力を受けない状態とし(SA8)、その後で、リアプラテンを後退動作させる。リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する(SA10)。
【選択図】図10
Description
1)設定した型締力を発生させることができるリアプラテン位置よりも十分にリアプラテンを前進させた状態で、可動プラテンに可動側金型、固定プラテンに固定側金型を取り付ける。
2)低い力でトグル機構を伸ばして可動プラテンの可動側金型を固定プラテンの固定側金型にタッチさせ、そのときのトグル機構の状態を記憶する。
3)2)で記憶したトグル機構の状態から、設定した型締力を発生することができるトグル機構の状態になるまでのリアプラテンの後退量を計算し、リアプラテンを後退させる。
4)通常の力でトグル機構を伸ばしきり型締力を発生させる。
図1は、本発明の一実施形態の説明図である。図1において、符号1はトグル式型締装置であり、符号2はこのトグル式型締装置1を備えた射出成形機の制御装置である。固定プラテン10とリアプラテン11とは複数のタイバー15で連結されている。そして、可動プラテン12が、固定プラテン10とリアプラテン11との間にタイバー15にガイドされるように配置されている。
(1)トグル機構14はあらかじめ曲げておき可動プラテン12を後退させておく。そして、リアプラテン11を、設定した型締力を発生することができる位置よりも十分に前進させた位置まで前進させる。
(2)可動プラテン12に可動側金型13bを取り付け、固定プラテン10に中間金型13cを有する固定側金型13aを取り付ける。
(3)可動プラテン12がバネ13dの弾性力による反力に抗してバネ入り3枚金型13を完全に閉じた状態にできる程度の低いトルクに抑え、中間金型13cを押圧するように、可動プラテン前後進モータ18を前進する。
(4)バネ13dが完全に縮みバネ入り金型13が完全に閉じる。そのときの金型の型開閉方向の厚みをD2で表す(図7を参照)。そして、可動プラテン12の前進が停止した時の仮の金型タッチ位置の時の可動プラテン12の後退量y1を求める。後退量y1はトグル機構14が完全に伸びきったときの可動プラテン12の位置から可動プラテンの後退量である。この後退量y1は、前述したとおり、クロスヘッド20の位置、すなわち可動プラテン前後進モータ18の位置よりトグルリンクの寸法などを用いて数式で求めることができる。または、近似式で求める方法、クロスヘッド20の位置と可動プラテン12の位置の関係をグラフ化して記憶しておく方法など、各種方法を用いて求めることができる。
(5)設定された型締力である設定型締力を発生することができる金型タッチ位置をあらかじめ求めておき、金型タッチ位置のときの可動プラテン12の後退量y2を後退量y1と同様の手法により求める。
(6)リアプラテン11の後退量y1−y2を算出する。
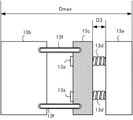
(7)現時点では、バネ入り3枚金型13は図7に示される状態にある。この状態では、バネ13dの弾性力による反力が可動プラテン12およびトグル機構14を介してリアプラテン11に作用していることから、リアプラテン11を後退させてはいけない。図8に示されるように、プラテン開き量xがバネ13dが伸びきった状態の金型の厚みD1より小さい間は、可動プラテン12はバネ13dからの弾性力による反力を受ける。そこで、まず、可動プラテン前後進モータ18を駆動してクロスヘッド20を後退させ、可動プラテン12をプラテン開き量xがバネ入り金型13の幅がD1(図9参照)になるように後退させる。
(8)図9に示される状態では、可動プラテン12にはバネ13dからの弾性力による反力が作用していないので、(6)で算出した後退量y1−y2だけリアプラテン11を後退させる。これにより、設定型締力を発生する位置にリアプラテン11が移動する。
●[ステップSA1]リアプラテン後退指令オンか否か判断し、オンである場合にはステップSA7へ移行し、オンでない場合にはステップSA2へ移行する。リアプラテンの後退指令は、手動あるいは自動による指令がある。なお、型締力調整中は前述のリアプラテンの後退量y1−y2に相当する指令を後退方向に出力することにより行える。
●[ステップSA2]リアプラテン前進指令オンか否か判断し、オンである場合にはステップSA3へ移行し、オンでない場合にはこの処理を終了する。リアプラテンの前進指令は、手動あるいは自動による指令がある。
●[ステップSA4]プラテン開き量xがバネ入り3枚金型13の幅D1がより小さいと、
リアプラテン11には可動プラテン12、およびトグル機構14を介してバネ13dの弾性力による反力が作用している。従って、この状態でリアプラテン11を前進させると、前述したように、リアプラテン11に備えられているタイバーナットとタイバー15に設けられている台形ねじとの摩擦力が大きくなり、タイバーナットが回転しない場合がある。そのため、リアプラテン11の前進を停止し、リアプラテン後退の制御を終了する。この結果、リアプラテン11には金型13のバネ13dからの弾性力による反力が作用しない。
●[ステップSA6]リアプラテンの前進指令オンであるか否か判断し、前進指令がオンである場合にはステップSA3へ戻り処理を継続し、前進指令がオンでない場合にはリアプラテン後退制御を終了する。
●[ステップSA7]プラテン開き量xはバネ13dが伸びきった状態のバネ入り3枚金型13の幅D1以上であるか否か判断し、xがD1以上である場合にはステップSA9へ移行し、xがD1より小さい場合にはステップSA8へ移行する。
●[ステップSA9]リアプラテン11を後退動作させる。リアプラテン11には金型13のバネ13dからの弾性力による反力が作用していないので、タイバーナットは正常に回転する。
●[ステップSA10]リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する。
D1 バネが伸びきった状態の金型の厚み
D2 完全に金型が閉じた状態の金型の厚み
D3 バネが伸びきった状態での中間金型と固定側金型の隙間の長さ
D4 バネが伸びきった状態でのバネの長さ
x プラテン開き量
y 可動プラテン後退量
z リアプラテン後退量
10 固定プラテン
11 リアプラテン
12 可動プラテン
13 バネ入り3枚金型
13a 固定側金型
13b 可動側金型
13c 中間金型
13d バネ
13e ボルト
13f 連結部材
14 トグル機構
Claims (5)
- バネなどの弾性体によって金型間が開かれる金型を搭載したトグル式射出成形機において、
金型内の弾性体の弾性力による影響を受けずにリアプラテンの前後進移動ができる位置まで金型を開いたときの金型の型開閉方向の厚みを記憶する金型厚記憶手段と、
可動プラテンと固定プラテン間の型開き量を求める型開き量取得手段と、
前記型開き量取得手段により取得された型開き量と前記金型厚記憶手段に記憶された金型の型開閉方向の厚みとを比較する比較手段と、
前記比較手段から前記型開き量が前記金型の型開閉方向の厚みより小さいことを表す信号が出力された場合にはリアプラテンの移動を禁止する移動禁止手段と、
を備えたことを特徴とするトグル式射出成形機の型開き量調整装置。 - バネなどの弾性体によって金型間が開かれる金型を搭載したトグル式射出成形機において、
金型内の弾性体の弾性力による影響を受けずにリアプラテンの前後進移動ができる位置まで金型を開いたときの金型の型開閉方向の厚みを記憶する金型厚記憶手段と、
可動プラテンと固定プラテン間の型開き量を求める型開き量取得手段と、
前記型開き量取得手段により取得された型開き量と前記金型厚記憶手段に記憶された金型の型開閉方向の厚みとを比較する比較手段と、
前記比較手段から前記型開き量が前記金型の型開閉方向の厚みより小さいことを表す信号が出力された場合にはリアプラテンを移動する前に前記型開き量が前記金型の型開閉方向の厚みと等しくなる位置まで可動プラテンを後退する手段と、
を備えたことを特徴とするトグル式射出成形機の型開き量調整装置。 - 前記金型の型開閉方向の厚みは、リアプラテンあるいは可動プラテンが前記弾性体を完全に縮めたときの金型全体の型開閉方向の厚みと、前記弾性体が完全に縮んだ状態から金型内の弾性体の弾性力による影響を受けずにリアプラテンの前後進移動ができる位置まで金型を開いたときの開き量の和によって求める手段を備えた請求項1または2のいずれか一つに記載のトグル式射出成形機の型開き量調整装置。
- 前記金型の型開閉方向の厚みは、金型内の弾性体の弾性力による影響を受けずにリアプラテンの前後進移動ができる位置まで金型を開いたときの金型全体の型開閉方向の厚みとすることを特徴とする請求項1または2のいずれか一つに記載のトグル式射出成形機の型開き量調整装置。
- バネなどの弾性体によって金型間が開かれる金型を搭載した型締力調整機能を有するトグル式射出成形機において、
金型内の弾性体の弾性力による影響を受けずにリアプラテンの前後進移動ができる位置まで金型を開いたときの金型の型開閉方向の厚みを記憶する金型厚記憶手段と、
可動プラテンと固定プラテン間の型開き量を求める型開き量取得手段と、
前記型開き量取得手段により取得された型開き量と前記金型厚記憶手段に記憶された金型の型開閉方向の厚みとを比較する比較手段と、
前記比較手段から前記型開き量が前記金型の型開閉方向の厚みより小さいことを表す信号が出力された場合には、型締力を調整するために前記リアプラテンを移動する前に前記型開き量が前記金型の型開閉方向の厚みと等しくなる位置まで可動プラテンを後退する手段と、
を備えを備えたことを特徴とする型締力調整機能を有するトグル式射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254118A JP5226448B2 (ja) | 2008-09-30 | 2008-09-30 | トグル式射出成形機の型開き量調整装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008254118A JP5226448B2 (ja) | 2008-09-30 | 2008-09-30 | トグル式射出成形機の型開き量調整装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082961A true JP2010082961A (ja) | 2010-04-15 |
| JP5226448B2 JP5226448B2 (ja) | 2013-07-03 |
Family
ID=42247405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008254118A Expired - Fee Related JP5226448B2 (ja) | 2008-09-30 | 2008-09-30 | トグル式射出成形機の型開き量調整装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5226448B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113787686A (zh) * | 2021-07-28 | 2021-12-14 | 海天塑机集团有限公司 | 一种用于弹簧模的二板式注塑机开模方法与系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07195470A (ja) * | 1993-12-28 | 1995-08-01 | Japan Steel Works Ltd:The | トグル式型締装置の型締力設定方法 |
| JPH0872112A (ja) * | 1994-09-08 | 1996-03-19 | Sumitomo Heavy Ind Ltd | トグル式射出成形機の型締制御装置 |
| JPH0957804A (ja) * | 1995-08-23 | 1997-03-04 | Fanuc Ltd | トグル式およびクランク式型締装置の自動型厚調整方法 |
| JPH11170321A (ja) * | 1997-12-05 | 1999-06-29 | Japan Steel Works Ltd:The | トグル式射出成形機の型締力調整方法およびその装置 |
| JP2007001049A (ja) * | 2005-06-21 | 2007-01-11 | Sumitomo Heavy Ind Ltd | 成型条件設定方法 |
-
2008
- 2008-09-30 JP JP2008254118A patent/JP5226448B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07195470A (ja) * | 1993-12-28 | 1995-08-01 | Japan Steel Works Ltd:The | トグル式型締装置の型締力設定方法 |
| JPH0872112A (ja) * | 1994-09-08 | 1996-03-19 | Sumitomo Heavy Ind Ltd | トグル式射出成形機の型締制御装置 |
| JPH0957804A (ja) * | 1995-08-23 | 1997-03-04 | Fanuc Ltd | トグル式およびクランク式型締装置の自動型厚調整方法 |
| JPH11170321A (ja) * | 1997-12-05 | 1999-06-29 | Japan Steel Works Ltd:The | トグル式射出成形機の型締力調整方法およびその装置 |
| JP2007001049A (ja) * | 2005-06-21 | 2007-01-11 | Sumitomo Heavy Ind Ltd | 成型条件設定方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113787686A (zh) * | 2021-07-28 | 2021-12-14 | 海天塑机集团有限公司 | 一种用于弹簧模的二板式注塑机开模方法与系统 |
| CN113787686B (zh) * | 2021-07-28 | 2023-10-17 | 海天塑机集团有限公司 | 一种用于弹簧模的二板式注塑机开模方法与系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5226448B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3962725B2 (ja) | トグル式射出成形機の型締力調整装置 | |
| JP3694684B2 (ja) | 射出成形機 | |
| CN101360599B (zh) | 射出成形机及射出成形机的控制方法 | |
| JP4249653B2 (ja) | 射出成形機の制御装置 | |
| CN103429414B (zh) | 注塑装置、成型机及注塑装置的控制方法 | |
| JP4477546B2 (ja) | 成形条件設定方法 | |
| US6595766B2 (en) | Die clamping apparatus, die clamping force measurement method and die clamping force adjustment method | |
| JP2005262634A (ja) | 射出成形機の射出装置 | |
| JP5363035B2 (ja) | 射出成形機のエジェクタ異常検出装置 | |
| JP5226448B2 (ja) | トグル式射出成形機の型開き量調整装置 | |
| JP5596105B2 (ja) | 射出成形機の型厚調整装置 | |
| JP5000213B2 (ja) | 型締力設定方法 | |
| JP3892852B2 (ja) | 電動射出成形機の負荷検出装置 | |
| JP4410749B2 (ja) | トグル式型締装置の型厚調整方法 | |
| JP3747425B2 (ja) | トグル式射出成形機の型締力調整方法および調整装置 | |
| JP6034741B2 (ja) | 型締力の低下を検出できる射出成形機 | |
| JP2009234144A (ja) | トグル式型締装置を備えた射出成形機 | |
| JP4599331B2 (ja) | 電動式射出成形機 | |
| JP4689559B2 (ja) | 型締装置及び型締装置の制御方法 | |
| JP3828750B2 (ja) | 型締装置、型締力測定方法および型締力調整方法 | |
| JP5485192B2 (ja) | 型締力の適否判定方法および型締力調整方法 | |
| JP4039460B1 (ja) | 射出成形機における計量方法 | |
| JPH04312825A (ja) | 射出成形機の制御方法 | |
| JP2010105410A (ja) | 成形条件設定方法 | |
| JP2006224561A (ja) | 成形機の成形方法及び成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5226448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |