JP2010082698A - ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 - Google Patents
ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 Download PDFInfo
- Publication number
- JP2010082698A JP2010082698A JP2009204945A JP2009204945A JP2010082698A JP 2010082698 A JP2010082698 A JP 2010082698A JP 2009204945 A JP2009204945 A JP 2009204945A JP 2009204945 A JP2009204945 A JP 2009204945A JP 2010082698 A JP2010082698 A JP 2010082698A
- Authority
- JP
- Japan
- Prior art keywords
- slurry
- casting ring
- pattern
- assembly
- centrifugal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011347 resin Substances 0.000 title claims description 33
- 229920005989 resin Polymers 0.000 title claims description 33
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000005266 casting Methods 0.000 claims abstract description 134
- 239000002002 slurry Substances 0.000 claims abstract description 128
- 239000000463 material Substances 0.000 claims abstract description 99
- 239000007788 liquid Substances 0.000 claims abstract description 54
- 238000000034 method Methods 0.000 claims abstract description 51
- 238000004898 kneading Methods 0.000 claims abstract description 50
- 238000000926 separation method Methods 0.000 claims abstract description 7
- 239000000843 powder Substances 0.000 claims description 14
- 238000007599 discharging Methods 0.000 claims description 12
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 5
- 238000009434 installation Methods 0.000 claims description 4
- 238000011900 installation process Methods 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 12
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 13
- 239000005977 Ethylene Substances 0.000 description 13
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 13
- 238000010586 diagram Methods 0.000 description 8
- 239000010440 gypsum Substances 0.000 description 8
- 229910052602 gypsum Inorganic materials 0.000 description 8
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 5
- 238000009933 burial Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 229910019142 PO4 Inorganic materials 0.000 description 4
- 239000010452 phosphate Substances 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000005219 brazing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 238000005495 investment casting Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 229910001020 Au alloy Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000684 Cobalt-chrome Inorganic materials 0.000 description 1
- 229910001252 Pd alloy Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000010952 cobalt-chrome Substances 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000003353 gold alloy Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- SWELZOZIOHGSPA-UHFFFAOYSA-N palladium silver Chemical compound [Pd].[Ag] SWELZOZIOHGSPA-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images








Landscapes
- Dental Prosthetics (AREA)
- Casting Devices For Molds (AREA)
Abstract
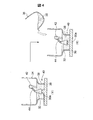
【解決手段】鋳造リング16の中に埋没材のスラリー18を充填(II)し、また、鋳造リング16にキャップ22を装着する(III)。円錐台14と鋳造リング16との組立体26は、未だに硬化していないスラリー18を収容した状態で遠心埋没装置に装着される。遠心埋没装置が動作すると、組立体26が真横の姿勢になり、キャップ22側から円錐台14側に向けて遠心力が付与され、この遠心力によってスラリー18から余剰の練和液が分離される(IV)。余剰練和液の分離が完了したら、遠心埋没装置から取り外した組立体26からキャップ22を外して余剰練和液を排出する(V)。この後の工程は、従来と同様に、スラリー18が硬化した後に脱ロウ工程に移行する。
【選択図】図1
Description
埋没材の粉末埋没材料に練和液を添加して練和することにより調製したスラリーを鋳造リングの中に充填してワックスパターン又はレジンパターンの周りをスラリーで包囲し、該スラリーが硬化した後に前記ワックスパターン又はレジンパターンを除去するパターン除去処理を行うことにより前記埋没材の鋳型を製造する鋳型製造方法において、
円周軌道に沿って前記スラリーを充填した前記鋳造リングを真横の姿勢で回転させることにより前記鋳造リングの中のスラリーに遠心力を付与して前記スラリーから余剰の練和液を分離させる余剰練和液分離工程と、
該余剰練和液分離工程の後に、前記鋳造リングの中の前記余剰練和液を前記鋳造リングから排出する余剰練和液排出工程と、
該余剰練和液排出工程の後に、前記スラリーを硬化させるスラリー硬化工程とを有し、
該スラリー硬化工程の後に前記パターン除去処理を実行することを特徴とするワックスパターン又はレジンパターンを用いた鋳型製造方法を提供することにより達成される。
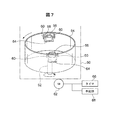
埋没材の粉末埋没材料に練和液を混入して練和したスラリーを鋳造リングの中に充填して、該鋳造リングの中に設置されているワックスパターン又はレジンパターンを前記スラリーで包囲した前記鋳造リングの中の前記スラリーに遠心力を作用させて該スラリーから余剰練和液を分離させるための遠心埋没装置であって、
電動モータに連係された中心軸を中心に回転駆動される回転体と、
該回転体に揺動自在に設けられた保持具とを有し、
前記スラリーを充填した鋳造リングを前記保持具に装着したときに、該スラリーを充填した鋳造リングの重心が前記保持具の揺動中心軸よりも低位に位置し、
前記電動モータを起動して前記回転体を回転駆動させたときに、前記鋳造リングが真横の姿勢で前記水平軸を中心に公転して、前記鋳造リングの中のスラリーに遠心力を付与することを特徴とする遠心埋没装置を提供することにより達成される。
12 スプール線
14 円錐台
16 鋳造リング
18 埋没材のスラリー
20 硬化した埋没材
22 キャップ
26 組立体(円錐台と鋳造リング)
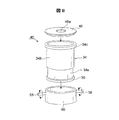
30 フォーマ
34 段付き鋳造リング
34c 鋳造リングの上端フランジ
36 ラバーカップ
38 エチレンシリケート埋没材のスラリー
40 組立体(フォーマ、鋳造リング)
42 ワックスパターン
44 ロウ材料で出来ているスプール線
46 キャップ
50 遠心埋没装置
52 中心軸
54 回転体
56 保持具
58 保持具の水平軸
60 ブラケット(水平軸を受ける)
62 電動モータ
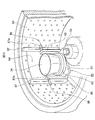
72 余剰練和液
74 エチレンシリケート埋没材
76 エチレンシリケート埋没材から作られた鋳型
Claims (9)
- 埋没材の粉末埋没材料に練和液を添加して練和することにより調製したスラリーを鋳造リングの中に充填してワックスパターン又はレジンパターンの周りをスラリーで包囲し、該スラリーが硬化した後に前記ワックスパターン又はレジンパターンを除去するパターン除去処理を行うことにより前記埋没材の鋳型を製造する鋳型製造方法において、
円周軌道に沿って前記スラリーを充填した前記鋳造リングを真横の姿勢で回転させることにより前記鋳造リングの中のスラリーに遠心力を付与して前記スラリーから余剰の練和液を分離させる余剰練和液分離工程と、
該余剰練和液分離工程の後に、前記鋳造リングの中の前記余剰練和液を前記鋳造リングから排出する余剰練和液排出工程と、
該余剰練和液排出工程の後に、前記スラリーを硬化させるスラリー硬化工程とを有し、
該スラリー硬化工程の後に前記パターン除去処理を実行することを特徴とするワックスパターン又はレジンパターンを用いた鋳型製造方法。 - 前記余剰練和液分離工程の前に、前記鋳造リングの中のスラリーの上に錘を載置する錘載置工程を更に有する、請求項1に記載のワックスパターン又はレジンパターンを用いた鋳型製造方法。
- 埋没材の粉末埋没材料に練和液を混入して練和したスラリーを用意し、
円錐台と鋳造リングとの組立体の中に前記スラリーを充填して、該組立体の中に設置されているワックスパターン又はレジンパターンを前記スラリーで包囲するスラリー充填工程と、
前記スラリーを充填した前記組立体の前記円錐台が径方向外方に位置した真横の状態で且つ円周軌道に沿って前記組立体を回転させることにより前記組立体の中のスラリーに遠心力を付与して前記スラリーから余剰の練和液を分離させる遠心力付与工程と、
該遠心力付与工程の後に、前記スラリーから分離した余剰の練和液を前記組立体から排出させる余剰練和液排出工程と、
該余剰練和液排出工程の後に、前記スラリーを硬化させるスラリー硬化工程と、
該スラリー硬化工程の後に、前記組立体の中の前記ワックスパターン又は前記レジンパターンを除去して前記埋没材の鋳型を作るパターン除去処理工程とを有するワックスパターン又はレジンパターンを用いた鋳型製造方法。 - 埋没材の粉末埋没材料に練和液を混入して練和したスラリーを用意し、
円錐台と鋳造リングとの組立体の前記鋳造リングの上端に脱着可能なキャップを用意し、
前記組立体の中に設置したワックスパターン又はレジンパターンの周りを前記スラリーで包囲し且つ前記キャップを装着したキャップ付き組立体を遠心埋没装置に装着して、水平面上の円周軌道に沿って前記組立体の前記円錐台が径方向外方に位置した真横の状態で前記組立体を回転させることにより前記組立体の中のスラリーに遠心力を付与して前記スラリーから余剰練和液を分離させる遠心力付与工程と、
前記遠心埋没装置から前記キャップ付きの組立体を取り出し、次いで、前記組立体から前記キャップを取り外して該組立体の中の余剰練和液を排出させる余剰練和液排出工程と、
該余剰練和液排出工程の後に、前記鋳造リングの中で硬化させることにより作られた前記埋没材から前記ワックスパターン又は前記レジンパターンを除去して鋳型を作るワックスパターン除去処理工程とを有することを特徴とするワックスパターン又はレジンパターンを用いた鋳型製造方法。 - 前記キャップが中心開口を有し、
前記遠心力付与工程に先だって、前記キャップの前記中心開口を通じて前記鋳造リングの中に前記スラリーを充填するスラリー充填工程を更に有する、請求項4に記載のワックスパターン又はレジンパターンを用いた鋳型製造方法。 - 埋没材の粉末埋没材料に練和液を混入して練和したスラリーを用意し、
円錐台にスプール線を設置するスプール線設置工程と、
前記円錐台に鋳造リングを設置する鋳造リング設置工程と、
前記鋳造リングの底部に前記スラリーを充填して、該スラリーが凝固するまで該スラリーを硬化させる一次埋没工程と、
該一次埋没工程の後に、前記スプール線に連結した状態でワックスパターン又はレジンパターンを設置するパターン設置工程と、
該パターン設置工程の後に、前記鋳造リングの中に前記スラリーを充填して、該スラリーで前記ワックスパターンを包囲する二次充填工程と、
前記スラリーで前記ワックスパターンを包囲した前記鋳造リングと前記円錐台との組立体から前記円錐台を取り除く円錐台除去工程と、
前記スラリーで前記ワックスパターン又はレジンパターンを包囲した前記鋳造リングを遠心埋没装置に装着し、該遠心埋没装置を動作させて前記鋳造リングの一次埋没側が径方向外方に位置する真横の姿勢で前記鋳造リングを水平面上で公転させて前記鋳造リングの中のスラリーに遠心力を付与することにより前記スラリーから余剰練和液を分離させる遠心力付与工程と、
前記遠心埋没装置から前記鋳造リングを取り出して、前記鋳造リングの中の余剰練和液を排出させる余剰練和液排出工程と、
前記鋳造リングの中でスラリーを硬化させることにより作られた埋没材から前記ワックスパターン又はレジンパターンを除去するパターン除去処理工程とを有するワックスパターン又はレジンパターンを用いた鋳型製造方法。 - 埋没材の粉末埋没材料に練和液を混入して練和したスラリーを鋳造リングの中に充填して、該鋳造リングの中に設置されているワックスパターン又はレジンパターンを前記スラリーで包囲した前記鋳造リングの中の前記スラリーに遠心力を作用させて該スラリーから余剰練和液を分離させるための遠心埋没装置であって、
電動モータに連係された中心軸を中心に回転駆動される回転体と、
該回転体に揺動自在に設けられた保持具とを有し、
前記スラリーを充填した鋳造リングを前記保持具に装着したときに、該スラリーを充填した鋳造リングの重心が前記保持具の揺動中心軸よりも低位に位置し、
前記電動モータを起動して前記回転体を回転駆動させたときに、前記鋳造リングが真横の姿勢で前記水平軸を中心に公転して、前記鋳造リングの中のスラリーに遠心力を付与することを特徴とする遠心埋没装置。 - 前記保持具が、前記鋳造リングを受ける台座を有する、請求項7に記載の遠心埋没装置。
- 前記鋳造リングが、その上端に径方向外方に突出したフランジを有し、
前記保持具が、前記鋳造リングの前記フランジと係合するリング状の形状を有する、請求項6に記載の遠心埋没装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009204945A JP5451269B2 (ja) | 2008-09-05 | 2009-09-04 | ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008228624 | 2008-09-05 | ||
| JP2008228624 | 2008-09-05 | ||
| JP2009204945A JP5451269B2 (ja) | 2008-09-05 | 2009-09-04 | ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082698A true JP2010082698A (ja) | 2010-04-15 |
| JP5451269B2 JP5451269B2 (ja) | 2014-03-26 |
Family
ID=42247170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009204945A Expired - Fee Related JP5451269B2 (ja) | 2008-09-05 | 2009-09-04 | ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5451269B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102107259A (zh) * | 2010-12-08 | 2011-06-29 | 山东梦金园珠宝首饰有限公司 | 钵状饰品的浇注方法 |
| JP2012135780A (ja) * | 2010-12-24 | 2012-07-19 | Junichiro Aso | 残骨灰に含まれる歯科用金属を使用した形見物の製造方法 |
| JP2015042191A (ja) * | 2013-08-25 | 2015-03-05 | 順一 田代 | 歯科用ワックス |
| JP2015213742A (ja) * | 2014-04-21 | 2015-12-03 | 株式会社愛歯 | 歯科補綴物の製作方法 |
| CN114871380A (zh) * | 2022-04-13 | 2022-08-09 | 南京优耐特精密机械制造有限公司 | 一种用于蜡模铸造的熔蜡机构及其熔蜡方法 |
| CN119702976A (zh) * | 2024-12-31 | 2025-03-28 | 西安超晶科技股份有限公司 | 带有窄小内腔结构的铝合金熔模精铸用铸型的制备方法 |
-
2009
- 2009-09-04 JP JP2009204945A patent/JP5451269B2/ja not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102107259A (zh) * | 2010-12-08 | 2011-06-29 | 山东梦金园珠宝首饰有限公司 | 钵状饰品的浇注方法 |
| JP2012135780A (ja) * | 2010-12-24 | 2012-07-19 | Junichiro Aso | 残骨灰に含まれる歯科用金属を使用した形見物の製造方法 |
| JP2015042191A (ja) * | 2013-08-25 | 2015-03-05 | 順一 田代 | 歯科用ワックス |
| JP2015213742A (ja) * | 2014-04-21 | 2015-12-03 | 株式会社愛歯 | 歯科補綴物の製作方法 |
| CN114871380A (zh) * | 2022-04-13 | 2022-08-09 | 南京优耐特精密机械制造有限公司 | 一种用于蜡模铸造的熔蜡机构及其熔蜡方法 |
| CN114871380B (zh) * | 2022-04-13 | 2024-03-15 | 南京优耐特精密机械制造有限公司 | 一种用于蜡模铸造的熔蜡机构及其熔蜡方法 |
| CN119702976A (zh) * | 2024-12-31 | 2025-03-28 | 西安超晶科技股份有限公司 | 带有窄小内腔结构的铝合金熔模精铸用铸型的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5451269B2 (ja) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451269B2 (ja) | ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置 | |
| JP7379464B2 (ja) | ステレオリソグラフィーによる構成部分の製造方法 | |
| CN110997167A (zh) | 通过增材制造来制作物理物体的方法 | |
| CN1313228C (zh) | 用于离心铸造珠宝铸造件、假牙工件或假牙半成品的中空模 | |
| US1325004A (en) | davidson | |
| US5469908A (en) | Cap for investment molds for precision casting | |
| RU2674363C1 (ru) | Средство для обработки поверхности восковой модели и способ изготовления зубного протеза | |
| US2946104A (en) | Method of making cores for casting bladed members | |
| US1595338A (en) | Dental casting device | |
| JP2016055342A (ja) | 鋳物砂の再生装置及び再生方法 | |
| CN113480152A (zh) | 一种脱蜡铸造系统以及铸造工艺 | |
| JP2867220B2 (ja) | 歯冠修復物用の鋳型 | |
| JP2010187952A (ja) | アクセサリ体の製造方法及びアクセサリ体並びに基台 | |
| CN104180739B (zh) | 一种义齿蜡型包埋检测器及其检测方法 | |
| US1142840A (en) | Centrifugal casting-machine. | |
| US2352842A (en) | Casting process | |
| JPH07112617B2 (ja) | 二層鋳物の鋳造方法 | |
| JP3020975U (ja) | 歯科治療における義歯鋳造用のホーマーおよびゴムリング | |
| CN213916034U (zh) | 端盖环工装 | |
| CN212312315U (zh) | 一种电控转盘 | |
| JPS62148216A (ja) | 注型装置 | |
| JPH02142641A (ja) | 石膏鋳型成形装置 | |
| JP2012011104A (ja) | 義歯作製方法及び義歯粘膜床作製方法 | |
| JPH01304903A (ja) | 石膏鋳型成形装置 | |
| US963418A (en) | Dentist's flask. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5451269 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |