JP2010076123A - 導電性バンプ付き基板シート製造方法 - Google Patents
導電性バンプ付き基板シート製造方法 Download PDFInfo
- Publication number
- JP2010076123A JP2010076123A JP2008243898A JP2008243898A JP2010076123A JP 2010076123 A JP2010076123 A JP 2010076123A JP 2008243898 A JP2008243898 A JP 2008243898A JP 2008243898 A JP2008243898 A JP 2008243898A JP 2010076123 A JP2010076123 A JP 2010076123A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- flat plate
- substrate sheet
- base material
- raised portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Printing Methods (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Screen Printers (AREA)
Abstract
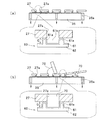
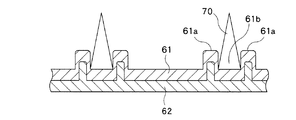
【解決手段】導電性バンプ付き基板シート製造方法は、印刷定盤30によって、各平板盛り上がり部62aの中央に平板凹部62bが形成されているような平板状部材62と、該平板状部材62上に載置され、各基板盛り上がり部61aの中央に基板凹部61bが形成されているような基板シート61とを含む基材60を保持する基材保持工程と、基材60上に、複数の貫通穴27aを有するスクリーン版27を位置づける位置づけ工程と、スクリーン版27の貫通穴27aから、基板シート61の基板盛り上がり部61aの基板凹部61bに、導電性ペースト70を転写させる基材転写工程と、を備えている。
【選択図】図4
Description
印刷定盤によって、複数の平板盛り上がり部を有し各平板盛り上がり部の中央には平板凹部が形成されているような平板状部材と、該平板状部材上に載置され、該平板盛り上がり部に対応した基板盛り上がり部を有し各基板盛り上がり部の中央には基板凹部が形成されているような基板シートとを含む基材を保持する基材保持工程と、
前記基材上に、複数の貫通穴を有するスクリーン版を位置づけ、前記基板シートの各基板盛り上がり部の基板凹部と前記スクリーン版の各貫通穴との位置合わせを行う位置づけ工程と、
前記スクリーン版の前記貫通穴から、前記基板シートの前記基板盛り上がり部の前記基板凹部に、導電性ペーストを転写させる基材転写工程と、
を備えたことを特徴とする。
前記平板凹部が中央に形成されているような前記平板盛り上がり部は円環形状のものからなり、前記平板盛り上がり部に対応した基板盛り上がり部も円環形状のものからなることが好ましい。
前記基材を、前記基板シートの前記基板盛り上がり部の前記基板凹部に導電性ペーストが載置されるように、前記印刷定盤に対して位置づける基材位置決め工程をさらに備えたことが好ましい。
前記基材位置決め工程は、画像取得装置によって前記印刷定盤に保持された基材の画像を取得する基材画像取得工程と、画像表示装置によって前記画像取得装置で取得された画像を表示する基材画像表示工程と、該画像表示装置で表示された画像に基づいて前記印刷定盤に対する前記基材の位置を調整する基材位置調整工程と、を有することがより好ましい。
以下、本発明に係る導電性バンプ付き基板シート製造方法の実施の形態について、図面を参照して説明する。ここで、図1乃至図8は本発明の実施の形態を示す図である。
最初に、中央に基板凹部61bが形成された基板盛り上がり部61aを有する基板シート61を生成する工程について説明する。
次に、導電性バンプ付き基板シートを生成する工程について説明する。
10 加圧ローラ(加圧部)
11 CCDカメラ(画像取得装置)
12 画像表示装置
22 スキージ
27 スクリーン版
27a 貫通穴
30 印刷定盤
35 位置調整装置
60 基材
61 基板シート
61a 基板盛り上がり部
61b 基板凹部
62 平板状部材
62a 平板盛り上がり部
62b 平板凹部
70 導電性ペースト
Claims (5)
- 印刷定盤によって、複数の平板盛り上がり部を有し各平板盛り上がり部の中央には平板凹部が形成されているような平板状部材と、該平板状部材上に載置され、該平板盛り上がり部に対応した基板盛り上がり部を有し各基板盛り上がり部の中央には基板凹部が形成されているような基板シートとを含む基材を保持する基材保持工程と、
前記基材上に、複数の貫通穴を有するスクリーン版を位置づけ、前記基板シートの各基板盛り上がり部の基板凹部と前記スクリーン版の各貫通穴との位置合わせを行う位置づけ工程と、
前記スクリーン版の前記貫通穴から、前記基板シートの前記基板盛り上がり部の前記基板凹部に、導電性ペーストを転写させる基材転写工程と、
を備えたことを特徴とする導電性バンプ付き基板シート製造方法。 - 前記平板凹部が中央に形成されているような前記平板盛り上がり部は円環形状のものからなり、前記平板盛り上がり部に対応した基板盛り上がり部も円環形状のものからなることを特徴とする請求項1に記載の導電性バンプ付き基板シート製造方法。
- 前記平板凹部が中央に形成されているような前記平板盛り上がり部は多角形形状のものからなり、前記平板盛り上がり部に対応した基板盛り上がり部も多角形形状のものからなることを特徴とする請求項1に記載の導電性バンプ付き基板シート製造方法。
- 前記基材を、前記基板シートの前記基板盛り上がり部の前記基板凹部に導電性ペーストが載置されるように、前記印刷定盤に対して位置づける基材位置決め工程をさらに備えたことを特徴とする請求項1に記載の導電性バンプ付き基板シート製造方法。
- 前記基材位置決め工程は、画像取得装置によって前記印刷定盤に保持された基材の画像を取得する基材画像取得工程と、画像表示装置によって前記画像取得装置で取得された画像を表示する基材画像表示工程と、該画像表示装置で表示された画像に基づいて前記印刷定盤に対する前記基材の位置を調整する基材位置調整工程と、を有することを特徴とする請求項4に記載の導電性バンプ付き基板シート製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008243898A JP5109900B2 (ja) | 2008-09-24 | 2008-09-24 | 導電性バンプ付き基板シート製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008243898A JP5109900B2 (ja) | 2008-09-24 | 2008-09-24 | 導電性バンプ付き基板シート製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010076123A true JP2010076123A (ja) | 2010-04-08 |
| JP5109900B2 JP5109900B2 (ja) | 2012-12-26 |
Family
ID=42207150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008243898A Expired - Fee Related JP5109900B2 (ja) | 2008-09-24 | 2008-09-24 | 導電性バンプ付き基板シート製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5109900B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06120229A (ja) * | 1992-10-06 | 1994-04-28 | Rohm Co Ltd | 半導体部品におけるバンプ電極の形成方法及びバンプ電極付き半導体部品 |
| JP2005340230A (ja) * | 2004-05-24 | 2005-12-08 | Sony Corp | プリント配線板および部品実装体の製造方法 |
| JP2006173460A (ja) * | 2004-12-17 | 2006-06-29 | Renesas Technology Corp | 半導体装置の製造方法 |
| JP2010052223A (ja) * | 2008-08-27 | 2010-03-11 | Dainippon Printing Co Ltd | 導電性バンプ付き基板シート製造方法 |
-
2008
- 2008-09-24 JP JP2008243898A patent/JP5109900B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06120229A (ja) * | 1992-10-06 | 1994-04-28 | Rohm Co Ltd | 半導体部品におけるバンプ電極の形成方法及びバンプ電極付き半導体部品 |
| JP2005340230A (ja) * | 2004-05-24 | 2005-12-08 | Sony Corp | プリント配線板および部品実装体の製造方法 |
| JP2006173460A (ja) * | 2004-12-17 | 2006-06-29 | Renesas Technology Corp | 半導体装置の製造方法 |
| JP2010052223A (ja) * | 2008-08-27 | 2010-03-11 | Dainippon Printing Co Ltd | 導電性バンプ付き基板シート製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5109900B2 (ja) | 2012-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015100943A (ja) | スクリーン印刷機、部品実装ライン及びスクリーン印刷方法 | |
| JP5088630B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| CN1688935A (zh) | 苯胺印刷版,苯胺印刷装置,苯胺印刷版的制造方法和印刷物的制造方法 | |
| JP5067666B2 (ja) | 印刷装置 | |
| JP2008155557A (ja) | 印刷方法および印刷装置 | |
| JP5067667B2 (ja) | 印刷方法 | |
| JP5109900B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5067671B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5077766B2 (ja) | 印刷装置および印刷方法 | |
| JP5083132B2 (ja) | 多層プリント配線板製造方法 | |
| JP5332476B2 (ja) | 導電性バンプ付き基板シート製造方法および多層プリント配線板製造方法 | |
| JP5176819B2 (ja) | 多層プリント配線板の製造方法 | |
| JP2013021111A (ja) | 導電性バンプ付き基板シートの製造装置および製造方法 | |
| JP2016068412A (ja) | パッド印刷用の転写パッド、パッド印刷装置およびパッド印刷方法 | |
| JP5125915B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5262509B2 (ja) | 印刷装置 | |
| JP2011035372A (ja) | 導電性バンプ付基板シートの製造方法および多層プリント配線板の製造方法 | |
| JP2007253593A (ja) | スクリーン印刷方法 | |
| JP2010080545A (ja) | 導電性バンプ付き基板シート、導電性基板シートおよび多層プリント配線板 | |
| JP5034625B2 (ja) | 多層プリント配線板製造方法 | |
| JP5152659B2 (ja) | 多層導電性バンプ付基板シート積層体製造方法および導電性バンプ付基板シート製造方法 | |
| JP2010080544A (ja) | 導電性バンプ付き基板シートの製造方法および多層プリント配線板の製造方法 | |
| JP2010080539A (ja) | 印刷装置 | |
| KR101490876B1 (ko) | 스크린 인쇄를 이용한 다층회로 연성기판의 제조방법 및 장치 | |
| JP5152658B2 (ja) | 多層導電性バンプ付基板シート積層体製造方法、導電性バンプ付基板シート製造方法、導電性バンプ付基板シート、および基板シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120911 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120924 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |