JP2010069535A - 金属的な成形構成部品をプレスクエンチするための方法及び装置 - Google Patents
金属的な成形構成部品をプレスクエンチするための方法及び装置 Download PDFInfo
- Publication number
- JP2010069535A JP2010069535A JP2009216808A JP2009216808A JP2010069535A JP 2010069535 A JP2010069535 A JP 2010069535A JP 2009216808 A JP2009216808 A JP 2009216808A JP 2009216808 A JP2009216808 A JP 2009216808A JP 2010069535 A JP2010069535 A JP 2010069535A
- Authority
- JP
- Japan
- Prior art keywords
- blank holder
- holder
- blank
- region
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 40
- 238000010791 quenching Methods 0.000 title claims abstract description 19
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 69
- 239000010959 steel Substances 0.000 claims abstract description 69
- 230000009466 transformation Effects 0.000 claims abstract description 7
- 230000000171 quenching effect Effects 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims 2
- 238000001816 cooling Methods 0.000 abstract description 16
- 239000000463 material Substances 0.000 abstract description 12
- 239000011159 matrix material Substances 0.000 description 32
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/16—Additional equipment in association with the tools, e.g. for shearing, for trimming
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
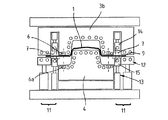
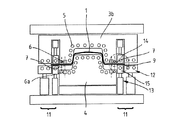
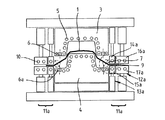
【解決手段】a)鋼板を変態温度以上の温度まで加熱し、b)加熱された鋼板を、冷却されるプレス工具2に挿入し、該プレス工具の成形工具3,4は、硬度の低い領域7を形成するための少なくとも1つの冷却されない輪郭区分6を有しており、c)鋼板の縁部領域9を、ブランク保持装置11によってクランプ固定し、d)プレス工具を、鋼板の変形のために閉じ、e)ブランク保持装置の内側のブランクホルダ13は、外側のブランクホルダ14よりも成形工具の近傍に位置しており、鋼板の縁部領域を、最初は、外側のブランクホルダによって保持し、次いで内側のブランクホルダによって保持する。
【選択図】図9
Description
Claims (16)
- 焼入れ可能な鋼板(1)から金属的な成形構成部品をプレスクエンチするための方法であって、以下のステップ、即ち、
a)鋼板(1)を変態温度Ac3以上の温度まで加熱し、
b)加熱された鋼板(1)を、冷却されるプレス工具(2)に挿入し、該プレス工具(2)の成形工具(3,3b,4)は、硬度の低い領域(7)を形成するための少なくとも1つの冷却されない輪郭区分(6,6a)を有しており、
c)鋼板(1)の縁部領域(9)を、ブランク保持装置(11,11a,11b)によってクランプ固定し、
d)プレス工具(2)を、鋼板(1)の変形のために閉じ、この際に、ブランク保持装置(11,11a,11b)は、縁部領域(9)が成形工具(3,3b,4)内に流れるのを制動し、
e)ブランク保持装置(11,11a,11b)は、内側のブランクホルダ(13,13a,13b)と外側のブランクホルダ(12,12a,12b)とを有しており、内側のブランクホルダ(13,13a,13b)は、外側のブランクホルダ(12,12a,12b)よりも成形工具(3,3b,4)の近傍に位置しており、鋼板(1)の縁部領域(9)を、第1の変形段階で外側のブランクホルダ(12,12a,12b)によって保持し、その後の変形段階で、内側のブランクホルダ(13,13a,13b)によって保持する、
というステップを有していることを特徴とする、焼入れ可能な鋼板(1)から金属的な成形構成部品をプレスクエンチするための方法。 - 冷却されない輪郭区分(6,6a)に後から位置する縁部領域(9)の領域(7)を、内側のブランクホルダ(13,13a,13b)の領域から引き出して初めて、内側のブランクホルダ(13,13a,13b)を鋼板(1)に接触させる、請求項1記載の方法。
- 外側のブランクホルダ(12b)と内側のブランクホルダ(13b)との間に、少なくとも1つの別の真ん中のブランクホルダ(18)を配置し、該真ん中のブランクホルダ(18)を時間的に外側のブランクホルダ(12b)の後でかつ、内側のブランクホルダ(13b)の前に縁部領域(9)に接触させる、請求項1又は2記載の方法。
- 各ブランクホルダ(12a,12b,13a,13b)が上方のホルダ(14,14a,16,16b)と下方のホルダ(15,15a,17,17a)とを有しており、外側のブランクホルダ(12,12a)の上方のホルダ(16,16a)と下方のホルダ(17,17a)とを、内側のブランクホルダ(13,13a,13b)及び真ん中のブランクホルダ(18)の上方のホルダ(14,14a)と下方のホルダ(15,15a)とは独立的に移動させる、請求項1から3までのいずれか1項記載の方法。
- ブランクホルダ(12,12a,12b,13,13a,13b,18)を冷却する、請求項1から4までのいずれか1項記載の方法。
- 硬度を低くさせたい領域(7)を、ブランクホルダ(12,12a,12b,13,13a,13b,18)に接触させない、請求項1から5までのいずれか1項記載の方法。
- 硬度を低くさせたい領域(7)を、変形前に成形工具(3,3b,4)の外側で、閉じられた外側のブランクホルダ(12,12a,12b)と成形工具(3,3b,4)との間に配置し、変形中に成形工具(3,3b,4)内に引き込み、その間、内側のブランクホルダ(13,13a,13b)を開放状態に保持する、請求項1から6までのいずれか1項記載の方法。
- 硬度を低く形成したい領域(7)が内側のブランクホルダ(13,13a,13b)の外側に位置し、成形工具(3,3b,4)内に引き込まれた際に、内側のブランクホルダ(13,13a,13b)を閉じる、請求項1から7までのいずれか1項記載の方法。
- 裁断エッジが少なくとも部分的に硬度の低い領域(7)を通るように、プレスクエンチされた成形構成部品を裁断する、請求項1から8までのいずれか1項記載の方法。
- 焼入れ可能な鋼板(1)から金属的な成形構成部品をプレスクエンチするための装置であって、変形プレス内に組み込まれるプレス工具(2)と、ブランク保持装置(11,11a,11b)とを有している形式のものにおいて、
ブランク保持装置(11,11a,11b)が内側のブランクホルダ(13,13a,13b)と外側のブランクホルダ(12,12a,12b)とを有しており、内側のブランクホルダ(13,13a,13b)は、外側のブランクホルダ(12,12a,12b)よりも、プレス工具(2)の成形工具(3,3b,4)の近傍に位置しており、これらのブランクホルダ(12,12a,12b,13,13a,13b)は互いに時間的にずらされて鋼板(1)に接触することができることを特徴とする、焼入れ可能な鋼板(1)から金属的な成形構成部品をプレスクエンチするための装置。 - 外側のブランクホルダ(12b)と内側のブランクホルダ(13b)との間に少なくとも1つの別のブランクホルダ(18)が配置されている、請求項10記載の装置。
- 各ブランクホルダ(12,12a,12b,13,13a,13b)が上方のホルダ(14,14a,16,16b)と下方のホルダ(15,15a,17,17a)とを有しており、外側のブランクホルダ(12,12a,12b)の少なくとも1つのホルダ(16,16a,17,17a)と、内側のブランクホルダ(13,13a,13b)のホルダ(14,14a,15,15a)とが独立的に移動可能である、請求項10又は11記載の装置。
- 外側のブランクホルダ(12)の一方のホルダが、定置の対向ホルダである、請求項12記載の装置。
- ブランクホルダ(12,12a,12b,13,13a,13b,18)が冷却されている、請求項10から13までのいずれか1項記載の装置。
- 外側のブランクホルダ(12,12a,12b)の保持力が、内側のブランクホルダ(13,13a,13b)の保持力よりも大きい、請求項10から14までのいずれか1項記載の装置。
- 外側のブランクホルダ(12a)が、内側のブランクホルダ(13a)よりも幅が広い、請求項10から15までのいずれか1項記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810047971 DE102008047971B3 (de) | 2008-09-18 | 2008-09-18 | Verfahren und Vorrichtung zum Presshärten eines metallischen Formbauteils |
| DE102008047971.3 | 2008-09-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069535A true JP2010069535A (ja) | 2010-04-02 |
| JP5039106B2 JP5039106B2 (ja) | 2012-10-03 |
Family
ID=42006025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009216808A Expired - Fee Related JP5039106B2 (ja) | 2008-09-18 | 2009-09-18 | 金属的な成形構成部品をプレスクエンチするための方法及び装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8839652B2 (ja) |
| JP (1) | JP5039106B2 (ja) |
| DE (1) | DE102008047971B3 (ja) |
| IT (1) | IT1395638B1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102430628A (zh) * | 2011-09-30 | 2012-05-02 | 大连理工大学 | 一种多层金属复合板材的热成形方法 |
| KR101360046B1 (ko) | 2012-02-23 | 2014-02-10 | 현대자동차주식회사 | 핫 스탬핑 장치 |
| JP2014503360A (ja) * | 2010-12-27 | 2014-02-13 | ポスコ | 異物性部品の製造方法 |
| JP2014208374A (ja) * | 2013-03-28 | 2014-11-06 | 株式会社豊田中央研究所 | プレス成形品、熱間プレス成形方法および熱間プレス成形装置 |
| KR101530367B1 (ko) * | 2010-07-19 | 2015-06-19 | 게엠에프 움포름테크니크 게엠베하 | 강판으로 제조된 가공품을 열간 성형 및 부분 프레스 경화를 하기 위한 성형기 및 성형 방법 |
| CN104923605A (zh) * | 2014-03-20 | 2015-09-23 | 富士重工业株式会社 | 热压深拉成型方法以及装置 |
| CN105251844A (zh) * | 2015-11-25 | 2016-01-20 | 歌尔声学股份有限公司 | 冲压成型方法及冲压系统 |
| KR101611735B1 (ko) * | 2014-10-13 | 2016-04-14 | 주식회사 포스코 | 프레스 성형 장치 및 방법 |
| JP2018034176A (ja) * | 2016-08-30 | 2018-03-08 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| JP2019018225A (ja) * | 2017-07-14 | 2019-02-07 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法 |
| CN111229905A (zh) * | 2020-01-09 | 2020-06-05 | 安徽工业大学 | 一种基于液压成形装置的热冲压及淬火一体化处理方法 |
| JP2022185340A (ja) * | 2021-06-02 | 2022-12-14 | 東プレ株式会社 | 熱間プレス製品の製造方法、及び熱間プレス成形装置 |
| KR102565734B1 (ko) * | 2023-02-22 | 2023-08-11 | 대우공업 (주) | 조글단의 동시 성형이 가능한 프레스 성형장치 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006040224A1 (de) * | 2006-08-28 | 2008-03-20 | Magna Automotive Services Gmbh | Verfahren und Werkzeug zum Warmumformen eines Metallwerkstücks |
| US8506732B2 (en) * | 2009-08-07 | 2013-08-13 | Radyne Corporation | Heat treatment of helical springs or similarly shaped articles by electric resistance heating |
| SE533528C2 (sv) * | 2009-12-13 | 2010-10-19 | Gestamp Hardtech Ab | B-stolpe för fordon |
| US8671729B2 (en) * | 2010-03-02 | 2014-03-18 | GM Global Technology Operations LLC | Fluid-assisted non-isothermal stamping of a sheet blank |
| US20110283851A1 (en) * | 2010-05-21 | 2011-11-24 | Thyssenkrupp Sofedit S.A.S. | Method and hot forming system for producing press-hardened formed components of sheet steel |
| JP5573511B2 (ja) | 2010-09-02 | 2014-08-20 | トヨタ紡織株式会社 | 成形体の製造方法 |
| CN102172703B (zh) * | 2011-02-23 | 2013-01-09 | 上海电气电站设备有限公司 | 一种复合钢板球冠的热压成形方法 |
| EP2518173B1 (de) | 2011-04-26 | 2017-11-01 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung eines Blechstrukturbauteils sowie Blechstrukturbauteil |
| DE102011108912A1 (de) * | 2011-07-28 | 2013-01-31 | Volkswagen Aktiengesellschaft | Segmentiertes Presshärtewerkzeug |
| EP2744609B1 (de) * | 2011-08-17 | 2015-07-08 | Kirchhoff Automotive Deutschland GmbH | Presshärtwerkzeug |
| CN102389917A (zh) * | 2011-09-30 | 2012-03-28 | 大连理工大学 | 一种金属复合板材的热成形方法 |
| US20130213108A1 (en) * | 2012-02-20 | 2013-08-22 | Richard Paul KNERR | Method of making a stamped part |
| DE102012005635B3 (de) * | 2012-03-22 | 2013-06-27 | Allgaier Werke Gmbh | Vorrichtung, Anlage und Verfahren zum Umformen einer Blechplatine sowie ein hiermit hergestelltes Werkstück |
| CN102814377A (zh) * | 2012-07-09 | 2012-12-12 | 烟台泰利汽车模具制造有限公司 | 一种宽法兰面板状制件拉延成形的方法 |
| JP5971004B2 (ja) * | 2012-07-24 | 2016-08-17 | 新日鐵住金株式会社 | 低強度部を有する熱間プレス成形品及びその製造方法 |
| JP6194526B2 (ja) * | 2013-06-05 | 2017-09-13 | 高周波熱錬株式会社 | 板状ワークの加熱方法及び加熱装置並びにホットプレス成形方法 |
| DE102013219819A1 (de) * | 2013-09-30 | 2015-04-02 | Allgaier Werke Gmbh | Vorrichtung zum Umformen eines Werkstückes aus Blech |
| CN103658395A (zh) * | 2013-11-29 | 2014-03-26 | 大连鑫永工业制造有限公司 | 汽车配件加工用水冷弯折模具 |
| WO2015130206A1 (en) * | 2014-02-17 | 2015-09-03 | Gestamp Hardtech Ab | An elongate weld and a beam having such a weld |
| CN104646548A (zh) * | 2015-03-18 | 2015-05-27 | 大连理工大学 | 一种既能实现均匀水冷又能实现分区冷却的s型冲压模具 |
| EP3088092B1 (de) | 2015-04-30 | 2017-06-07 | Benteler Automobiltechnik GmbH | Warmumform- und presshärtewerkzeug sowie verfahren zum betreiben des warmumform- und presshärtewerkzeuges |
| CN104923673A (zh) * | 2015-07-15 | 2015-09-23 | 柳州伟祺数控机械有限公司 | 汽车配件加工用水冷弯折模具 |
| US9943901B2 (en) * | 2015-08-31 | 2018-04-17 | Ford Global Technologies, Llc | Adjustable stamping die |
| WO2017129601A1 (de) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| CN106881414A (zh) * | 2017-04-19 | 2017-06-23 | 苏州汇程精密模具有限公司 | 一种带冷却结构的热冲压对开模具 |
| DE102017207934A1 (de) * | 2017-05-10 | 2018-11-15 | Läpple Automotive GmbH | Verbundwerkzeug und Verfahren zur Herstellung eines Blechbauteils |
| DE102017128742A1 (de) * | 2017-12-04 | 2019-06-06 | Benteler Automobiltechnik Gmbh | Verfahren und Pressenwerkzeug zur Herstellung eines metallischen Formbauteils |
| CN111041185B (zh) * | 2019-12-30 | 2021-06-01 | 良匠(苏州)机械设备有限公司 | 一种降低淬火形变的销轴淬火方法 |
| CN112091075B (zh) * | 2020-08-31 | 2022-08-19 | 江门市基达不锈钢制品有限公司 | 不锈钢锅成型模具及其热处理机构 |
| CN114908237B (zh) * | 2022-05-10 | 2023-11-10 | 宣城冠晟汽车科技有限公司 | 一种汽车热成型零件的局部软化装置 |
| US12544818B2 (en) | 2023-03-16 | 2026-02-10 | Ford Motor Company | Stamping tool with a sub pad within a forming steel and method of forming a panel from a sheet metal workpiece |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5623689B2 (ja) * | 1975-09-16 | 1981-06-02 | ||
| WO2006057196A1 (ja) * | 2004-11-24 | 2006-06-01 | Honda Motor Co., Ltd. | 絞り成形方法及びその装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3584487A (en) * | 1969-01-16 | 1971-06-15 | Arne H Carlson | Precision forming of titanium alloys and the like by use of induction heating |
| US3703093A (en) * | 1969-11-11 | 1972-11-21 | Aisin Seiki | Process and apparatus for performing a simultaneous and combined press-forming and heat-treatment of steel stock |
| NL181914C (nl) * | 1977-07-05 | 1900-01-01 | Toyo Seikan Kaisha Ltd | Inrichting voor het vervaardigen van getrokken voorwerpen. |
| US6276185B1 (en) * | 1999-12-09 | 2001-08-21 | General Motors Corporation | Flow lock bead control apparatus and method for drawing high strength steel |
| GB0029459D0 (en) * | 2000-12-04 | 2001-01-17 | Corus Uk Ltd | Metal container suitable to accommodate a heating or cooling component and method for manufacturing it |
| JP2002241835A (ja) * | 2001-02-20 | 2002-08-28 | Aisin Takaoka Ltd | ワークの部分強化方法 |
| DE10254695B3 (de) * | 2002-09-13 | 2004-04-15 | Daimlerchrysler Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| DE102004059598B4 (de) * | 2004-12-09 | 2014-02-27 | Volkswagen Ag | Vorrichtung zum Umformen und Härten eines Bleches |
| DE102005025026B3 (de) * | 2005-05-30 | 2006-10-19 | Thyssenkrupp Steel Ag | Verfahren zum Herstellen eines Metallbauteils mit aneinander angrenzenden Abschnitten unterschiedlicher Materialeigenschaften |
-
2008
- 2008-09-18 DE DE200810047971 patent/DE102008047971B3/de not_active Expired - Fee Related
-
2009
- 2009-09-16 IT ITRM2009A000469A patent/IT1395638B1/it active
- 2009-09-17 US US12/561,401 patent/US8839652B2/en not_active Expired - Fee Related
- 2009-09-18 JP JP2009216808A patent/JP5039106B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5623689B2 (ja) * | 1975-09-16 | 1981-06-02 | ||
| WO2006057196A1 (ja) * | 2004-11-24 | 2006-06-01 | Honda Motor Co., Ltd. | 絞り成形方法及びその装置 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101530367B1 (ko) * | 2010-07-19 | 2015-06-19 | 게엠에프 움포름테크니크 게엠베하 | 강판으로 제조된 가공품을 열간 성형 및 부분 프레스 경화를 하기 위한 성형기 및 성형 방법 |
| JP2014503360A (ja) * | 2010-12-27 | 2014-02-13 | ポスコ | 異物性部品の製造方法 |
| CN102430628A (zh) * | 2011-09-30 | 2012-05-02 | 大连理工大学 | 一种多层金属复合板材的热成形方法 |
| KR101360046B1 (ko) | 2012-02-23 | 2014-02-10 | 현대자동차주식회사 | 핫 스탬핑 장치 |
| JP2014208374A (ja) * | 2013-03-28 | 2014-11-06 | 株式会社豊田中央研究所 | プレス成形品、熱間プレス成形方法および熱間プレス成形装置 |
| CN104923605B (zh) * | 2014-03-20 | 2017-03-15 | 富士重工业株式会社 | 热压深拉成型方法以及装置 |
| CN104923605A (zh) * | 2014-03-20 | 2015-09-23 | 富士重工业株式会社 | 热压深拉成型方法以及装置 |
| JP2015182081A (ja) * | 2014-03-20 | 2015-10-22 | 富士重工業株式会社 | 熱間プレス深絞り成形方法および装置 |
| US9833828B2 (en) | 2014-03-20 | 2017-12-05 | Subaru Corporation | Hot-press deep-drawing forming method and hot-press deep-drawing forming method apparatus |
| KR101611735B1 (ko) * | 2014-10-13 | 2016-04-14 | 주식회사 포스코 | 프레스 성형 장치 및 방법 |
| CN105251844A (zh) * | 2015-11-25 | 2016-01-20 | 歌尔声学股份有限公司 | 冲压成型方法及冲压系统 |
| CN105251844B (zh) * | 2015-11-25 | 2018-01-30 | 歌尔股份有限公司 | 冲压成型方法及冲压系统 |
| JP2018034176A (ja) * | 2016-08-30 | 2018-03-08 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| JP2019018225A (ja) * | 2017-07-14 | 2019-02-07 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法 |
| CN111229905A (zh) * | 2020-01-09 | 2020-06-05 | 安徽工业大学 | 一种基于液压成形装置的热冲压及淬火一体化处理方法 |
| CN111229905B (zh) * | 2020-01-09 | 2021-06-11 | 安徽工业大学 | 一种基于液压成形装置的热冲压及淬火一体化处理方法 |
| JP2022185340A (ja) * | 2021-06-02 | 2022-12-14 | 東プレ株式会社 | 熱間プレス製品の製造方法、及び熱間プレス成形装置 |
| JP7757055B2 (ja) | 2021-06-02 | 2025-10-21 | 東プレ株式会社 | 熱間プレス製品の製造方法、及び熱間プレス成形装置 |
| KR102565734B1 (ko) * | 2023-02-22 | 2023-08-11 | 대우공업 (주) | 조글단의 동시 성형이 가능한 프레스 성형장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| IT1395638B1 (it) | 2012-10-16 |
| US8839652B2 (en) | 2014-09-23 |
| ITRM20090469A1 (it) | 2010-03-19 |
| DE102008047971B3 (de) | 2010-05-12 |
| US20100064759A1 (en) | 2010-03-18 |
| JP5039106B2 (ja) | 2012-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5039106B2 (ja) | 金属的な成形構成部品をプレスクエンチするための方法及び装置 | |
| US11555224B2 (en) | Producing a partially hardened formed part | |
| JP6075304B2 (ja) | 熱間プレス成形方法および熱間プレス成形装置 | |
| CN103056212B (zh) | 用于板材热成形和切割的模具和方法 | |
| US8691032B2 (en) | Microstructural optimization of automotive structures | |
| US9242287B2 (en) | Method and tool for hot forming a metal workpiece | |
| CN101688264B (zh) | 制造局部硬化的成型件的方法、局部硬化的成型件以及局部硬化的成型件的应用 | |
| US20160059295A1 (en) | Method and press for producing sheet metal parts that are hardened at least in regions | |
| EP3268145B1 (en) | Press systems and methods | |
| CN107000018B (zh) | 用于热成型的方法和成型工具以及相应的工件 | |
| CN101189350A (zh) | 用模压淬火制造具有材料特性不同的相邻部位的金属件的方法 | |
| EP2953742B1 (en) | Hot die forming assembly and method of making a heat treated part | |
| US20160101456A1 (en) | Method and device for producing a shaped component | |
| JP7214973B2 (ja) | 熱間プレス加工方法及び加工装置 | |
| KR101575557B1 (ko) | 복합금형을 이용한 핫스탬핑 열간전단 성형방법 | |
| WO2013022700A1 (en) | Tailored hardening ofcold pressed steel blank | |
| US10537928B2 (en) | Molding tool for producing hot-formed components | |
| JP5515521B2 (ja) | 鋼板の熱間プレス成形方法 | |
| KR102224344B1 (ko) | 경화된 스틸 부품의 제조 방법 및 장치 | |
| KR101360046B1 (ko) | 핫 스탬핑 장치 | |
| JP2006007251A (ja) | 車体構成材の製造方法およびプレス加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120203 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120427 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120621 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120706 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5039106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |