JP2010064260A - 液体吐出ヘッド及びその製造方法、画像形成装置 - Google Patents
液体吐出ヘッド及びその製造方法、画像形成装置 Download PDFInfo
- Publication number
- JP2010064260A JP2010064260A JP2008229926A JP2008229926A JP2010064260A JP 2010064260 A JP2010064260 A JP 2010064260A JP 2008229926 A JP2008229926 A JP 2008229926A JP 2008229926 A JP2008229926 A JP 2008229926A JP 2010064260 A JP2010064260 A JP 2010064260A
- Authority
- JP
- Japan
- Prior art keywords
- metal layer
- resin layer
- diaphragm
- island
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Abstract
【解決手段】振動板部材2は、振動板領域2Aを形成する樹脂層22上に島状凸部2Bなどを形成する金属層21を析出させ、金属層21をエッチングして島状凸部2Bを形成したものであり金属層21は、樹脂層22側と反対側の面(金属層21の表面)側の結晶粒の大きさ(結晶粒径a)が、樹脂層22側の面(金属層21の樹脂層界面)側の結晶粒の大きさ(結晶粒径b)よりも大きく(a>bの関係に)形成されている。
【選択図】図2
Description
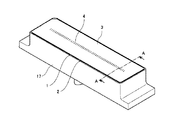
液滴を吐出するノズルが連通する液室の少なくとも1つの壁面を形成する振動板領域を有する振動板部材と、
前記振動板部材の振動板領域を変形変位させるアクチュエータ手段と、を備え、
前記振動板部材は、少なくとも樹脂層と金属層とからなり、前記金属層は前記樹脂層側と反対側の結晶粒の大きさが、前記樹脂層側の結晶粒の大きさよりも大きく形成され、
前記振動板部材の前記金属層の前記樹脂層側と反対側に前記アクチュエータ手段が配置されている
構成とした。
Ia(111):金属層の樹脂層側面の(111)面の回折ピーク強度、
Ia(100):金属層の樹脂層側面の(100)面の回折ピーク強度、
Ib(111):金属層の樹脂層側と反対側の面の(111)面の回折ピーク強度、
Ib(100):金属層の樹脂層側と反対側の面の(100)面の回折ピーク強度
としたとき、Ia(111)/Ia(100)>Ib(111)/Ib(100)の関係にある構成とできる。
前記樹脂層となる樹脂部材上に導電性を有する膜を形成する工程と、
前記導電性を有する膜上に、前記樹脂層側と反対側の結晶粒の大きさが、前記樹脂層側の結晶粒の大きさよりも大きく形成される前記金属層を電析して形成する工程と、
前記金属層上に前記金属層を残す部分をマスキングする工程と、
前記金属層をエッチングで除去して前記樹脂層からなる変形可能領域と島状凸部とを形成する工程と、を
順次行う構成とした。
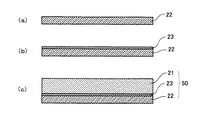
振動板部材2は、ポリイミド(PI)などの樹脂層(部材)22に、電析するためのシード層(導電性薄膜)を成膜し、金属層21として銅を析出して形成したものである。前述したように、金属層22の結晶粒の大きさは、表面側の結晶粒の大きさ(結晶粒径a)が、樹脂層界面側の結晶粒の大きさ(結晶粒径b)よりも大きい関係(a<bの関係)にある。
先ず、図6を参照して金属層21と樹脂層22とが積層された部材50の製造工程について説明する。図6(a)に示すように、樹脂層22として洗浄等の前処理により表面が活性化された例えばポリイミドシートを準備する。樹脂層22としては、ポリイミド以外にもPPS(ポリフェニレンサルファイド)、ポリアミドイミド(PAI)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)を用いることができる。
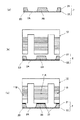
まず、図7(a)に示すように、上述した工程で得られた金属層21と樹脂層22の積層部材50を準備する。そして、図7(b)に示すように、金属層21の露出側に所望のパターンでエッチングマスク24を形成する。エッチングマスクであるレジストとの密着性強化のため、レジストを塗布する前に、アルゴンや窒素などの不活性ガス中でプラズマ処理をすることで密着性を上げることができる。また、塩酸等を用いた薬液処理でも密着性向上を図れる。
ここでは、図10(a)に示すように、樹脂層22と金属層21で形成されている島状凸部(突起部)2Bを有する振動板部材2(ここでは、図8の例で図示する。)を準備する。
この液体吐出ヘッド90は、ノズル91を有する液体吐出ヘッド部92にインクを収容するインクタンク(サブタンク、バッファタンクやインクカートリッジなど)93を一体的に備えている。これにより、タンク一体化型液体吐出ヘッドを得ることができる。
この画像形成装置は、シリアル型画像形成装置であり、左右の側板201A、201Bに横架したガイド部材である主従のガイドロッド231、232でキャリッジ233を主走査方向に摺動自在に保持し、図示しない主走査モータによってタイミングベルトを介して矢示方向(キャリッジ主走査方向)に移動走査する。
この画像形成装置は、ライン型画像形成装置であり、装置本体401の内部に画像形成部402等を有し、装置本体401の下方側に多数枚の記録媒体(用紙)403を積載可能な給紙トレイ404を備え、この給紙トレイ404から給紙される用紙403を取り込み、搬送機構405によって用紙403を搬送しながら画像形成部402によって所要の画像を記録した後、装置本体401の側方に装着された排紙トレイ406に用紙403を排紙する。
2…振動板部材
2A…振動板領域
2B…突起部(島状凸部)
3…ノズル板(ノズル形成部材)
4…ノズル
6…液室
12…圧電素子部材
21…金属層
22…樹脂層
233…キャリッジ
234、411…記録ヘッド
Claims (8)
- 液滴を吐出するノズルが連通する液室の少なくとも1つの壁面を形成する振動板領域を有する振動板部材と、
前記振動板部材の振動板領域を変形変位させるアクチュエータ手段と、を備え、
前記振動板部材は、少なくとも樹脂層と金属層とからなり、前記金属層は前記樹脂層側と反対側の結晶粒の大きさが、前記樹脂層側の結晶粒の大きさよりも大きく形成され、
前記振動板部材の前記金属層の前記樹脂層側と反対側に前記アクチュエータ手段が配置されている
ことを特徴とする液体吐出ヘッド。 - 前記振動板部材の金属層が銅であることを特徴とする請求項1記載の液体吐出ヘッド。
- 前記振動板部材の金属層における樹脂層側の面と樹脂層側と反対側の面の結晶構造比が、
Ia(111):金属層の樹脂層側面の(111)面の回折ピーク強度、
Ia(100):金属層の樹脂層側面の(100)面の回折ピーク強度、
Ib(111):金属層の樹脂層側と反対側の面の(111)面の回折ピーク強度、
Ib(100):金属層の樹脂層側と反対側の面の(100)面の回折ピーク強度
としたとき、Ia(111)/Ia(100)>Ib(111)/Ib(100)の関係にあることを特徴とする請求項2記載の液体吐出ヘッド。 - 前記振動板部材は、前記金属層に樹脂材料が直接塗布されて前記樹脂層が形成されていることを特徴とする請求項1ないし3のいずれか記載の液体吐出ヘッド。
- 前記振動板部材は、前記樹脂層に導電性材料の薄膜を介して前記金属層が設けられていることを特徴とする液体吐出ヘッド。
- 前記振動板領域は、前記樹脂層で形成される変形可能領域と、前記金属層で形成される前記変形可能領域に設けられた島状凸部とを有し、前記島状凸部で圧電素子が接合されていることを特徴とする請求項1ないし5のいずれか記載の液体吐出ヘッド。
- 請求項6記載の液体吐出ヘッドを製造する方法であって、
前記樹脂層となる樹脂部材上に導電性を有する膜を形成する工程と、
前記導電性を有する膜上に、前記樹脂層側と反対側の結晶粒の大きさが、前記樹脂層側の結晶粒の大きさよりも大きく形成される前記金属層を電析して形成する工程と、
前記金属層上に前記金属層を残す部分をマスキングする工程と、
前記金属層をエッチングで除去して前記樹脂層からなる変形可能領域と島状凸部とを形成する工程と、を
順次行うことを特徴とする液体吐出ヘッドの製造方法。 - 請求項1ないし6のいずれかに記載の液体吐出ヘッドを備えていることを特徴とする画像形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008229926A JP5327435B2 (ja) | 2008-09-08 | 2008-09-08 | 液体吐出ヘッド及びその製造方法、画像形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008229926A JP5327435B2 (ja) | 2008-09-08 | 2008-09-08 | 液体吐出ヘッド及びその製造方法、画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064260A true JP2010064260A (ja) | 2010-03-25 |
| JP5327435B2 JP5327435B2 (ja) | 2013-10-30 |
Family
ID=42190287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008229926A Expired - Fee Related JP5327435B2 (ja) | 2008-09-08 | 2008-09-08 | 液体吐出ヘッド及びその製造方法、画像形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5327435B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014233885A (ja) * | 2013-05-31 | 2014-12-15 | 京セラ株式会社 | 液体吐出ヘッド、およびそれを用いた記録装置 |
| JP2019104236A (ja) * | 2017-12-08 | 2019-06-27 | パナソニックIpマネジメント株式会社 | インクジェットヘッドおよびインクジェット印刷装置 |
| TWI695120B (zh) * | 2019-01-15 | 2020-06-01 | 研能科技股份有限公司 | 微流體致動器 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7131260B2 (ja) | 2018-09-28 | 2022-09-06 | ブラザー工業株式会社 | 液体吐出ヘッド |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09290506A (ja) * | 1996-04-26 | 1997-11-11 | Ricoh Co Ltd | インクジェットヘッド及びインクジェットヘッド用振動板の製造方法 |
| JP2007144706A (ja) * | 2005-11-25 | 2007-06-14 | Ricoh Co Ltd | 液滴吐出装置及び画像形成装置 |
| JP2008110571A (ja) * | 2006-10-31 | 2008-05-15 | Ricoh Co Ltd | 液体吐出ヘッド、液体吐出装置、画像形成装置、液体吐出ヘッドの製造方法 |
-
2008
- 2008-09-08 JP JP2008229926A patent/JP5327435B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09290506A (ja) * | 1996-04-26 | 1997-11-11 | Ricoh Co Ltd | インクジェットヘッド及びインクジェットヘッド用振動板の製造方法 |
| JP2007144706A (ja) * | 2005-11-25 | 2007-06-14 | Ricoh Co Ltd | 液滴吐出装置及び画像形成装置 |
| JP2008110571A (ja) * | 2006-10-31 | 2008-05-15 | Ricoh Co Ltd | 液体吐出ヘッド、液体吐出装置、画像形成装置、液体吐出ヘッドの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014233885A (ja) * | 2013-05-31 | 2014-12-15 | 京セラ株式会社 | 液体吐出ヘッド、およびそれを用いた記録装置 |
| JP2019104236A (ja) * | 2017-12-08 | 2019-06-27 | パナソニックIpマネジメント株式会社 | インクジェットヘッドおよびインクジェット印刷装置 |
| JP7133807B2 (ja) | 2017-12-08 | 2022-09-09 | パナソニックIpマネジメント株式会社 | インクジェットヘッドおよびインクジェット印刷装置 |
| TWI695120B (zh) * | 2019-01-15 | 2020-06-01 | 研能科技股份有限公司 | 微流體致動器 |
| US11085554B2 (en) | 2019-01-15 | 2021-08-10 | Microjet Technology Co., Ltd. | Micro fluid actuator |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5327435B2 (ja) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5068063B2 (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置、液体吐出ヘッドの製造方法 | |
| JP4944687B2 (ja) | 圧電アクチュエータ及びその製造方法、液体吐出ヘッド、画像形成装置 | |
| US7651205B2 (en) | Liquid discharging head using piezoelectric actuator and image forming apparatus using the liquid discharging head | |
| JP5375667B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2008114561A (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置 | |
| US9102147B2 (en) | Liquid discharge head and image forming apparatus | |
| JP5327435B2 (ja) | 液体吐出ヘッド及びその製造方法、画像形成装置 | |
| JP5549163B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2011056692A (ja) | 液体吐出ヘッド及びその製造方法、画像形成装置 | |
| JP2007076264A (ja) | 液体吐出ヘッド、液体吐出ヘッドの製造方法及び画像形成装置 | |
| JP4938604B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5338585B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5728934B2 (ja) | ヘッド回復装置及び画像形成装置 | |
| JP2010284960A (ja) | 画像形成装置 | |
| JP5796347B2 (ja) | 圧電アクチュエータ、圧電アクチュエータの製造方法、液体吐出ヘッド及び画像形成装置 | |
| JP2008149588A (ja) | 圧電アクチュエータ、液体吐出ヘッド、画像形成装置 | |
| JP5338715B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5982761B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP5444971B2 (ja) | 圧電アクチュエータの製造方法、圧電アクチュエータ、液体吐出ヘッド及び画像形成装置 | |
| JP2009066890A (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2011000738A (ja) | 画像形成装置 | |
| JP2011056926A (ja) | 液体吐出ヘッド、液体吐出ヘッドユニット及び画像形成装置 | |
| JP4961373B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5776463B2 (ja) | 積層型圧電素子、液体吐出ヘッド及び画像形成装置 | |
| JP5310414B2 (ja) | 液体吐出ヘッド及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130709 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5327435 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |