JP2010064171A - 流体供給穴付き加工工具 - Google Patents
流体供給穴付き加工工具 Download PDFInfo
- Publication number
- JP2010064171A JP2010064171A JP2008231580A JP2008231580A JP2010064171A JP 2010064171 A JP2010064171 A JP 2010064171A JP 2008231580 A JP2008231580 A JP 2008231580A JP 2008231580 A JP2008231580 A JP 2008231580A JP 2010064171 A JP2010064171 A JP 2010064171A
- Authority
- JP
- Japan
- Prior art keywords
- fluid
- rear end
- fluid supply
- opening
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
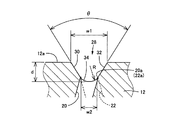
【解決手段】断面がV字形状で一対の平坦な側壁面30、32を有する流体導入溝28が、オイルホール20、22の後端開口部20a、22aと交差するように設けられているとともに、その溝開口幅w1は後端開口部20a、22aの開口寸法よりも大きく、後端開口部20a、22aが完全にその流体導入溝28内に位置しているため、オイルホール20、22の開口寸法より大きい流体導入溝28内の切削油剤が側壁面30、32に案内されつつ後端開口部20a、22a内に導入される。これにより、切削油剤が流体導入溝28から効率良くオイルホール30、32内に導入されるようになり、穴明け加工部に対する切削油剤の供給量が増大し、その切削油剤によって得られる潤滑性能や冷却性能が向上する。
【選択図】図1
Description
図1は、本発明の一実施例である流体供給穴付きドリル10(以下、単にドリル10という)を示す図で、(a) は工具軸心Oと直角な方向から見た正面図、(b) は後端部(図1(a) の上端部)を右方向から見て拡大して示す側面図、(c) は(b) の上方から見た後端面図、(d) は先端側(図1(a) の下方)から見て拡大して示す先端面図である。このドリル10は、2枚刃のツイストドリルで、円柱形状のシャンク12およびボデー14を同軸上に一体に備えており、ボデー14には工具軸心Oの右まわりにねじれた一対の溝16が工具軸心Oに対して対称的に形成されている。ボデー14の先端には、溝16の開口縁に沿って一対の切れ刃18が対称的に設けられており、シャンク12側から見て工具軸心Oの右まわりに回転駆動されることにより、それ等の切れ刃18によって穴を切削加工するとともに、切りくずが溝16を通ってシャンク12側へ排出される。本実施例では、一対の切れ刃18が設けられたボデー14の先端部分が加工部に相当する。
Claims (4)
- 円柱形状のシャンクと所定の加工を行う加工部とを同軸上に備えているとともに、工具軸方向に縦通するように流体供給穴が設けられ、前記シャンクの後端面に開口する後端開口部から導入された流体を前記加工部に供給する流体供給穴付き加工工具において、
前記シャンクの後端面には、断面がV字形状で一対の平坦な側壁面を有するとともに、該側壁面の開口側の幅寸法(w1)が前記後端開口部の開口寸法よりも大きい流体導入溝が、該後端開口部と交差し且つ該後端開口部が完全に該流体導入溝内に位置するように設けられている
ことを特徴とする流体供給穴付き加工工具。 - 前記一対の側壁面を接続する溝底の幅寸法(w2)が前記後端開口部の開口寸法よりも小さく、該後端開口部が該一対の側壁面の双方に跨がって開口するように前記流体導入溝が設けられている
ことを特徴とする請求項1に記載の流体供給穴付き加工工具。 - 前記流体導入溝の前記一対の側壁面の開き角度(θ)は55°〜75°の範囲内である
ことを特徴とする請求項1または2に記載の流体供給穴付き加工工具。 - 前記流体供給穴は工具軸心に対して対称的に一対設けられており、
前記流体導入溝は、工具軸心に対して直交するとともに前記一対の流体供給穴の後端開口部を通る一直線上に設けられている
ことを特徴とする請求項1〜3の何れか1項に記載の流体供給穴付き加工工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008231580A JP5090297B2 (ja) | 2008-09-09 | 2008-09-09 | 流体供給穴付き加工工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008231580A JP5090297B2 (ja) | 2008-09-09 | 2008-09-09 | 流体供給穴付き加工工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064171A true JP2010064171A (ja) | 2010-03-25 |
| JP5090297B2 JP5090297B2 (ja) | 2012-12-05 |
Family
ID=42190210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008231580A Active JP5090297B2 (ja) | 2008-09-09 | 2008-09-09 | 流体供給穴付き加工工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5090297B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496671A (zh) * | 2020-11-30 | 2021-03-16 | 中复连众(哈密)复合材料有限公司 | 一种兆瓦级风力发电机叶片接闪器铜盘安装方法 |
-
2008
- 2008-09-09 JP JP2008231580A patent/JP5090297B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496671A (zh) * | 2020-11-30 | 2021-03-16 | 中复连众(哈密)复合材料有限公司 | 一种兆瓦级风力发电机叶片接闪器铜盘安装方法 |
| CN112496671B (zh) * | 2020-11-30 | 2022-01-25 | 中复连众(沈阳)复合材料有限公司 | 一种兆瓦级风力发电机叶片接闪器铜盘安装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5090297B2 (ja) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5447129B2 (ja) | クーラント穴付きドリル | |
| US7789599B2 (en) | Drill | |
| KR101455582B1 (ko) | 칩 흡인 솔리드 드릴 | |
| KR102082123B1 (ko) | 드릴 | |
| KR101740840B1 (ko) | 드릴 | |
| US7909545B2 (en) | Ballnose end mill | |
| US7278806B1 (en) | Two edge deburring tool | |
| US7320566B2 (en) | Cutting tool including detachable cutter head | |
| WO2011132686A1 (ja) | ガンドリル | |
| EP0841115A1 (en) | Elongated drill with replaceable cutting inserts | |
| JP2017109274A (ja) | ドリル | |
| WO2018206400A1 (en) | Drill body and drill | |
| US6283682B1 (en) | Helically fluted twist drill device | |
| JP5090297B2 (ja) | 流体供給穴付き加工工具 | |
| JP2008178941A (ja) | ドリルユニット並びにそのドリルユニットに使用されるドリル及びホルダ | |
| JP2007136563A (ja) | インサート式ドリル | |
| EP3401043A1 (en) | Drill body and drill | |
| JP7400311B2 (ja) | ドリル | |
| JP2003117710A (ja) | クーラント穴付き穴明け工具 | |
| JP7434791B2 (ja) | ドリル | |
| JP2005034976A (ja) | 切削工具 | |
| JP4954044B2 (ja) | ドリル | |
| WO2016183064A1 (en) | Drill bit | |
| JP2005205526A (ja) | 深穴用穴明け工具 | |
| JP2023059519A (ja) | ドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120912 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150921 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5090297 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |