JP2010062508A - ベアチップ用両面検査設備 - Google Patents
ベアチップ用両面検査設備 Download PDFInfo
- Publication number
- JP2010062508A JP2010062508A JP2008271129A JP2008271129A JP2010062508A JP 2010062508 A JP2010062508 A JP 2010062508A JP 2008271129 A JP2008271129 A JP 2008271129A JP 2008271129 A JP2008271129 A JP 2008271129A JP 2010062508 A JP2010062508 A JP 2010062508A
- Authority
- JP
- Japan
- Prior art keywords
- specific area
- image capture
- tray
- capture device
- transparent glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- H10P74/203—
-
- H10P72/0446—
-
- H10P72/0616—
Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Die Bonding (AREA)
Abstract
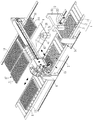
【解決手段】搬入装置1、正面画像キャプチャ装置3、透明ガラス4、背面画像キャプチャ装置5、ピックアップ装置6、及びコントローラー7を包含する。正面画像キャプチャ装置3がトレイ13上の複数のベアチップ2の正面画像141を撮影並びに検出し、続いてピックアップ装置6がトレイ13上の被検査ベアチップ2を取り出し並びに透明ガラス4の上に置き、更に背面画像キャプチャ装置5が下から上に被検査ベアチップ3の背面画像151を撮影並びに検査し、最後に検査結果によりピックアップ装置6がベアチップ2を搬出する時に分類する。
【選択図】図1
Description
図中には搬入装置1が示され、それは導入軌道11、スライド12、及びトレイ13を包含する。そのうち、該スライド12は該導入軌道11上をスライドし、並びに第1位置14及び第2位置15で停留可能である。本実施例中、該導入軌道11上はローラコンベアとされるが、必要に応じてスライドレール等に交換可能である。トレイ13はスライド12の上方に積載され、該トレイ13上に複数のベアチップ2が載置される。このほか、搬入装置1は更に図示されているトレイホルダ191を有し得て、それはトレイ13を自動化搬入し、即ちトレイホルダ191により搬入エリア19よりトレイ13を導入軌道11上につかみ取る。
12 スライド 13 トレイ
14 第1位置 141 正面画像
15 第2位置 151 背面画像
16 第1搬出装置 161 良品ベアチップトレイ
17 第2搬出装置 171 不良品ベアチップトレイ
18 第3搬出装置 19 搬入エリア
191 トレイホルダ 2 ベアチップ
20 被検査ベアチップ 3 正面画像キャプチャ装置
31 移動ホルダ 32 カメラ
4 透明ガラス 41 第1の特定エリア
42 第2の特定エリア 5 背面画像キャプチャ装置
51 撮影レンズ 52 補助光源
6 ピックアップ装置 7 コントローラー
71 メモリ 711 ベアチップ正面標準画像
712 ベアチップ背面標準画像 72 カウンター
8 回収ユニット d 特定距離
Claims (5)
- ベアチップ用両面検査設備において、
搬入装置であって、導入軌道、スライド、及びトレイを包含し、該スライドは該導入軌道上をスライドし、並びに第1位置及び第2位置で停留可能であり、該トレイは該スライドの上方に積載され、該トレイ上に複数のベアチップが載置される、上記搬入装置と、
正面画像キャプチャ装置であって、該導入軌道の上方に位置し、並びに該第1位置にある該スライド上の該トレイに対応する、上記正面画像キャプチャ装置と、
透明ガラスであって、該導入軌道の一側に組み付けられ、並びに該第2位置にある該スライドの近隣に位置する、上記透明ガラスと、
背面画像キャプチャ装置であって、該透明ガラスの下方に組み付けられ、撮影レンズを有し、該撮影レンズの上向きの面は該透明ガラスに対向する、上記背面画像キャプチャ装置と、
ピックアップ装置であって、選択的に該第2位置にある該スライド上の該トレイと、該透明ガラスの間を移動する、上記ピックアップ装置と、
コントローラーであって、該搬入装置、該正面画像キャプチャ装置、該背面画像キャプチャ装置、及び該ピックアップ装置と電気的に接続され、該コントローラーは該正面画像キャプチャ装置を制御し該トレイ上の複数のベアチップの正面画像を撮影させ並びに検査し、該コントローラーは該ピックアップ装置を制御して該トレイ上の複数のベアチップより一つの被検査ベアチップを取り出させると共に該透明ガラスの上方に置かせ、該コントローラーは該背面画像キャプチャ装置の該撮影レンズを制御して下から上に該被検査ベアチップの背面画像を撮影させると共に検査する、上記コントローラーと、
を包含したことを特徴とする、ベアチップ用両面検査設備。 - 請求項1記載のベアチップ用両面検査設備において、該透明ガラスは第1の特定エリアを有し、該第1の特定エリアは被検査ベアチップを載置するのに供され、該背面画像キャプチャ装置の撮影レンズは該透明ガラスの該特定エリアの下方に対応することを特徴とする、ベアチップ用両面検査設備。
- 請求項2記載のベアチップ用両面検査設備において、該透明ガラスの該第1の特定エリアは凸レンズを有することを特徴とする、ベアチップ用両面検査設備。
- 請求項2記載のベアチップ用両面検査設備において、該透明ガラスが該第2の特定エリアを有し、該第2の特定エリアは上記第1の特定エリアの一側に位置し、該第2の特定エリアと該第1の特定エリアのうち少なくとも一方は凸レンズを有し、該第2の特定エリアと該第1の特定エリアは異なる拡大倍率を有することを特徴とする、ベアチップ用両面検査設備。
- 請求項1記載のベアチップ用両面検査設備において、該背面画像キャプチャ装置が補助光源を有することを特徴とする、ベアチップ用両面検査設備。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW097133831 | 2008-09-03 | ||
| TW097133831A TW201011849A (en) | 2008-09-03 | 2008-09-03 | Bare die dual-face detector |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010062508A true JP2010062508A (ja) | 2010-03-18 |
| JP4767302B2 JP4767302B2 (ja) | 2011-09-07 |
Family
ID=42178831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008271129A Active JP4767302B2 (ja) | 2008-09-03 | 2008-10-21 | ベアチップ用両面検査設備 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4767302B2 (ja) |
| KR (1) | KR101043705B1 (ja) |
| TW (1) | TW201011849A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106483126A (zh) * | 2015-08-27 | 2017-03-08 | 京元电子股份有限公司 | 半导体元件影像测试装置及其测试设备 |
| JP2018133353A (ja) * | 2017-02-13 | 2018-08-23 | ファスフォードテクノロジ株式会社 | 半導体製造装置および半導体装置の製造方法 |
| CN112129700A (zh) * | 2020-09-01 | 2020-12-25 | 中山德著智能科技有限公司 | 一种柔性电路板的图像检测方法及检测装置 |
| CN113394139A (zh) * | 2021-06-25 | 2021-09-14 | 佛山缔乐视觉科技有限公司 | 一种led封装缺陷的检测设备 |
| TWI756142B (zh) * | 2021-06-15 | 2022-02-21 | 博磊科技股份有限公司 | 基板切斷裝置及基板切斷裝置的作動方法 |
| JP2023510878A (ja) * | 2020-01-24 | 2023-03-15 | ベクトン・ディッキンソン・ロワ・ジャーマニー・ゲーエムベーハー | 個別物品を識別、測定、および、位置決めするための装置および方法 |
| CN116482851A (zh) * | 2023-04-23 | 2023-07-25 | 上海积塔半导体有限公司 | 一种热点定位辅助装置及方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6903268B2 (ja) | 2016-12-27 | 2021-07-14 | 株式会社Nsテクノロジーズ | 電子部品搬送装置および電子部品検査装置 |
| CN112213936B (zh) * | 2020-09-28 | 2022-05-10 | 深圳市深科达智能装备股份有限公司 | 一种应用于圆形产品贴合的定位装置及定位方法 |
| TWI780930B (zh) * | 2021-09-27 | 2022-10-11 | 由田新技股份有限公司 | 以載盤為基礎的半導體檢測設備以及其半導體分類檢測系統 |
| CN115106300B (zh) * | 2022-08-11 | 2026-02-10 | 深圳市标王工业设备有限公司 | 芯片检测分选机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01302147A (ja) * | 1988-05-31 | 1989-12-06 | Matsushita Electron Corp | 外観検査装置 |
| JPH0642939A (ja) * | 1992-07-27 | 1994-02-18 | Dainippon Screen Mfg Co Ltd | パターン検査装置 |
| JP2000159340A (ja) * | 1998-01-27 | 2000-06-13 | Dainippon Printing Co Ltd | 金属薄板検査方法及び装置 |
| JP2003139516A (ja) * | 2001-10-30 | 2003-05-14 | Murata Mfg Co Ltd | 電子部品の外観検査装置および外観検査方法 |
| JP2003232750A (ja) * | 2002-02-06 | 2003-08-22 | Toshiba Corp | 外観検査装置および方法 |
| JP2006153727A (ja) * | 2004-11-30 | 2006-06-15 | Shinko Engineering Kk | 外観検査装置および外観検査装置用搬送部 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003221328A1 (en) | 2002-03-07 | 2003-09-16 | Yamaha Motor Co., Ltd. | Electronic part inspection device |
| KR20060041454A (ko) * | 2004-11-09 | 2006-05-12 | 삼성전자주식회사 | 칩 외관 자동검사 장치 |
| KR100833716B1 (ko) | 2007-03-30 | 2008-05-29 | (주) 인텍플러스 | 반도체 소자 비전 검사 시스템 |
-
2008
- 2008-09-03 TW TW097133831A patent/TW201011849A/zh unknown
- 2008-10-21 JP JP2008271129A patent/JP4767302B2/ja active Active
- 2008-11-19 KR KR1020080115156A patent/KR101043705B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01302147A (ja) * | 1988-05-31 | 1989-12-06 | Matsushita Electron Corp | 外観検査装置 |
| JPH0642939A (ja) * | 1992-07-27 | 1994-02-18 | Dainippon Screen Mfg Co Ltd | パターン検査装置 |
| JP2000159340A (ja) * | 1998-01-27 | 2000-06-13 | Dainippon Printing Co Ltd | 金属薄板検査方法及び装置 |
| JP2003139516A (ja) * | 2001-10-30 | 2003-05-14 | Murata Mfg Co Ltd | 電子部品の外観検査装置および外観検査方法 |
| JP2003232750A (ja) * | 2002-02-06 | 2003-08-22 | Toshiba Corp | 外観検査装置および方法 |
| JP2006153727A (ja) * | 2004-11-30 | 2006-06-15 | Shinko Engineering Kk | 外観検査装置および外観検査装置用搬送部 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106483126A (zh) * | 2015-08-27 | 2017-03-08 | 京元电子股份有限公司 | 半导体元件影像测试装置及其测试设备 |
| JP2018133353A (ja) * | 2017-02-13 | 2018-08-23 | ファスフォードテクノロジ株式会社 | 半導体製造装置および半導体装置の製造方法 |
| JP2023510878A (ja) * | 2020-01-24 | 2023-03-15 | ベクトン・ディッキンソン・ロワ・ジャーマニー・ゲーエムベーハー | 個別物品を識別、測定、および、位置決めするための装置および方法 |
| JP7664265B2 (ja) | 2020-01-24 | 2025-04-17 | ベクトン・ディッキンソン・ロワ・ジャーマニー・ゲーエムベーハー | 個別物品を識別、測定、および、位置決めするための装置および方法 |
| CN112129700A (zh) * | 2020-09-01 | 2020-12-25 | 中山德著智能科技有限公司 | 一种柔性电路板的图像检测方法及检测装置 |
| CN112129700B (zh) * | 2020-09-01 | 2024-03-01 | 真贺科技(江苏)有限公司 | 一种柔性电路板的图像检测方法及检测装置 |
| TWI756142B (zh) * | 2021-06-15 | 2022-02-21 | 博磊科技股份有限公司 | 基板切斷裝置及基板切斷裝置的作動方法 |
| CN113394139A (zh) * | 2021-06-25 | 2021-09-14 | 佛山缔乐视觉科技有限公司 | 一种led封装缺陷的检测设备 |
| CN113394139B (zh) * | 2021-06-25 | 2025-10-31 | 佛山缔乐视觉科技有限公司 | 一种led封装缺陷的检测设备 |
| CN116482851A (zh) * | 2023-04-23 | 2023-07-25 | 上海积塔半导体有限公司 | 一种热点定位辅助装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100027930A (ko) | 2010-03-11 |
| KR101043705B1 (ko) | 2011-06-22 |
| TWI376003B (ja) | 2012-11-01 |
| TW201011849A (en) | 2010-03-16 |
| JP4767302B2 (ja) | 2011-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4767302B2 (ja) | ベアチップ用両面検査設備 | |
| CN106670127B (zh) | 一种屏幕缺陷全自动视觉检测系统 | |
| CN100419410C (zh) | 缺陷检查数据处理系统 | |
| CN206854141U (zh) | 一种屏幕缺陷全自动视觉检测系统 | |
| JP2001519890A (ja) | 透明な構造における三次元の欠陥位置を検出するための技術 | |
| JP6176789B2 (ja) | 電子部品検査装置 | |
| CN210108988U (zh) | Aoi全自动屏幕缺陷检测生产线 | |
| KR101514409B1 (ko) | 비전검사장치 | |
| CN101673695B (zh) | 裸晶粒双面检测设备 | |
| CN101327483A (zh) | 芯片分类装置与方法 | |
| CN204882389U (zh) | 光学检测设备 | |
| KR101094968B1 (ko) | 휘도값을 이용한 글래스 기판 상의 이물 감지 시스템 및 그방법 | |
| JP2018179789A (ja) | 検査装置、検査方法、および物品製造方法 | |
| CN206990465U (zh) | 液晶面板的缺陷检测装置 | |
| CN114720472A (zh) | 一种基于视觉的陶瓷晶片表面缺陷自动检测设备 | |
| US20180176549A1 (en) | Multi-view-angle image capturing device and multi-view-angle image inspection apparatus using the same | |
| JP2006329714A (ja) | レンズ検査装置 | |
| TWM514002U (zh) | 光學檢測設備 | |
| TWI854391B (zh) | 晶圓檢測方法及其裝置 | |
| TWI502185B (zh) | 基板外觀自動檢測機 | |
| KR101215373B1 (ko) | 엘시디 패널의 자동 비젼검사 장치 | |
| KR100769691B1 (ko) | 탭 검사장치 및 이를 이용한 탭 검사방법 | |
| CN117929262A (zh) | 一种元器件外观检测装置 | |
| CN116786459A (zh) | 一种倒装芯片六面aoi缺陷检测设备 | |
| KR101030445B1 (ko) | Led 소자의 다이 및 와이어 본딩 검사 장치 및 그 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110614 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4767302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140624 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |