JP2010062204A - 電子部品実装装置の自動焦点調整方法 - Google Patents
電子部品実装装置の自動焦点調整方法 Download PDFInfo
- Publication number
- JP2010062204A JP2010062204A JP2008223736A JP2008223736A JP2010062204A JP 2010062204 A JP2010062204 A JP 2010062204A JP 2008223736 A JP2008223736 A JP 2008223736A JP 2008223736 A JP2008223736 A JP 2008223736A JP 2010062204 A JP2010062204 A JP 2010062204A
- Authority
- JP
- Japan
- Prior art keywords
- focus
- focus position
- electronic component
- recognition device
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Abstract
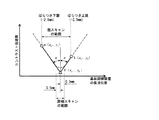
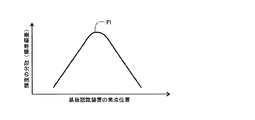
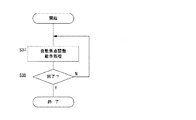
【解決手段】前記画像認識装置の焦点位置を光軸方向に移動させ、少なくとも2つの焦点位置の点a及び点bにおいて認識対象物を撮像して、各焦点位置における合焦位置を示すデータを取得し、該合焦位置データに基づいて合焦位置を算出する。コントラスト逆数カーブの形状が、ほぼ二等辺三角形形状であるという幾何学的特徴を利用し、想定されるコントラスト逆数カーブ上の任意の2点(図中のa点およびb点)のみの合焦位置データを用いて、合焦位置の点Fの焦点位置XFを求めることができる。
【選択図】図7
Description

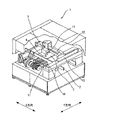
4…吸着ノズル
5…回路基板
5a…撮影個所
7…電子部品
16…部品認識装置
17…基板認識装置(撮像装置)
27…画像認識装置
33…移動プリズム
34…固定プリズム
35…撮像レンズ
36…CCDカメラ
37…ステー
38…リニアガイド
39…直動モータ
Claims (2)
- 電子部品を基板に実装すると共に、焦点位置を光軸方向に移動させて認識対象物に合焦させ、これを撮像し認識する画像認識装置を備えた電子部品実装装置の自動焦点調整方法において、
前記画像認識装置に接続された撮像装置の焦点位置を光軸方向に移動させ、少なくとも2つの焦点位置で認識対象物を撮像して、各焦点位置における合焦位置を示すデータを取得し、該合焦位置データに基づいて合焦位置を算出することを特徴とする電子部品実装装置の自動焦点調整方法。 - 電子部品を基板に実装すると共に、焦点位置を光軸方向に移動させて認識対象物に合焦させ、これを撮像し認識する画像認識装置を備えた電子部品実装装置の自動焦点調整方法において、
前記画像認識装置に接続された撮像装置の焦点位置を光軸方向に移動させ、3つの焦点位置で認識対象物を撮像して、各焦点位置における合焦位置を示すデータを取得し、これら焦点位置における合焦位置データを比較することで、これら焦点位置の範囲に合焦位置が存在するか否かを判定することを特徴とする電子部品実装装置の自動焦点調整方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008223736A JP5174589B2 (ja) | 2008-09-01 | 2008-09-01 | 電子部品実装装置の自動焦点調整方法 |
| CN200910161927.2A CN101666957B (zh) | 2008-09-01 | 2009-09-01 | 拍摄装置中的自动焦点调整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008223736A JP5174589B2 (ja) | 2008-09-01 | 2008-09-01 | 電子部品実装装置の自動焦点調整方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010062204A true JP2010062204A (ja) | 2010-03-18 |
| JP5174589B2 JP5174589B2 (ja) | 2013-04-03 |
Family
ID=41803634
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008223736A Active JP5174589B2 (ja) | 2008-09-01 | 2008-09-01 | 電子部品実装装置の自動焦点調整方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5174589B2 (ja) |
| CN (1) | CN101666957B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013146122A (ja) * | 2012-01-13 | 2013-07-25 | Seiko Epson Corp | 駆動装置、圧電モーターの駆動方法、電子部品搬送装置、電子部品検査装置、ロボットハンド、及びロボット |
| JP2013146152A (ja) * | 2012-01-16 | 2013-07-25 | Seiko Epson Corp | 駆動装置、圧電モーターの駆動方法、電子部品搬送装置、電子部品検査装置、ロボットハンド、及びロボット |
| WO2014141647A1 (ja) * | 2013-03-13 | 2014-09-18 | ソニー株式会社 | 情報処理装置、情報処理方法、および情報処理プログラム |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102033388B (zh) * | 2009-09-29 | 2012-06-27 | 华晶科技股份有限公司 | 数字相机的快速对焦方法 |
| CN102331652A (zh) * | 2011-09-24 | 2012-01-25 | 广东工业大学 | 一种实时自动对焦方法 |
| CN104853087B (zh) * | 2015-03-16 | 2017-12-15 | 浙江宇视科技有限公司 | 一种点光源场景的识别和聚焦方法 |
| CN104820328B (zh) * | 2015-03-27 | 2017-05-17 | 浙江大学 | 一种基于离焦模型曲线计算准焦位置的快速自动对焦方法 |
| CN106161960A (zh) * | 2016-08-26 | 2016-11-23 | 曾美枝 | 拍照方法和装置 |
| JP6984130B2 (ja) * | 2017-01-17 | 2021-12-17 | オムロン株式会社 | 画像処理装置、制御システム、画像処理装置の制御方法、制御プログラム、および記録媒体 |
| CN111901531A (zh) * | 2020-08-31 | 2020-11-06 | 浙江水晶光电科技股份有限公司 | 镜头组装时的对焦方法、装置及设备 |
| CN115426460B (zh) * | 2022-09-01 | 2023-11-10 | 上海东方传媒技术有限公司 | 一种多视角环绕拍摄双焦点拍摄方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04333010A (ja) * | 1991-05-08 | 1992-11-20 | Olympus Optical Co Ltd | 合焦点検出装置 |
| JPH10327343A (ja) * | 1997-05-22 | 1998-12-08 | Victor Co Of Japan Ltd | オートフォーカス装置 |
| JP2000105332A (ja) * | 1998-09-29 | 2000-04-11 | Oki Electric Ind Co Ltd | 焦点位置決定方法および装置 |
| JP2003279846A (ja) * | 2002-03-25 | 2003-10-02 | Fuji Photo Optical Co Ltd | 撮影レンズのピント状態検出装置 |
| JP2008171866A (ja) * | 2007-01-09 | 2008-07-24 | Juki Corp | 実装機カメラのピント調整方法及びスケーリング取得方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1048512A (ja) * | 1996-08-01 | 1998-02-20 | Sankyo Seiki Mfg Co Ltd | オートフォーカス装置 |
| JP2002267923A (ja) * | 2001-03-09 | 2002-09-18 | Olympus Optical Co Ltd | 撮影レンズのピント調整方法 |
| JP2004077959A (ja) * | 2002-08-21 | 2004-03-11 | Nikon Corp | 焦点調節方法およびカメラ |
| US7526192B2 (en) * | 2004-10-07 | 2009-04-28 | Hoya Corporation | Focus detection method and focus detection apparatus |
| EP1679546B1 (en) * | 2005-01-07 | 2014-12-24 | Canon Kabushiki Kaisha | Focus control method and focus control apparatus |
| JP2008015274A (ja) * | 2006-07-06 | 2008-01-24 | Olympus Imaging Corp | デジタルカメラ |
| JP2008020710A (ja) * | 2006-07-13 | 2008-01-31 | Fujifilm Corp | 撮影装置、および焦点調整方法 |
| JP2008058788A (ja) * | 2006-09-01 | 2008-03-13 | Canon Inc | 焦点調節装置、撮像装置、および制御方法 |
-
2008
- 2008-09-01 JP JP2008223736A patent/JP5174589B2/ja active Active
-
2009
- 2009-09-01 CN CN200910161927.2A patent/CN101666957B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04333010A (ja) * | 1991-05-08 | 1992-11-20 | Olympus Optical Co Ltd | 合焦点検出装置 |
| JPH10327343A (ja) * | 1997-05-22 | 1998-12-08 | Victor Co Of Japan Ltd | オートフォーカス装置 |
| JP2000105332A (ja) * | 1998-09-29 | 2000-04-11 | Oki Electric Ind Co Ltd | 焦点位置決定方法および装置 |
| JP2003279846A (ja) * | 2002-03-25 | 2003-10-02 | Fuji Photo Optical Co Ltd | 撮影レンズのピント状態検出装置 |
| JP2008171866A (ja) * | 2007-01-09 | 2008-07-24 | Juki Corp | 実装機カメラのピント調整方法及びスケーリング取得方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013146122A (ja) * | 2012-01-13 | 2013-07-25 | Seiko Epson Corp | 駆動装置、圧電モーターの駆動方法、電子部品搬送装置、電子部品検査装置、ロボットハンド、及びロボット |
| JP2013146152A (ja) * | 2012-01-16 | 2013-07-25 | Seiko Epson Corp | 駆動装置、圧電モーターの駆動方法、電子部品搬送装置、電子部品検査装置、ロボットハンド、及びロボット |
| WO2014141647A1 (ja) * | 2013-03-13 | 2014-09-18 | ソニー株式会社 | 情報処理装置、情報処理方法、および情報処理プログラム |
| EP2975444A4 (en) * | 2013-03-13 | 2016-11-23 | Sony Corp | INFORMATION PROCESSING DEVICE, INFORMATION PROCESSING METHOD, AND INFORMATION PROCESSING PROGRAM |
| JPWO2014141647A1 (ja) * | 2013-03-13 | 2017-02-16 | ソニー株式会社 | 情報処理装置、情報処理方法、および情報処理プログラム |
| US10678041B2 (en) | 2013-03-13 | 2020-06-09 | Sony Corporation | Information processing apparatus, information processing method, and information processing program |
| US11320642B2 (en) | 2013-03-13 | 2022-05-03 | Sony Corporation | Information processing apparatus, information processing method, and information processing program |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101666957B (zh) | 2016-09-28 |
| JP5174589B2 (ja) | 2013-04-03 |
| CN101666957A (zh) | 2010-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5174589B2 (ja) | 電子部品実装装置の自動焦点調整方法 | |
| US8416317B2 (en) | Automatic focus system calibration for image capture systems | |
| JP4032603B2 (ja) | 3次元計測装置 | |
| CN108700408B (zh) | 三维形状数据及纹理信息生成系统、方法及拍摄控制方法 | |
| JP4618691B2 (ja) | マーク画像処理方法、プログラム及び装置 | |
| US8994810B2 (en) | Magnification observation device | |
| US9383569B2 (en) | Magnification observation device | |
| TWI627492B (zh) | 焦點調節方法及其作業裝置 | |
| JP5100484B2 (ja) | 自動焦点調整方法 | |
| JP2007048921A (ja) | 電子部品の画像取得方法及び装置 | |
| JP6413648B2 (ja) | 計測システム、物体取出システム、計測方法およびプログラム | |
| JP5339884B2 (ja) | 撮像装置の焦点調整方法および焦点調整装置 | |
| JP6836938B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| JP4707423B2 (ja) | 部品位置検出方法及び装置 | |
| US20080008381A1 (en) | Coordinate acquisition apparatus for test of printed board, and coordinate acquisition method and program for test thereof | |
| JP2010020619A (ja) | カーソル移動制御方法及びカーソル移動制御装置 | |
| JP4384446B2 (ja) | オートフォーカス方法及びその装置 | |
| TWI411862B (zh) | 影像量測對焦系統及方法 | |
| WO2022269912A1 (ja) | 認識装置及び認識方法 | |
| US20170161904A1 (en) | Image measurement device and controlling method of the same | |
| KR102325610B1 (ko) | 손떨림보정용 엑츄에이터 검사 장치 및 방법 | |
| JP4008722B2 (ja) | 電子部品の電極浮き検出方法及び装置 | |
| JP2003295066A (ja) | 顕微鏡装置 | |
| JP2012233782A (ja) | 形状認識方法、形状認識装置及び実装基板生産装置 | |
| JP2008151607A (ja) | テンプレートマッチングを用いたマーク位置決め方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5174589 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |