JP2010059457A - シリンダブロックめっき処理装置のシール構造 - Google Patents
シリンダブロックめっき処理装置のシール構造 Download PDFInfo
- Publication number
- JP2010059457A JP2010059457A JP2008225262A JP2008225262A JP2010059457A JP 2010059457 A JP2010059457 A JP 2010059457A JP 2008225262 A JP2008225262 A JP 2008225262A JP 2008225262 A JP2008225262 A JP 2008225262A JP 2010059457 A JP2010059457 A JP 2010059457A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder
- seal
- inner peripheral
- peripheral surface
- cylinder block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/04—Tubes; Rings; Hollow bodies
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/004—Sealing devices
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/10—Electrodes, e.g. composition, counter electrode
- C25D17/12—Shape or form
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/02—Electroplating of selected surface areas
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
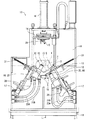
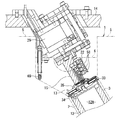
【解決手段】シリンダブロック1におけるシリンダ2のシリンダ内周面3のクランクケース面5側端部をシール治具13がシールして、シリンダ内周面に処理液を導き、このシリンダ内周面をめっき前処理またはめっき処理するシリンダブロックめっき処理装置であって、シール治具13が電極12の先端に設置され、このシール治具のシール部材33を作動させるエアジョイント15がシール治具13と分離して配置され、電極12及びシール治具が、シリンダ内周面3のヘッド面4側端部からシリンダ2内へ挿入され、エアジョイント15がシリンダブロック1のクランクケース面5側から挿入されて、シール治具13と結合可能に構成されたものである。
【選択図】 図4
Description
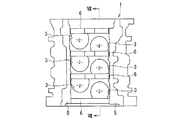
2 シリンダ
3 シリンダ内周面
4 ヘッド面(他端)
5 クランクケース面(一端)
6 クランクジャーナル
10 処理装置
12 電極
12A 電極内流路
13 シール治具
14 ワーク保持治具
15 エアジョイント(駆動機構)
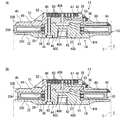
33 シール部材
Claims (6)
- シリンダブロックにおけるシリンダのシリンダ内周面の一端側をシール治具がシールして、前記シリンダ内周面に処理液を導き、このシリンダ内周面をめっき前処理またはめっき処理するシリンダブロックめっき処理装置であって、
前記シール治具が電極の先端に設置され、このシール治具のシール部材を作動させる駆動機構が前記シール治具と分離して配置され、
前記電極及びシール治具が、前記シリンダ内周面の他端側から前記シリンダ内へ挿入され、前記駆動機構が前記一端側から挿入されて、前記シール治具と結合可能に構成されたことを特徴とするシリンダブロックめっき処理装置のシール構造。 - 前記駆動機構は、シール治具のシール部材を作動させるためのエアを前記シール治具へ供給するよう構成されたことを特徴とする請求項1に記載のシリンダブロックめっき処理装置のシール構造。
- 前記電極には、シリンダ内周面へ供給される処理液のための流路が形成され、この電極及びシール治具の上方位置に駆動機構が配置されたことを特徴とする請求項1に記載のシリンダブロックめっき処理装置のシール構造。
- 前記シリンダブロックには、シリンダにおけるシリンダ内周面の一端側であるクランクケース面側端部付近に、障害物としてのクランクジャーナルが前記シリンダ内側方向に張り出して形成され、
前記シリンダ内周面の他端側であるヘッド面側端部から電極及びシール治具がシリンダ内に挿入され、前記シリンダブロックのクランクケース面側から駆動機構が挿入されたことを特徴とする請求項1に記載のシリンダブロックめっき処理装置のシール構造。 - 前記シール治具のシール部材は、その外径寸法が、シリンダ内周面の内径寸法に近い値に設定されたことを特徴とする請求項1に記載のシリンダブロックめっき処理装置のシール構造。
- 前記シール治具と駆動機構との結合部の少なくとも一方に、衝撃吸収及び気密性確保のための弾性部材が設けられたことを特徴とする請求項1に記載のシリンダブロックめっき処理装置のシール構造。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008225262A JP5332416B2 (ja) | 2008-09-02 | 2008-09-02 | シリンダブロックめっき処理装置のシール構造 |
| US13/061,654 US8585876B2 (en) | 2008-09-02 | 2009-09-01 | Cylinder block plate processing apparatus and sealing mechanism of the same |
| CN200980134931.8A CN102144051B (zh) | 2008-09-02 | 2009-09-01 | 汽缸体电镀处理设备及其密封机构 |
| PCT/JP2009/065248 WO2010026958A1 (ja) | 2008-09-02 | 2009-09-01 | シリンダブロックめっき処理装置およびそのシール機構 |
| DE112009002130.1T DE112009002130B4 (de) | 2008-09-02 | 2009-09-01 | Zylinderblock-Metallisiervorrichtung und Abdichtungsmechanismus für diese |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008225262A JP5332416B2 (ja) | 2008-09-02 | 2008-09-02 | シリンダブロックめっき処理装置のシール構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010059457A true JP2010059457A (ja) | 2010-03-18 |
| JP5332416B2 JP5332416B2 (ja) | 2013-11-06 |
Family
ID=41797126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008225262A Expired - Fee Related JP5332416B2 (ja) | 2008-09-02 | 2008-09-02 | シリンダブロックめっき処理装置のシール構造 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8585876B2 (ja) |
| JP (1) | JP5332416B2 (ja) |
| CN (1) | CN102144051B (ja) |
| DE (1) | DE112009002130B4 (ja) |
| WO (1) | WO2010026958A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200058967A (ko) * | 2018-11-20 | 2020-05-28 | (주)동보 | 자동차의 커먼레일 도금 마스킹 공구 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5338500B2 (ja) * | 2009-06-10 | 2013-11-13 | スズキ株式会社 | シリンダブロックめっき処理装置のシール治具及びシール方法 |
| DE102018110905A1 (de) * | 2018-05-07 | 2019-11-07 | Lucas Automotive Gmbh | Elektrode für ein Eloxal-Verfahren |
| CN111237464A (zh) * | 2020-01-16 | 2020-06-05 | 中国科学院近代物理研究所 | 一种旋转动密封结构及旋转电解抛光装置 |
| CN116423255A (zh) * | 2023-04-07 | 2023-07-14 | 成都桐林铸造实业有限公司 | 一种v6铝合金缸体机加工投料定位工装 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07118891A (ja) * | 1993-09-02 | 1995-05-09 | Yamaha Motor Co Ltd | 表面処理装置 |
| JP2000192287A (ja) * | 1998-12-24 | 2000-07-11 | Suzuki Motor Corp | シリンダブロックの表面処理方法、マスキング方法及びこれらに用いる装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5620575A (en) * | 1993-12-27 | 1997-04-15 | Honda Giken Kogyo Kabushiki Kaisha | Composite plating apparatus and apparatus for dispersing air bubbles within a composite plating solution |
| JP3244962B2 (ja) | 1994-09-05 | 2002-01-07 | ヤマハ発動機株式会社 | 表面処理装置 |
| US5682676A (en) * | 1994-09-22 | 1997-11-04 | Yamaha Hatsudoki Kabushiki Kaisha | Method for surface treatment of work having plural cylinders with different axial alignments |
| JP3502689B2 (ja) * | 1995-03-23 | 2004-03-02 | ヤマハ発動機株式会社 | メッキシリンダブロック及びそのメッキ方法 |
-
2008
- 2008-09-02 JP JP2008225262A patent/JP5332416B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-01 WO PCT/JP2009/065248 patent/WO2010026958A1/ja not_active Ceased
- 2009-09-01 US US13/061,654 patent/US8585876B2/en not_active Expired - Fee Related
- 2009-09-01 DE DE112009002130.1T patent/DE112009002130B4/de not_active Expired - Fee Related
- 2009-09-01 CN CN200980134931.8A patent/CN102144051B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07118891A (ja) * | 1993-09-02 | 1995-05-09 | Yamaha Motor Co Ltd | 表面処理装置 |
| JP2000192287A (ja) * | 1998-12-24 | 2000-07-11 | Suzuki Motor Corp | シリンダブロックの表面処理方法、マスキング方法及びこれらに用いる装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200058967A (ko) * | 2018-11-20 | 2020-05-28 | (주)동보 | 자동차의 커먼레일 도금 마스킹 공구 |
| KR102203342B1 (ko) | 2018-11-20 | 2021-01-15 | (주)동보 | 자동차의 커먼레일 도금 마스킹 공구 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112009002130T5 (de) | 2011-06-22 |
| CN102144051B (zh) | 2015-01-21 |
| US8585876B2 (en) | 2013-11-19 |
| CN102144051A (zh) | 2011-08-03 |
| US20110162961A1 (en) | 2011-07-07 |
| WO2010026958A1 (ja) | 2010-03-11 |
| JP5332416B2 (ja) | 2013-11-06 |
| DE112009002130B4 (de) | 2016-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5212184B2 (ja) | シール治具及びめっき処理装置 | |
| JP5168062B2 (ja) | シリンダブロックのめっき前処理装置及び方法 | |
| JP5332416B2 (ja) | シリンダブロックめっき処理装置のシール構造 | |
| JP5201004B2 (ja) | めっき処理方法 | |
| CN106041999B (zh) | 连接线条体的连接部件配置于臂的多关节机器人 | |
| TWI623652B (zh) | 保持裝置及具備此之高速電鍍裝置 | |
| JP2009270182A (ja) | めっき処理ライン | |
| JP5439767B2 (ja) | シリンダブロック表面処理装置の電極構造 | |
| TWI646225B (zh) | 陽極、具備其之高速電鍍裝置及陽極之製造方法 | |
| JP5168081B2 (ja) | 多気筒シリンダブロックのめっき前処理装置及び方法 | |
| JP5168033B2 (ja) | シリンダブロックのめっき処理方法及び装置 | |
| TW201510289A (zh) | 供電構件及具備此之高速電鍍裝置 | |
| JP5167986B2 (ja) | めっき処理装置 | |
| JP5338500B2 (ja) | シリンダブロックめっき処理装置のシール治具及びシール方法 | |
| JP2010007115A (ja) | シリンダブロックのめっき処理装置及び方法 | |
| CN105324301A (zh) | 用于从水下容器回收液体的设备和方法 | |
| CN223332534U (zh) | 一种多工位换能器密封检测工装及其密封检测装置 | |
| JP3244962B2 (ja) | 表面処理装置 | |
| CN221516123U (zh) | 一种精加工数控刀具 | |
| JPWO2004073912A1 (ja) | 抵抗溶接用多種電極ホルダ | |
| CN211626819U (zh) | 一种微波产品中铝壳的漏水检测装置 | |
| CN215318795U (zh) | 带气道的机械手 | |
| CN120362833A (zh) | 焊接机器人 | |
| CN121514623A (zh) | 用于模具加工的电火花细孔放电装置 | |
| JP4648220B2 (ja) | 加工方法及び該加工方法に用いられる治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130607 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130715 |
|
| LAPS | Cancellation because of no payment of annual fees |