JP2010058062A - フッ素樹脂多孔膜、その製造方法及びフィルター - Google Patents
フッ素樹脂多孔膜、その製造方法及びフィルター Download PDFInfo
- Publication number
- JP2010058062A JP2010058062A JP2008227108A JP2008227108A JP2010058062A JP 2010058062 A JP2010058062 A JP 2010058062A JP 2008227108 A JP2008227108 A JP 2008227108A JP 2008227108 A JP2008227108 A JP 2008227108A JP 2010058062 A JP2010058062 A JP 2010058062A
- Authority
- JP
- Japan
- Prior art keywords
- solvent
- fluororesin
- film
- dispersion
- soluble resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
【解決手段】溶剤可溶型樹脂を熱硬化性フッ素樹脂中に分散して分散液を作成する分散工程、前記分散液を製膜する製膜工程、前記熱硬化性フッ素樹脂を加熱して硬化する硬化工程、及び硬化した前記硬化した製膜から、溶剤可溶型樹脂を溶剤により溶出する溶出工程、を有する方法により製造されることを特徴とするフッ素樹脂多孔膜、及びその製造方法。
【選択図】 図4
Description
溶剤可溶型樹脂を熱硬化性フッ素樹脂中に分散して分散液を作成する分散工程、
前記分散液を製膜する製膜工程、
製膜された前記分散液を加熱して前記熱硬化性フッ素樹脂を硬化する硬化工程、及び
硬化した分散液の製膜から、溶剤可溶型樹脂を、溶剤により溶出する溶出工程、を有する方法により製造されることを特徴とするフッ素樹脂多孔膜である。
溶剤可溶型樹脂を熱硬化性フッ素樹脂中に分散して分散液を作成する分散工程、
前記分散液を製膜する製膜工程、
製膜された前記分散液を加熱して前記熱硬化性フッ素樹脂を硬化する硬化工程、及び
硬化した分散液の製膜から、前記溶剤可溶型樹脂を、溶剤により溶出する溶出工程、を有することを特徴とするフッ素樹脂多孔膜の製造方法を提供するものである。

[式中、n=2〜50であり、R1、R2、R3、R4、R5及びR6はアルキル基又はアルケニル基であり、但し、R1、R2及びR3の中の少なくとも1の基、並びに、R4、R5及びR6の中の少なくとも1の基は、アルケニル基である。]で表されるパーフルオロアルキルエーテルを有するシリコーン化合物。
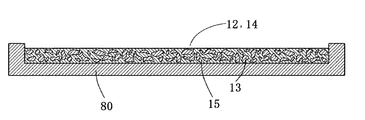
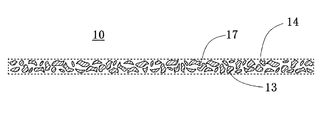
本発明のフッ素樹脂多孔膜の各製造工程を、図1に基づき説明する。
11 分散液
12 液状の膜
13 熱硬化性フッ素樹脂
14 硬化膜
15 溶剤可溶型樹脂
17 空孔
70 撹拌槽
71 撹拌用回転腕
80 製膜用型
90 溶出槽
91 溶剤
Claims (5)
- 溶剤可溶型樹脂を熱硬化性フッ素樹脂中に分散して分散液を作成する分散工程、
前記分散液を製膜する製膜工程、
製膜された前記分散液を加熱して前記熱硬化性フッ素樹脂を硬化する硬化工程、及び
硬化した分散液の製膜から、溶剤可溶型樹脂を、溶剤により溶出する溶出工程、を有する方法により製造されることを特徴とするフッ素樹脂多孔膜。 - 溶剤可溶型樹脂が、ポリビニルアルコール、ポリアセタール、ポリアミド、ポリエチレングリコール、ポリエステル及びポリアクリルからなる群より選ばれる樹脂であることを特徴とする請求項1に記載のフッ素樹脂多孔膜。
- 前記溶剤可溶型樹脂の量が、前記熱硬化性フッ素樹脂の20〜90重量%であることを特徴とする請求項1又は請求項2に記載のフッ素樹脂多孔膜。
- 溶剤可溶型樹脂を熱硬化性フッ素樹脂中に分散して分散液を作成する分散工程、
前記分散液を製膜する製膜工程、
製膜された前記分散液を加熱して前記熱硬化性フッ素樹脂を硬化する硬化工程、及び
硬化した分散液の製膜から、前記溶剤可溶型樹脂を、溶剤により溶出する溶出工程、を有することを特徴とするフッ素樹脂多孔膜の製造方法。 - 請求項1ないし請求項3のいずれか1項に記載のフッ素樹脂多孔膜からなることを特徴とするフィルター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008227108A JP4998858B2 (ja) | 2008-09-04 | 2008-09-04 | フッ素樹脂多孔膜、その製造方法及びフィルター |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008227108A JP4998858B2 (ja) | 2008-09-04 | 2008-09-04 | フッ素樹脂多孔膜、その製造方法及びフィルター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010058062A true JP2010058062A (ja) | 2010-03-18 |
| JP4998858B2 JP4998858B2 (ja) | 2012-08-15 |
Family
ID=42185477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008227108A Active JP4998858B2 (ja) | 2008-09-04 | 2008-09-04 | フッ素樹脂多孔膜、その製造方法及びフィルター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4998858B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2520631A (en) * | 2013-11-25 | 2015-05-27 | Esp Technology Ltd | Polymer process |
| JP2015112601A (ja) * | 2013-12-10 | 2015-06-22 | アンドレーアス,マソルト | フィルター |
| WO2020009207A1 (ja) * | 2018-07-06 | 2020-01-09 | 富士フイルム株式会社 | フィルタ、フィルタの製造方法、ろ過装置、薬液の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60132621A (ja) * | 1983-12-21 | 1985-07-15 | Daikin Ind Ltd | 気体分離膜 |
| JPS62177039A (ja) * | 1986-01-30 | 1987-08-03 | Sunstar Giken Kk | 熱硬化性樹脂による多孔質膜の製造法 |
| JPH02261837A (ja) * | 1989-03-31 | 1990-10-24 | Shiraishi Chuo Kenkyusho:Kk | 多孔質膜の製造方法 |
| JPH0995553A (ja) * | 1995-09-29 | 1997-04-08 | Zeon Raizu Kk | 多孔質表面形成用熱硬化性樹脂組成物 |
| JP2005029779A (ja) * | 1999-06-07 | 2005-02-03 | Toshiba Corp | パターン形成材料、パターン形成方法、多孔質構造体の製造方法、電気化学セル、多孔質カーボン構造体の製造方法、および多孔質カーボン構造体 |
| JP2007014854A (ja) * | 2005-07-06 | 2007-01-25 | Kawamura Inst Of Chem Res | 濾過フィルター、濾過フィルターの製造方法および血液濾過方法 |
| JP2010042337A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | フッ素樹脂多孔膜、その製造方法及びフィルター |
-
2008
- 2008-09-04 JP JP2008227108A patent/JP4998858B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60132621A (ja) * | 1983-12-21 | 1985-07-15 | Daikin Ind Ltd | 気体分離膜 |
| JPS62177039A (ja) * | 1986-01-30 | 1987-08-03 | Sunstar Giken Kk | 熱硬化性樹脂による多孔質膜の製造法 |
| JPH02261837A (ja) * | 1989-03-31 | 1990-10-24 | Shiraishi Chuo Kenkyusho:Kk | 多孔質膜の製造方法 |
| JPH0995553A (ja) * | 1995-09-29 | 1997-04-08 | Zeon Raizu Kk | 多孔質表面形成用熱硬化性樹脂組成物 |
| JP2005029779A (ja) * | 1999-06-07 | 2005-02-03 | Toshiba Corp | パターン形成材料、パターン形成方法、多孔質構造体の製造方法、電気化学セル、多孔質カーボン構造体の製造方法、および多孔質カーボン構造体 |
| JP2007014854A (ja) * | 2005-07-06 | 2007-01-25 | Kawamura Inst Of Chem Res | 濾過フィルター、濾過フィルターの製造方法および血液濾過方法 |
| JP2010042337A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | フッ素樹脂多孔膜、その製造方法及びフィルター |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2520631A (en) * | 2013-11-25 | 2015-05-27 | Esp Technology Ltd | Polymer process |
| GB2520546A (en) * | 2013-11-25 | 2015-05-27 | Esp Technology Ltd | Polymer process |
| GB2520631B (en) * | 2013-11-25 | 2016-10-26 | Esp Tech Ltd | Perfluoropolymer processing with perfluorinated solvents |
| JP2015112601A (ja) * | 2013-12-10 | 2015-06-22 | アンドレーアス,マソルト | フィルター |
| WO2020009207A1 (ja) * | 2018-07-06 | 2020-01-09 | 富士フイルム株式会社 | フィルタ、フィルタの製造方法、ろ過装置、薬液の製造方法 |
| JPWO2020009207A1 (ja) * | 2018-07-06 | 2021-07-15 | 富士フイルム株式会社 | フィルタ、フィルタの製造方法、ろ過装置、薬液の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4998858B2 (ja) | 2012-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Jiang et al. | Ultrathin film composite membranes fabricated by novel in situ free interfacial polymerization for desalination | |
| Guan et al. | Superwetting polymeric three dimensional (3d) porous materials for oil/water separation: A review | |
| CN101481081B (zh) | 复合结构超疏水膜的制备方法 | |
| JP2010042337A (ja) | フッ素樹脂多孔膜、その製造方法及びフィルター | |
| JP5153142B2 (ja) | エポキシ樹脂硬化物多孔体 | |
| JP2007077397A (ja) | 多孔性アガロースビーズを製造するための方法及び装置 | |
| US11312066B2 (en) | Method of making three-dimensional objects by additive manufacturing | |
| WO2010047383A1 (ja) | 熱硬化性樹脂多孔シートの製造方法、熱硬化性樹脂多孔シート、及びそれを用いた複合半透膜 | |
| JP4998858B2 (ja) | フッ素樹脂多孔膜、その製造方法及びフィルター | |
| CN105602411A (zh) | 一种含氟疏水涂层材料及其制备方法 | |
| US11104768B2 (en) | Process for the processing of a perfluoropolymer material | |
| CN110449035B (zh) | 一种油水分离膜及其制备方法 | |
| Li et al. | One-step fabrication of the pure-silica zeolite beta coating on stainless steel mesh for efficient oil/water separation | |
| Zhang et al. | Enhanced Anti‐Wetting Methods of Hydrophobic Membrane for Membrane Distillation | |
| JP2009269161A (ja) | 三次元網目構造多孔体からなるスラリー分離材及びその製造方法 | |
| TWI729774B (zh) | 導電性黏接劑和導電性黏接劑的使用方法 | |
| Jia et al. | A combined interfacial and in-situ polymerization strategy to construct well-defined core-shell epoxy-containing SiO2-based microcapsules with high encapsulation loading, super thermal stability and nonpolar solvent tolerance | |
| Uricchio et al. | Atmospheric pressure plasma-treated polyurethane foam as reusable absorbent for removal of oils and Organic Solvents from Water | |
| JP2010207777A (ja) | カラムリアクター及びその製造方法 | |
| JP2009109079A (ja) | ループヒートパイプ型伝熱装置 | |
| US20210107211A1 (en) | Lip supports useful for making objects by additive manufacturing | |
| JP4125296B2 (ja) | 孔質性ポリアミド酸微粒子および孔質性ポリイミド微粒子の製造方法 | |
| WO2000049068A1 (en) | Fluoropolymer finishing process | |
| US20180079883A1 (en) | Porous materials and method of making porous materials | |
| CN111269535B (zh) | 一种水性环氧树脂石墨烯复合材料、制备方法及应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120423 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4998858 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120506 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |