JP2010054975A - 帯電ロールの製造方法 - Google Patents
帯電ロールの製造方法 Download PDFInfo
- Publication number
- JP2010054975A JP2010054975A JP2008221897A JP2008221897A JP2010054975A JP 2010054975 A JP2010054975 A JP 2010054975A JP 2008221897 A JP2008221897 A JP 2008221897A JP 2008221897 A JP2008221897 A JP 2008221897A JP 2010054975 A JP2010054975 A JP 2010054975A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- semi
- vulcanization
- roll
- rubber tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 229920001971 elastomer Polymers 0.000 claims abstract description 112
- 239000005060 rubber Substances 0.000 claims abstract description 112
- 238000004073 vulcanization Methods 0.000 claims abstract description 88
- 239000000463 material Substances 0.000 claims abstract description 71
- 238000000034 method Methods 0.000 claims abstract description 21
- 238000000465 moulding Methods 0.000 claims abstract description 21
- 239000002243 precursor Substances 0.000 claims abstract description 11
- 239000004636 vulcanized rubber Substances 0.000 claims description 55
- 238000005187 foaming Methods 0.000 claims description 49
- 238000012360 testing method Methods 0.000 claims description 26
- 238000000576 coating method Methods 0.000 claims description 21
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 19
- 239000011248 coating agent Substances 0.000 claims description 15
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 239000003960 organic solvent Substances 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 3
- 239000006260 foam Substances 0.000 abstract 2
- 229920001821 foam rubber Polymers 0.000 abstract 2
- 230000001747 exhibiting effect Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 122
- 150000002500 ions Chemical class 0.000 description 25
- 239000006258 conductive agent Substances 0.000 description 14
- 239000011241 protective layer Substances 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 12
- 239000000047 product Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 10
- 150000004756 silanes Chemical class 0.000 description 7
- 230000005856 abnormality Effects 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 238000007639 printing Methods 0.000 description 6
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000002542 deteriorative effect Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- XLOMVQKBTHCTTD-UHFFFAOYSA-N zinc oxide Inorganic materials [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000011344 liquid material Substances 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- ZCWKIFAQRXNZCH-UHFFFAOYSA-M tetramethylazanium;perchlorate Chemical compound C[N+](C)(C)C.[O-]Cl(=O)(=O)=O ZCWKIFAQRXNZCH-UHFFFAOYSA-M 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- PDQAZBWRQCGBEV-UHFFFAOYSA-N Ethylenethiourea Chemical compound S=C1NCCN1 PDQAZBWRQCGBEV-UHFFFAOYSA-N 0.000 description 1
- 239000006240 Fast Extruding Furnace Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000006242 Semi-Reinforcing Furnace Substances 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- KXHPPCXNWTUNSB-UHFFFAOYSA-M benzyl(trimethyl)azanium;chloride Chemical compound [Cl-].C[N+](C)(C)CC1=CC=CC=C1 KXHPPCXNWTUNSB-UHFFFAOYSA-M 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- AFZSMODLJJCVPP-UHFFFAOYSA-N dibenzothiazol-2-yl disulfide Chemical compound C1=CC=C2SC(SSC=3SC4=CC=CC=C4N=3)=NC2=C1 AFZSMODLJJCVPP-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 229920005558 epichlorohydrin rubber Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 239000010734 process oil Substances 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
Images


Landscapes
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】イオン導電性ゴム材料からなるゴムチューブを準備し、これを所定条件下で加硫せしめることにより半加硫ゴムチューブとした後、この半加硫ゴムチューブを成形型の成形キャビティ内に配置すると共に、軸体を成形キャビティ内に同心的に配置せしめて、それら軸体と半加硫ゴムチューブとの間に形成される間隙内に未加硫の非発泡性ゴム材料を充填することにより、軸体の周りに、非発泡性弾性体層14を与える、非発泡性ゴム材料からなる未加硫ゴム層を有し、その外側に、抵抗調整層16を与える、半加硫ゴムチューブからなる半加硫ゴム層を有するロール前駆体を形成せしめ、その後、ロール前駆体を加硫して未加硫ゴム層と半加硫ゴム層の加硫を完成させ、それぞれ非発泡性弾性体層及び抵抗調整層とするように構成した。
【選択図】図1
Description
スチレンブタジエンゴム 100重量部
カーボンブラック 25重量部
酸化亜鉛 5重量部
ステアリン酸 1重量部
プロセスオイル 130重量部
硫黄 0.3重量部
ジベンゾチアゾールジスルフィド(加硫促進剤) 1.5重量部
テトラメチルチウラムモノサルファイド(加硫促進剤) 0.6重量部
エピクロルヒドリン−エチレンオキサイド共重合体ゴム 100重量部
微粉シリカ 10重量部
テトラメチルアンモニウムパークロレート 0.2重量部
ステアリン酸 1重量部
クレー 30重量部
鉛丹 5重量部
エチレンチオウレア 1.5重量部
N−メトキシメチル化ナイロン 100重量部
導電性酸化スズ 60重量部
クエン酸 1重量部
得られた帯電ロールについて、そのロール部(非発泡性弾性体層、抵抗調整層及び保護層が積層形成された部分)のロール軸方向中央部を切断し、その切断面における、ロール周方向に90°間隔で離れた4箇所の部分を拡大して、それら4箇所における抵抗調整層の厚さを測定した。得られた4つの測定値を平均して、抵抗調整層の平均厚さとした。
スプリング式硬さ試験機(ゴム・プラスチック硬度計・アスカーC型、高分子計器株式会社製)を用い、Vブロックにて両端が支持された状態で水平に保持された帯電ロールの軸方向中央部の表面に対して、かかるスプリング式硬さ試験機の押針の先端を接触させ、更に該試験機を1000gの荷重(試験機を含む全荷重)で垂直に加圧した後、直ちに、目盛りを読み取ることにより、ロールの硬度を測定した。
帯電ロールを、市販のプリンタ:DocuPrint C3530 (富士ゼロックス株式会社製)のドラムカートリッジに組み付けて、15℃×10%RHの環境の下、先ず、マゼンタ色ハーフトーンの画像をプリントして、得られた画像を目視で観察した。画像に異常が無い場合には「○」と、異常が認められる場合には「×」として、初期画像の評価とした。
先ず、イオン導電性ゴム材料を押出成形することにより、厚さの異なるゴムチューブを複数本、準備した。なお、押出成形に際しては、ゴムチューブの目標厚さ(設定厚さ)を、200μm、500μm及び1000μmのうちの何れかとした。次いで、得られたゴムチューブを、所定の加硫温度及び加硫時間の下で加硫せしめて、半加硫ゴムチューブとした。
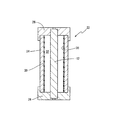
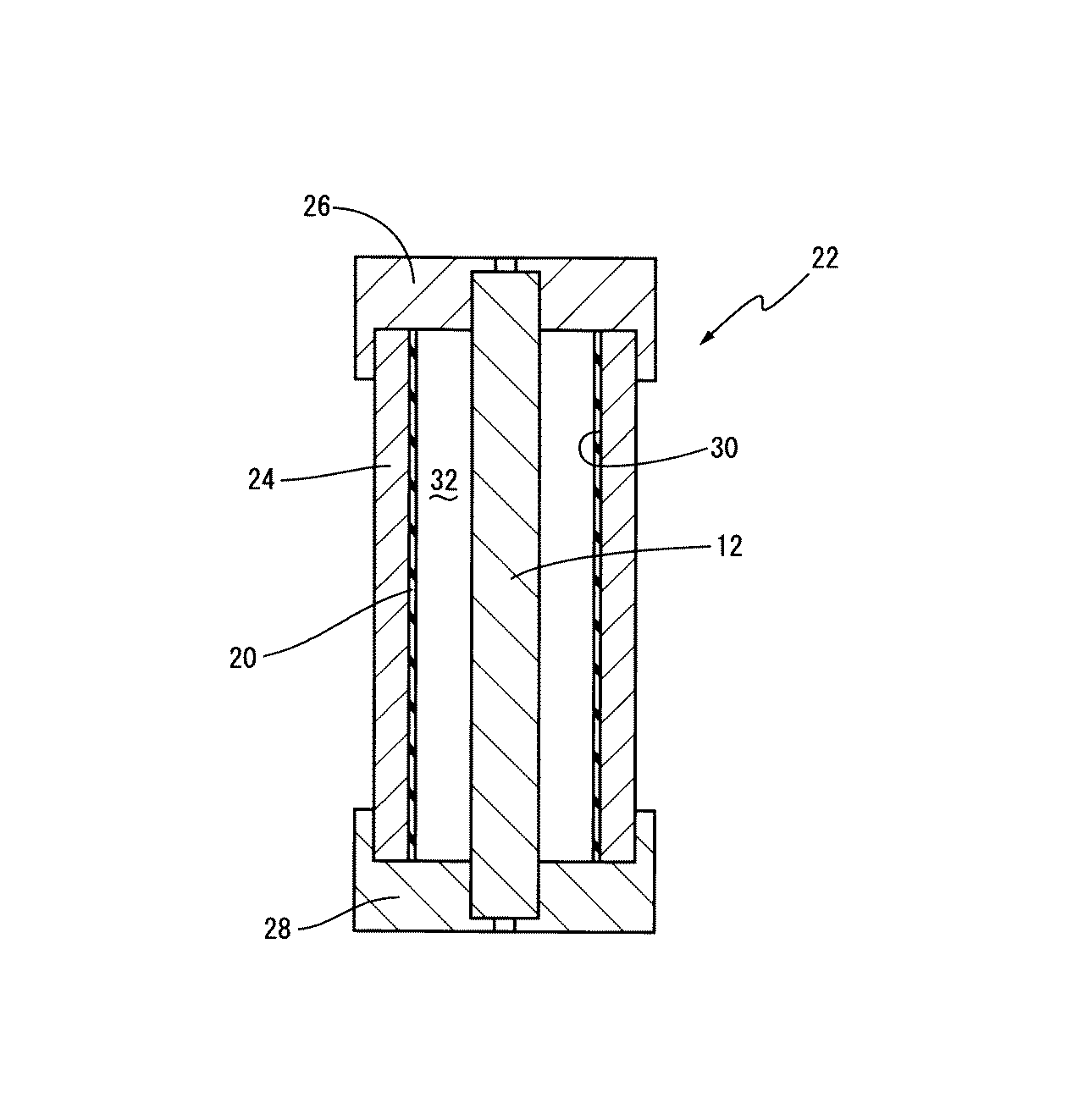
上記したパイプ型より内径が小さいものを準備し、その成形キャビティ内に軸体を同心的に配置せしめた。その状態において、成形キャビティ内に、上記で調製された非発泡性ゴム材料を注入し、その後、金型全体を所定時間、加熱することにより、軸体の外周面上に非発泡性弾性体層が一体的に形成された加硫成形品を作製した。脱型後、得られた加硫成形品に対して、上記したイオン導電性ゴム材料をMEKに熔解し、撹拌して液状材料を調製し、この液状材料を用いて、ロールコーティング法にてコーティングし、得られたコーティング液層を乾燥せしめて、抵抗調整層を作製した。なお、このコーティングは、コーティング液層の目標厚さ(設定厚さ)を、比較例1においては200μm、比較例2においては500μm、比較例3においては1000μmに、それぞれ設定して実施した。コーティングの実施後に、形成された抵抗調整層をそれぞれ目視で観察したところ、コーティング液層の厚さにムラがあることが認められた。更に、上記本発明例1〜7と同様の手法に従って、保護層を形成せしめて、3種類の帯電ロール(比較例1〜比較例3)を得た。
加硫度の低い(30%ME )半加硫ゴムチューブを用いた以外は本発明例と同様の手法に従い、帯電ロールの作製を試みた。しかしながら、非発泡性ゴム材料を注入している間に、半加硫ゴムチューブが破断してしまい、目的とする帯電ロールを得ることは出来なかった。
14 非発泡性弾性体層 16 抵抗調整層
18 保護層 20 半加硫ゴムチューブ
22 金型 24 パイプ部
26、28 キャップ体 30 内面
32 間隙
Claims (3)
- 軸体の外周面上に非発泡性弾性体層が一体的に設けられ、更に該非発泡性弾性体層の外側に、少なくとも抵抗調整層が一体的に設けられてなる帯電ロールの製造方法にして、
イオン導電性ゴム材料からなるゴムチューブを準備する工程と、
該ゴムチューブを、JIS−K−6300-2:2001に規定されるディスク加硫試験によって求められる加硫曲線におけるトルク値:ME の40%乃至80%を与える加硫温度及び加硫時間の下で加硫せしめることにより、半加硫ゴムチューブとする工程と、
該半加硫ゴムチューブを、目的とするロール形状を与える成形型の成形キャビティ内に配置する工程と、
前記軸体を、該成形型の成形キャビティ内に同心的に配置せしめる一方、該軸体と前記半加硫ゴムチューブとの間に形成される間隙内に未加硫の非発泡性ゴム材料を充填することにより、該軸体の周りに、前記非発泡性弾性体層を与える、該非発泡性ゴム材料からなる未加硫ゴム層を有し、その外側に、前記抵抗調整層を与える、前記半加硫ゴムチューブからなる半加硫ゴム層を有するロール前駆体を形成せしめる工程と、
該ロール前駆体を加硫して、前記未加硫ゴム層と前記半加硫ゴム層の加硫を完成させ、それぞれ非発泡性弾性体層及び抵抗調整層とする工程と、
を有することを特徴とする帯電ロールの製造方法。 - 前記イオン導電性ゴム材料又は前記非発泡性ゴム材料の何れかにシランカップリング剤が配合せしめられている請求項1に記載の帯電ロールの製造方法。
- 前記半加硫ゴムチューブの内面に、有機溶媒にシランカップリング剤を添加してなる溶液を塗布する工程を、更に有する請求項1に記載の帯電ロールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221897A JP5302601B2 (ja) | 2008-08-29 | 2008-08-29 | 帯電ロールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221897A JP5302601B2 (ja) | 2008-08-29 | 2008-08-29 | 帯電ロールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010054975A true JP2010054975A (ja) | 2010-03-11 |
| JP5302601B2 JP5302601B2 (ja) | 2013-10-02 |
Family
ID=42070942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008221897A Expired - Fee Related JP5302601B2 (ja) | 2008-08-29 | 2008-08-29 | 帯電ロールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5302601B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102441998A (zh) * | 2011-09-29 | 2012-05-09 | 巨隆集团安徽吉隆矿业有限公司 | 高压胶管成型管芯及利用该成型管芯制备高压胶管的工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08276512A (ja) * | 1995-04-04 | 1996-10-22 | Tokai Rubber Ind Ltd | 帯電ロールの製造方法 |
| JP2003165635A (ja) * | 2001-11-29 | 2003-06-10 | Hokushin Ind Inc | 給紙搬送用ロール及びその製造方法 |
| JP2003292187A (ja) * | 2002-04-03 | 2003-10-15 | Hokushin Ind Inc | 給紙搬送用ロール |
| JP2007178975A (ja) * | 2005-11-29 | 2007-07-12 | Tokai Rubber Ind Ltd | Dc電圧印加用帯電ロール |
-
2008
- 2008-08-29 JP JP2008221897A patent/JP5302601B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08276512A (ja) * | 1995-04-04 | 1996-10-22 | Tokai Rubber Ind Ltd | 帯電ロールの製造方法 |
| JP2003165635A (ja) * | 2001-11-29 | 2003-06-10 | Hokushin Ind Inc | 給紙搬送用ロール及びその製造方法 |
| JP2003292187A (ja) * | 2002-04-03 | 2003-10-15 | Hokushin Ind Inc | 給紙搬送用ロール |
| JP2007178975A (ja) * | 2005-11-29 | 2007-07-12 | Tokai Rubber Ind Ltd | Dc電圧印加用帯電ロール |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102441998A (zh) * | 2011-09-29 | 2012-05-09 | 巨隆集团安徽吉隆矿业有限公司 | 高压胶管成型管芯及利用该成型管芯制备高压胶管的工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5302601B2 (ja) | 2013-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5097195B2 (ja) | 帯電ロール及びその製造方法 | |
| JP6730807B2 (ja) | 電子写真用ローラおよびその製造方法、ならびに、電子写真画像形成装置 | |
| JP3891088B2 (ja) | 導電性ロール | |
| JP5302601B2 (ja) | 帯電ロールの製造方法 | |
| JP5186337B2 (ja) | 発泡弾性体およびその製造方法ならびに電子写真機器用導電性ロール | |
| JP2012042700A (ja) | 帯電ロール | |
| JP3967450B2 (ja) | 帯電ロール | |
| JP2004191961A (ja) | 導電性ロール | |
| JP5325511B2 (ja) | 電子写真機器用帯電ロールおよび電子写真機器用帯電ロールの製造方法 | |
| JP2007264491A (ja) | 帯電ロール | |
| CN116165858A (zh) | 显影辊、处理盒和电子照相图像形成设备 | |
| JP4156350B2 (ja) | 電子写真装置用現像ローラーの製造方法 | |
| JP5471179B2 (ja) | 導電性ゴムロール、プロセスカートリッジおよび画像形成装置 | |
| JP2004109877A (ja) | 導電性ロール | |
| JP3685641B2 (ja) | シームレスベルト及び半導電性部材 | |
| JP4115623B2 (ja) | 半導電性シームレスベルト及びその製造方法 | |
| JP5396171B2 (ja) | 帯電ロール | |
| JP5119011B2 (ja) | 電子写真機器用帯電ロール | |
| JP2010078663A (ja) | 中間転写ベルトおよびその製造方法 | |
| JP5613004B2 (ja) | 帯電ロールの製造方法 | |
| JP4735244B2 (ja) | 半導電性ゴムベルト及びその製造方法、並びに画像形成装置 | |
| JP2001343839A (ja) | 半導電性ゴム原料組成物、半導電性ゴム原料組成物の製造方法及び半導電性シームレスベルト | |
| JP3834176B2 (ja) | 導電性ロールの製造方法および導電性ロール | |
| JP2009080300A (ja) | 電子写真機器用ロール及び電子写真機器用ロールの製造方法 | |
| JP5025344B2 (ja) | 現像ローラー、電子写真プロセスカートリッジ及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110506 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130612 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130621 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5302601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |