JP2010054128A - 冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 - Google Patents
冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 Download PDFInfo
- Publication number
- JP2010054128A JP2010054128A JP2008220112A JP2008220112A JP2010054128A JP 2010054128 A JP2010054128 A JP 2010054128A JP 2008220112 A JP2008220112 A JP 2008220112A JP 2008220112 A JP2008220112 A JP 2008220112A JP 2010054128 A JP2010054128 A JP 2010054128A
- Authority
- JP
- Japan
- Prior art keywords
- fin
- refrigerator
- cold head
- copper
- heat exchange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D19/00—Arrangement or mounting of refrigeration units with respect to devices or objects to be refrigerated, e.g. infrared detectors
- F25D19/006—Thermal coupling structure or interface
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【解決手段】銅製コールドヘッド(C)に熱交換フィン(F)が接合されている冷凍機用熱交換器であって、熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された吸熱用フィン部(F2)とから形成され、
かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付による接合であることを特徴とする冷凍機用熱交換器。
【選択図】なし
Description
従来、熱伝導性及び成形性等の点からコールドヘッドを銅製とし、これに同じく銅製の熱交換フィンを半田付けで接合して伝熱面積を大きくする工夫がなされていた。しかし、コールドヘッドと熱交換フィンを共に銅製とすると機械加工性と熱伝導性には優れるものの、重量が大きくなり、また銅はアルミニウム等の金属材料と比較すると素材が高価であるという問題点がある。
従って、上記軽量化と経済性の要請から、最近では、冷凍機におけるコールドヘッドの熱交換フィンの素材に、銅より軽量であるアルミニウム系材料の使用が図られている。
(a)銅製コールドヘッドとアルミニウム製熱交換フィンとを直接半田付けする(例えば、特許文献1参照)。
(b)コールドヘッドとアルミニウムとをボルト・ナットで固定する。
(c)コールドヘッドと補助冷却部との間に、インジウム等の軟らかい金属、又は銅等の軟らかい金属粉とグリースとの混合物を挟んでボルト・ナットで固定する。
(d)スターリング冷却装置の低温部と冷却手段及び(又は)高温部と放熱手段の接触部の腐食の発生を防止するために、銅とアルミニウムの接触部に熱伝導率が高いグリースの塗布、又は亜鉛金属膜を配置する(特許文献2参照)。
また、アルミニウム製熱交換フィンはその使用環境において腐食するおそれがないので、耐食性向上のために酸化皮膜処理等の費用アップとなる処理は行われていなかった。
(b)に記載の、コールドヘッドとアルミニウム製熱交換フィンとをボルト・ナットで固定する場合、各ボルトを均等に締めるトルク管理が必要となり、また、械的強度は十分であるものの両者間の接触が不十分となり熱伝導率が低下する問題点があった。
(d)に記載の、スターリング冷却装置の低温部と冷却手段及び(又は)高温部と放熱手段の接触部の腐食発生を防止するために、銅とアルミニウムの接触部に熱伝導率が高いグリースの塗布、又は亜鉛金属膜を配置するとやはり、熱伝導が低下する問題点がある。
本発明は、上記課題を解決して、銅製コールドヘッドとアルミニウム製熱交換フィンの接合部界面で生じる接触熱抵抗を大幅に低減し、銅製コールドヘッドとアルミニウム製熱交換フィンの熱伝導性を良好に維持しつつ、両者の機械的強度が十分な冷凍機用熱交換器を提供することを目的とする。
すなわち、本発明は、下記(1)ないし(6)に記載の発明を要旨とする。
(1)銅製コールドヘッド(C)に熱交換フィン(F)が接合されている冷凍機用熱交換器であって、熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された吸熱用フィン部(F2)とから形成され、かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付による接合であることを特徴とする、
冷凍機用熱交換器(以下、第1の態様ということがある)。
(2)前記熱交換フィン(F)がアルミニウム又はアルミニウム合金で形成されていることを特徴とする、前記(1)に記載の冷凍機用熱交換器。
(3)前記吸熱用フィン部(F2)が剣山型であることを特徴とする、前記(1)又は(2)に記載の冷凍機用熱交換器。
(4)前記冷凍機がギフォード・マクマホン冷凍機(GM冷凍機ともいわれる)あるいはパルス管冷凍機であり、かつ冷却する液化ガス中に該冷凍機熱交換器の熱交換フィン(F)部を直接浸漬して、該液化ガスを冷却する浸漬冷却方式の冷凍機であることを特徴とする前記(1)ないし(3)のいずれかに記載の冷凍機用熱交換器。
熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された剣山型の吸熱用フィン部(F2)とから形成され、
かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付接合であり、
該GM冷凍機あるいはパルス管冷凍機の熱交換フィン(F)部を冷却する液化ガス中に直接浸漬して、該液化ガスを冷却することを特徴とする液化ガスの冷却方法(以下、第2の態様ということがある)。
(6)前記液化ガスが液体ヘリウム、液体水素、液体ネオン、液体キセノン、液体アルゴン、液体酸素、液体空気又は液体窒素である前記(5)に記載の液化ガスの冷却方法。
この場合、アルミニウムと銅とをはんだ付けする際、特殊なはんだを使用することなく、汎用のSn−Pb系のはんだペーストを使用して接合できる。汎用的なはんだを使用するため120〜150℃程度の温度で接合が可能となり、更にはんだ付けするもの同士を電気炉内に挿入して加熱によりはんだ付けができるので特殊かつ大きな設備、また超音波等を必要としない。
更に、吸熱用フィン部(F2)が冷却冷媒中に浸漬された状態(図示せず)では、冷却された冷媒が下降流となり冷媒中に対流を引き起こすので、剣山型の吸熱用フィン形状とすることによってより伝熱効率を向上させることができる。
〔1〕第1の態様の「冷凍機用熱交換器」
本発明の第1の態様の「冷凍機用熱交換器」は、銅製コールドヘッド(C)に熱交換フィン(F)が接合されている冷凍機用熱交換器であって、熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された吸熱用フィン部(F2)とから形成され、かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付による接合であることを特徴とする。
本発明は、例えば超電導(超伝導といわれることがある)体や赤外線デバイス等の冷却用のクライオクーラーに適用して極低温環境を作り出すギフォード・マクマホン冷凍機(GM冷凍機 )、ジュールトムソン式冷凍機、ソルベイ冷凍機、パルス管冷凍機、スターリング冷凍機等を対象とする冷凍機に装備する熱交換器に好適に適用できる。
GM冷凍機は、例えばヘリウムガス等の冷媒ガスを圧縮する圧縮機からのガス流路を弁により制御して、シリンダ内の膨張空間でヘリウムガスを膨張させることによって寒冷を得る。シリンダの内部には冷媒ガスの排出を行うと共に冷却効率を高める銅メッシュ、金属の球状粉等が蓄冷材として充填されている。作動流体であるヘリウムガスが該蓄冷材によってできた空隙を通過する際に蓄冷材と熱交換を行う。また、パルス管冷凍機は、通常、圧力振動発生器、蓄冷器、パルス管、位相制御機構等により構成されており、冷温に可動部を持たない、振動の少ない冷凍機である。
GM冷凍機等の冷凍機で発生した極低温は、通常、コールドヘッドを介して取出される。しかし、構造上コールドヘッドの伝熱面積の大きさが制限されるため、小さな伝熱面積のコールドヘッドから冷熱を効率よく取出すために、本発明においては、銅製コールドヘッド(C)に補助冷却部である熱交換フィン(F)が接合され、伝熱面積を大きくする工夫がなされている。
(3)銅製コールドヘッド(C)
コールドヘッドには、熱伝導性及び成形性等の点から通常、銅製のコールドヘッドが使用されている。従来、コールドヘッドを銅製とし、これに同じく銅製の熱交換フィンを半田付けして接合して伝熱面積を大きくする工夫がなされていた。しかし、コールドヘッドと熱交換フィンを共に銅製とすると機械加工性と熱伝導性には優れるものの、重量が大きくなり、また銅はアルミニウム等の金属材料と比較すると素材が高価であるという問題点があった。
上記軽量化と経済性の要請から、最近では、冷凍機におけるコールドヘッドの補助冷却部である熱交換フィンの素材に、銅より軽量であるアルミニウム系材料等の使用が要請されていたが、上述したように接触熱抵抗の問題が生じていた。本発明においては銅製コールドヘッド(C)に下記する銅以外の材料からなる熱交換フィンの使用を実用的に可能にするものである。
銅製コールドヘッド(C)の補助冷却部である熱交換フィン(F)は、銅製コールドヘッド(C)の吸熱を効率よく行うために、熱伝導率の比較的高い材料と、伝熱面積が大きくなる形状を選択して、銅製コールドヘッド(C)と熱交換フィン(F)間の温度勾配を少なくすることが好ましい。
(i)熱交換フィン(F)の材料
熱交換フィン(F)は、銅製コールドヘッド(C)部への熱伝導性の向上を図るために熱伝導率の比較的大きなアルミニウム、金、銀等で形成すると温度勾配を小さくでき、効率的に銅製コールドヘッド(C)から被冷却物に冷熱を供給することが可能になる。
従来、熱伝導性と機械加工性の点から通常、銅が使用されていたが、本発明においては熱交換フィン(F)の重量の軽量化と素材の価格の低減化が可能な銅以外の材料を選択して使用することが実用的に可能になり、これらの中でもアルミニウム系材料が好適に使用できる。
熱交換フィン(F)を良熱伝導性のアルミニウム系材料で構成し、後述する大きな伝熱面積をもつ多数立設したフィン形状とすると、熱交換フィン(F)部全体を均一に冷却することができ、そのため、冷却媒体への冷熱の伝達効率を向上させることができる。
このようなアルミニウム系材料としては、特に限定されるものではないが純アルミニウム(JIS呼称:1050、1080、1100)の他、アルミニウム合金としては、加工性、耐食性、熱伝導性の点からAl-Mn合金(3000系)、Al-Mg合金(5000系)、Al-Mg-Si(6000系)等が好適に使用できる。
熱交換フィン(F)は、銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された吸熱用フィン部(F2)とから形成される。
吸熱用フィン部(F2)の形状としては、伝熱面積を大きくできる形状であれば特に制限されるものではないが、実用上、図1に示すようにフィン基部(F1)から多くの針状物が立設された形状である、剣山型が好ましい。剣山型の吸熱用フィン部(F2)は大きな伝熱面積を形成することができると共に、全体の外形形状をコンパクトに形成することができる。更に、吸熱用フィン部(F2)が冷却冷媒中に浸漬された状態(図示せず)では、冷却された冷媒が下降流となり冷媒中に対流を引き起こすので、剣山型の吸熱用フィン形状とすることによってより伝熱効率を向上させることができる。
本発明の冷凍機用熱交換器における、銅製コールドヘッド(C)と熱交換フィン(F)との接合はフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付による接合であることを特徴とする。フィン基部(F1)の接合面の銅メッキは公知の電解めっき、無電解めっき、化学めっきにより行うことができる。
はんだ材としては、通常の銅用の汎用はんだを任意に選択して使用することができる、例えばSn−Pb系(Sn/Pb質量比:6/4)はんだペーストを使用することが可能である。
このように、フィン基部(F1)の接合面を銅メッキした後に120〜150℃程度の通常の熱処理温度ではんだ付けを行うと、はんだが溶融して接合面を覆うように流動し、冷却後良好なはんだ付けによる接合が得られる。従って、接合面の外径が100mmφを超えると使用が不可能になる超音波はんだ付け等の特殊な装置を使用する必要がなく、また比較的大きな形状の熱交換フィン(F)も電気炉内で銅製コールドヘッド(C)に接合することが可能である。
冷凍機用熱交換器を有する冷凍機を用いて、超電導体等を冷却するための液化ガス等の被冷却媒体を冷却する場合、本発明の銅製コールドヘッド(C)に熱交換フィン(F)が接合されている冷凍機用熱交換器を使用すると、銅製コールドヘッド(C)と熱交換フィン(F)との間の接触熱抵抗が小さいので、被冷却媒体を極めて効率よく冷却することが可能である。
本発明の第2の態様における「液化ガスの冷却方法」は、ギフォード・マクマホン冷凍機(GM冷凍機)あるいはパルス管冷凍機を用いた浸漬冷却による液化ガス(L)の冷却方法であって、
該GM冷凍機あるいはパルス管冷凍機が銅製コールドヘッド(C)にアルミニウム又はアルミニウム合金製の熱交換フィン(F)が接合された熱交換器を有しており、
熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された剣山型の吸熱用フィン部(F2)とから形成され、
かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付接合であり、
該GM冷凍機あるいはパルス管冷凍機の熱交換フィン(F)部を冷却する液化ガス中に直接浸漬して、該液化ガスを冷却することを特徴とする。
本発明の第2の態様において、冷却媒体をサブクール(過冷却)状態に冷却するのに、GM冷凍機あるいはパルス管冷凍機を好適に用いることができる。
GM冷凍機あるいはパルス管冷凍機で発生した極低温は、上述したように一般に、コールドヘッドを介して取出されるが、構造上コールドヘッドの伝熱面積の大きさが制限されるため銅製コールドヘッド(C)に接合された熱交換フィン(F)のフィン基部(F1)および吸熱用フィン部(F2)を直接液化ガス中に浸漬して、被冷却媒体を冷却するのに都合がよい。
被冷却媒体である液化ガス(L)は、特に制限されるものではなく、液体ヘリウム、液体水素、液体ネオン、液体キセノン、液体窒素、液体空気、液体アルゴン、液体酸素のいずれも、冷媒は導体を超電導状態に維持するのに必要な温度に冷却できる流体であれば使用可能であり、使用目的によって液化ガスを選択する必要があり、サブクール状態とするのが有利であるが凝固温度以下とならないように冷却媒体の温度を制御する必要がある。上記の点から、冷却温度が64〜77Kの範囲である場合には液体窒素が極めて有用であり、また、1〜4K程度の冷却温度が必要とされる場合には液体ヘリウムが有用である。
窒素は、常圧下での沸点は約77.4K(−195.8℃)であり、約63.3K(−209.9℃)で凝固する。液体窒素は、入手の容易性と取扱性、及び相対的に低価格である点から、一般に広く用いられている。
液体空気は常圧下での沸点が約79K、凝固点が約55Kである。沸点と凝固点の差が24Kと比較的大きく、且つ低い凝固点を有しているので、冷却媒体として好適に使用できる。
尚、冷却媒体が混合液体であるので長期間の使用により、比揮発度の違いから徐々に冷却媒体中の酸素濃度が高くなる可能性があるので、設計上留意する必要がある。
アルゴンは、常圧下での沸点が約87.4K(−185.8℃)で、凝固点は約84.0K(−189.2℃)と比較的高い。沸点と凝固点の差が3.4Kと比較的小さい。大気中に窒素、酸素の次に存在するが窒素と酸素に比較すると高価であり、また沸点と凝固点の双方が窒素より高いので有用性はあまり高くない。
銅製コールドヘッド(C)と、熱交換フィン(F)は、第1の態様において記載したのと同様である。
被冷却媒体である液化ガス(L)が納入される断熱容器(D)は、外周壁部および底壁部を真空断熱構造とするのが好ましい。液化ガス(L)はサブクールの状態にして、断熱容器(D)内は常圧の状態で使用するのが好ましい。また、冷却媒体をパイプ等を利用して外部循環させて被冷却体を冷却する場合には冷却媒体を断熱容器(D)の下部側から流入させて、相対する側の上部側から流出させるのが好ましい。
断熱容器(D)上にGM冷凍機あるいはパルス管冷凍機を配置して、その下方に熱交換フィン(F)が接合された銅製コールドヘッド(C)を配設して、該熱交換フィン(F)の吸熱用フィン部(F2)を液化ガス(L)中に浸漬して冷却を行う。吸熱用フィン部(F2)が液化ガス(L)中に浸漬された状態では、冷却された液化ガス(L)が下降流となり液化ガス(L)中に対流を引き起こすので、剣山型の吸熱用フィン形状とすることによってより伝熱効率を向上させることができる。
この場合、被冷却媒体である液化ガス(L)をサブクールの状態にして冷却を行えば、蒸発による液化ガス(L)の損失を抑制することができる。
[実施例1、比較例1]
(1)実施例に使用したGM冷凍機、及び冷凍機用熱交換器
(i)冷凍機
冷凍機として、ヘリウムガスの断熱的膨張により低温を発生するGM冷凍機を使用した。
(ii)銅製コールドヘッド
外径105mmφ、円筒形軸方向の長さ60mmである外形形状が円筒形状のコールドヘッドを使用した。
(iii)熱交換フィン
フィン基部と吸熱用フィン部からなるアルミニウム製(A1050)の熱交換フィンを使用した。
フィン基部の外径は160mmφ、円筒形軸方向の長さ20mmである。又、フィン基部において銅製コールドヘッドと接合する面には、はんだ付け加工を容易にするために該銅製コールドヘッドが嵌合可能に106mmφ、深さ2mmの溝を設けてある。
尚、実施例1、比較例1ともに吸熱用フィン部は、前記フィン基部に平均外径4mm、長さ50mmの柱状体が630本、立設された剣山構造のものである。
(iv-1)実施例1における接合
実施例1において、フィン基部の接合面は、先ず公知の電解めっき法により銅メッキを行った。次にSn−Pb系はんだペーストを使用して電気炉内にて、銅製コールドヘッドとフィン基部接合面とのはんだ付けを行なった。
(iv-2)比較例1における接合
一方、比較例1においては、銅製コールドヘッドの底部にP.C.D.(ボルト穴のピッチ円の直径)70mmφの位置でセンター振り分け4方向(銅製コールドヘッドの中心点から90度ずつずらした方向)に、M6-深さ20mmの雌ねじを形成し、その雌ねじに対応するフィン基部4箇所にφ7のボルト差し込み孔を設けておき、接合面の全面にインジウムシートを挟んで、吸熱用フィン部側からM6の六角穴付きボルトを用いてトルク17N・mで銅製コールドヘッドとフィン基部をボルト締めで固定した。尚、吸熱用フィン部のボルト頭部があたる部分については締め付けの邪魔にならないようにフィンを12本取り除いた(図示せず)。
(v)温度測定箇所
銅製コールドヘッドの長さ方向の中間位置で、かつ横断面中心点の相対する外表面の2箇所に熱電対による温度測定箇所を設けた。
熱交換フィンにおいても同様に長さ方向の中間位置で、かつ横断面中心点の相対する外表面の2箇所(銅製コールドヘッドの温度測定箇所とそれぞれ同じ方向)に熱電対による温度測定箇所を設けた。尚、測定箇所には深さ3mmの孔を設けてその中に熱電対の先端を固定した。
(i)実験装置
実施例1、及び比較例1において、図1の一部断面正面図に示すように、GM冷凍機の下方に、熱交換フィンが接合されている銅製コールドヘッドが配設されている、冷凍機を使用した。
該銅製コールドヘッドと熱交換フィン部を100リットル(l)の液体窒素中に浸漬した。尚、該液体窒素は、真空断熱構造の浸漬槽(サーモカット)中に納入されている。
(ii)銅製コールドヘッドと熱交換フィン部間の熱伝導性の評価
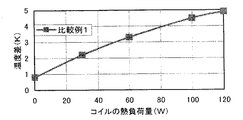
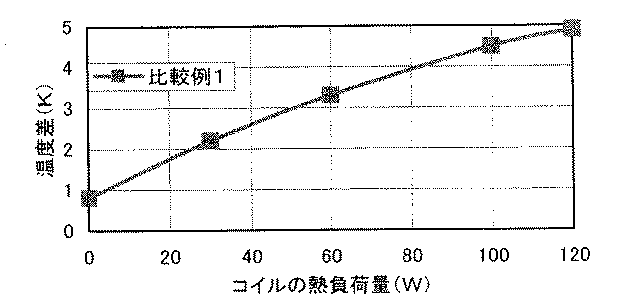
前記液体窒素中に、コイルを挿入して0〜120Wの熱負荷を与えたときに、それぞれのコールドヘッドの温度測定箇所と、フィン基部の温度測定箇所の温度差(△T)を測定して、熱伝導性の評価を行った。
尚、コールドヘッド温度測定箇所の温度は、64Kに維持されるようにGM冷凍機の冷凍能力を制御した。
上記コイルの熱負荷量に対する、温度差(△T)の測定結果を表1、及び図2、図3に示す。
上記測定結果から、コイルによる120Wの熱負荷を与えた際に、温度差(△T)は従来技術の比較例1では5Kであったのに対し、本発明の実施例1においては2Kに減少した。
上記結果から、本発明の銅製コールドヘッドと熱交換フィンとのはんだ付けによるメタルタッチの場合の熱伝導は良好に行なわれていることが確認された。
2 銅製コールドヘッド
3 フィン基部
4 吸熱用フィン部
5 熱交換フィン
11 銅製コールドヘッド温度測定箇所
12 フィン基部温度測定箇所
Claims (6)
- 銅製コールドヘッド(C)に熱交換フィン(F)が接合されている冷凍機用熱交換器であって、熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された吸熱用フィン部(F2)とから形成され、
かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキ層が形成された接合面と銅製コールドヘッド(C)とのはんだ付による接合であることを特徴とする冷凍機用熱交換器。 - 前記熱交換フィン(F)がアルミニウム又はアルミニウム合金で形成されていることを特徴とする請求項1に記載の冷凍機用熱交換器。
- 前記吸熱用フィン部(F2)が剣山型であることを特徴とする請求項1又は2に記載の冷凍機用熱交換器。
- 前記冷凍機がギフォード・マクマホン冷凍機あるいはパルス管冷凍機であり、かつ冷却する液化ガス中に該冷凍機熱交換器の熱交換フィン(F)部を直接浸漬して、該液化ガスを冷却する浸漬冷却方式の冷凍機であることを特徴とする請求項1ないし3のいずれか一項に記載の冷凍機用熱交換器。
- ギフォード・マクマホン冷凍機あるいはパルス管冷凍機を用いた浸漬冷却による液化ガスの冷却方法であって、
該ギフォード・マクマホン冷凍機あるいはパルス管冷凍機が銅製コールドヘッド(C)にアルミニウム又はアルミニウム合金製の熱交換フィン(F)が接合された熱交換器を有しており、
熱交換フィン(F)が銅製コールドヘッド(C)との接合面を有するフィン基部(F1)と、フィン基部(F1)に立設された剣山型の吸熱用フィン部(F2)とから形成され、
かつ銅製コールドヘッド(C)と熱交換フィン(F)との接合がフィン基部(F1)の銅メッキが施された接合面と銅製コールドヘッド(C)とのはんだ付接合であり、
該ギフォード・マクマホン冷凍機あるいはパルス管冷凍機の熱交換フィン(F)部を冷却する液化ガス中に直接浸漬して、該液化ガスを冷却することを特徴とする液化ガスの冷却方法。 - 前記液化ガスが液体ヘリウム、液体水素、液体ネオン、液体キセノン、液体アルゴン、液体酸素、液体空気又は液体窒素である請求項5に記載の液化ガスの冷却方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220112A JP5341436B2 (ja) | 2008-08-28 | 2008-08-28 | 冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008220112A JP5341436B2 (ja) | 2008-08-28 | 2008-08-28 | 冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010054128A true JP2010054128A (ja) | 2010-03-11 |
| JP5341436B2 JP5341436B2 (ja) | 2013-11-13 |
Family
ID=42070252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008220112A Active JP5341436B2 (ja) | 2008-08-28 | 2008-08-28 | 冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5341436B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013040740A (ja) * | 2011-08-19 | 2013-02-28 | Taiyo Nippon Sanso Corp | 熱交換器試験装置、及び熱交換器試験方法 |
| CN106016803A (zh) * | 2016-06-29 | 2016-10-12 | 安徽万瑞冷电科技有限公司 | 低温制冷机冷头 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08181259A (ja) * | 1994-12-22 | 1996-07-12 | Showa Alum Corp | ピンフィンヒートシンクの製造方法 |
| JP2000283578A (ja) * | 1999-03-30 | 2000-10-13 | Sumitomo Heavy Ind Ltd | 液化ガス貯蔵装置、再液化装置、及び液化窒素の再液化方法 |
| JP2002324880A (ja) * | 2001-04-24 | 2002-11-08 | Fujikura Ltd | ヒートシンク |
| WO2004055452A1 (ja) * | 2002-12-16 | 2004-07-01 | Sumitomo Heavy Industries, Ltd. | 冷凍機の取付方法及び装置 |
| JP2005055003A (ja) * | 2003-08-01 | 2005-03-03 | Sumitomo Heavy Ind Ltd | 冷凍機装着構造、冷凍機冷却型超電導マグネット装置、冷凍機装着構造を備えた凝縮装置、及び冷凍機の装着方法 |
| JP2005257210A (ja) * | 2004-03-12 | 2005-09-22 | Toshiba Corp | 冷蔵庫 |
| JP2006105513A (ja) * | 2004-10-06 | 2006-04-20 | Sharp Corp | スターリング冷却装置 |
-
2008
- 2008-08-28 JP JP2008220112A patent/JP5341436B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08181259A (ja) * | 1994-12-22 | 1996-07-12 | Showa Alum Corp | ピンフィンヒートシンクの製造方法 |
| JP2000283578A (ja) * | 1999-03-30 | 2000-10-13 | Sumitomo Heavy Ind Ltd | 液化ガス貯蔵装置、再液化装置、及び液化窒素の再液化方法 |
| JP2002324880A (ja) * | 2001-04-24 | 2002-11-08 | Fujikura Ltd | ヒートシンク |
| WO2004055452A1 (ja) * | 2002-12-16 | 2004-07-01 | Sumitomo Heavy Industries, Ltd. | 冷凍機の取付方法及び装置 |
| JP2005055003A (ja) * | 2003-08-01 | 2005-03-03 | Sumitomo Heavy Ind Ltd | 冷凍機装着構造、冷凍機冷却型超電導マグネット装置、冷凍機装着構造を備えた凝縮装置、及び冷凍機の装着方法 |
| JP2005257210A (ja) * | 2004-03-12 | 2005-09-22 | Toshiba Corp | 冷蔵庫 |
| JP2006105513A (ja) * | 2004-10-06 | 2006-04-20 | Sharp Corp | スターリング冷却装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013040740A (ja) * | 2011-08-19 | 2013-02-28 | Taiyo Nippon Sanso Corp | 熱交換器試験装置、及び熱交換器試験方法 |
| CN106016803A (zh) * | 2016-06-29 | 2016-10-12 | 安徽万瑞冷电科技有限公司 | 低温制冷机冷头 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5341436B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4040626B2 (ja) | 冷凍機の取付方法及び装置 | |
| US6173577B1 (en) | Methods and apparatus for cooling systems for cryogenic power conversion electronics | |
| JPWO2008066127A1 (ja) | 冷凍機 | |
| CN1502953A (zh) | 用于高温超导的多级脉冲管致冷系统 | |
| CN112271051B (zh) | 一种超导磁体低温换热装置 | |
| US6865897B2 (en) | Method for providing refrigeration using capillary pumped liquid | |
| JP2001510551A (ja) | 冷却電気装置用の電流供給装置 | |
| JP5341436B2 (ja) | 冷凍機用熱交換器、及び該熱交換器による液化ガスの冷却方法 | |
| CN100416880C (zh) | 高温超导的多级制冷 | |
| CN1519518A (zh) | 脉冲管制冷器 | |
| US6446336B1 (en) | Heat exchanger and method of constructing same | |
| Frank et al. | Thermosyphon cooling system for the Siemens 400kW HTS synchronous machine | |
| CN105402922B (zh) | 斯特林型脉冲管制冷机 | |
| CN100398938C (zh) | 带径向强化导热的回热换热器 | |
| CN213070772U (zh) | 一种超导线圈双路制冷装置 | |
| JP4031318B2 (ja) | 極低温温度ダンパ | |
| Birmingham et al. | Vessels for the Storage and Transport of Liquid Hydrogen¹ | |
| JP3293538B2 (ja) | 蓄冷冷凍機 | |
| CN111219948A (zh) | 间歇运行换热装置及端部恒温方法 | |
| CN216430385U (zh) | 空间低温制冷机用低温冷超导隔振装置 | |
| CN115183613A (zh) | 一种斯特林制冷机高效导冷装置 | |
| Green | Cooling and Cooling-Down $\hbox {MgB} _ {2} $ and HTS Magnets Using a Hydrogen Thermal Siphon Loop and Coolers Operating From 15 K to 28 K | |
| CN209588448U (zh) | 换热器 | |
| Liu et al. | Investigation on the thermal performance of liquid neon pulsating heat pipe with different bending angles | |
| JP3029341B2 (ja) | 極低温冷凍機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110802 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5341436 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |