JP2010051994A - はんだ供給装置およびはんだ供給方法 - Google Patents
はんだ供給装置およびはんだ供給方法 Download PDFInfo
- Publication number
- JP2010051994A JP2010051994A JP2008218278A JP2008218278A JP2010051994A JP 2010051994 A JP2010051994 A JP 2010051994A JP 2008218278 A JP2008218278 A JP 2008218278A JP 2008218278 A JP2008218278 A JP 2008218278A JP 2010051994 A JP2010051994 A JP 2010051994A
- Authority
- JP
- Japan
- Prior art keywords
- solder
- mold
- sheet
- sheet solder
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
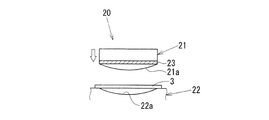
【解決手段】矯正型20によりシートはんだ3を下向きに凸であるR形状に矯正して、吸着ツール31によりシートはんだ3を基板上に載置した時に、シートはんだ3の中央が基板に接するようにした。これにより、はんだ溶融時に、シートはんだ3を中央から外側へ向けて軟化(変形)させて平坦にすることができる。このように、鉛入りはんだと比較して剛性が高い鉛フリーのシートはんだ3を使用したとしても、シートはんだ3を確実に平坦に溶融させることが可能であり、基板と実装部品との接合品質を確保することができる。
【選択図】図1
Description
以下に、本願において特許請求が可能と認識されている発明(以下、請求可能発明と称する)の態様を例示し、例示された各態様について説明する。ここでは、各態様を、特許請求の範囲と同様に、項に区分すると共に各項に番号を付し、必要に応じて他の項の記載を引用する形式で記載する。これは、請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施形態の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得る。
なお、以下の各項において、(1)〜(6)項の各々が、請求項1〜6の各々に相当する。
本項に記載のはんだ供給装置によれば、矯正型によりシートはんだをR形状に矯正して、シートはんだが供給対象物上に載置された時に該シートはんだの中央が供給対象物に接するようにしたので、シートはんだは、はんだ溶融時に中央から外側へ向けて軟化(変形)して平坦になる。これにより、鉛フリーのシートはんだであっても接合品質を確保することができる。この場合、実装部品の端子には金メッキ処理が施されて濡れ性が高く瞬時に濡れる(溶融して広がる)ことから、実装部品とシートはんだとの間にガスが閉じ込められることがない。
本項に記載のはんだ供給装置によれば、シートはんだを可動型と固定型とにより加圧しつつ加熱手段により加熱することで、シートはんだの巻き癖をより確実に矯正することができる。
本項の態様において、加熱手段は、例えば、セラミックヒータ、パルスヒータ、ペルチェ素子を選択することができる。
本項に記載のはんだ供給装置によれば、シートはんだを可動型と固定型とにより加圧しつつ加熱手段により加熱することで、シートはんだの巻き癖をより確実に矯正することができる。
本項に記載のはんだ供給方法によれば、矯正ステップでは、矯正型によりシートはんだをR形状に矯正して、シートはんだが供給対象物上に載置された時に該シートはんだの中央が供給対象物に接するようにしたので、シートはんだは、はんだ溶融時に中央から外側へ向けて軟化(変形)して平坦になる。これにより、鉛フリーのシートはんだであっても接合品質を確保することができる。この場合、実装部品の端子には金メッキ処理が施されて濡れ性が高く瞬時に濡れる(溶融して広がる)ことから、実装部品とシートはんだとの間にガスが閉じ込められることがない。
本項に記載のはんだ供給方法によれば、矯正ステップは、可動型と固定型とにより加圧されるシートはんだを加熱する加熱ステップを含むことにより、シートはんだの巻き癖をより確実に矯正することができる。
本項の態様において、加熱手段は、例えば、セラミックヒータ、パルスヒータ、ペルチェ素子を選択することができる。
本項に記載のはんだ供給方法によれば、シートはんだを加圧しつつ加熱することで、シートはんだの巻き癖をより確実に矯正することができる。
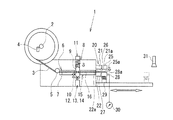
図1に示されるように、はんだ供給装置1は、シートはんだ3が引き出し可能に巻回されたリール2を備え、該リール2に巻回されたシートはんだ3の残量が残量検出センサ4により監視される。リール2から引き出されたシートはんだ3は、支持ローラ5に担持されて第1矯正部6に形成された第1成形路7に挿通される。第1成形路7は、はんだ供給経路の上流側(図1における左側)を形成し、矩形に形成された断面の幅(W1)と高さ(H1)とがシートはんだ3に応じて設定される。
リール2から引き出されて支持ローラ5により担持されたシートはんだ3は、まず、第1矯正部6の第1成形路7に挿通される。ここで、シートはんだ3は、幅方向両側面が第1成形路7により案内されつつ、厚さ方向(図1における上下方向)両面が第1成形路7によって規制され、巻き癖が平坦に矯正される。第1矯正部6により矯正されたシートはんだ3は、次に、第2矯正部8において成形ローラ9と駆動ローラ10とにより加圧成形され、巻き癖がより平坦に矯正される。なお、第2矯正部8では、第1矯正部6によって巻き癖が緩和されたシートはんだ3の反り量に応じて駆動ローラ10の高さ方向(図1における上下方向)の位置が調節されると共にエンコーダ14によりシートはんだ3の送り量が監視される。
本実施形態によれば、矯正型20によりシートはんだ3を下向きに凸であるR形状に矯正して、吸着ツール31によりシートはんだ3を基板24上に載置した時に、シートはんだ3の中央が基板24に接するようにしたので、シートはんだ3は、はんだ溶融時に中央から外側へ向けて軟化(変形)して平坦になる。このように、本実施形態によれば、鉛入りはんだと比較して剛性が高い鉛フリーのシートはんだ3を使用したとしても、シートはんだ3を確実に平坦に溶融させることが可能であり、基板24と実装部品32(図3参照)との接合品質を確保することができる。この場合、実装部品32には金メッキ処理が施されて濡れ性が高く瞬時に濡れる(溶融して広がる)ことから、実装部品32とシートはんだ3との間にガスが閉じ込められることがない。さらに、本実施形態では、可動型21にセラミックヒータ23(加熱手段)を設け、シートはんだ3を可動型21と固定型22とにより加圧しつつセラミックヒータ23により加熱したので、シートはんだ3の巻き癖をより確実に矯正してシートはんだ3をR形状に成形することができる。
第1矯正部6、第2矯正部8ならびに第3矯正部15は、必要に応じて選択的に設定することができる。
例えば、最終的なシートはんだ3の形状を平坦に形成する場合、可動型21の成形面21aを平坦に形成することができる。この場合、当然であるが固定型22の成形面22aも相対して平坦に形成する。
加熱手段は、セラミックヒータ23の他、パルスヒータ、ペルチェ素子を選択することができる。
Claims (6)
- リールから引き出されたシートはんだを規定長さに切断して供給する装置であって、
中央が凸であるR曲面に形成された成形面を有する可動型と、中央が前記可動型の成形面に相対するR曲面に形成された成形面を有する固定型と、からなり、前記リールから引き出された前記シートはんだを前記可動型の成形面と前記固定型の成形面とで加圧して矯正する矯正型を有し、
前記シートはんだが供給対象物上に載置された時に該シートはんだの中央が前記供給対象物に接するように、前記矯正型により前記シートはんだをR形状に矯正することを特徴とするはんだ供給装置。 - 前記矯正型は、前記可動型と前記固定型との少なくとも一方に、前記可動型と前記固定型とで加圧される前記シートはんだを加熱する加熱手段を有することを特徴とする請求項1に記載のはんだ供給装置。
- リールから引き出されたシートはんだを規定長さに切断して供給する装置であって、
可動型と固定型とからなり、前記リールから引き出された前記シートはんだを前記可動型の成形面と前記固定型の成形面とで加圧して矯正する矯正型を有し、
前記矯正型は、前記可動型と前記固定型との少なくとも一方に、前記可動型と前記固定型とで加圧される前記シートはんだを加熱する加熱手段を有することを特徴とするはんだ供給装置。 - はんだ供給装置を用いて、リールから引き出されたシートはんだを規定長さに切断して供給する方法であって、
前記はんだ供給装置は、中央が凸であるR曲面に形成された成形面を有する可動型と、中央が前記可動型の成形面に相対するR曲面に形成された成形面を有する固定型と、からなる矯正型を有し、
前記方法は、
前記リールから引き出された前記シートはんだを前記可動型の成形面と前記固定型の成形面とで加圧して、前記シートはんだが供給対象物上に載置された時に該シートはんだの中央が前記供給対象物に接するように、前記シートはんだをR形状に矯正する矯正ステップと、
前記矯正ステップにより矯正された前記シートはんだを規定長さに切断する切断ステップと、
前記切断ステップにより規定長さに切断された前記シートはんだを供給対象物へ供給する供給ステップと、
を含むことを特徴とするはんだ供給方法。 - 前記矯正ステップは、前記可動型の成形面と前記固定型の成形面とで加圧された前記シートはんだを加熱する加熱ステップを含むことを特徴とする請求項4に記載のはんだ供給方法。
- はんだ供給装置を用いて、リールから引き出されたシートはんだを規定長さに切断して供給する方法であって、
前記はんだ供給装置は、可動型と固定型とからなる矯正型と、前記可動型と前記固定型との少なくとも一方に設けられて前記可動型と前記固定型とで加圧される前記シートはんだを加熱する加熱手段と、を有し、
前記方法は、
前記リールから引き出された前記シートはんだを、前記可動型と前記固定型とで加圧しつつ前記加熱手段により加熱して矯正する矯正ステップと、
前記矯正ステップにより矯正された前記シートはんだを規定長さに切断する切断ステップと、
前記切断ステップにより規定長さに切断された前記シートはんだを供給対象物へ供給する供給ステップと、
を含むことを特徴とするはんだ供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218278A JP5240448B2 (ja) | 2008-08-27 | 2008-08-27 | はんだ供給装置およびはんだ供給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218278A JP5240448B2 (ja) | 2008-08-27 | 2008-08-27 | はんだ供給装置およびはんだ供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010051994A true JP2010051994A (ja) | 2010-03-11 |
| JP5240448B2 JP5240448B2 (ja) | 2013-07-17 |
Family
ID=42068474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008218278A Expired - Fee Related JP5240448B2 (ja) | 2008-08-27 | 2008-08-27 | はんだ供給装置およびはんだ供給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5240448B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6411095A (en) * | 1987-10-30 | 1989-01-13 | Anritsu Corp | Production of granular solder |
| JPH08174111A (ja) * | 1994-12-26 | 1996-07-09 | Sumitomo Light Metal Ind Ltd | 曲面を有するろう付けパネルの製造方法 |
| JPH09141347A (ja) * | 1995-11-15 | 1997-06-03 | Sky Alum Co Ltd | アルミニウム製構造材の締結部の製造方法 |
| JPH10175064A (ja) * | 1996-12-16 | 1998-06-30 | Hitachi Ltd | 半田付け方法およびそれに使用される半田付け材 |
| JP2006130538A (ja) * | 2004-11-08 | 2006-05-25 | Toyota Motor Corp | はんだ供給装置及びはんだ供給方法 |
| JP2006320912A (ja) * | 2005-05-17 | 2006-11-30 | Sumitomo Metal Mining Co Ltd | 高温はんだ合金 |
-
2008
- 2008-08-27 JP JP2008218278A patent/JP5240448B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6411095A (en) * | 1987-10-30 | 1989-01-13 | Anritsu Corp | Production of granular solder |
| JPH08174111A (ja) * | 1994-12-26 | 1996-07-09 | Sumitomo Light Metal Ind Ltd | 曲面を有するろう付けパネルの製造方法 |
| JPH09141347A (ja) * | 1995-11-15 | 1997-06-03 | Sky Alum Co Ltd | アルミニウム製構造材の締結部の製造方法 |
| JPH10175064A (ja) * | 1996-12-16 | 1998-06-30 | Hitachi Ltd | 半田付け方法およびそれに使用される半田付け材 |
| JP2006130538A (ja) * | 2004-11-08 | 2006-05-25 | Toyota Motor Corp | はんだ供給装置及びはんだ供給方法 |
| JP2006320912A (ja) * | 2005-05-17 | 2006-11-30 | Sumitomo Metal Mining Co Ltd | 高温はんだ合金 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5240448B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005235971A (ja) | フラックス塗布機能を具備した太陽電池用タブリードのハンダ付け装置 | |
| JP2008529263A (ja) | プリント回路基板上へ導体を連続配線するための方法および前記方法を実施するための装置 | |
| KR20130029778A (ko) | 테이프 부착 장치 및 테이프 부착 방법 | |
| JP6577915B2 (ja) | 粘着テープの貼着装置 | |
| CN111032274A (zh) | 接合体的制造方法及制造装置 | |
| US20070037004A1 (en) | Multilayer solder article | |
| WO2014045370A1 (ja) | 対基板作業機、および装着方法 | |
| JP2011181777A (ja) | 太陽電池の結線方法及び装置 | |
| JP2009095834A (ja) | はんだ送給装置及びはんだリールの交換方法 | |
| JP5240448B2 (ja) | はんだ供給装置およびはんだ供給方法 | |
| JP2011181779A (ja) | 太陽電池の結線方法及び装置 | |
| JP5315273B2 (ja) | Fpdモジュールの組立装置 | |
| US20180147619A1 (en) | Method of joining strip-shaped sheets | |
| JP2011011219A (ja) | 抵抗溶接機および抵抗溶接方法 | |
| JP4943936B2 (ja) | 電子部品の実装装置及び実装方法 | |
| JP4839007B2 (ja) | 合せガラス切断装置 | |
| JP4390067B2 (ja) | はんだ供給装置及びはんだ供給方法 | |
| CN219621263U (zh) | 一种保险丝涂锡装置 | |
| JP5498879B2 (ja) | 半田付け装置及び方法 | |
| JP4562047B1 (ja) | 太陽電池モジュール製造方法及び装置 | |
| JP2012059799A (ja) | 異方性導電膜圧着装置 | |
| JP2011181778A (ja) | 太陽電池の結線方法及び装置 | |
| JP7382638B2 (ja) | 半田付け装置 | |
| CN111086071B (zh) | 单板移动装置 | |
| JP2007305726A (ja) | ペースト転写装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130319 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |