JP2010049925A - 燃料電池 - Google Patents
燃料電池 Download PDFInfo
- Publication number
- JP2010049925A JP2010049925A JP2008212821A JP2008212821A JP2010049925A JP 2010049925 A JP2010049925 A JP 2010049925A JP 2008212821 A JP2008212821 A JP 2008212821A JP 2008212821 A JP2008212821 A JP 2008212821A JP 2010049925 A JP2010049925 A JP 2010049925A
- Authority
- JP
- Japan
- Prior art keywords
- intermediate plate
- flow path
- separator
- resin intermediate
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Fuel Cell (AREA)
Abstract
【解決手段】カソード側、アノード側の両プレート12,14と、これら両プレート12,14間に狭持されて内側に冷却媒体流路18を形成する樹脂製中間プレート13とを積層してなるフラットセパレータの、上記樹脂製中間プレート13の冷却媒体流路側の屈曲部をR形状とする(R形状角部51を設ける)。セパレータ昇温時に、カソード側、アノード側の両プレート12,14と、樹脂製中間プレート13との界面に発生するせん断応力の上記屈曲部における集中を抑え、割れ等の発生、ガスリークを防止する。
【選択図】図6
Description
このような燃料電池の構造としては、MEA(Membrane Electrode Assembly:膜−電極接合体)及びセパレータを積層したものを積層方向に複数個締結してなる構造がよく知られている。
また、プレートの薄板化、フラット(平坦)化のためにカソード側及びアノード側のプレートに反応ガス流路を設けず、内側に冷却媒体流路を形成する中間プレートを備えたフラットセパレータも開発されている(例えば、特許文献2、3)。
更に、プレートを接着する際の温度をより低くすることができ、セパレータの熱変形を抑えることができる等から、中間プレートを樹脂製としたセパレータも知られている(例えば、特許文献4)。
しかし、このような中間プレートを樹脂製とした3層構造のフラットセパレータによると、一般にカソード側及びアノード側の両プレートがステンレス鋼やチタン等の金属によって形成されるため、次のような問題があった。
例えば、中間プレートがポリプロピレンやポリエチレン等の熱溶融性樹脂で形成され、カソード側及びアノード側の両プレートがチタンで形成された3層構造のフラットセパレータを想定する。この場合、前者の樹脂、例えばポリプロピレンの熱膨張係数は約11×10-5/℃であるのに対して、後者のチタンの熱膨張係数は約8.4×10-6/℃であり、前者は後者の10倍以上も大きい。
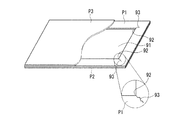
この割れ等93は、上記のようなセパレータが燃料電池に組み込まれた場合に、発電動作時において、ガス配流の乱れや、ガスリークの要因となり、発電不良、ひいては発電不能を引き起こす虞があった。
各態様は、請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも本発明の理解を容易にするためであり、本明細書に記載の技術的特徴及びそれらの組合わせが以下の各項に記載のものに限定されると解釈されるべきではない。また、1つの項に複数の事項が記載されている場合、それら複数の事項を常に一緒に採用しなければならないわけではなく、一部の事項のみを取り出して採用することも可能である。
樹脂製中間プレートにおけるプレートには、樹脂フィルム等の薄膜状樹脂材やシートを含む。
(2)前記R形状は、前記樹脂製中間プレートの作製時に形成されてなる(1)項に記載の燃料電池。
R形状は、樹脂製中間プレートの作製時、例えばインジェクション成形等の型成形や打抜き加工によって樹脂製中間プレートが作製される際に、同時に形成される。
(3)前記樹脂製中間プレートは熱溶融性樹脂製中間プレートであって、前記R形状は、前記熱溶融性樹脂製中間プレートと前記カソード側のプレート又はアノード側のプレートとの積層後に形成されてなる(1)項に記載の燃料電池。
熱溶融性樹脂としては、ポリプロピレンやポリエチレン等が挙げられる。
本項におけるR形状は、例えば樹脂製中間プレートの屈曲部の表面に、加熱した金属製等の丸棒の先端面を押し当て、その屈曲部を加熱溶融させながら押しつぶすことによって形成される。
(4)前記樹脂製中間プレートは樹脂フィルムからなることを特徴とする(1)項、(2)項又は(3)項に記載の燃料電池。
樹脂フィルムは、樹脂製中間プレートの連続生産において取り扱い上の利点が多大で、また、フラットセパレータの更なる薄型化に寄与できる等の利点がある。一方、樹脂製中間プレートとして樹脂フィルムを用いた場合には割れ等が生じ易い。このような事情にあって、樹脂製中間プレートに上記のようなR形状を形成することの効果は大きい。
(2)項に記載の発明によれば、R形状の均一化、均質化が図れ、また、樹脂製中間プレートの作製後のR形状形成のための工程が無用となる。
(3)項に記載の発明によれば、樹脂製中間プレートの作製時にR形状を形成しない、又はできない事情がある場合に、作製後の樹脂製中間プレートの屈曲部に対するR形状の形成を加熱加圧溶融方法等によって極めて簡単に実現できる。
なお、(4)項に記載の発明は、本発明(特許請求の範囲に記載した発明)ではないので、上記課題を解決するための手段の欄に、その効果を述べた。
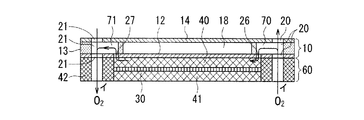
図1は、本発明が適用される燃料電池の一例の概略断面図である。
図示するように燃料電池は、フラットセパレータ(以下、単にセパレータと記す。)10と、MEA(膜−電極接合体、Membrane Electrode Assembly)30と、ガス流路形成部40,41とを順次積層した積層体を備えている。
この場合、セパレータ10は、カソード側プレート12、中間プレート13及びアノード側プレート14の3層構造をなす。これらプレート12〜14はいずれもフラットプレートからなる。MEA30とガス流路形成部40,41とは、発電の単位である単セル60を形成しているが、上記セパレータ10は、各単セル60間に配設されて、内部(中間プレート13の内側)に冷却媒体流路18を形成している。
このような単セル60及びセパレータ10からなる構成の単位を繰り返し積層することによって燃料電池が構成される。
また中間プレート13は、穴部22と冷媒流路形成部15とを連通させる複数の貫通孔72を備えている。この複数の貫通孔72は、中間プレート13の長辺方向と平行に、穴部22と冷媒流路形成部15との間を連通させるように、互いに略平行に形成されている。更に中間プレート13は、貫通孔72と同様に、穴部25と冷媒流路形成部15とを連通させる複数の貫通孔75を備えている。
また、アノード側プレート14に設けられた穴部29と、中間プレート13に設けられた連通部74とは、燃料ガス供給マニホールド24を流れる燃料ガスを、セパレータ10内部を通って、ガス流路形成部41が配設されたセパレータ10表面へと導く燃料ガス供給路を形成する。そして、アノード側プレート14に設けられた穴部28と、中間プレート13に設けられた連通部73とは、ガス流路形成部41が配設されたセパレータ10表面から、セパレータ10内部を通って、燃料ガス排出マニホールド23へと燃料ガスを導く燃料ガス排出路を形成する。
セパレータ10を形成する際には、カソード側プレート12、中間プレート13、アノード側プレート14の順に、各穴部20〜25を位置合わせしつつ重ね合わせて、加熱接着により各プレート12〜14間をシール接合している。
ガス流路形成部40,41は、導電性及びガス透過性を有する板状部材であり、ガス流路形成部40,41と接するMEA30表面上には、カーボン多孔質体からなる層が配設されている。このガス流路形成部40,41の内部に形成される空間は、電気化学反応に供されるガスの単セル60内での流路を形成する。すなわち、MEA30とカソード側プレート12との間に配設されるガス流路形成部40は、酸化ガスが流れる単セル内酸化ガス流路を形成する。また、MEA30とアノード側プレート14(図示する単セル60の下方側に積層されている図示しないセパレータ10のアノード側プレート14を指す。)との間に配設されるガス流路形成部41は、燃料ガスが流れる単セル内燃料ガス流路を形成する。
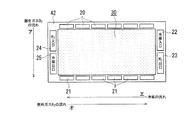
図3は、このようなMEA30と一体形成されたシール部42の概略平面図である。
図中のシール部42は、外形状、寸法がセパレータ10とほぼ等しい長方形をなし、セパレータ10と同様に穴部20〜25が形成されている。この図3において、冷媒供給マニホールドを形成する穴部22は「冷媒入口」、冷媒排出マニホールドを形成する穴部25は「冷媒出口」、燃料ガス供給マニホールドを形成する穴部24は「H2入口」、燃料ガス排出マニホールドを形成する穴部23は「H2出口」となっている。
分配された酸化ガスは、電気化学反応に供されつつ、単セル内酸化ガス流路を、酸化ガス排出マニホールド21側へと流れる。単セル内酸化ガス流路における酸化ガスの流れの向きを、MEA30面に対する向きとして、図3に矢印アで示す。
単セル内酸化ガス流路を通過した酸化ガスは、セパレータ10における穴部27と連通部71とからなる酸化ガス排出路を通って、酸化ガス排出マニホールド21へと排出される。マニホールド近傍における酸化ガスの流出入の様子を、図1中に矢印イで示す。
図4は、図1に示す燃料電池の長手方向の断面図であり、その断面位置を代表して図2(a)中にIV−IV線にて示す。図4では、冷媒供給マニホールド22を流れる冷媒が、複数の貫通孔72〔図2(b)参照〕を通って冷媒流路18へと流入する様子を矢印ウで示している。
貫通孔72を通って分配された冷媒は、冷媒流路18を、冷媒排出マニホールド25側へと流れる。冷媒流路18における冷媒の流れの向きを、MEA30面に対する向きとして、図3に矢印エで示している。冷媒流路18内を流れた冷媒は、図2(b)に示す中間プレート13の貫通孔75を通って、冷媒排出マニホールド25へと排出される。
燃料ガス供給マニホールド24から単セル内燃料ガス流路へと燃料ガスが流入する様子を、図4に矢印オで示す。
分配された燃料ガスは、電気化学反応に供されつつ、単セル内燃料ガス流路を、燃料ガス排出マニホールド23側へと流れる。単セル内燃料ガス流路における燃料ガスの流れの向きを、MEA30面に対する向きとして、図3に矢印オで示す。
単セル内燃料ガス流路を通過した燃料ガスは、図2(c)に示す穴部28と連通部73とからなる燃料ガス排出路を通って、燃料ガス排出マニホールド23へと排出される。
すなわち、図5に例示するように、燃料電池のフラットセパレータを構成する樹脂製中間プレート13の角部、具体的には樹脂製中間プレート13の上記冷媒流路18側(樹脂製中間プレート13単体からみれば、その中央部を貫通する略四角形状の穴部である冷媒流路形成部15)の四隅をなす角部を各々R形状としたものである。図5中、51は各々R形状とされた角部(R形状角部)を指す。
インジェクション成形等の型成形により樹脂製中間プレート13を作製する場合には、成形金型にR形状を設けておいてR形状角部51を形成すればよい。
打抜き加工により樹脂製中間プレート13を作製する場合には、ピナクルダイ、打抜き金型等にR形状を設けておいてR形状角部51を打抜き形成すればよい。
R形状角部51を樹脂製中間プレート13の作製時に同時形成すれば、形状、大きさ、厚み、品質等の揃ったR形状角部51を形成できる。また、樹脂製中間プレート13の作製後のR形状形成のための工程が無用となる。
図6に、樹脂製中間プレート13に形成されたR形状角部51を、カソード側プレート12及びアノード側プレート14と共に模式的に示す。
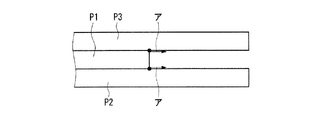
例えば図7に示すように、冷媒流路18側の四隅をなす角部が角形状に成形された樹脂製中間プレート13をフラットセパレータとして組み立てるに当たり、その樹脂製中間プレート13をカソード側プレート12又はアノード側プレート14に積層接合した後においても、上記R形状を形成できる。図示例では、カソード側プレート12又はアノード側プレート14に積層接合された樹脂製中間プレート13の角形状をなす角部52表面に、加熱した金属製等の丸棒53の先端面を押し当て、同角部52を加熱溶融させながら押しつぶすこと(加熱加圧溶融)によってR形状を形成できる。この方法は、樹脂製中間プレート13の作製後のR形状を形成する簡易な方法として有効である。
丸棒53の加熱方法としては、樹脂製中間プレート13の角部52への押し当て前に外部の加熱手段で丸棒53を加熱する方法や、丸棒53自体に組み込まれた加熱手段、例えば電気的な加熱手段によって加熱する方法があるが、いずれの方法を用いてもよい。
このような事情にあって、樹脂製中間プレート13に上記のようなR形状(R形状角部51)を形成することの効果は大きい。そして、このように樹脂製中間プレート13として樹脂フィルムを用いる場合であって、樹脂フィルムにポリプロピレンやポリエチレン等の熱溶融性樹脂フィルムを用いるときには、上記R形状の形成方法として丸棒53を用いた加熱加圧溶融による方法が極めて有効である。フィルム状の樹脂製中間プレート13は厚みが薄く、加熱加圧溶融が簡単、迅速に行えるからである。
すなわち図5に示すように、燃料電池のフラットセパレータを構成する樹脂製中間プレート13の冷媒流路18側の四隅をなす角部を各々R形状とした(R形状角部51を設けた)。
したがって、カソード側プレート12及びアノード側プレート14がステンレス鋼やチタン等の導電性金属によって形成された一般的なセパレータ構成においても、その昇温時に、樹脂製中間プレート13の冷媒流路18側の四隅をなす角部へのせん断応力の集中が抑制され、図9に示す割れ等93の発生を防止できる。
この割れ等93は、上記のようなセパレータが燃料電池に組み込まれた場合に、発電動作時において、ガス配流の乱れや、ガスリークの要因となる。このため発電不良、ひいては発電不能を引き起こす虞がでてくるが、本実施形態によれば、上記のような発電動作時におけるガス配流の乱れ等を生じさせず、発電不良等の発生を防止することができる。
更に、樹脂製中間プレート13の作製後のR形状形成方法として丸棒53を用いた加熱加圧溶融方法を用いれば、R形状の形成を極めて簡単に行うことができる。このR形状形成方法による効果は、樹脂製中間プレート13として熱溶融性樹脂フィルムを用いた場合により顕著となる。
Claims (3)
- カソード側のプレートと、アノード側のプレートと、これら両プレート間に狭持されて内側に冷却媒体流路を形成する樹脂製中間プレートとを積層してなるフラットセパレータを備える燃料電池において、前記樹脂製中間プレートの前記冷却媒体流路側の屈曲部をR形状としたことを特徴とする燃料電池。
- 前記R形状は、前記樹脂製中間プレートの作製時に形成されてなる請求項1に記載の燃料電池。
- 前記樹脂製中間プレートは熱溶融性樹脂製中間プレートであって、前記R形状は、前記熱溶融性樹脂製中間プレートと前記カソード側のプレート又はアノード側のプレートとの積層後に形成されてなる請求項1に記載の燃料電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212821A JP5218752B2 (ja) | 2008-08-21 | 2008-08-21 | 燃料電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212821A JP5218752B2 (ja) | 2008-08-21 | 2008-08-21 | 燃料電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010049925A true JP2010049925A (ja) | 2010-03-04 |
| JP5218752B2 JP5218752B2 (ja) | 2013-06-26 |
Family
ID=42066837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212821A Active JP5218752B2 (ja) | 2008-08-21 | 2008-08-21 | 燃料電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5218752B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007012382A (ja) * | 2005-06-29 | 2007-01-18 | Fco Kk | セパレータ及び該セパレータを備える燃料電池 |
| JP2008186671A (ja) * | 2007-01-29 | 2008-08-14 | Toyota Motor Corp | 燃料電池、および、燃料電池を構成するセパレータ |
-
2008
- 2008-08-21 JP JP2008212821A patent/JP5218752B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007012382A (ja) * | 2005-06-29 | 2007-01-18 | Fco Kk | セパレータ及び該セパレータを備える燃料電池 |
| JP2008186671A (ja) * | 2007-01-29 | 2008-08-14 | Toyota Motor Corp | 燃料電池、および、燃料電池を構成するセパレータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5218752B2 (ja) | 2013-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6368807B2 (ja) | 燃料電池スタックの製造方法及び燃料電池用金属セパレータの製造方法 | |
| CN103515632B (zh) | 燃料电池用电解质膜-电极结构体 | |
| JP5683433B2 (ja) | 燃料電池スタック | |
| CN110416589B (zh) | 燃料电池堆、燃料电池堆用的虚设单电池及其制造方法 | |
| CN106611864B (zh) | 燃料电池用带树脂框的电解质膜-电极构造体 | |
| KR20100006167A (ko) | 연료전지 | |
| JP2008171613A (ja) | 燃料電池 | |
| JP2023139564A (ja) | 燃料電池セル | |
| JP2016100152A (ja) | 燃料電池用樹脂枠付き電解質膜・電極構造体 | |
| JP5476708B2 (ja) | 燃料電池および燃料電池の製造方法 | |
| JP2015090793A (ja) | 燃料電池用樹脂枠付き電解質膜・電極構造体 | |
| JP5181678B2 (ja) | 燃料電池用膜電極接合体及びその製造方法 | |
| JP5141281B2 (ja) | 燃料電池用電極集成体の製造方法 | |
| JP5218752B2 (ja) | 燃料電池 | |
| JP5081494B2 (ja) | 燃料電池 | |
| JP4669242B2 (ja) | 燃料電池用配管部材及びその製造方法 | |
| JP2007220403A (ja) | 燃料電池のセパレータおよび燃料電池スタック並びにその製造方法 | |
| JP4880995B2 (ja) | 燃料電池モジュール及び燃料電池スタック | |
| JP2013187030A (ja) | 燃料電池セル、および、燃料電池セルの製造方法 | |
| JP2011146345A (ja) | 燃料電池用セパレータ | |
| JP2017152281A (ja) | 燃料電池セルの製造方法 | |
| JP2007328935A (ja) | 燃料電池に用いられる膜電極接合体、燃料電池、および、膜電極接合体の製造方法 | |
| JP2009224275A (ja) | 燃料電池用セパレータ及びその製造方法並びに燃料電池 | |
| JP5003989B2 (ja) | 単電池、単電池の製造方法、燃料電池 | |
| JP2024127171A (ja) | 燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5218752 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |