JP2010046690A - 管状ワーク用引抜加工装置 - Google Patents
管状ワーク用引抜加工装置 Download PDFInfo
- Publication number
- JP2010046690A JP2010046690A JP2008213044A JP2008213044A JP2010046690A JP 2010046690 A JP2010046690 A JP 2010046690A JP 2008213044 A JP2008213044 A JP 2008213044A JP 2008213044 A JP2008213044 A JP 2008213044A JP 2010046690 A JP2010046690 A JP 2010046690A
- Authority
- JP
- Japan
- Prior art keywords
- die
- workpiece
- curved surface
- bearing portion
- plug
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, wire, rods, tubes or like semi-manufactured products by drawing
- B21C1/16—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes
- B21C1/22—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes specially adapted for making tubular articles
- B21C1/24—Metal drawing by machines or apparatus in which the drawing action is effected by means other than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, rods or tubes specially adapted for making tubular articles by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/02—Dies; Selection of material therefor; Cleaning thereof
- B21C3/04—Dies; Selection of material therefor; Cleaning thereof with non-adjustable section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/16—Mandrels; Mounting or adjusting same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C9/00—Cooling, heating or lubricating drawing material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Extraction Processes (AREA)
Abstract
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。プラグベアリング部3Bは、ダイスベアリング部2Bに対応する位置に配置される。
【選択図】図3
Description
前記引抜ダイスは、
ワークが縮径加工されながら離れる第1曲面部と、
前記第1曲面部におけるワーク離れ位置よりも内側且つ下流側に配置されたダイスベアリング部と、
前記ダイスベアリング部の上流端に滑らかに連なる第2曲面部を有するとともに、前記第1曲面部から離れたワークと再接触して該ワークを縮径加工しながら前記ダイスベアリング部へ案内する案内部と、
を備えており、
前記引抜プラグは、前記ダイスベアリング部に対応する位置に配置され且つ前記ダイスベアリング部の長さよりも短いプラグベアリング部を備えていることを特徴とする管状ワーク用引抜加工装置。
ワークが縮径加工されながら離れる第1曲面部と、
前記第1曲面部におけるワーク離れ位置よりも内側且つ下流側に配置されたダイスベアリング部と、
前記ダイスベアリング部の上流端に滑らかに連なる第2曲面部を有するとともに、前記第1曲面部から離れたワークと再接触して該ワークを縮径加工しながら前記ダイスベアリング部に案内する案内部と、
を備えていることを特徴とする引抜ダイス。
管状ワークを引抜ダイスの第1曲面部により縮径加工しながら該ワークを第1曲面部から離し、
次いで、該ワークを引抜ダイスの案内部に再接触させて縮径加工しながら案内部の第2曲面部と滑らかに連なるダイスベアリング部へ案内し、
該ワークを、前記ダイスベアリング部と前記引抜プラグのプラグベアリング部との間を通過させることにより、ワークの外表面を加工することを特徴とする管状ワークの引抜加工方法。
前記プラグベアリング部の長さは、前記ダイスベアリング部の長さよりも短く設定されるとともに、
前記プラグベアリング部の上流端の位置が、前記ダイスベアリング部の上流端の位置に対して同じ位置か又は下流側に配置している前項17記載の管状ワークの引抜加工方法。
図1〜3に示した本実施形態に係る引抜加工装置10を用いて、引抜速度、プラグベアリング部3Bのずれ量S、プラグベアリング部3Bの長さL6を様々に変えて、上記ワーク40を一回だけ引抜加工し、これにより引抜管41を製造した。引抜管41の外径は16.0mm、その内径は14.4mm、その肉厚は0.8mmである。したがって、ワーク40の縮径率Qは20%である。この引抜加工の際に使用した潤滑油14は、出光興産(株)製の商品名「ダフニーマスタードロー2594」である。この潤滑油14の40℃での動粘度は300〜500mm2/sである。そして、引抜管41の外表面41aの表面粗さRyを測定し、外表面41aの表面粗さを評価した。その結果を表1に示す。
○:Ryが1.0μmを超え2.0μm未満(即ち1.0μm<Ry<2.0μm)
△:Ryが2.0μm以上(即ちRy≧2.0μm)
×:ワークが断管したか又は引抜加工ができなかった。
実施例1〜21で用いた引抜加工装置10の引抜プラグ30のプラグベアリング部3Bの長さL6を、ダイスベアリング部2Bの長さL4よりも長い15mmに設定したこと以外は、実施例1〜21と同じ加工条件で、上記ワーク40を引抜加工し、これにより引抜管41を製造した。そして、引抜管41の外表面41aの表面粗さRyを測定し、外表面41aの表面粗さを評価した。その結果を表1に示す。
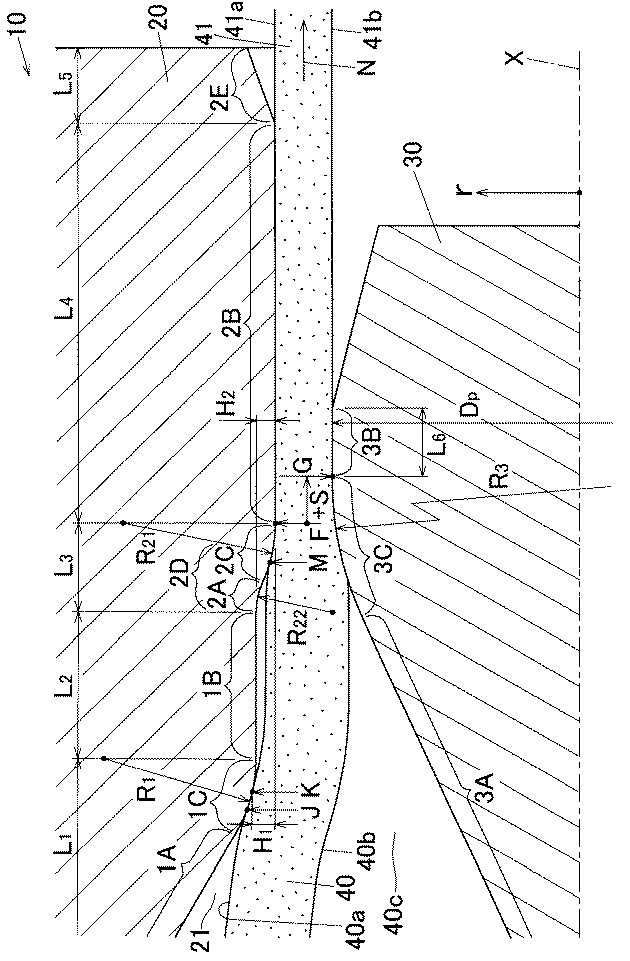
図4及び5に示した従来の引抜加工装置110を用いたこと以外は、実施例1〜21と同じ加工条件で、上記ワーク40を引抜加工し、これにより引抜管を製造した。そして、引抜管41の外表面41aの表面粗さRyを測定し、外表面41aの表面粗さを評価した。その結果を表2に示す。
図1〜3に示した本実施形態に係る引抜加工装置10を用いて、引抜速度、プラグベアリング部3Bのずれ量Sを様々に変えて、上記ワーク40を引抜加工し、これにより引抜管41を製造した。そして、引抜管41の外表面41aの表面粗さRyを測定し、外表面41aの表面粗さを評価した。その結果を表3に示す。
図1〜3に示した本実施形態に係る引抜加工装置10を用いて、引抜速度、プラグベアリング部3Bのずれ量Sを様々に変えて、上記ワーク40を引抜加工し、これにより引抜管41を製造した。そして、引抜管41の外表面41aの表面粗さRyを測定し、外表面41aの表面粗さを評価した。その結果を表4に示す。
12:牽引装置
20:引抜ダイス
1A:ダイスアプローチ部
1B:繋ぎ部
1C:第1曲面部
2A:補助曲面部
2B:ダイスベアリング部
2C:第2曲面部
2D:案内部
30:引抜プラグ
3A:プラグアプローチ部
3B:プラグベアリング部
3C:第3曲面部
40:ワーク
40a:外表面
41:引抜管
41a:外表面
X:引抜ダイスのダイス軸
N:ワークの引抜方向
Claims (29)
- 管状ワークの外表面を加工する引抜ダイスと、ワークの中空部内に配置されるとともにワークの内表面を加工する引抜プラグとを具備し、
前記引抜ダイスは、
ワークが縮径加工されながら離れる第1曲面部と、
前記第1曲面部におけるワーク離れ位置よりも内側且つ下流側に配置されたダイスベアリング部と、
前記ダイスベアリング部の上流端に滑らかに連なる第2曲面部を有するとともに、前記第1曲面部から離れたワークと再接触して該ワークを縮径加工しながら前記ダイスベアリング部へ案内する案内部と、
を備えており、
前記引抜プラグは、前記ダイスベアリング部に対応する位置に配置され且つ前記ダイスベアリング部の長さよりも短いプラグベアリング部を備えていることを特徴とする管状ワーク用引抜加工装置。 - 前記プラグベアリング部の上流端の位置が、前記ダイスベアリング部の上流端の位置に対して同じ位置か又は下流側に配置している請求項1記載の管状ワーク用引抜加工装置。
- 前記引抜ダイスのダイス軸を含む断面において、前記引抜ダイスのダイス軸に対する前記第1曲面部の接線の傾きと前記第2曲面部の接線の傾きとは、それぞれ、ワークの引抜方向に進むにつれて漸次小さくなっている請求項1又は2記載の管状ワーク用引抜加工装置。
- 前記第2曲面部の曲率半径は、前記第1曲面部の曲率半径に対して等しいか又は小さく設定されている請求項1〜3のいずれかに記載の管状ワーク用引抜加工装置。
- 前記案内部は、前記第2曲面部の上流端に滑らかに連なり且つ第2曲面部の曲がり方向とは反対方向に曲がった補助曲面部を有している請求項1〜4のいずれかに記載の管状ワーク用引抜加工装置。
- 前記プラグベアリング部の長さが、前記ダイスベアリング部の長さに対して5〜70%の範囲に設定されている請求項1〜5のいずれかに記載の管状ワーク用引抜加工装置。
- 前記引抜ダイスのダイス軸に対する前記ダイスベアリング部の平行度は、±3°以内に設定されている請求項1〜6のいずれかに記載の管状ワーク用引抜加工装置。
- 前記引抜ダイスのダイス軸に対する前記プラグベアリング部の平行度は、±3°以内に設定されている請求項1〜7のいずれかに記載の管状ワーク用引抜加工装置。
- 前記ダイスベアリング部の長さが5mm以上である請求項1〜8のいずれかに記載の管状ワーク用引抜加工装置。
- 前記引抜ダイスの半径方向において、前記第1曲面部におけるワーク離れ位置と前記ダイスベアリング部との間の段差は、0.3mm以上3mm未満に設定されている請求項1〜9のいずれかに記載の管状ワーク用引抜加工装置。
- 前記引抜ダイスの第1曲面部と案内部とダイスベアリング部とは一体形成されている請求項1〜10のいずれかに記載の管状ワーク用引抜加工装置。
- 前記引抜プラグは、前記プラグベアリング部の上流端に滑らかに連なる第3曲面部を備えている請求項1〜11のいずれかに記載の管状ワーク用引抜加工装置。
- 引抜速度が10〜100m/minの範囲になるようにワークを引抜方向に牽引する牽引装置を具備している請求項1〜12のいずれかに記載の管状ワーク用引抜加工装置。
- 管状ワークの外表面を加工する引抜ダイスであって、
ワークが縮径加工されながら離れる第1曲面部と、
前記第1曲面部におけるワーク離れ位置よりも内側且つ下流側に配置されたダイスベアリング部と、
前記ダイスベアリング部の上流端に滑らかに連なる第2曲面部を有するとともに、前記第1曲面部から離れたワークと再接触して該ワークを縮径加工しながら前記ダイスベアリング部に案内する案内部と、
を備えていることを特徴とする引抜ダイス。 - ワークの中空部内に配置されるとともにワークの内表面を加工する引抜プラグと組み合わされて用いられる請求項14記載の引抜ダイス。
- 請求項1〜13のいずれかに記載の引抜加工装置を用いて管状ワークを引抜加工する管状ワークの引抜加工方法。
- 管状ワークの外表面を加工する引抜ダイスと、ワークの中空部内に配置されるとともにワークの内表面を加工する引抜プラグとを具備する引抜加工装置によって管状ワークを引抜加工する方法であって、
管状ワークを引抜ダイスの第1曲面部により縮径加工しながら該ワークを第1曲面部から離し、
次いで、該ワークを引抜ダイスの案内部に再接触させて縮径加工しながら案内部の第2曲面部と滑らかに連なるダイスベアリング部へ案内し、
該ワークを、前記ダイスベアリング部と前記引抜プラグのプラグベアリング部との間を通過させることにより、ワークの外表面を加工することを特徴とする管状ワークの引抜加工方法。 - 前記ダイスベアリング部は、前記第1曲面部におけるワーク離れ位置よりも内側且つ下流側に配置されており、
前記プラグベアリング部の長さは、前記ダイスベアリング部の長さよりも短く設定されるとともに、
前記プラグベアリング部の上流端の位置が、前記ダイスベアリング部の上流端の位置に対して同じ位置か又は下流側に配置している請求項17記載の管状ワークの引抜加工方法。 - 前記引抜ダイスのダイス軸を含む断面において、前記引抜ダイスのダイス軸に対する前記第1曲面部の接線の傾きと前記第2曲面部の接線の傾きとは、それぞれ、ワークの引抜方向に進むにつれて漸次小さくなっている請求項17又は18記載の管状ワークの引抜加工方法。
- 前記第2曲面部の曲率半径は、前記第1曲面部の曲率半径に対して等しいか又は小さく設定されている請求項17〜19のいずれかに記載の管状ワークの引抜加工方法。
- 前記案内部は、前記第2曲面部の上流端に滑らかに連なり且つ第2曲面部の曲がり方向とは反対方向に曲がった補助曲面部を有している請求項17〜20のいずれかに記載の管状ワークの引抜加工方法。
- 前記プラグベアリング部の長さが、前記ダイスベアリング部の長さに対して5〜70%の範囲に設定されている請求項17〜21のいずれかに記載の管状ワークの引抜加工方法。
- 前記引抜ダイスのダイス軸に対する前記ダイスベアリング部の平行度は、±3°以内に設定されている請求項17〜22のいずれかに記載の管状ワークの引抜加工方法。
- 前記引抜ダイスのダイス軸に対する前記プラグベアリング部の平行度は、±3°以内に設定されている請求項17〜23のいずれかに記載の管状ワークの引抜加工方法。
- 前記ダイスベアリング部の長さが5mm以上である請求項17〜24のいずれかに記載の管状ワークの引抜加工方法。
- 前記引抜ダイスの半径方向において、前記第1曲面部におけるワーク離れ位置と前記ダイスベアリング部との間の段差は、0.3mm以上3mm未満に設定されている請求項17〜25のいずれかに記載の管状ワークの引抜加工方法。
- 前記引抜ダイスの第1曲面部と案内部とダイスベアリング部とは一体形成されている請求項17〜26のいずれかに記載の管状ワークの引抜加工方法。
- 前記引抜プラグは、前記プラグベアリング部の上流端に滑らかに連なる第3曲面部を備えている請求項17〜27のいずれかに記載の管状ワークの引抜加工方法。
- 引抜速度を10〜100m/minの範囲に設定してワークを引抜加工する請求項17〜28のいずれかに記載の管状ワークの引抜加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213044A JP5086938B2 (ja) | 2008-08-21 | 2008-08-21 | 管状ワーク用引抜加工装置 |
| US13/059,681 US9636727B2 (en) | 2008-08-21 | 2009-08-20 | Device for drawing tubular workpiece |
| CN2009801415841A CN102186609B (zh) | 2008-08-21 | 2009-08-20 | 管状工件用拉拔加工装置及方法 |
| PCT/JP2009/064540 WO2010021350A1 (ja) | 2008-08-21 | 2009-08-20 | 管状ワーク用引抜加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008213044A JP5086938B2 (ja) | 2008-08-21 | 2008-08-21 | 管状ワーク用引抜加工装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010046690A true JP2010046690A (ja) | 2010-03-04 |
| JP2010046690A5 JP2010046690A5 (ja) | 2011-07-21 |
| JP5086938B2 JP5086938B2 (ja) | 2012-11-28 |
Family
ID=41707224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008213044A Active JP5086938B2 (ja) | 2008-08-21 | 2008-08-21 | 管状ワーク用引抜加工装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9636727B2 (ja) |
| JP (1) | JP5086938B2 (ja) |
| CN (1) | CN102186609B (ja) |
| WO (1) | WO2010021350A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027616A1 (ja) | 2011-08-19 | 2013-02-28 | 昭和電工株式会社 | 感光ドラム用基体 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101680554B1 (ko) * | 2016-06-15 | 2016-12-12 | 지성알미늄주식회사 | 알루미늄 튜브 인발시 윤활유 공급 구조를 갖는 코어 |
| CN108927420B (zh) * | 2017-05-23 | 2020-10-30 | 常州常宝精特钢管有限公司 | 一种无缝钢管的大变形冷拔工艺及生产线 |
| CN113290066A (zh) * | 2021-05-31 | 2021-08-24 | 重庆龙煜精密铜管有限公司 | 一种拉伸铜管用生产工艺 |
| CN113600638A (zh) * | 2021-07-28 | 2021-11-05 | 宁波金田铜管有限公司 | 一种异径管件加工工艺 |
| KR20230079785A (ko) * | 2021-11-29 | 2023-06-07 | 현대자동차주식회사 | 알루미늄 소재 축관 인발 공법 및 카울 크로스바 |
| CN114102071A (zh) * | 2021-12-01 | 2022-03-01 | 浙江中达新材料股份有限公司 | 一种高效换热器用内槽式奥氏体不锈钢无缝钢管生产工艺 |
| CN115570003B (zh) * | 2022-09-08 | 2024-12-27 | 上海阖煦微波技术有限公司 | 一种高频薄壁波导管精拉设备 |
| CN117259471A (zh) * | 2023-10-07 | 2023-12-22 | 河北华伦线缆有限公司 | 铝合金导体用拉丝模具 |
| CN118558761B (zh) * | 2024-07-31 | 2024-09-24 | 多力仕液压科技(常州)有限公司 | 具有防变形功能的扩缩两用冷拔机及其工作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04309409A (ja) * | 1991-04-09 | 1992-11-02 | Showa Alum Corp | 引抜加工装置 |
| JP2005279750A (ja) * | 2004-03-30 | 2005-10-13 | Kobe Steel Ltd | 管材の引抜き加工装置および引抜き管の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1928227A (en) * | 1931-08-06 | 1933-09-26 | Allegheny Steel Co | Double reduction one-pass |
| US3605476A (en) * | 1969-02-17 | 1971-09-20 | Battelle Development Corp | Metal drawing method and apparatus |
| US3783663A (en) * | 1971-03-17 | 1974-01-08 | Inst Metallurgii Zeleza Imeni | Method of and device for the drawing of tubular workpieces |
| US3744290A (en) * | 1971-10-18 | 1973-07-10 | Phelps Dodge Copper Prod | Production of intermittently fluted tubes |
| JPS53133570A (en) * | 1977-04-28 | 1978-11-21 | Kyodo Printing Co Ltd | Manufacturing method of compound tube |
| US4726211A (en) * | 1984-04-16 | 1988-02-23 | Sanwa Kokan Kabushiki Kaishas | Method of cold drawing seamless metal tubes each having an upset portion on each end |
| DE3805838C2 (de) * | 1987-11-24 | 1997-03-13 | Km Europa Metal Ag | Verfahren und Vorrichtung zum Ziehen von nahtlosen Metallrohren |
| JPH02112819A (ja) * | 1988-10-20 | 1990-04-25 | Kobe Steel Ltd | アルミニウム管の製造方法 |
| JPH11300411A (ja) * | 1994-04-14 | 1999-11-02 | Sumitomo Metal Ind Ltd | Baタイプクリーンパイプおよびその製造方法 |
| JPH0866715A (ja) | 1994-08-30 | 1996-03-12 | Sumitomo Metal Ind Ltd | 高平滑な外表面を有する線・棒材の製造方法 |
| CN2316054Y (zh) * | 1997-12-03 | 1999-04-28 | 盛勇卫 | 用于无芯棒拔管的组合模具 |
| JP2005118799A (ja) | 2003-10-15 | 2005-05-12 | Kobe Steel Ltd | 金属管の縮径装置および金属管の縮径方法 |
| JP5012304B2 (ja) * | 2007-08-10 | 2012-08-29 | 住友金属工業株式会社 | 冷間引抜加工用プラグ及び金属管の製造方法 |
-
2008
- 2008-08-21 JP JP2008213044A patent/JP5086938B2/ja active Active
-
2009
- 2009-08-20 US US13/059,681 patent/US9636727B2/en active Active
- 2009-08-20 CN CN2009801415841A patent/CN102186609B/zh active Active
- 2009-08-20 WO PCT/JP2009/064540 patent/WO2010021350A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04309409A (ja) * | 1991-04-09 | 1992-11-02 | Showa Alum Corp | 引抜加工装置 |
| JP2005279750A (ja) * | 2004-03-30 | 2005-10-13 | Kobe Steel Ltd | 管材の引抜き加工装置および引抜き管の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027616A1 (ja) | 2011-08-19 | 2013-02-28 | 昭和電工株式会社 | 感光ドラム用基体 |
| KR20140036350A (ko) | 2011-08-19 | 2014-03-25 | 쇼와 덴코 가부시키가이샤 | 감광 드럼용 기체 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102186609A (zh) | 2011-09-14 |
| US9636727B2 (en) | 2017-05-02 |
| JP5086938B2 (ja) | 2012-11-28 |
| CN102186609B (zh) | 2013-11-06 |
| US20110296890A1 (en) | 2011-12-08 |
| WO2010021350A1 (ja) | 2010-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5086938B2 (ja) | 管状ワーク用引抜加工装置 | |
| JP4259603B1 (ja) | 管材の引抜加工用プラグおよびそれを用いた引抜加工方法 | |
| JP5448911B2 (ja) | 管状ワーク用引抜加工装置 | |
| JPH11300411A (ja) | Baタイプクリーンパイプおよびその製造方法 | |
| JPWO2006025369A1 (ja) | ダイス、段付き金属管の製造方法及び段付き金属管 | |
| JP5149836B2 (ja) | 管状ワーク用引抜加工装置 | |
| JP5191838B2 (ja) | 管状ワークの引抜加工方法 | |
| JP5448909B2 (ja) | 管状ワーク用引抜加工装置 | |
| JP5210124B2 (ja) | 引抜プラグ及び引抜加工装置 | |
| JP2000075531A (ja) | 感光ドラム用アルミニウム引抜管とその製造方法 | |
| JPH01130822A (ja) | 金属管の表面加工方法 | |
| JP5192916B2 (ja) | ハイス工具 | |
| JP2006181611A (ja) | 表面品質の良好な高寸法精度管の高能率製造方法 | |
| JPH0866715A (ja) | 高平滑な外表面を有する線・棒材の製造方法 | |
| JP2005103603A (ja) | 内面溝付管の製造装置及び内面溝付管の製造方法 | |
| RU2343035C2 (ru) | Способ ротационной вытяжки оболочек сложного профиля | |
| JP5123476B2 (ja) | 感光ドラム基体用パイプの製造方法及び感光ドラム基体用パイプの製造装置 | |
| JP5283964B2 (ja) | 引抜加工方法及び引抜加工装置 | |
| RU2799823C1 (ru) | Способ изготовления стальных сложнопрофильных оболочек | |
| JPH09155414A (ja) | 管材の冷間圧延方法 | |
| RU2825737C1 (ru) | Устройство для изготовления профильных оболочек давильно-раскатной обработкой | |
| RU2818921C1 (ru) | Способ давильно-раскатной обработки осесимметричных оболочек | |
| RU2393039C1 (ru) | Устройство для ротационного выглаживания цилиндрических оболочек | |
| RU2388579C2 (ru) | Многолезвийный режущий инструмент для вытяжного растачивания внутреннего отверстия заготовки под прокат | |
| JP7559543B2 (ja) | 引抜加工方法及び引抜加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120907 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5086938 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |