JP2010045921A - 積層鉄心の製造装置および製造方法 - Google Patents
積層鉄心の製造装置および製造方法 Download PDFInfo
- Publication number
- JP2010045921A JP2010045921A JP2008208199A JP2008208199A JP2010045921A JP 2010045921 A JP2010045921 A JP 2010045921A JP 2008208199 A JP2008208199 A JP 2008208199A JP 2008208199 A JP2008208199 A JP 2008208199A JP 2010045921 A JP2010045921 A JP 2010045921A
- Authority
- JP
- Japan
- Prior art keywords
- core
- die
- laminated
- punching
- holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






















Landscapes
- Manufacture Of Motors, Generators (AREA)
Abstract
【解決手段】本発明は、搬送される被加工板Wから、環状に複数並ぶことで環状鉄心片3を構成する分割鉄心片2を順次打ち抜いて環状に並べ、複数の環状鉄心片3を位相をずらしつつ積層して積層鉄心1とする製造装置20であり、打ち抜かれた各々の分割鉄心片2を挟んで保持しつつ回転させる鉄心片挟持部30,45を有している。
【選択図】図7
Description
図1は、本発明の第1実施形態に係る積層鉄心の製造装置により製造された積層鉄心を示す平面図、図2は、同積層鉄心を示す側面図、図3は、図1のIII−III線に沿う単一層の断面図である。
図14は、第2実施形態に係る積層鉄心の製造装置の環状積層カシメステーションを示す平面図、図15は、図14のXV−XV線に沿う断面図、図16は、図14のXVI−XVI線に沿う断面図である。なお、第1の実施形態と同様の機能を有する部位については同一の符号を使用し、重複を避けるため、その説明を省略する。
図17は、第3実施形態に係る積層鉄心の製造装置の環状積層カシメステーションを示す平面図、図18は、図17のXVIII−XVIII線に沿う断面図である。なお、第1,第2の実施形態と同様の機能を有する部位については同一の符号を使用し、重複を避けるため、その説明を省略する。
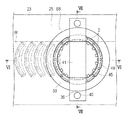
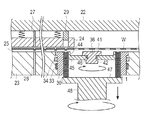
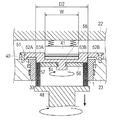
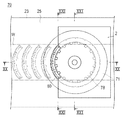
図19は、第4実施形態に係る積層鉄心の製造装置の環状積層カシメステーションを示す平面図、図20は、図19のXX−XX線に沿う断面図、図21は、図19のXXI−XXI線に沿う断面図、図22は、図19のXXII−XXII線に沿う断面図である。なお、第1の実施形態と同様の機能を有する部位については同一の符号を使用し、重複を避けるため、その説明を省略する。
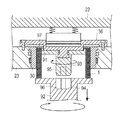
図23は、第5実施形態に係る積層鉄心の製造装置の環状積層カシメステーションを示す平面図、図24は、図23のXXIV−XXIV線に沿う積層初期の断面図、図25は、図23のXXV−XXV線に沿う積層初期の断面図、図26は、積層が進んだ際の図24に対応する断面図、図27は、積層が進んだ際の図25に対応する断面図である。なお、第1の実施形態と同様の機能を有する部位については同一の符号を使用し、重複を避けるため、その説明を省略する。
2 分割鉄心片、
3 環状鉄心片、
5 キー突起、
20,50,60,70,90 製造装置、
22 上型(ポンチ側の型)、
23 下型(ダイス側の型)、
25 ダイフェース面、
29 鉄心片抜き打ちポンチ、
30,71 外側挟持部(鉄心片挟持部)、
36,51,72 ホルダー、
38A,38B,52A,52B ホルダー外側部、
38A,38B,53A,53B ホルダー吊下げ部、
39,54 ホルダー中央部、
45,56,68,78,91 内側挟持部(鉄心片挟持部)、
48,92 回転台、
49 逃げ部、
97 入口側保持部、
D1 内径、
D2 外径、
L 幅、
W 被加工板、
α 位相ずれ、
θ 円弧角。
Claims (28)
- 搬送される被加工板から、環状に複数並ぶことで環状鉄心片を構成する分割鉄心片を順次打ち抜いて環状に並べ、複数の環状鉄心片を位相をずらしつつ積層して積層鉄心とする積層鉄心の製造装置であって、
前記打ち抜かれた各々の分割鉄心片を挟んで保持しつつ回転させることが可能な鉄心片挟持部を有する積層鉄心の製造装置。 - 前記鉄心片挟持部は、前記分割鉄心片の環状鉄心片における内径側を保持する内側挟持部および外径側を保持する外側挟持部を有する請求項1に記載の積層鉄心の製造装置。
- 前記外側挟持部は、前記分割鉄心片を打ち抜く金型のダイス側の型に回転可能に設けられる請求項2に記載の積層鉄心の製造装置。
- 前記内側挟持部は、前記分割鉄心片を打ち抜く金型のダイス側の型に回転可能に設けられる請求項2または3に記載の積層鉄心の製造装置。
- 前記外側挟持部は、前記分割鉄心片を打ち抜く金型のダイス側の型に回転可能に設けられる環形状の部材であり、
前記内側挟持部は、前記外側挟持部に対して前記金型のポンチ側に、前記外側挟持部の外径側から内径側へ延在するホルダーに回転可能に保持されて、前記外側挟持部の内径側に位置する、請求項2〜4のいずれか1項に記載の積層鉄心の製造装置。 - 前記被加工板の搬送方向と交差する方向の幅が、製造される積層鉄心の内径よりも小さい請求項5に記載の積層鉄心の製造装置。
- 前記ホルダーは、前記ダイス側の型から前記外側挟持部の内径側方向へ延在するホルダー外側部と、
前記外側挟持部の内径側で前記ホルダー外側部に連結されて、前記分割鉄心片を打ち抜く際の打ち抜き方向へ延在するホルダー吊下げ部と、
前記ホルダー吊下げ部から延在し、打ち抜きの際に前記被加工板が接する前記ダイス側の型のダイフェース面と同一面またはダイフェース面よりも打ち抜き方向側に位置するとともに、前記内側挟持部が回転可能に保持されるホルダー中央部と、を有する請求項5または6に記載の積層鉄心の製造装置。 - 前記ホルダーの全体が、打ち抜きの際に前記被加工板が接する前記ダイス側の型のダイフェース面と同一面または、ダイフェース面よりも前記分割鉄心片を打ち抜く際の打ち抜き方向側に位置する請求項5または6に記載の積層鉄心の製造装置。
- 前記ホルダーは、前記ポンチがダイス側へ出入り可能な構造を有する請求項5〜8のいずれか1項に記載の積層鉄心の製造装置。
- 前記外側挟持部は、前記積層鉄心の外径側の形状に対応した形状を有する請求項2〜9のいずれか1項に記載の積層鉄心の製造装置。
- 前記内側挟持部は、前記積層鉄心の内径側の形状に対応した形状を有する請求項2〜10のいずれか1項に記載の積層鉄心の製造装置。
- 前記内側挟持部は、前記積層鉄心の内径側に設けられる突起を収容可能な逃げ部を有する請求項2〜11のいずれか1項に記載の積層鉄心の製造装置。
- 前記鉄心片挟持部に挟持された分割鉄心片に対して、当該分割鉄心片を打ち抜く金型のポンチ側に配され、かつ前記ポンチがダイス側へ出入り可能な構造を備えた入口側保持部を有する、請求項2〜12のいずれか1項に記載の積層鉄心の製造装置。
- 前記鉄心片挟持部に対して前記分割鉄心片を打ち抜く際の打ち抜き方向側に配され、回転可能かつ前記内側挟持部と近接離隔可能に配される回転台を有し、
前記内側挟持部および前記回転台が、互いに回転方向に固定的に連結可能であり、離隔することで当該回転方向の連結が解除される構造を有する、請求項2〜13のいずれか1項に記載の積層鉄心の製造装置。 - 搬送される被加工板から、環状に複数並ぶことで環状鉄心片を構成する分割鉄心片を順次打ち抜いて環状に並べ、複数の環状鉄心片を位相をずらしつつ積層して積層鉄心とする積層鉄心の製造方法であって、
前記打ち抜かれた各々の分割鉄心片を挟持することが可能な鉄心片挟持部により、前記分割鉄心片の各々を挟んで保持しつつ回転させて、環状に並べつつ積層する積層鉄心の製造方法。 - 前記分割鉄心片の環状鉄心片における内径側を保持する内側挟持部および外径側を保持する外側挟持部の間に、前記分割鉄心片を挟持する請求項15に記載の積層鉄心の製造方法。
- 前記内側挟持部を、前記分割鉄心片を打ち抜く金型のダイス側の型に回転可能に設ける請求項16に記載の積層鉄心の製造方法。
- 前記外側挟持部を、前記分割鉄心片を打ち抜く金型のダイス側の型に回転可能に設ける請求項16または17に記載の積層鉄心の製造方法。
- 前記外側挟持部を、前記金型のダイス側の型に回転可能に設けられる環形状の部材とし、
前記内側挟持部を、前記外側挟持部に対して前記金型のポンチ側に、前記外側挟持部の外径側から内径側へ延在するホルダーに回転可能に保持して、前記外側挟持部の内径側に配置した、請求項16〜18のいずれか1項に記載の積層鉄心の製造方法。 - 前記製造される積層鉄心の内径よりも、搬送方向と交差する方向の幅が小さい被加工板を用いる請求項19に記載の積層鉄心の製造方法。
- 前記ホルダーを、前記ダイス側の型から前記外側挟持部の内径側方向へ延在するホルダー外側部と、
前記外側挟持部の内径側で前記ホルダー外側部に連結されて、前記分割鉄心片を打ち抜く際の打ち抜き方向へ延在するホルダー吊下げ部と、
前記ホルダー吊下げ部から延在し、打ち抜きの際に前記被加工板が接する前記ダイス側の型のダイフェース面と同一面またはダイフェース面よりも打ち抜き方向側に位置するホルダー中央部と、
を有して構成し、当該ホルダー中央部に前記内側挟持部を回転可能に保持する請求項19または20に記載の積層鉄心の製造方法。 - 前記ホルダーの全体を、打ち抜きの際に前記被加工板が接する前記ダイス側の型のダイフェース面と同一面または、ダイフェース面よりも前記分割鉄心片を打ち抜く際の打ち抜き方向側に配置した、請求項19または20に記載の積層鉄心の製造方法。
- 前記ホルダーを、前記ポンチがダイス側へ出入り可能な構造とした、請求項19〜22のいずれか1項に記載の積層鉄心の製造方法。
- 前記外側挟持部を、前記積層鉄心の外径側の形状に対応する形状とした、請求項16〜23のいずれか1項に記載の積層鉄心の製造方法。
- 前記内側挟持部を、前記積層鉄心の内径側の形状に対応する形状とした、請求項16〜24のいずれか1項に記載の積層鉄心の製造方法。
- 前記内側挟持部に、前記積層鉄心の内径側に設けられる突起を収容可能な逃げ部を設けた請求項16〜25のいずれか1項に記載の積層鉄心の製造方法。
- 前記鉄心片挟持部に挟持された分割鉄心片に対して、当該分割鉄心片を打ち抜く金型のポンチ側に、前記ポンチがダイス側へ出入り可能な構造を備えた入口側保持部を配置した、請求項16〜26のいずれか1項に記載の積層鉄心の製造方法。
- 前記鉄心片挟持部に対して前記分割鉄心片を打ち抜く際の打ち抜き方向側に、回転可能であるとともに前記内側挟持部と回転方向に固定的に連結可能であり、かつ前記内側挟持部と近接離隔可能な回転台を配置し、
前記内側挟持部と回転台を離隔することで、当該回転方向の連結を解除する、請求項16〜27のいずれか1項に記載の積層鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008208199A JP5338190B2 (ja) | 2008-08-12 | 2008-08-12 | 積層鉄心の製造装置および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008208199A JP5338190B2 (ja) | 2008-08-12 | 2008-08-12 | 積層鉄心の製造装置および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010045921A true JP2010045921A (ja) | 2010-02-25 |
| JP5338190B2 JP5338190B2 (ja) | 2013-11-13 |
Family
ID=42016807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008208199A Active JP5338190B2 (ja) | 2008-08-12 | 2008-08-12 | 積層鉄心の製造装置および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5338190B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120048471A1 (en) * | 2010-08-31 | 2012-03-01 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| DE102012202685A1 (de) | 2011-02-24 | 2012-08-30 | Toyota Boshoku K.K. | Drehlaminationsgerät |
| JP2014087163A (ja) * | 2012-10-23 | 2014-05-12 | Mitsui High Tec Inc | 積層鉄心の製造方法 |
| CN108667238A (zh) * | 2018-06-29 | 2018-10-16 | 江门马丁电机科技有限公司 | 转子铁芯分片夹具 |
| US10193426B2 (en) | 2014-07-25 | 2019-01-29 | Nhk Spring Co., Ltd. | Method for manufacturing a stacked iron core of a vehicle drive motor |
| CN110153296A (zh) * | 2019-05-24 | 2019-08-23 | 佛山市传恒机电制造有限公司 | 拼接式铁芯互扣扭槽装置及加工工艺 |
| CN110190717A (zh) * | 2019-07-10 | 2019-08-30 | 山东众泰防爆电机有限公司 | 一种防爆电机定转子冲片夹取固定装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05184106A (ja) * | 1991-12-29 | 1993-07-23 | Kuroda Precision Ind Ltd | 巻形固定子鉄芯の製造装置 |
| JP2005020972A (ja) * | 2003-06-30 | 2005-01-20 | Mitsubishi Electric Corp | 積層鉄心の製造方法及び製造装置 |
| JP2006223022A (ja) * | 2005-02-08 | 2006-08-24 | Honda Motor Co Ltd | リングコアの製造方法 |
| WO2008065830A1 (fr) * | 2006-11-27 | 2008-06-05 | Honda Motor Co., Ltd. | Dispositif permettant de produire un noyau de segment, procédé de production d'un noyau de segment et noyau de segment produit à l'aide de ce procédé |
-
2008
- 2008-08-12 JP JP2008208199A patent/JP5338190B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05184106A (ja) * | 1991-12-29 | 1993-07-23 | Kuroda Precision Ind Ltd | 巻形固定子鉄芯の製造装置 |
| JP2005020972A (ja) * | 2003-06-30 | 2005-01-20 | Mitsubishi Electric Corp | 積層鉄心の製造方法及び製造装置 |
| JP2006223022A (ja) * | 2005-02-08 | 2006-08-24 | Honda Motor Co Ltd | リングコアの製造方法 |
| WO2008065830A1 (fr) * | 2006-11-27 | 2008-06-05 | Honda Motor Co., Ltd. | Dispositif permettant de produire un noyau de segment, procédé de production d'un noyau de segment et noyau de segment produit à l'aide de ce procédé |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9016345B2 (en) | 2010-08-31 | 2015-04-28 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| JP2012055046A (ja) * | 2010-08-31 | 2012-03-15 | Toyota Boshoku Corp | 転積装置 |
| CN102441596A (zh) * | 2010-08-31 | 2012-05-09 | 丰田纺织株式会社 | 旋转式层压设备 |
| US9511576B2 (en) | 2010-08-31 | 2016-12-06 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| US20120048471A1 (en) * | 2010-08-31 | 2012-03-01 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| US20150202856A1 (en) * | 2010-08-31 | 2015-07-23 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| JP2012175883A (ja) * | 2011-02-24 | 2012-09-10 | Toyota Boshoku Corp | 転積装置 |
| US8844600B2 (en) | 2011-02-24 | 2014-09-30 | Toyota Boshoku Kabushiki Kaisha | Rotary lamination apparatus |
| CN102683242A (zh) * | 2011-02-24 | 2012-09-19 | 丰田纺织株式会社 | 旋转层叠设备 |
| DE102012202685A1 (de) | 2011-02-24 | 2012-08-30 | Toyota Boshoku K.K. | Drehlaminationsgerät |
| JP2014087163A (ja) * | 2012-10-23 | 2014-05-12 | Mitsui High Tec Inc | 積層鉄心の製造方法 |
| US10193426B2 (en) | 2014-07-25 | 2019-01-29 | Nhk Spring Co., Ltd. | Method for manufacturing a stacked iron core of a vehicle drive motor |
| CN108667238A (zh) * | 2018-06-29 | 2018-10-16 | 江门马丁电机科技有限公司 | 转子铁芯分片夹具 |
| CN108667238B (zh) * | 2018-06-29 | 2023-09-26 | 江门马丁电机科技有限公司 | 转子铁芯分片夹具 |
| CN110153296A (zh) * | 2019-05-24 | 2019-08-23 | 佛山市传恒机电制造有限公司 | 拼接式铁芯互扣扭槽装置及加工工艺 |
| CN110190717A (zh) * | 2019-07-10 | 2019-08-30 | 山东众泰防爆电机有限公司 | 一种防爆电机定转子冲片夹取固定装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5338190B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5338190B2 (ja) | 積層鉄心の製造装置および製造方法 | |
| US10411568B2 (en) | Method of manufacturing laminated core | |
| JP4886375B2 (ja) | 積層鉄心製造方法 | |
| JP2005103638A (ja) | モータ用積層コアの製造方法、その製造装置、及び積層治具 | |
| JP5347321B2 (ja) | 積層鉄心の製造方法および製造装置、並びに積層鉄心 | |
| JP2008113529A (ja) | 積層鉄心およびその製造方法 | |
| KR101921723B1 (ko) | 적층 철심의 제조 방법 및 적층 철심 제조 장치 | |
| WO2012043632A1 (ja) | 積層体製造装置および積層体製造方法 | |
| CN107107141A (zh) | 顺序输送加工方法 | |
| JP2009195099A (ja) | 積層鉄心の製造装置および製造方法並びに積層鉄心 | |
| JP7459110B2 (ja) | 金属部品を製造するための多層精密打抜きプロセスおよびそのようなプロセスを実行するための精密打抜き装置 | |
| JP2010178487A (ja) | 積層鉄心の製造方法および順送り金型装置 | |
| JP2013090386A (ja) | 回転電機用コアの製造方法及びコア板の打ち抜き装置 | |
| JP2016092949A (ja) | 打抜き方法 | |
| JP6438731B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| JP2019054727A (ja) | 積層鉄心の製造方法 | |
| WO2019049486A1 (ja) | 固定子コア製造方法、固定子コア製造方法によって製造された固定子コアを備えたモータ、固定子コア製造装置及び積層部材の製造方法 | |
| JP6392089B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| JP2011254699A (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP5964221B2 (ja) | 電機子製造方法および順送り金型装置 | |
| JP4912088B2 (ja) | 積層鉄心の製造方法および製造装置 | |
| JP6400458B2 (ja) | 打抜き方法及び積層鉄心の製造方法 | |
| JP2008092770A (ja) | 積層鉄心およびその製造方法 | |
| JP2014073046A (ja) | 積層鉄心の製造方法および積層鉄心製造装置 | |
| JP5160944B2 (ja) | 積層鉄心の製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130319 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130614 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130722 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5338190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |