JP2010043308A - 冷延鋼板の製造方法および冷延鋼板 - Google Patents
冷延鋼板の製造方法および冷延鋼板 Download PDFInfo
- Publication number
- JP2010043308A JP2010043308A JP2008206969A JP2008206969A JP2010043308A JP 2010043308 A JP2010043308 A JP 2010043308A JP 2008206969 A JP2008206969 A JP 2008206969A JP 2008206969 A JP2008206969 A JP 2008206969A JP 2010043308 A JP2010043308 A JP 2010043308A
- Authority
- JP
- Japan
- Prior art keywords
- cold
- rolled steel
- steel sheet
- steel plate
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
【解決手段】熱間圧延および冷間圧延を行った後、O2≧0.05%および/またはH2O≧0.10%を含有する雰囲気中で酸化処理を行い、引き続きH2:1.0〜100%を含有する雰囲気中で還元処理を行う。酸化処理を行うことで表面にFe系の酸化物を形成し、その後この酸化物を還元することで、表面に還元されたFeが存在する冷延鋼板が得られることになる。なお、前記酸化処理は、400〜900℃の温度範囲まで加熱、さらには、400〜650℃の温度範囲を5℃/秒以上の昇温速度で加熱することが好ましい。
【選択図】なし
Description
[1]熱間圧延および冷間圧延を行った後、O2≧0.05%および/またはH2O≧0.10%を含有する雰囲気中で酸化処理を行い、引き続きH2:1.0〜100%を含有する雰囲気中で還元処理を行うことを特徴とする冷延鋼板の製造方法。
[2]前記[1]において、前記酸化処理は、400〜900℃の温度範囲まで加熱することを特徴とする冷延鋼板の製造方法。
[3]前記[1]または[2]において、前記酸化処理は、400〜650℃の温度範囲を5℃/秒以上の昇温速度で加熱することを特徴とする冷延鋼板の製造方法。
[4]前記[1]〜[3]のいずれかに記載の冷延鋼板の製造方法により製造された冷延鋼板。
冷延鋼板は、一般的に、熱間圧延および冷間圧延後の鋼板を還元雰囲気中で焼鈍処理を行うことで製造される。しかし、このような従来の方法で製造した冷延鋼板はプレス金型との摺動抵抗が大きく、プレス条件によっては型かじりが発生したり、さらにひどい場合は鋼板の流入が悪くなり、この流入不足が原因で破断に至る場合があった。
ここで、通常の還元焼鈍処理の場合、鋼中のSi、Al等の易酸化性元素は選択酸化し表面に酸化物を形成するが、Feにとっては還元雰囲気のため酸化しない。本発明では、この現象に着目した。そして、還元雰囲気中で焼鈍処理を行う前に、酸化性雰囲気として表面にFe系の酸化物を形成することで従来の問題点が解決されるのではと考えた。そうしたところ、酸化性雰囲気で処理(酸化処理)を行うことで表面にFe系の酸化物を形成し、その後この酸化物を還元すると摺動特性および耐型かじり性が飛躍的に向上することを新たに見出した。
また、前記酸化処理を行う際、400〜900℃の温度範囲まで加熱することが好ましい。加熱温度が400℃未満の場合、Fe系酸化物を充分に形成することができない場合がある。一方、加熱温度が900℃超では本発明の効果が飽和して経済的に不利である。
さらに、前記酸化処理を行う際、400〜650℃の温度範囲を5℃/秒以上の昇温速度で加熱することが好ましい。昇温速度が5℃/秒未満の場合、易酸化性元素であるSi、Al等が表面濃化し酸化物を形成するので好ましくない。また、Fe系酸化物の密着性が不充分となりピックアップ等の問題が発生する場合がある。
以上から得られる冷延鋼板は、表面に還元されたFeが存在していることになる。このような冷延鋼板が摺動特性および耐型かじり性が飛躍的に向上する理由は明確ではないが、表面の還元Feの効果によるものと推察している。
本発明で用いる鋼板の組成は特に限定するものではない。一般的な基本成分としてC、Si、Mn、P、Alを含む鋼板を用いることができ、さらにはS、Ti、Nb、V、Mo、B、Cr、N、Cu、Ni、Sb、Ca等の添加元素を含んでも本発明の効果は変わらない。
また、本発明において、熱間圧延および冷間圧延は、通常行われる条件、方法によって行うことができる。
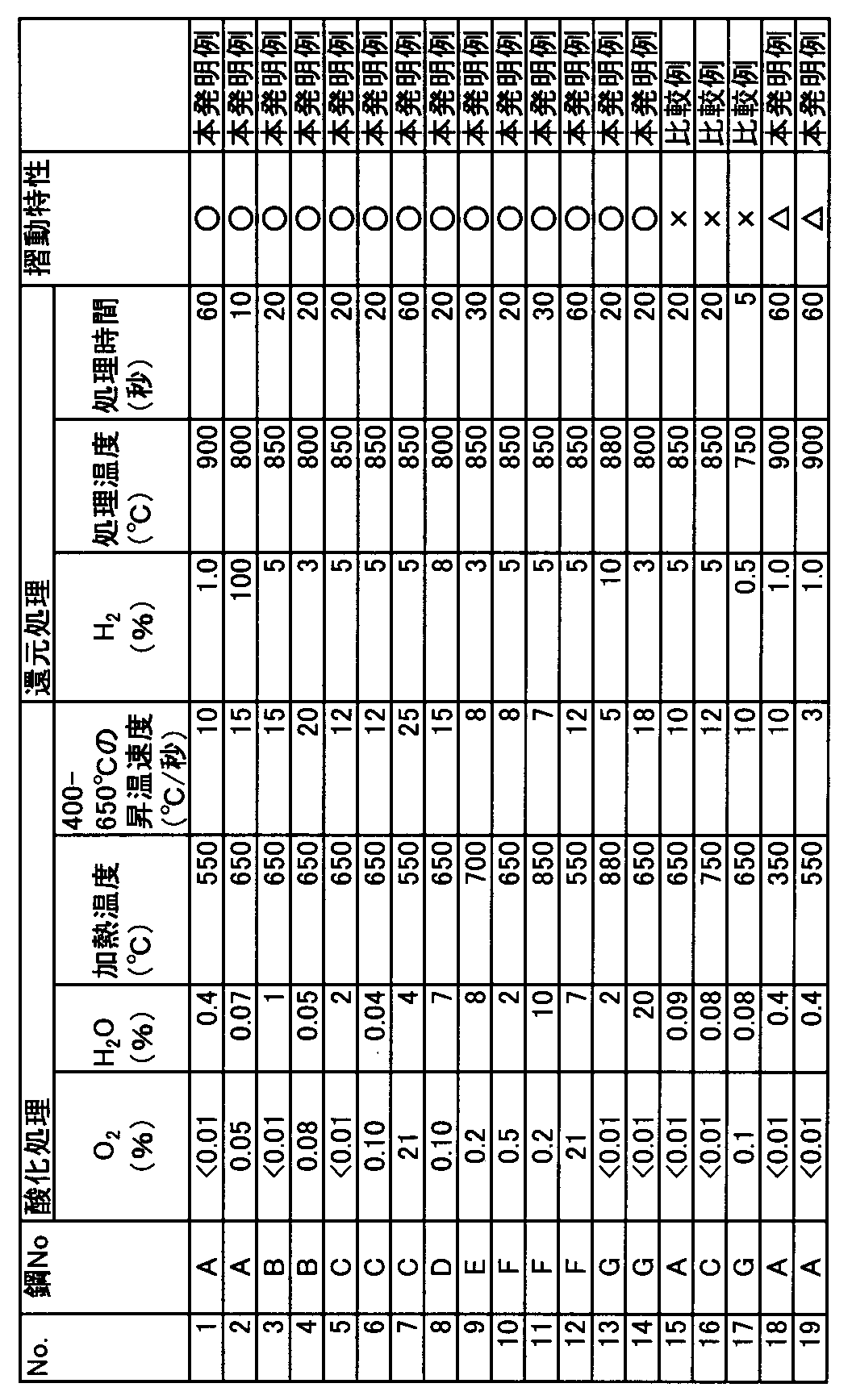
29mm×220mmに剪断したサンプルを用い、溶剤脱脂後にダフニーオイルコートSKを表面に塗布して供試材とし、下記条件にて同一サンプルでの10回繰返し平面摺動試験を行い金型との型かじり有無を評価した。
金型材質:SKD11(表面を#1200研磨紙にて研磨)
金型形状:10mm幅×3mm摺動長(R4.5mm)
押付け荷重:2000kgf
摺動速度:1m/min
引抜き長:100mm
評価基準
型かじりなし・・・○
軽度型かじりあり・・・△
重度型かじりあり・・・×
以上により得られた結果を、条件と併せて、表2に示す。
Claims (4)
- 熱間圧延および冷間圧延を行った後、O2≧0.05%および/またはH2O≧0.10%を含有する雰囲気中で酸化処理を行い、引き続きH2:1.0〜100%を含有する雰囲気中で還元処理を行うことを特徴とする冷延鋼板の製造方法。
- 前記酸化処理は、400〜900℃の温度範囲まで加熱することを特徴とする請求項1に記載の冷延鋼板の製造方法。
- 前記酸化処理は、400〜650℃の温度範囲を5℃/秒以上の昇温速度で加熱することを特徴とする請求項1または2に記載の冷延鋼板の製造方法。
- 請求項1〜3のいずれか一項に記載の冷延鋼板の製造方法により製造された冷延鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008206969A JP5663825B2 (ja) | 2008-08-11 | 2008-08-11 | 冷延鋼板の製造方法および冷延鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008206969A JP5663825B2 (ja) | 2008-08-11 | 2008-08-11 | 冷延鋼板の製造方法および冷延鋼板 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010043308A true JP2010043308A (ja) | 2010-02-25 |
| JP2010043308A5 JP2010043308A5 (ja) | 2011-07-28 |
| JP5663825B2 JP5663825B2 (ja) | 2015-02-04 |
Family
ID=42014908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008206969A Active JP5663825B2 (ja) | 2008-08-11 | 2008-08-11 | 冷延鋼板の製造方法および冷延鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5663825B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015151602A (ja) * | 2014-02-18 | 2015-08-24 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP2020509244A (ja) * | 2016-12-22 | 2020-03-26 | ポスコPosco | 耐食性及び加工性に優れた冷延鋼板及びその製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5337507A (en) * | 1976-09-21 | 1978-04-06 | Sumitomo Metal Ind Ltd | Preventing method for coloring of cold rolled high tensile steel sheet |
| JPH02228466A (ja) * | 1989-02-28 | 1990-09-11 | Nippon Steel Corp | 冷延鋼板の黒化処理方法 |
| JPH02236267A (ja) * | 1989-03-10 | 1990-09-19 | Nippon Steel Corp | 1次皮膜のない方向性電磁鋼板の黒化処理方法 |
| JPH0551714A (ja) * | 1991-08-27 | 1993-03-02 | Sumitomo Metal Ind Ltd | Si含有鋼板の溶融亜鉛めつき方法 |
| JPH06212383A (ja) * | 1993-01-18 | 1994-08-02 | Sumitomo Metal Ind Ltd | 珪素含有鋼板の溶融亜鉛めっき方法 |
| JPH06306561A (ja) * | 1993-04-26 | 1994-11-01 | Kawasaki Steel Corp | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP2007131899A (ja) * | 2005-11-09 | 2007-05-31 | Jfe Steel Kk | 溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板の製造方法 |
-
2008
- 2008-08-11 JP JP2008206969A patent/JP5663825B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5337507A (en) * | 1976-09-21 | 1978-04-06 | Sumitomo Metal Ind Ltd | Preventing method for coloring of cold rolled high tensile steel sheet |
| JPH02228466A (ja) * | 1989-02-28 | 1990-09-11 | Nippon Steel Corp | 冷延鋼板の黒化処理方法 |
| JPH02236267A (ja) * | 1989-03-10 | 1990-09-19 | Nippon Steel Corp | 1次皮膜のない方向性電磁鋼板の黒化処理方法 |
| JPH0551714A (ja) * | 1991-08-27 | 1993-03-02 | Sumitomo Metal Ind Ltd | Si含有鋼板の溶融亜鉛めつき方法 |
| JPH06212383A (ja) * | 1993-01-18 | 1994-08-02 | Sumitomo Metal Ind Ltd | 珪素含有鋼板の溶融亜鉛めっき方法 |
| JPH06306561A (ja) * | 1993-04-26 | 1994-11-01 | Kawasaki Steel Corp | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP2007131899A (ja) * | 2005-11-09 | 2007-05-31 | Jfe Steel Kk | 溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015151602A (ja) * | 2014-02-18 | 2015-08-24 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2015125463A1 (ja) * | 2014-02-18 | 2015-08-27 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| CN106029918A (zh) * | 2014-02-18 | 2016-10-12 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| KR20160122834A (ko) * | 2014-02-18 | 2016-10-24 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| JP2020509244A (ja) * | 2016-12-22 | 2020-03-26 | ポスコPosco | 耐食性及び加工性に優れた冷延鋼板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5663825B2 (ja) | 2015-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5876895B2 (ja) | ホットスタンプ用亜鉛めっき鋼板の製造方法 | |
| RU2584105C2 (ru) | Плакированная толстолистовая сталь для горячего прессования и способ горячего прессования плакированной толстолистовой стали | |
| EP2584059B1 (en) | Hot-dip al-coated steel sheet with excellent thermal blackening resistance and process for production of same | |
| CN110234781B (zh) | 热冲压用合金化镀Al钢板及热冲压构件 | |
| CA3057006A1 (en) | Hot stamped body | |
| JP4329639B2 (ja) | 耐液体金属脆性に優れた熱処理用鋼板 | |
| JP4671634B2 (ja) | 耐食性に優れた高強度焼き入れ成形体およびその製造方法 | |
| CN102939394A (zh) | 生产奥氏体钢方法 | |
| JP6682661B2 (ja) | オーステナイト型マトリックスを有するtwip鋼板の製造方法 | |
| KR20190133753A (ko) | 표면 처리 강판 | |
| JP2004270029A (ja) | 耐亜鉛揮発性に優れた亜鉛系めっき鋼板 | |
| JP2017186663A (ja) | ホットスタンプ用合金化溶融亜鉛めっき鋼板 | |
| JP2010043309A (ja) | 冷延鋼板の製造方法および冷延鋼板 | |
| US20150315692A1 (en) | Method for manufacturing galvanized steel sheet | |
| JP6264818B2 (ja) | ホットスタンプ鋼材の製造方法、ホットスタンプ用鋼板の製造方法及びホットスタンプ用鋼板 | |
| JP5663825B2 (ja) | 冷延鋼板の製造方法および冷延鋼板 | |
| JP6708310B2 (ja) | めっき鋼板、めっき鋼板コイル、熱間プレス成形品の製造方法、及び自動車部品 | |
| JP4564207B2 (ja) | 800℃以上に加熱しプレス加工する高温プレス用の溶融アルミめっき鋼板 | |
| JP5423127B2 (ja) | 耐型かじり性に優れた高強度冷延鋼板 | |
| JP6414387B2 (ja) | 自動車部材の製造方法 | |
| JP7704197B2 (ja) | 鋼板、めっき鋼板、プレス成形品、加工部材、プレス成形品の製造方法および加工部材の製造方法 | |
| TWI637069B (zh) | Surface treated steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110615 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140811 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5663825 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |