JP2010028112A - 化学機械研磨パッド製造用組立品 - Google Patents
化学機械研磨パッド製造用組立品 Download PDFInfo
- Publication number
- JP2010028112A JP2010028112A JP2009163528A JP2009163528A JP2010028112A JP 2010028112 A JP2010028112 A JP 2010028112A JP 2009163528 A JP2009163528 A JP 2009163528A JP 2009163528 A JP2009163528 A JP 2009163528A JP 2010028112 A JP2010028112 A JP 2010028112A
- Authority
- JP
- Japan
- Prior art keywords
- backing plate
- layer
- tabs
- subpad
- pressure sensitive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 127
- 239000000126 substance Substances 0.000 title claims abstract description 77
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 63
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 57
- 239000004831 Hot glue Substances 0.000 claims description 32
- 239000000203 mixture Substances 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 2
- 230000032798 delamination Effects 0.000 abstract description 3
- 230000015556 catabolic process Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 190
- 235000012431 wafers Nutrition 0.000 description 16
- 239000000463 material Substances 0.000 description 12
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 229920005830 Polyurethane Foam Polymers 0.000 description 3
- 239000011496 polyurethane foam Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 239000003989 dielectric material Substances 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 241000555745 Sciuridae Species 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 210000000569 greater omentum Anatomy 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0045—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by stacking sheets of abrasive material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0072—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using adhesives for bonding abrasive particles or grinding elements to a support, e.g. by gluing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic System or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/30625—With simultaneous mechanical treatment, e.g. mechanico-chemical polishing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/1092—All laminae planar and face to face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】上面および底面を有するサブパッド層;上側および底側を有する裏当てプレート;サブパッド層を裏当てプレートに取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;を含み、サブパッド層が裏当てプレートの上側に配置されており、犠牲層が裏当てプレートの底側に配置されており、並びに少なくとも2つの包み込みタブが裏当てプレートの底側まで伸びている;化学機械研磨パッド製造用組立品が提供される。当該化学機械研磨パッド製造用組立品を用いて化学機械研磨パッドを製造する方法も提供される。
【選択図】図6
Description
その剥離問題を軽減する1つの手法が、Robertsらへの米国特許第7,101,275号に開示されている。Robertsらは、化学機械研磨のための弾性積層研磨パッドを開示し、その研磨パッドは、感圧接着剤ではなく反応性ホットメルト接着剤によって研磨層に結合されたベース層を含む。
上面、底面および少なくとも2つの包み込みタブを有するサブパッド層;上側および底側を有する裏当てプレート;裏当てプレートにサブパッド層を取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;平行線パターンでサブパッド層の上面に適用された未硬化の反応性ホットメルト接着剤;を含み、サブパッド層が裏当てプレートの上側に配置されており、犠牲層が裏当てプレートの底側に配置されており、少なくとも2つの包み込みタブが裏当てプレートの底側まで伸びている、化学機械研磨パッド製造用組立品を提供し;
研磨層とサブパッド層との間に配置されている未硬化の反応性ホットメルト接着剤で、研磨層と化学機械研磨パッド製造用組立品とを積層させ;積層物に軸方向の力を適用し;未硬化の反応性ホットメルト接着剤を硬化させて、サブパッド層と研磨層との間に反応性ホットメルト接着剤結合を形成し;サブパッド層から少なくとも2つの包み込みタブを分離させ;並びに、サブパッド層に結合した研磨層を有するサブパッド層を化学機械研磨パッド製造用組立品から取り外し、複数層化学機械研磨パッドを提供することを含む、化学機械研磨パッドを製造する方法が提供される。
上面、底面および少なくとも2つの包み込みタブを有するサブパッド層;上側および底側を有する裏当てプレート;裏当てプレートにサブパッド層を取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;平行線パターンでサブパッド層の上面に適用された未硬化の反応性ホットメルト接着剤;を含み、サブパッド層が裏当てプレートの上側に配置されており、犠牲層が裏当てプレートの底側に配置されており、少なくとも2つの包み込みタブが裏当てプレートの底側まで伸びている、化学機械研磨パッド製造用組立品を提供し;
研磨層とサブパッド層との間に配置されている未硬化の反応性ホットメルト接着剤で研磨層と化学機械研磨パッド製造用組立品とを積層させて積層物を形成し;積層物に軸方向の力を適用し;未硬化の反応性ホットメルト接着剤を硬化させて、サブパッド層と研磨層との間に反応性ホットメルト接着剤結合を形成し;サブパッド層から少なくとも2つの包み込みタブを分離させ;並びに、サブパッド層に結合した研磨層を有するサブパッド層を化学機械研磨パッド製造用組立品から取り外し、複数層化学機械研磨パッドを提供する;ことを含む、複数層化学機械研磨パッドの製造方法が提供される。この実施形態のいくつかの態様においては、少なくとも2つの包み込みタブはサブパッド層から切り離される。この実施形態のいくつかの態様においては、ダイは積層物をスタンプ/切断して、研磨層に結合されたサブパッド層を含む複数層化学機械研磨パッドを提供するために使用される。この実施形態のある態様においては、サブパッド層は少なくとも2つの包み込みタブの取り外しを容易にするために目打ちされている。
21 サブパッド層の上面
22 第1感圧接着剤
23 サブパッド層の底面
24 剥離ライナー
25 包み込みタブの底面
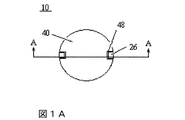
26 包み込みタブ
28 目打ち
29 目打ち
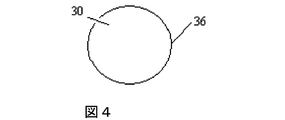
30 裏当てプレート
32 裏当てプレートの上側
35 裏当てプレートの底側
36 裏当てプレートの外周
40 犠牲層
44 第2感圧接着剤層
48 凹み領域
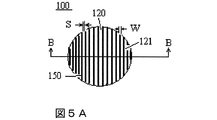
120 サブパッド層
121 サブパッド層の上面
122 第1感圧接着剤
123 サブパッド層の底面
124 剥離ライナー
125 包み込みタブの底面
126 包み込みタブ
128 目打ち
130 裏当てプレート
132 裏当てプレートの上側
135 裏当てプレートの底側
136 裏当てプレートの外周
140 犠牲層
144 第2感圧接着剤
148 凹み領域
150 未硬化の反応性ホットメルト接着剤
155 未硬化の反応性ホットメルト接着剤の個々の平行線パターン
210 化学機械研磨パッド製造用組立品
212 中心軸
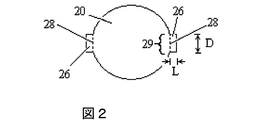
220 サブパッド層
221 サブパッド層の上面
226 包み込みタブ
228 目打ち
230 裏当てプレート
236 裏当てプレートの外周
240 犠牲層
248 凹み部分
250 外周
Claims (10)
- 上面、底面、および少なくとも2つの包み込みタブを有するサブパッド層;
上側および底側を有する裏当てプレート;並びに
サブパッド層を裏当てプレートに取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;を含み、
サブパッド層が裏当てプレートの上側に配置されており、犠牲層が裏当てプレートの底側に配置されており、並びに少なくとも2つの包み込みタブが裏当てプレートの底側まで伸びている;
化学機械研磨パッド製造用組立品。 - サブパッド層の上面に平行線パターンで適用された未硬化の反応性ホットメルト接着剤をさらに含む、請求項1に記載の化学機械研磨パッド製造用組立品。
- 少なくとも2つの包み込みタブの取り外しを容易にするために、サブパッド層が目打ちを有する、請求項1に記載の化学機械研磨パッド製造用組立品。
- 少なくとも2つの包み込みタブと裏当てプレートの底側との間に配置されている感圧接着剤をさらに含み、当該感圧接着剤が少なくとも2つの包み込みタブを裏当てプレートに固定している、請求項1に記載の化学機械研磨パッド製造用組立品。
- サブパッド層の底面に適用された感圧接着剤および剥離ライナーをさらに含み、当該感圧接着剤はサブパッド層の底面と裏当てプレートの上側との間に配置されており、剥離ライナーが少なくとも2つの包み込みタブにはなく、少なくとも2つの包み込みタブに適用された感圧接着剤が少なくとも2つの包み込みタブを裏当てプレートの底側に固定している、請求項1に記載の化学機械研磨パッド製造用組立品。
- 犠牲層と裏当てプレートの底側との間に配置されている感圧接着剤の層をさらに含み、当該感圧接着剤が犠牲層を裏当てプレートの底側に固定している、請求項1に記載の組立品。
- 少なくとも2つの包み込みタブが犠牲層の少なくとも2つの凹み領域にはまり込んでいる、請求項1に記載の組立品。
- 少なくとも2つの包み込みタブが犠牲層の少なくとも2つの凹み領域とかみ合っている、請求項1に記載の組立品。
- 上面、底面および目打ちされている少なくとも2つの包み込みタブを有するサブパッド層;
上側および底側を有する裏当てプレート;
裏当てプレートにサブパッド層を取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;
サブパッド層の上面に平行線パターンで適用された未硬化の反応性ホットメルト接着剤;
サブパッド層の底面に適用された第1感圧接着剤;
剥離ライナー、ここで第1感圧接着剤はサブパッド層の底面と剥離ライナーとの間に配置されており、剥離ライナーは目打ちされている少なくとも2つの包み込みタブにはなく、当該少なくとも2つの包み込みタブへの第1感圧接着剤を裏当てプレートに対して露出させている;並びに、
犠牲層と裏当てプレートの底側との間に配置されており、第1感圧接着剤と組成が同じかまたは異なっている第2感圧接着剤;
を含み、
サブパッド層は裏当てプレートの上側に配置されており;
目打ちされている少なくとも2つの包み込みタブは裏当てプレートの底側まで伸びており;
目打ちされている少なくとも2つの包み込みタブに適用され、かつ裏当てプレートに対して露出した第1感圧接着剤は、目打ちされている少なくとも2つの包み込みタブを裏当てプレートに固定しており;並びに
第2感圧接着剤は犠牲層を裏当てプレートに固定している;
化学機械研磨パッド製造用組立品。 - 研磨層を提供し;
上面、底面および少なくとも2つの包み込みタブを有するサブパッド層;上側および底側を有する裏当てプレート;裏当てプレートにサブパッド層を取り付けるのを容易にするように設計された少なくとも2つの凹み領域を有する犠牲層;平行線パターンでサブパッド層の上面に適用された未硬化の反応性ホットメルト接着剤;を含み、サブパッド層が裏当てプレートの上側に配置されており、犠牲層が裏当てプレートの底側に配置されており、少なくとも2つの包み込みタブが裏当てプレートの底側まで伸びている、化学機械研磨パッド製造用組立品を提供し;
研磨層とサブパッド層との間に配置される未硬化の反応性ホットメルト接着剤で、研磨層と化学機械研磨パッド製造用組立品とを積層させて、積層物を形成し;
積層物に軸方向の力を適用し;
未硬化の反応性ホットメルト接着剤を硬化させて、サブパッド層と研磨層との間に反応性ホットメルト接着剤結合を形成し;
サブパッド層から少なくとも2つの包み込みタブを分離させ;並びに
サブパッド層に結合した研磨層を有するサブパッド層を裏当てプレートから取り外す;
ことを含む、化学機械研磨パッドを製造する方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/175,965 | 2008-07-18 | ||
| US12/175,965 US7645186B1 (en) | 2008-07-18 | 2008-07-18 | Chemical mechanical polishing pad manufacturing assembly |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010028112A true JP2010028112A (ja) | 2010-02-04 |
| JP2010028112A5 JP2010028112A5 (ja) | 2012-08-23 |
| JP5457093B2 JP5457093B2 (ja) | 2014-04-02 |
Family
ID=41259313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009163528A Active JP5457093B2 (ja) | 2008-07-18 | 2009-07-10 | 化学機械研磨パッド製造用組立品 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7645186B1 (ja) |
| EP (1) | EP2145731B1 (ja) |
| JP (1) | JP5457093B2 (ja) |
| KR (1) | KR101650195B1 (ja) |
| CN (1) | CN101628395B (ja) |
| TW (1) | TWI460051B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017537801A (ja) * | 2014-11-21 | 2017-12-21 | キャボット マイクロエレクトロニクス コーポレイション | 化学機械研磨のためのコーティングされた圧縮サブパッド |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150118944A1 (en) * | 2013-01-31 | 2015-04-30 | Ebara Corporation | Polishing apparatus, method for attaching polishing pad, and method for replacing polishing pad |
| JP2017505324A (ja) | 2014-02-07 | 2017-02-16 | ゴジョ・インダストリーズ・インコーポレイテッド | 胞子及び他の生物に対する効力を有する組成物及び方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060135051A1 (en) * | 2004-12-20 | 2006-06-22 | Cabot Microelectronics Corporation | Polishing pad with removal features |
| JP2007518277A (ja) * | 2004-01-09 | 2007-07-05 | マイポックス インターナショナル コーポレーション | Cmpパッドをラミネートする層状支持体及び方法 |
| JP2007203394A (ja) * | 2006-01-31 | 2007-08-16 | Nitta Haas Inc | 研磨パッド |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2644280A (en) * | 1950-09-13 | 1953-07-07 | Carborundum Co | Sanding disk accessory |
| US4263755A (en) * | 1979-10-12 | 1981-04-28 | Jack Globus | Abrasive product |
| US4728552A (en) * | 1984-07-06 | 1988-03-01 | Rodel, Inc. | Substrate containing fibers of predetermined orientation and process of making the same |
| US4932163A (en) * | 1989-08-29 | 1990-06-12 | Chilton Douglas L | Dust control system for an abrasive grinder |
| US5257478A (en) * | 1990-03-22 | 1993-11-02 | Rodel, Inc. | Apparatus for interlayer planarization of semiconductor material |
| US5222331A (en) * | 1990-04-10 | 1993-06-29 | Minnesota Mining And Manufacturing Company | Abrading assembly |
| US5507906A (en) * | 1990-04-13 | 1996-04-16 | M. J. Woods, Inc. | Method for making multilayer pad |
| TW332162B (en) * | 1996-02-01 | 1998-05-21 | Yanase Kk | The rotary grinding tool composed by central & grinding component, and by screw or other fastening device to hold component with central component together. |
| US5692950A (en) | 1996-08-08 | 1997-12-02 | Minnesota Mining And Manufacturing Company | Abrasive construction for semiconductor wafer modification |
| US6224474B1 (en) * | 1999-01-06 | 2001-05-01 | Buehler, Ltd. | Magnetic disc system for grinding or polishing specimens |
| US6699104B1 (en) * | 1999-09-15 | 2004-03-02 | Rodel Holdings, Inc. | Elimination of trapped air under polishing pads |
| US7077721B2 (en) * | 2000-02-17 | 2006-07-18 | Applied Materials, Inc. | Pad assembly for electrochemical mechanical processing |
| US7077733B1 (en) * | 2000-08-31 | 2006-07-18 | Micron Technology, Inc. | Subpad support with a releasable subpad securing element and polishing apparatus including the subpad support |
| US6616519B2 (en) * | 2001-09-14 | 2003-09-09 | Saint-Gobain Abrasives Technology Company | Sanding system |
| WO2004062849A1 (en) * | 2003-01-10 | 2004-07-29 | 3M Innovative Properties Company | Pad constructions for chemical mechanical planarization applications |
| US6884156B2 (en) * | 2003-06-17 | 2005-04-26 | Cabot Microelectronics Corporation | Multi-layer polishing pad material for CMP |
| US7101275B2 (en) * | 2003-09-26 | 2006-09-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Resilient polishing pad for chemical mechanical polishing |
| US7549914B2 (en) * | 2005-09-28 | 2009-06-23 | Diamex International Corporation | Polishing system |
-
2008
- 2008-07-18 US US12/175,965 patent/US7645186B1/en active Active
-
2009
- 2009-03-11 EP EP09154937A patent/EP2145731B1/en active Active
- 2009-07-08 TW TW098123013A patent/TWI460051B/zh active
- 2009-07-10 JP JP2009163528A patent/JP5457093B2/ja active Active
- 2009-07-17 KR KR1020090065203A patent/KR101650195B1/ko active IP Right Grant
- 2009-07-17 CN CN2009101607985A patent/CN101628395B/zh active Active
- 2009-11-09 US US12/614,876 patent/US7794562B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007518277A (ja) * | 2004-01-09 | 2007-07-05 | マイポックス インターナショナル コーポレーション | Cmpパッドをラミネートする層状支持体及び方法 |
| US20060135051A1 (en) * | 2004-12-20 | 2006-06-22 | Cabot Microelectronics Corporation | Polishing pad with removal features |
| JP2007203394A (ja) * | 2006-01-31 | 2007-08-16 | Nitta Haas Inc | 研磨パッド |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017537801A (ja) * | 2014-11-21 | 2017-12-21 | キャボット マイクロエレクトロニクス コーポレイション | 化学機械研磨のためのコーティングされた圧縮サブパッド |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2145731B1 (en) | 2012-02-29 |
| CN101628395A (zh) | 2010-01-20 |
| US20100015902A1 (en) | 2010-01-21 |
| JP5457093B2 (ja) | 2014-04-02 |
| US7645186B1 (en) | 2010-01-12 |
| TWI460051B (zh) | 2014-11-11 |
| TW201006608A (en) | 2010-02-16 |
| KR20100009505A (ko) | 2010-01-27 |
| EP2145731A1 (en) | 2010-01-20 |
| CN101628395B (zh) | 2012-01-11 |
| US7794562B2 (en) | 2010-09-14 |
| KR101650195B1 (ko) | 2016-08-22 |
| US20100051198A1 (en) | 2010-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5634687B2 (ja) | 複数層化学機械研磨パッド製造方法 | |
| KR101290845B1 (ko) | 흡착 장치, 연마 장치, 반도체 디바이스 및 반도체디바이스 제조 방법 | |
| JP2005167200A (ja) | ケミカルメカニカルポリッシングのための弾性研磨パッド | |
| JP4445383B2 (ja) | 頑丈な密封された縁を有するサブパッド | |
| JP5457093B2 (ja) | 化学機械研磨パッド製造用組立品 | |
| US8303382B2 (en) | Polishing pad and method of fabrication | |
| JP2004087690A (ja) | 機械研磨を行う方法 | |
| JP4384136B2 (ja) | 研磨パッド | |
| WO2016098501A1 (ja) | 研磨パッド | |
| US20060135051A1 (en) | Polishing pad with removal features | |
| JP2009101447A (ja) | 電解研磨パッドの製造方法 | |
| JP5033357B2 (ja) | 研磨パッド | |
| JP5033356B2 (ja) | 研磨パッド | |
| KR20100073095A (ko) | 화학기계적 연마용 연마 패드 | |
| JP5022635B2 (ja) | 研磨パッド | |
| JP2004315609A (ja) | 粘着テープ | |
| JP2017131977A (ja) | 難削材用ラッピングシート及びその製造方法、並びに、ラッピング加工品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120705 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5457093 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |