以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
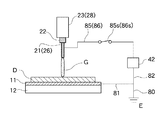
まず図1を参照して、本発明の第1の実施の形態に係る接合部材製造装置1を説明する。図1は、接合部材製造装置1の主要部分の概略系統図である。接合部材製造装置1は、第1の部材Dが載置されるベース10と、接着剤Gを吐出する接着剤塗布装置としてのノズル21、26を有するノズルユニット20と、第2の部材Pを第1の部材Dに接近させる接近装置としての貼付装置30と、接着剤Gまわりに電界を形成する電界形成手段(電源43等)と、第1の部材Dと第2の部材Pとの間の接着剤Gの状態をモニターするカメラ51と、第1の部材Dと第2の部材Pとに挟まれた接着剤Gを硬化させる電磁波を照射する電磁波照射手段としてのUV照射器55と、接合部材製造装置1の動作を制御する制御装置60とを備えている。ここで、接合部材製造装置1の詳細な説明に先立って、接合部材製造装置1で製造される接合部材の構成を例示する。
図2は、接合部材Cの構成を例示する図であり、(a)は平面図、(b)は正面図である。接合部材Cは、第1の部材としての画像表示装置の一種である液晶パネルDと、第2の部材としての保護板として機能する保護ガラスPとが、接着剤G(図1参照)が展延されて形成された中間層としての接着剤層GLを挟んで構成された部品である。本実施の形態で製造される接合部材Cは、典型的には携帯電話のディスプレイに用いられる部品である。以降、本実施の形態では、第1の部材が液晶パネルDであり、第2の部材が保護ガラスPであるとして説明する。
液晶パネルDは、携帯電話のディスプレイに適した大きさで、矩形板状に形成されている。液晶パネルDの面は、平面又は凸状もしくは凹状の曲面に形成されている。接合部材Cの適用条件により、液晶パネルDの2つの面が両方とも同じ形に形成される場合も片方ずつ別の形に形成される場合もあるが、典型的には保護ガラスPに貼り付けられる面とは逆の面は平面に形成されている。液晶パネルDには、組み込まれた液晶の素子に電圧を印加するための配線Wが接続されている。
保護ガラスPは、液晶パネルDよりも一回り大きな矩形板状に形成されている。保護ガラスPも液晶パネルD同様、接合部材Cの適用条件により、それぞれの面がそれぞれ平面又は凸状もしくは凹状の曲面に形成され、典型的には液晶パネルDに貼り付けられる面とは逆の面は平面に形成されている。
接着剤層GLを形成する接着剤Gは、誘電体(絶縁体)としての合成樹脂を含み、紫外線が照射されることで硬化するように構成されている。接着剤Gが誘電体(絶縁体)としての合成樹脂を含んでいると、静電気が帯電しやすくなる。接着剤層GLは、液晶パネルDと保護ガラスPとを貼り付けると共に、硬化した際には液晶パネルDと保護ガラスPとの間隔を所定の間隔に保持する中間層の役割をするものである。接合部材C中における接着剤Gの量は、液晶パネルDと保護ガラスPとの間隔を所定の間隔とするために介在させるべき中間層の厚さとなる量になっている。接着剤Gは、図1に示されるように液晶パネルDの上に塗布された後、保護ガラスPが液晶パネルDとの間隔を所定の間隔にして置かれたときに、接着剤Gが硬化するまでの間に保護ガラスPの自重で所定の間隔が変わらないような粘度となっている。すなわち、2つの部材を重力方向に押圧して貼り付ける際に、上方の部材の重さで所定の間隔が変わらないような粘度となっている。
再び図1に戻って接合部材製造装置1の説明を続ける。ベース10は、液晶パネルDを載せるための台である載置台11と、載置台11を移動させる搬送テーブル12とを有している。載置台11の上面は、載置された液晶パネルDを安定させる観点から、液晶パネルDの接着剤Gが塗布される面とは反対側の面(反接着剤塗布面)の形状に合わせて形成されている(本実施の形態では平面)。また、載置台11は、典型的には、液晶パネルDと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により液晶パネルDを真空吸着できるように構成されている。しかしながら、吸着しなくても載置台11に載置された液晶パネルDが保護ガラスPに貼り付けられるまで動かない場合は、吸着手段(通気孔及び真空ポンプ)を設けなくてもよい。典型的には、載置台11において液晶パネルDに配線W(図2参照)が取り付けられるが、配線W(図2参照)が取り付けられた液晶パネルDが載置台11に載置されることとしてもよい。載置台11は、導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。載置台11は、ノズル21、26に接続された塗布電源42の端子42aと電気ケーブル81、82を介して、貼付装置30に接続された貼付電源43の端子43aと電気ケーブル81、83を介して、及び接地電位Eと電気ケーブル81、80を介して、それぞれ接続されている。搬送テーブル12は、液晶パネルDを前工程より受け取る位置から、保護ガラスPが貼り付けられて構成された接合部材Cを次工程へ渡す位置まで、制御装置60の指令により移動するように構成されている。
ノズルユニット20は、接着剤Gを液晶パネルDに供給する2本のノズル21、26(以下、「一部分ノズル21」、「他部分ノズル26」と区別する)を有している。典型的には、一部分ノズル21の径よりも他部分ノズル26の径の方が大きく形成されているが、両者が同径であってもよい。一部分ノズル21は、接着剤Gを一時的に貯留する貯留ケースとしてのシリンジ23に連通して取り付けられている。他部分ノズル26は、接着剤Gを一時的に貯留する貯留ケースとしてのシリンジ28に連通して取り付けられている。両シリンジ23、28は、接着剤Gが貯留されている貯留タンク(不図示)にそれぞれ個別に接続されている。すなわち、貯留タンク(不図示)は、シリンジ23用のものとシリンジ28用のものとが別々に設けられている。各貯留タンク(不図示)の内部には、接着剤Gが蓄えられている領域と空気が充満されている空気領域とを隔てるダイアフラム(不図示)が設けられており、空気領域内を加圧することにより接着剤Gを両ノズル21、26に供給することができるように構成されている。各貯留タンク(不図示)の空気領域の加圧は制御装置60の指令によって行われ、一部分ノズル21からの接着剤Gの吐出と、他部分ノズル26からの接着剤Gの吐出とを、個別に制御することができるように構成されている。両シリンジ23、28は、制御装置60の指令によって作動するロボットアーム(不図示)にそれぞれ接続され、液晶パネルDに対する一部分ノズル21及び他部分ノズル26の位置をそれぞれ移動させることができるように構成されている。なお、各ノズル21、26は、シリンジ23、28を省略して直接貯留タンク(不図示)に接続されることとしてもよく、この場合は制御装置60によって開閉が制御されるバルブ(不図示)を各ノズル21、26に設け、制御装置60によるバルブ(不図示)の開閉動作により接着剤Gの吐出を制御するように構成するとよい。
一部分ノズル21及び他部分ノズル26は、共に導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。一部分ノズル21は、電気ケーブル85、84を介して塗布電源42の端子42bに接続されている。電気ケーブル85には、電気回路の開閉を行うためのスイッチ85sが設けられている。他部分ノズル26は、電気ケーブル86、84を介して塗布電源42の端子42bに接続されている。電気ケーブル86には、電気回路の開閉を行うためのスイッチ86sが設けられている。スイッチ85s、86sは、それぞれ制御装置60からの指令により開閉動作を行うように構成されている。また、一部分ノズル21には、吐出される接着剤Gの温度を上昇(昇温)させる加熱手段としての電気ヒータ22が設けられている。電気ヒータ22は、典型的には一部分ノズル21とシリンジ23との間に設けられている。電気ヒータ22は、制御装置60からの指令により出力の調節ができ、一部分ノズル21から吐出される接着剤Gへ与える熱量を調節することができるように構成されている。これにより、一部分ノズル21から吐出される接着剤Gの温度が調節可能になっている。
貼付装置30は、保護ガラスPを保持する吸着保持具31と、吸着保持具31を移動させる搬送アーム32とを有している。吸着保持具31は、保護ガラスPと接する面が、保護ガラスPの反接着面の形状に合わせて形成されている(本実施の形態では平面)。また、吸着保持具31は、保護ガラスPと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により保護ガラスPを真空吸着できるように構成されている。吸着保持具31は、導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。吸着保持具31は、電気ケーブル88を介して貼付電源43の端子43bと接続されている。電気ケーブル88には、電気回路の開閉を行うためのスイッチ88sが設けられている。スイッチ88sは、制御装置60からの指令により開閉動作を行うように構成されている。搬送アーム32は、保護ガラスPを前工程より受け取る位置から、載置台11に載置された液晶パネルDに対する所定の位置まで、制御装置60の指令により移動するように構成されている。
ノズルユニット20及び貼付装置30は、上述のように、ベース10に対して移動可能に構成されていることにより、載置台11に載置された液晶パネルDに接着剤Gを塗布する際はノズルユニット20がベース10の上方に位置して貼付装置30がベース10から離れた位置に退避し、保護ガラスPを液晶パネルDに貼り付ける際は貼付装置30がベース10の上方に位置してノズルユニット20がベース10から離れた位置に退避するようになっている。
ノズルユニット20がベース10の上方に位置しているときに、スイッチ85sが入ると一部分ノズル21と載置台11との間に電界が形成され、スイッチ86sが入ると他部分ノズル26と載置台11との間に電界が形成される。したがって、載置台11、一部分ノズル21及び他部分ノズル26、塗布電源42、電気ケーブル81、82、84、85、86は、電界を形成する手段を構成する。ノズル21、26と載置台11との間に電界が形成されると、ノズル21、26から供給される接着剤Gの表面と載置台11ひいては液晶パネルDとに正負逆の電荷(静電気)が帯電し、互いに接着剤Gを吸引し合って、ノズル21、26から供給されて液晶パネルDに接触する接着剤Gが細くなる。塗布電源42は、載置台11と一部分ノズル21及び/又は他部分ノズル26との間に電圧を印加する電圧源であり、典型的には交流電源であるが、直流電源であってもよい。
他方、貼付装置30がベース10の上方に位置しているときにスイッチ88sが入ると、吸着保持具31と載置台11との間に電界が形成される。したがって、載置台11、吸着保持具31、貼付電源43、電気ケーブル81、83、88は、電界形成手段を構成する。吸着保持具31と載置台11との間に電界が形成されると、液晶パネルDに塗布された接着剤Gと吸着保持具31ひいては保護ガラスPとに正負逆の電荷(静電気)が帯電し、互いに接着剤Gを吸引し合って、保護ガラスPに接触する昇温された部分の接着剤Gが細くなる。貼付電源43は、載置台11と吸着保持具31との間に電圧を印加する電圧源であり、典型的には、接着剤Gの塗布形状によって直流電源及び交流電源の種類を選択するとよい。例えば、接着剤Gの塗布形状が一点の点状の場合は、接着剤Gの一部分が先細りして保護ガラスPに接液すれば、接液部分が次第に周囲に広がるため、その後に電圧を印加しなくてよい。したがって、接着剤Gの塗布形状が一点の点状の場合は、接着剤Gが保護ガラスPに接液する瞬間に電界を形成し、接着剤Gを通して電極間(載置台11と吸着保持具31との間)が短絡した後は電界の形成が行われない直流電圧を印加することが好ましい。このようにすると、不要な電圧を印加しなくて済む。他方、接着剤Gの塗布範囲が広く、あるいは接着剤Gを多点に塗布する等、接着剤Gの塗布形状が一点の点状でない複雑な形状の場合は、接着剤Gの一部分が接液した後でも電界の形成が継続し、接着剤Gの他の部分が接液するまで電界の静電作用が継続する交流電圧を印加することが好ましい。
カメラ51は、液晶パネルDと保護ガラスPとが貼り付けられる際の、接着剤Gの状態を画像により監視するものである。カメラ51は、特に、液晶パネルDに塗布された接着剤Gが保護ガラスPに接触したか否かを監視するように構成されている。カメラ51は、液晶パネルDと保護ガラスPとが貼り付けられる際にベース10及び貼付装置30の側方に位置するように配設されている。カメラ51は、制御装置60と信号ケーブルで接続されており、撮影した画像をデータとして随時制御装置60に送信できるように構成されている。
UV照射器55は、液晶パネルDと保護ガラスPとが接着剤Gを介して貼り付けられた後に、液晶パネルDと保護ガラスPとの相対位置を決定する目的で接着剤Gを硬化させるために紫外線を照射する機器である。本実施の形態では、接着剤Gが紫外線硬化型の接着剤であるため紫外線を照射することとしているが、接着剤Gが所定の波長の電磁波によって硬化する性質を有していれば、その接着剤Gの特性に合う所定の波長の電磁波を照射する機器に適宜変更すればよい。所定の波長の電磁波は、電波、赤外線、可視光線、紫外線、X線、ガンマ線といった区別で規定することができるほか、特定の波長(ナノメートル)の範囲を持って規定することもできる。UV照射器55は、制御装置60と信号ケーブルで接続されており、制御装置60の指令により紫外線を照射するタイミングを制御することができるように構成されている。
制御装置60は、ベース10、ノズルユニット20、貼付装置30を移動させ、各装置間の位置関係を調節する。また、制御装置60は、一部分ノズル21から吐出される接着剤Gの量及び温度を調節し、他部分ノズル26から吐出される接着剤Gの量を調節するように構成されている。また、制御装置60は、塗布電源42による印加電圧及び貼付電源43による印加電圧をそれぞれ調節することができるように構成されている。また、制御装置60は、スイッチ85s、86s、88sをそれぞれ開閉することができるように構成されている。また、制御装置60は、カメラ51から画像信号を受信して、接着剤Gが保護ガラスPに接触したか否かを検出し、基準時から接着剤Gが保護ガラスPに接触するまでの時間を計測することができるように構成されている。ここで、「基準時」は、接着剤Gが保護ガラスPに接触するまでの時間を計測することにより接着剤Gの粘度を評価することができる範囲で任意に設定することができ、本実施の形態では載置台11と吸着保持具31との間に電界形成を開始したときとしている。また、制御装置60は、UV照射器55が紫外線を照射するタイミングを制御することができるように構成されている。
上述の接合部材製造装置1の構成の説明では、電気ヒータ22が一部分ノズル21を通過する接着剤Gを加熱する位置に配設されていることとしたが、シリンジ23内の接着剤Gを加熱する位置に配設されていてもよく、貯留タンク(不図示)内に貯留されている接着剤Gを加熱する位置に配設されていてもよい。また、液晶パネルDに貼り付けられる保護ガラスPが、保護ガラスPを真空吸着により保持する吸着保持具31で保持されることとしたが、チャック爪等により把持される把持具によって保持されるように構成されていてもよい。
次に図3を参照して、本発明の第2の実施の形態に係る接合部材製造方法について説明する。図3は、本発明の第2の実施の形態に係る接合部材製造方法を説明するフローチャートである。以下の説明において、本実施の形態の接合部材製造方法は、接合部材製造装置1(図1参照)の作用と併せて説明するが、他の装置によって行われるものであってもよい。以下の説明で接合部材製造装置1の構成及び接合部材Cを示す参照符号に言及しているときは、適宜図1及び図2を参照することとする。
接合部材Cを製造するに際し、まず、前工程で準備された液晶パネルDが収容されている液晶トレー(不図示)の近傍まで制御装置60が搬送テーブル12を動かし、ロボット(不図示)が液晶トレー(不図示)内の1つの液晶パネルDをつかみ、反接着剤塗布面を下方に向けて載置台11に載置する(S1)。液晶パネルDが載置台11に載置されたら、制御装置60は搬送テーブル12をノズルユニット20の下方に移動する。次に制御装置60は、貯留タンク(不図示)内の空気領域を加圧して、貯留タンク(不図示)内の接着剤Gを両シリンジ23、28並びに一部分ノズル21及び他部分ノズル26に圧送して、液晶パネルDに接着剤Gを塗布する(S2)。液晶パネルDへの接着剤Gの塗布は、後に保護ガラスPを貼り付けたときに液晶パネルDと保護ガラスPとの間が所定の厚さの接着剤層GLで充填されるような塗布形態及び塗布量で行われる。
例えば図4に示すように、接着剤Gの塗布形態は、矩形の液晶パネルDに対して、矩形の重心を通り長手方向に長い矩形状に塗布された主要部Gm、矩形状の主要部Gmの4つの角のそれぞれから矩形の液晶パネルDの最も近い角に向かってそれぞれ線状に伸びる4つの誘導部(第1誘導部Gb1、第2誘導部Gb2、第3誘導部Gb3、第4誘導部Gb4)を有するように塗布することが一例として挙げることができる。液晶パネルDに塗布された接着剤Gの各部Gm、Gb1〜Gb4は、分離されずに連続している。以下、再び図3に戻って接合部材製造方法の説明を続けるが、以降の説明においては図4も適宜参照するものとする。
液晶パネルDへの接着剤Gの塗布は、第1誘導部Gb1を形成する接着剤Gは一部分ノズル21から吐出し(一部分塗布工程:S2−1)、その他の部分(主要部Gm、第2誘導部Gb2、第3誘導部Gb3、第4誘導部Gb4)を形成する接着剤Gは他部分ノズル26から吐出する(他の部分塗布工程:S2−2)ことにより行う。図3のフローチャートでは、一部分塗布工程(S2−1)の後に他の部分塗布工程(S2−2)を行うように示されているが、両工程(S2−1、S2−2)を並行して行ってもよく、他の部分塗布工程(S2−2)の後に一部分塗布工程(S2−1)を行ってもよい。
一部分塗布工程(S2−1)において、一部分ノズル21から接着剤Gを塗布する際に、制御装置60は電気ヒータ22に通電して昇温させた接着剤Gを液晶パネルDに供給して、第1誘導部Gb1を形成する。これは、後の液晶パネルDと保護ガラスPとを貼り付ける工程(S7)において接着剤G中への気泡の混入を低減するために接合部材Cを形成する部材D、G、Pを電界中に置いたときに、第1誘導部Gb1の接着剤Gが他の部分よりも保護ガラスP側に伸びて保護ガラスPへの接触面積が小さくなるようにするために、この部分に塗布される接着剤Gの粘度を低くするためである。他方、他の部分塗布工程(S2−2)において、他部分ノズル26から接着剤Gを塗布する際には、周囲環境温度(一部分ノズル21から吐出される接着剤Gよりも低温)の接着剤Gを液晶パネルDに供給して、主要部Gm及び第2誘導部Gb2〜第4誘導部Gb4を形成する。このように、昇温された接着剤Gが、液晶パネルDに塗布される接着剤G全体の一部分となることにより、トリガーとなる部分(本実施の形態では第1誘導部Gb1)が形成される(トリガー誘発処理工程:S3)。なお、一部分ノズル21によって主要部Gmを形成する接着剤Gを塗布し、他部分ノズル26によって4つの誘導部Gb1〜Gb4を形成する接着剤Gを塗布してもよい。この場合、主要部Gmの大部分を形成する際に電気ヒータ22を通電させないで周囲環境温度の接着剤Gを塗布し、その後に電気ヒータ22を通電させ昇温させた接着剤Gを塗布して主要部Gmの残りの一部分を形成することとなる。あるいは、電気ヒータ22を通電させた一部分ノズル21によって主要部Gmの一部分にトリガーとなる部分を形成する接着剤Gを塗布し、他部分ノズル26によって残りの主要部Gm及び4つの誘導部Gb1〜Gb4を形成する接着剤Gを塗布してもよい。
接着剤塗布工程(S2)において、一部分ノズル21及び他部分ノズル26から接着剤Gを吐出する際、典型的には、制御装置60がスイッチ85s、86sを入れ、一部分ノズル21と載置台11との間及び他部分ノズル26と載置台11との間に電界を形成する。接着剤Gをノズル21、26から吐出する際に両電極11、21あるいは両電極11、26の間に電界を形成すると、各ノズル21、26から吐出される接着剤Gが細くなって(図5参照)液晶パネルDとの接触面積が小さくなると共に、液晶パネルDと接着剤Gとの濡れ特性が向上することにより、接着剤Gが液晶パネルDに接触する際あるいは接着剤G同士が接触する際に接着剤G中に気泡が発生しにくくなるため好ましい。なお、接着剤塗布工程(S2)において電界を形成しなくても接着剤G中に気泡が発生しにくい場合は、電界を形成しなくてもよい。
液晶パネルDに接着剤Gを塗布し(S2)、トリガーを誘発する処理がなされると(S3)、制御装置60は搬送テーブル12を貼付装置30の下方に移動し、液晶パネルDと保護ガラスPとが接着剤Gを挟んで対向する位置になるようにする(S4)(図6参照)。このとき貼付装置30は、あらかじめ、保護ガラスPが収容されているガラストレー(不図示)から1枚の保護ガラスPを吸着保持具31が吸着保持し、接着剤Gが塗布された液晶パネルDが搬送されてくるのを待機している。液晶パネルDと保護ガラスPとを対向配置したら、制御装置60は、スイッチ88sを入れて載置台11と吸着保持具31との間に電界を形成する(S5)と共に、時間の計測を開始する(S6)。
載置台11と吸着保持具31との間に電界が形成されると、液晶パネルDに塗布された接着剤Gには静電気が帯電するので、保護ガラスPの方に引き寄せられるように伸びる。このとき、第1誘導部Gb1の接着剤Gは、他の部分(主要部Gm及び第2誘導部Gb2〜第4誘導部Gb4)の接着剤Gよりも、温度が高いために粘度が低くなっているのでより保護ガラスP側に近づいている(図1参照)。この状態で制御装置60は、液晶パネルDと保護ガラスPとを相対的に近づけるように、搬送アーム32又は/及び搬送テーブル12を移動して、液晶パネルDと保護ガラスPとを接着剤Gを介して貼り付ける(S7)。このとき、液晶パネルD上に矩形状に塗布されている接着剤Gの一部分(第1誘導部Gb1)が他の部分よりも伸びていることで、塗布された接着剤G全体に比べて面積の小さい第1誘導部Gb1が最初に保護ガラスPに接触することとなる。より詳しく言えば、接着剤Gが最初に保護ガラスPに接触する際には、接着剤Gの分子間力と電界の作用とが相俟って、第1誘導部Gb1中のさらに一部のより小さな面積が保護ガラスPに接触する。このように小さな面積の接着剤Gが最初に保護ガラスPに接触するので、接着剤G中への気泡の混入を抑制することができる。接着剤Gが最初に保護ガラスPに接触した後は、そこを基点として周囲に広がるように順次他の部分の接着剤が保護ガラスPに接触していくため、接着剤G全体にわたって気泡の混入を抑制することができる。貼付工程(S7)において、制御装置60は、液晶パネルDと保護ガラスPとの間隔が所定の間隔となるように搬送アーム32又は/及び搬送テーブル12を移動する。これにより液晶パネルDと保護ガラスPとに挟まれた接着剤Gが展延し、液晶パネルDと保護ガラスPとの間に接着剤層GLが形成される。なお、搬送アーム32又は/及び搬送テーブル12を移動して液晶パネルDと保護ガラスPとの間隔を短くしてからスイッチ88sを入れて電界を形成することとしてもよい。また、主要部Gmにトリガーとなる部分を形成した場合でも同様の作用及び効果を得ることができる。
また、貼付工程(S7)の際、カメラ51は接着剤Gの状態の画像を取得して制御装置60に送信し、画像データを受信した制御装置60は、接着剤Gが保護ガラスPに最初に接触したときに時間の計測を止め、計時開始(基準時:S6)から接着剤Gが保護ガラスPに最初に接触するまでの時間が所定の時間であるか否かを判断する(S8)。ここでの「所定の時間」は、昇温した接着剤Gの粘度の妥当性を判断する指標となっている。つまり、電界中に置かれたときの接着剤Gの伸びは接着剤Gの粘度に関係しており、貼付工程(S7)における搬送アーム32又は/及び搬送テーブル12の移動条件が同じ場合、接着剤Gが保護ガラスPに最初に接触するまでの時間は、粘度が低いほど短く、粘度が高いほど長くなる。本実施の形態では、接着剤Gの粘度は、接着剤Gが保護ガラスPに最初に接触する際に気泡の混入を実質的に回避することができる程度(接合部材Cとしての実用に耐えうる程度)に接触面積を小さくできる低さの粘度で、液晶パネルDに保護ガラスPを貼り付けた後の接着剤Gが硬化するまでに接着剤層GLの厚みが実質的に変わらない程度の高さの粘度とするようにしている。このような粘度の接着剤Gが、基準時から保護ガラスPに最初に接触するまでの時間を所定の時間としている。このような粘度には幅があり、したがって所定の時間も幅がある。
基準時から接着剤Gが保護ガラスPに最初に接触するまでの時間が所定の時間であるか否かを判断する工程(S8)において、所定の時間でない場合は、制御装置60は、電気ヒータ22の出力を調節して一部分ノズル21から吐出される接着剤Gの温度を調節する(S9)。このようなフィードバック制御を行うことにより、以後は適切な粘度の接着剤Gが液晶パネルDに塗布されることとなる。他方、基準時から接着剤Gが保護ガラスPに最初に接触するまでの時間が所定の時間であるか否かを判断する工程(S8)において所定の時間である場合、及び温度調節(S9)を行った後は、制御装置60はUV照射器55を作動させ、紫外線を接着剤Gに照射する(S10)。紫外線を接着剤Gに照射することで、接着剤Gを本硬化(接合部材Cとしての使用に耐えうる程度の硬化)又は仮硬化(本硬化するまでに液晶パネルDと保護ガラスPとの間隔が変化しない程度の硬化)する。接着剤Gが硬化することで、接着剤層GLが流動しなくなり、接合部材Cが出来上がる。製造された接合部材Cは、搬送手段(不図示)により次工程に搬送される。なお、紫外線の照射は、ベース10上で行ってもよく、接着剤Gを介して貼り付けられた液晶パネルDと保護ガラスPとをベース10とは別の場所に搬送してから行ってもよい。
上述した実施の形態では、液晶パネルD上の接着剤Gの温度を上昇させる加熱手段として、電気ヒータ22を一部分ノズル21に設け、一部分ノズル21から吐出される接着剤Gを昇温させることとしたが、これに代えて以下のように構成してもよい。
図7は、本発明の第1の実施の形態の変形例に係る接合部材製造装置を説明する図であり、図7(a)は第1の変形例に係る接合部材製造装置の載置台11Aの平面図、図7(b)は第2の変形例に係る接合部材製造装置の載置台11まわりの平面図である。
図7(a)に示す第1の変形例では、一部分ノズル21(図1参照)に電気ヒータ22(図1参照)を設ける代わりに、載置台11Aに加熱手段としての電気ヒータ11hが埋め込まれている。電気ヒータ11hは、平面視における載置台11Aに対して、載置台11Aに載置された液晶パネルDに接着剤Gが塗布されたときに、接着剤G中の温度を上昇させたい部分(本実施の形態の変形例では第1誘導部Gb1)に熱を与えることができる位置(典型的には第1誘導部Gb1の鉛直下方となる位置)に設けられている。電気ヒータ11hは、制御装置60(図1参照)からの指令により出力の調節ができるように構成されている。その他の構成は、一部分ノズル21に電気ヒータ22が設けられていない点を除き、不図示の部分も含めて、接合部材製造装置1(図1参照)と同様である。第1の変形例では、電気ヒータ11hを発熱させることにより、載置台11Aに載置された液晶パネルDに塗布された接着剤Gの第1誘導部Gb1のさらに一部分を、液晶パネルDを介して(伝熱)、又は液晶パネルDを透過して(輻射)、昇温させる。この、昇温された接着剤Gが、液晶パネルDに塗布される接着剤G全体の一部分となることにより、トリガーとなる部分(第1誘導部Gb1)が形成される(トリガー誘発処理工程S3(図3参照)に対応)。トリガーを形成することの効果は、上述の第2の実施の形態に係る接合部材製造方法の説明で述べたとおり、接着剤Gが最初に保護ガラスPに接触する際の接触面積を小さくして、接着剤G中への気泡の混入を抑制することである。
図7(b)に示す第2の変形例では、一部分ノズル21(図1参照)に電気ヒータ22(図1参照)を設ける代わりに、加熱手段としての電磁波照射器の一種である熱線照射器15が、載置台11の脇に設けられている。熱線照射器15は、熱線(赤外線)Fを照射する機器であり、制御装置60(図1参照)からの指令を受けて熱線Fの照射の有無を制御することができるように構成されている。熱線照射器15は、載置台11に載置された液晶パネルDに塗布された接着剤G中の温度を上昇させたい部分(本実施の形態の変形例では第1誘導部Gb1)に熱線Fを照射できる位置に設けられている。なお、加熱手段としての電磁波照射器は、接着剤Gに吸収されて熱エネルギに変わる電磁波を照射することができるものであればよい。上記以外の構成は、一部分ノズル21に電気ヒータ22が設けられていない点を除き、不図示の部分も含めて、接合部材製造装置1(図1参照)と同様である。この第2の変形例では、熱線照射器15から照射された熱線Fを、載置台11に載置された液晶パネルDに塗布された接着剤Gの第1誘導部Gb1のさらに一部分に当てることにより、当該部分の接着剤Gの温度を上昇させる。この、昇温された接着剤Gが、液晶パネルDに塗布される接着剤G全体の一部分となることにより、トリガーとなる部分(第1誘導部Gb1)が形成される(トリガー誘発処理工程S3(図3参照)に対応)。トリガーを形成することの効果は、上述の第2の実施の形態に係る接合部材製造方法の説明で述べたとおり、接着剤Gが最初に保護ガラスPに接触する際の接触面積を小さくして、接着剤G中への気泡の混入を抑制することである。
上述した第1の変形例や第2の変形例とは別の、第3の変形例として、以下のように構成してもよい。第3の変形例は、図1に示す接合部材製造装置1において、ノズルユニット20中の他部分ノズル26まわりの構成を省略し、電気ヒータ22が設けられた一部分ノズル21(1本のノズル)で、液晶パネルDに塗布するすべての接着剤Gを吐出するように構成する。そして、液晶パネルDに塗布する接着剤G中の温度を上昇させたい部分(本実施の形態の変形例では第1誘導部Gb1)に塗布する接着剤Gを吐出するときは電気ヒータ22を発熱させ、それ以外の部分(主要部Gmや第2〜4誘導部Gb2〜Gb4)に塗布する接着剤Gを吐出するときは電気ヒータ22の発熱を停止する。このように構成することにより、構成部材を削減して構成を単純にしたうえで、液晶パネルDに塗布された接着剤Gの一部分(第1誘導部Gb1)を昇温させてトリガーを誘発する処理を施すことができる。なお、第3の変形例のノズル部分以外の構成は、接合部材製造装置1(図1参照)と同様である。
上述した実施の形態(変形例も含む)では、接着剤G中の昇温させる部分の温度調節の手段として、カメラ51により撮影した画像のデータに基づいて、基準時から接着剤Gが保護ガラスPに最初に接触するまでの時間が所定の時間になるようにフィードバック制御を行うこととした。この、カメラ51により撮影した画像を用いる手段に代えて、電極として機能する載置台11(11A)と、同じく電極として機能する吸着保持具31とをケーブルで接続し、接着剤Gが保護ガラスPに接触したときに電流が流れることを検出する手段を用いてもよい。このように構成すると、基準時から電流の流れを検出するまでの時間を計測することにより、基準時から接着剤Gが保護ガラスPに最初に接触するまでの時間を把握することができる。したがって、例えば図3に示すフローチャートの工程S8において、基準時から電流の流れを検出するまでの時間が所定の時間になるようにフィードバック制御を行えばよい。
次に図8を参照して、本発明の第3の実施の形態に係る接合部材製造装置3を説明する。図8は、接合部材製造装置3の主要部分の概略系統図である。接合部材製造装置3は、第1の部材としての液晶パネルDを保持するベース310と、接着剤Gを吐出する接着剤塗布装置としてのノズル326を有するノズルユニット320と、第2の部材としての保護ガラスPを保持する貼付装置330と、接着剤Gまわりに電界を形成する電界形成手段(電源43等)と、液晶パネルDと保護ガラスPとに挟まれた接着剤Gを硬化させる電磁波を照射する電磁波照射手段としてのUV照射器55と、液晶パネルDを接着剤Gが塗布される位置から保護ガラスPが貼り付けられる位置まで移動する反転アーム62と、傾斜装置と接近装置との機能を兼ねる回転アーム63と、接合部材製造装置3の動作を制御する制御装置360とを備えている。傾斜装置は、接着剤Gが塗布された液晶パネルDを傾ける装置であり、接近装置は、保護ガラスPを液晶パネルDに接近させる装置である。本実施の形態で取り扱う液晶パネルD、保護ガラスP、接着剤G、及び製造される接合部材は、上述の接合部材製造装置1(図1参照)で取り扱うものと同様であるとして説明する。また、UV照射器55は、上述の接合部材製造装置1(図1参照)におけるものと同様の構成であるので、上述の当該記載を援用することとし、説明を省略する。
ベース310は、液晶パネルDを保持するパネル保持具311と、パネル保持具311が固定されたテーブル312とを有している。パネル保持具311の液晶パネルDが接する面は、保持された液晶パネルDを安定させる観点から、液晶パネルDの接着剤Gが塗布される面とは反対側の面(反接着剤塗布面)の形状に合わせて形成されている(本実施の形態では平面)。また、パネル保持具311は、液晶パネルDと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により液晶パネルDを真空吸着できるように構成されている。パネル保持具311は、導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。パネル保持具311は、ノズル326に接続された塗布電源42の端子42aと電気ケーブル81、82を介して、貼付装置330に接続された貼付電源43の端子43aと電気ケーブル81、83を介して、及び接地電位Eと電気ケーブル81、80を介して、それぞれ接続されている。テーブル312は、典型的には絶縁材料で形成されている。
ノズルユニット320は、典型的には1本のノズル326を有しているが、複数のノズルを有していてもよい。複数のノズルを有する場合、典型的には同様に構成されたノズルが複数設けられる。ノズル326は、導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。ノズル326は、電気ケーブル86を介して塗布電源42の端子42bに接続されている。電気ケーブル86には、電気回路の開閉を行うためのスイッチ86sが設けられている。スイッチ86sは、制御装置360からの指令により開閉動作を行うように構成されている。ノズル326は、接着剤Gを一時的に貯留する貯留ケースとしてのシリンジ328に連通して取り付けられている。シリンジ328は、接着剤Gが貯留されている貯留タンク(不図示)に接続されている。貯留タンク(不図示)の内部には、接着剤Gが蓄えられている領域と空気が充満されている空気領域とを隔てるダイアフラム(不図示)が設けられており、空気領域内を加圧することにより接着剤Gをノズル326に供給することができるように構成されている。貯留タンク(不図示)の空気領域の加圧は制御装置360の指令によって行われ、ノズル326からの接着剤Gの吐出の有無を制御することができるように構成されている。シリンジ328は、制御装置360の指令によって作動するロボットアーム(不図示)に接続され、液晶パネルDに対するノズル326の位置を移動させることができるように構成されている。なお、ノズル326は、シリンジ328を省略して直接貯留タンク(不図示)に接続されることとしてもよく、この場合は制御装置360によって開閉が制御されるバルブ(不図示)をノズル326に設け、制御装置360によるバルブ(不図示)の開閉動作により接着剤Gの吐出を制御するように構成するとよい。
貼付装置330は、保護ガラスPを保持する吸着保持具331と、吸着保持具331が固定されたテーブル332とを有している。吸着保持具331は、保護ガラスPと接する面が、保護ガラスPの反接着面の形状に合わせて形成されている(本実施の形態では平面)。また、吸着保持具331は、保護ガラスPと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により保護ガラスPを真空吸着できるように構成されている。吸着保持具331は、導電性の材料(典型的には金属)で形成されており、電極として機能するように構成されている。吸着保持具331は、電気ケーブル88を介して貼付電源43の端子43bと接続されている。電気ケーブル88には、電気回路の開閉を行うためのスイッチ88sが設けられている。スイッチ88sは、制御装置360からの指令により開閉動作を行うように構成されている。
反転アーム62は、パネル保持具311の液晶パネルDが接触する平面の垂線に直交する軸62sと、軸62sに取り付けられて軸62sに直交する方向に延びる脚部62aと、脚部62aの両端のうち軸62sに固定された端部とは反対側の端部に取り付けられてテーブル312をつかむハンド62cとを有している。ハンド62cは、C型に形成されていて制御装置360からの指令により開閉動作をする部材であり、閉じたときにテーブル312をつかみ、開いたときにテーブル312を離すように構成されている。反転アーム62は、軸62s回りに回動することにより、軸62sを中心として脚部62aの長さを半径とする円周上をハンド62cが図8中のR1で示す方向に回動するように構成されている。ハンド62cが、液晶パネルDが保持されたテーブル312をつかんで回動することにより、液晶パネルDを接着剤Gが塗布される位置から保護ガラスPが貼り付けられる位置まで移動することができるように構成されている。
回転アーム63は、パネル保持具311の液晶パネルDが接触する平面の垂線、及び吸着保持具331の保護ガラスPが接触する平面の垂線に直交する軸63sと、テーブル312をつかむ上方アーム64と、テーブル332をつかむ下方アーム65とを有している。上方アーム64は、L字型の脚部64aと、反転アーム62のハンド62cと同様に構成されたハンド64cとを有している。ハンド64cは脚部64aの一端に取り付けられている。脚部64aの他端は軸63sに取り付けられている。下方アーム65は、上方アーム64の脚部64aに対応する脚部65aと、ハンド64cに対応しテーブル332をつかむハンド65cとを有しており、上方アーム64と同様に構成されている。上方アーム64と下方アーム65とは、基準の位置が互いに対称形になるように、共に軸63sに取り付けられている。このように取り付けられていることにより、両ハンド64c、65cがそれぞれテーブル312、332をつかんでいるときに、両テーブル312、332の向かい合う対向面を平行にすることができ、液晶パネルDと保護ガラスPとを対向する位置に配置することができる。脚部65aは、制御装置360からの指令により、テーブル332の面の垂線方向に移動することができるように、軸63sに取り付けられている。脚部64aもテーブル312の面の垂線方向に移動することができるように構成されていてもよい。回転アーム63は、軸63s回りに回動することにより、両テーブル312、332の向かい合う対向面を平行に維持したまま、両テーブル312、332を図8中のR2で示す方向に回動するように構成されている。液晶パネルDが保持されたテーブル312をハンド64cがつかみ、保護ガラスPが保持されたテーブル332をハンド65cがつかんで回動することにより、液晶パネルD及び保護ガラスPを同じ傾斜で傾けることができるように構成されている。
ベース310がノズルユニット320側にあり、ノズル326がパネル保持具311の上方に位置しているときに、スイッチ86sが入るとノズル326とパネル保持具311との間に電界が形成される。したがって、パネル保持具311、ノズル326、塗布電源42、電気ケーブル81、82、86は、電界を形成する手段を構成する。塗布電源42は、パネル保持具311とノズル326との間に電圧を印加する電圧源であり、典型的には交流電源であるが、直流電源であってもよい。他方、ベース310が貼付装置330側にあり、パネル保持具311と吸着保持具331とが対向して位置しているときにスイッチ88sが入ると、吸着保持具331とパネル保持具311との間に電界が形成される。したがって、吸着保持具331、パネル保持具311、貼付電源43、電気ケーブル81、83、88は、電界形成手段を構成する。貼付電源43は、パネル保持具311と吸着保持具331との間に電圧を印加する電圧源であり、接着剤Gの塗布形状に応じて交流電源又は直流電源が選択される。
制御装置360は、反転アーム62及び回転アーム63を動かし、ベース310、ノズルユニット320、貼付装置330を移動させ、各装置間の位置関係を調節する。また、制御装置360は、ノズル326から吐出される接着剤Gの量を調節するように構成されている。また、制御装置360は、塗布電源42による印加電圧及び貼付電源43による印加電圧をそれぞれ調節することができるように構成されている。また、制御装置360は、スイッチ86s、88sをそれぞれ開閉することができるように構成されている。また、制御装置360は、UV照射器55が紫外線を照射するタイミングを制御することができるように構成されている。
次に図9を参照して、本発明の第4の実施の形態に係る接合部材製造方法について説明する。図9は、本発明の第4の実施の形態に係る接合部材製造方法を説明するフローチャートである。以下の説明において、本実施の形態の接合部材製造方法は、接合部材製造装置3(図8参照)の作用と併せて説明するが、他の装置によって行われるものであってもよい。以下の説明で接合部材製造装置3の構成及び接合部材Cを示す参照符号に言及しているときは、適宜図2及び図8を参照することとする。
接合部材Cを製造するに際し、まず、前工程で準備された液晶パネルDが収容されている液晶トレー(不図示)の近傍まで、制御装置360がレール(不図示)に沿ってテーブル312を動かし、ロボット(不図示)が液晶トレー(不図示)内の1つの液晶パネルDをつかみ、反接着剤塗布面を下方に向けてパネル保持具311に載置する(S41)。液晶パネルDがパネル保持具311に載置されたら、制御装置360はテーブル312をノズルユニット320の下方に移動すると共に、パネル保持具311で液晶パネルDを吸引保持する。次に制御装置360は、貯留タンク(不図示)内の空気領域を加圧して、貯留タンク(不図示)内の接着剤Gをシリンジ328及びノズル326に圧送して、液晶パネルDに接着剤Gを塗布する(S42)。液晶パネルDへの接着剤Gの塗布は、後に保護ガラスPを貼り付けたときに液晶パネルDと保護ガラスPとの間が所定の厚さの接着剤層GLで充填されるような塗布形態及び塗布量で行われる。本実施の形態においても、図4に示す態様で接着剤Gを塗布することができる。
接着剤塗布工程(S42)において、ノズル326から接着剤Gを吐出する際、典型的には、制御装置360がスイッチ86sを入れ、ノズル326とパネル保持具311との間に電界を形成する。接着剤Gをノズル326から吐出する際に両電極311、326の間に電界を形成すると、ノズル326から吐出される接着剤Gが細くなって(図5参照)液晶パネルDとの接触面積が小さくなると共に、液晶パネルDと接着剤Gとの濡れ特性が向上することにより、接着剤Gが液晶パネルDに接触する際あるいは接着剤G同士が接触する際に接着剤G中に気泡が発生しにくくなるため好ましい。なお、接着剤塗布工程(S42)において電界を形成しなくても接着剤G中に気泡が発生しにくい場合は、電界を形成しなくてもよい。
液晶パネルDに接着剤Gを塗布したら(S42)、反転アーム62のハンド62cがテーブル312の端部をつかみ、脚部62aを軸62s回りに回動して(図8中のR1方向に回動)、液晶パネルDを保持したベース310を貼付装置330の上方に移動し、液晶パネルDと保護ガラスPとが接着剤Gを挟んで対向する位置になるようにする(S43)。このとき貼付装置330は、あらかじめ、保護ガラスPが収容されているガラストレー(不図示)から1枚の保護ガラスPを吸着保持具331が吸着保持し、接着剤Gが塗布された液晶パネルDが搬送されてくるのを待機している。
液晶パネルDと保護ガラスPとを対向配置したら、回転アーム63を構成する上方アーム64のハンド64cがテーブル312の端部をつかみ、下方アーム65のハンド65cがテーブル332の端部をつかむ。上方アーム64のハンド64cがテーブル312の端部をつかんだら、反転アーム62のハンド62cはテーブル312を放し、反転アーム62はノズルユニット320側に退避する。ハンド64c、65cがテーブル312、332の端部をそれぞれつかんだら、制御装置360は、回転アーム63を軸63s回りに回動して(図8中のR2方向に回動)、液晶パネルDと保護ガラスPとの相対位置を維持したまま、液晶パネルD及び保護ガラスPを傾ける(S44)。すると、液晶パネルDに塗布されている接着剤Gに高さの差ができ、上方に位置する接着剤Gが重力の作用により下方に位置する接着剤Gへ、塗布された接着剤G内で寄ってきて、上方に位置する接着剤Gの量よりも下方に位置する接着剤Gの量の方が多くなる。下方に位置する接着剤Gの量が相対的に多くなると、これが電界中に置かれたときに、接着剤Gの量が相対的に多い一部分が、他の部分よりも液晶パネルDの反対側に伸びるようになる。つまり、液晶パネルD及び保護ガラスPを傾ける(S44)ことが、トリガーを誘発することとなる。これにより、より伸びる部分の接着剤Gが小さい面積で保護ガラスPに接触することになり、接着剤Gへの気泡の混入を抑制することができる。なお、このような作用を奏するために、本実施の形態で用いられる接着剤Gは、塗布された液晶パネルDを傾けることにより下方に集まる一方、液晶パネルDに接触する部分の面積(塗布面積)が実質的に変わらない(製造された接合部材Cの接着剤層GLが所定の間隔を維持できなくなるほど流れていかない)ような粘度であることが好ましい。
回転アーム63を回動して液晶パネルD及び保護ガラスPを傾けたら(S44)、制御装置360は、スイッチ88sを入れてパネル保持具311と吸着保持具331との間に電界を形成する(S45)。パネル保持具311と吸着保持具331との間に電界が形成されると、液晶パネルDに塗布された接着剤Gには静電気が帯電するので、保護ガラスPの方に引き寄せられるように伸びる。このとき、下方に集まった接着剤Gは、他の部分(上方)の接着剤Gよりも、保護ガラスP側に近づいている。この状態で制御装置360は、液晶パネルDと保護ガラスPとを相対的に近づけるように脚部65a(及び/又は脚部64a)を図8中のR3に示すような往復方向に移動して、液晶パネルDと保護ガラスPとを接着剤Gを介して貼り付ける(S46)。このとき、パネル保持具311及び吸着保持具331の互いに対向する面が平行を維持しながら貼り付けられる。
このとき、液晶パネルD上に矩形状に塗布されている接着剤Gの一部分(下方の部分)が他の部分よりも伸びていることで、塗布された接着剤G全体に比べて面積の小さい下方の部分が最初に保護ガラスPに接触することとなる。より詳しく言えば、接着剤Gが最初に保護ガラスPに接触する際には、接着剤Gの分子間力と電界の作用とが相俟って、下方の部分の中のさらに一部のより小さな面積が保護ガラスPに接触する。このように小さな面積の接着剤Gが最初に保護ガラスPに接触するので、接着剤G中への気泡の混入を抑制することができる。接着剤Gが最初に保護ガラスPに接触した後は、そこを基点として周囲に広がるように順次他の部分の接着剤Gが保護ガラスPに接触していくため、接着剤G全体にわたって気泡の混入を抑制することができる。貼付工程(S46)において、制御装置360は、液晶パネルDと保護ガラスPとの間隔が所定の間隔となるように脚部65a及び/又は脚部64aを図8中のR3に示すような往復方向に移動する。これにより液晶パネルDと保護ガラスPとに挟まれた接着剤Gが展延し、液晶パネルDと保護ガラスPとの間に接着剤層GLが形成される。
液晶パネルDと保護ガラスPとを所定の間隔となるように貼り付けたら、制御装置360はUV照射器55を作動させ、紫外線を接着剤Gに照射する(S47)。紫外線を接着剤Gに照射することで、接着剤Gを本硬化(接合部材Cとしての使用に耐えうる程度の硬化)又は仮硬化(本硬化するまでに液晶パネルDと保護ガラスPとの間隔が変化しない程度の硬化)する。接着剤Gが硬化することで、接着剤層GLが流動しなくなり、接合部材Cが出来上がる。製造された接合部材Cは、搬送手段(不図示)により次工程に搬送される。なお、紫外線の照射は、貼付装置330上で行ってもよく、接着剤Gを介して貼り付けられた液晶パネルDと保護ガラスPとを貼付装置330とは別の場所に搬送してから行ってもよい。UV照射(S47)を貼付装置330とは別の場所に搬送して行う場合は、貼付工程(S46)の後、回転アーム63を軸63s回りに回動して液晶パネルDと保護ガラスPとを水平に戻し、パネル保持具311の吸引保持を解除すると共にハンド65cがテーブル332を放したうえで、テーブル332が搬送される。
以上の説明では、第1の部材が液晶パネルDであり、第2の部材が保護ガラスPであるとしたが、それぞれが他の部材(例えば光ディスク基板)であってもよい。また、第1の部材が保護ガラスPで第2の部材が液晶パネルDであってもよい。また、第1の部材が載置台11(又はパネル保持具311)に載置され、第2の部材が吸着保持具31(又は吸着保持具331)に保持されるとしたが、第2の部材が載置台11に(又はパネル保持具311)に載置され、第1の部材が吸着保持具31(又は吸着保持具331)に保持されることとしてもよい。