JP2010022726A - 有床義歯およびその製造方法 - Google Patents
有床義歯およびその製造方法 Download PDFInfo
- Publication number
- JP2010022726A JP2010022726A JP2008190330A JP2008190330A JP2010022726A JP 2010022726 A JP2010022726 A JP 2010022726A JP 2008190330 A JP2008190330 A JP 2008190330A JP 2008190330 A JP2008190330 A JP 2008190330A JP 2010022726 A JP2010022726 A JP 2010022726A
- Authority
- JP
- Japan
- Prior art keywords
- floor
- denture
- resin
- acetal
- center
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Dental Prosthetics (AREA)
Abstract
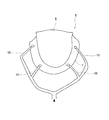
【解決手段】人工歯2とそれを支える義歯床部3とからなる有床義歯1において、義歯床部3が、人工歯2を支持すると共に歯茎の土手に載るU字状の床縁部4と、このU字状の床縁部4に自身の外周縁7が一体化されることで床縁部4の内側に連設され、それにより床縁部4を補強する床中央部5とからなり、この床中央部がアセタルの成形品で構成され、床縁部4が前記アセタル樹脂とは異なる熱硬化性樹脂または熱可塑性樹脂(例えばアクリル樹脂)の成形品で構成されている。
【選択図】図1
Description
即ち、まず、義歯使用者の上顎と下顎の一方または双方の口腔内印象を採取し、口腔印象から上顎と下顎の石膏模型を作製し、石膏模型にワックスを適用して蝋型を作製し、蝋型に人工歯を配列して蝋義歯を作製し、蝋義歯を石膏中に埋没し、ワックスを除去し、ワックス除去により形成される空洞(成形空間)内にアクリル樹脂等のレジンを注入、充填し、レジンが硬化した後に義歯とレジン床とを掘り出し、研磨、修正して義歯を完成させている。
本発明の有床義歯は、総義歯、局部義歯、上顎用有床義歯および下顎用有床義歯のいずれにも適用できるものであるが、本実施形態は上顎用床義歯への適用例を示している。
縁部4の成形樹脂の絡まりを強めるための凹部(多数の小孔)8や凸部(凸条)9などが形成されている。また、床中央部5は、全体に亘り略一定の肉薄成形品として形成されている。
この製造方法は、大まかに述べると、最初に、床中央部5を熱可塑性のアセタル樹脂を射出成形することで製作し、次に、予め製作しておいたアセタル製の床中央部5と人工歯2を成形型にセットして、成形型にアセタル樹脂とは異なる熱硬化性樹脂または熱可塑性樹脂を充填することで床縁部4を製作し、それにより人工歯2と床縁部4と床中央部5とが一体化された有床義歯1を得るというものである。
図5はその工程を示している。
2 人工歯
3 義歯床部
4 床縁部
5 床中央部
Claims (8)
- 人工歯とそれを支える義歯床部とからなる有床義歯において、
該義歯の少なくとも一部がアセタルの成形品で構成されていることを特徴とする有床義歯。 - 前記義歯床部の少なくとも一部がアセタルの成形品で構成されていることを特徴とする請求項1に記載の有床義歯。
- 前記義歯床部が、前記人工歯を支持すると共に歯茎の土手に載るU字状の床縁部と、このU字状の床縁部に自身の外周縁が一体化されることで前記床縁部の内側に連設され、それにより前記床縁部を補強する床中央部とからなり、該床中央部がアセタルの成形品で構成され、前記床縁部が前記アセタル樹脂とは異なる熱硬化性樹脂または熱可塑性樹脂の成形品で構成されていることを特徴とする請求項2に記載の有床義歯。
- 前記アセタルの成形品で構成された床中央部の外周縁が、後から成形された前記床縁部の成形樹脂中に埋設されることで、前記床中央部と床縁部とが一体化されていることを特徴とする請求項3に記載の有床義歯。
- 前記アセタルの成形品で構成された床中央部の外周縁に、前記床縁部の成形樹脂の絡まりを強める凹凸が形成されていることを特徴とする請求項4に記載の有床義歯。
- 前記床中央部が、全体に亘り略一定の肉薄成形品として形成されていることを特徴とする請求項3〜5のいずれか1項に記載の有床義歯。
- 人工歯とそれを支える義歯床部とからなる有床義歯の製造方法において、
前記義歯床部を、歯茎の土手に載るU字状の床縁部と、このU字状の床縁部を補強する床中央部とに分けて構成するものとし、最初に、前記床中央部を熱可塑性のアセタル樹脂を射出成形することで製作し、次に、予め製作した前記アセタル製の床中央部と前記人工歯を成形型にセットして、該成形型に前記アセタル樹脂とは異なる熱硬化性樹脂または熱可塑性樹脂を充填することで前記床縁部を製作し、それにより、前記人工歯と床縁部と床中央部とが一体化された有床義歯を得ることを特徴とする有床義歯の製造方法。 - 前記床中央部をアセタル樹脂で射出成形する際に、先に行くほど経路断面積が小さくなるように形成された複数のスプルーを通して樹脂を成形型の成形空間に充填することを特徴とする請求項7に記載の有床義歯の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190330A JP5380011B2 (ja) | 2008-07-23 | 2008-07-23 | 有床義歯およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190330A JP5380011B2 (ja) | 2008-07-23 | 2008-07-23 | 有床義歯およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010022726A true JP2010022726A (ja) | 2010-02-04 |
| JP5380011B2 JP5380011B2 (ja) | 2014-01-08 |
Family
ID=41729121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008190330A Active JP5380011B2 (ja) | 2008-07-23 | 2008-07-23 | 有床義歯およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5380011B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6782032B1 (ja) * | 2019-08-19 | 2020-11-11 | 株式会社ULTI−Medical | 口腔接触部が軟らかい義歯およびその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0788121A (ja) * | 1993-06-25 | 1995-04-04 | Yamahito Kogure | 医療用補綴物の製作方法 |
| JP2005006864A (ja) * | 2003-06-18 | 2005-01-13 | Casting In:Kk | 義歯に用いる金属床及びそれを使用した義歯、義歯における金属床のリベース方法 |
-
2008
- 2008-07-23 JP JP2008190330A patent/JP5380011B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0788121A (ja) * | 1993-06-25 | 1995-04-04 | Yamahito Kogure | 医療用補綴物の製作方法 |
| JP2005006864A (ja) * | 2003-06-18 | 2005-01-13 | Casting In:Kk | 義歯に用いる金属床及びそれを使用した義歯、義歯における金属床のリベース方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5380011B2 (ja) | 2014-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6781816B2 (ja) | 義歯床及びその製造方法、人工歯及びその製造方法並びに有床義歯及びその製造方法 | |
| JP2017524448A (ja) | 歯科補綴物の製造方法 | |
| JP5276786B2 (ja) | 歯形形成フィルムとそれを用いた人工歯冠の形成方法 | |
| JP6817689B2 (ja) | 歯科補綴物の製作方法及び重合用フラスコ | |
| US4094067A (en) | Method for producing artificial denture | |
| JP2005118575A (ja) | 歯科補綴材 | |
| JP5380011B2 (ja) | 有床義歯およびその製造方法 | |
| JP2007236465A (ja) | 多層人工歯用本体部材 | |
| WO2016142407A1 (en) | Process for producing a denture | |
| CN105976686A (zh) | 包胶注射成型的口腔实习模型及方法 | |
| US11944511B2 (en) | Additively manufactured denture base with bracing body | |
| JP2004298599A (ja) | 人工歯およびその製造方法 | |
| KR20190061954A (ko) | 임플란트용 어버트먼트 시적을 위한 패턴 레진 성형키트 | |
| JP2005066166A (ja) | 人工歯の成形方法 | |
| KR101657432B1 (ko) | 절결홈이 형성된 의치 일체용 잇몸을 이용한 틀니 제조방법 | |
| JPH11216148A (ja) | クラウン・ブリッジ | |
| JP2007000324A (ja) | 義歯及びその製造方法 | |
| JP5030259B2 (ja) | 蝋義歯の製造方法 | |
| JP5243649B1 (ja) | 装飾歯 | |
| KR101478208B1 (ko) | 지르코니아-레진 인레이 및 그 제조방법 | |
| JP2008119210A (ja) | 義歯及び義歯粘膜床の製造方法 | |
| RU2811785C1 (ru) | Способ изготовления зубного протеза и зубной протез | |
| KR101657431B1 (ko) | 연장부재가 결합된 의치 일체용 잇몸을 이용한 틀니 제조방법 | |
| JP2007289645A (ja) | 有床部分義歯 | |
| JP2605575Y2 (ja) | 有床義歯 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130930 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5380011 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |