JP2010017752A - 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 - Google Patents
精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 Download PDFInfo
- Publication number
- JP2010017752A JP2010017752A JP2008182130A JP2008182130A JP2010017752A JP 2010017752 A JP2010017752 A JP 2010017752A JP 2008182130 A JP2008182130 A JP 2008182130A JP 2008182130 A JP2008182130 A JP 2008182130A JP 2010017752 A JP2010017752 A JP 2010017752A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- particles
- casting
- precision casting
- stucco material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Mold Materials And Core Materials (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【解決手段】Al2 O3 :70〜90重量%、SiO2 :10〜30重量%及びその他の酸化物:0〜5重量%からなり、且つムライト結晶又はムライト及びコランダムの混合結晶から構成される粒子であって、粒子径が0.05〜0.5mm、見掛気孔率が5〜14%である耐火性多孔質球状粒子により、精密鋳造用鋳型製造用スタッコ材を構成した。
【選択図】なし
Description
Al2 O3 源原料及びSiO2 源原料として、それぞれ、水酸化アルミニウムと粘土鉱物を用い、それらを粉砕して、常法に従って泥漿を調製した後、その得られた泥漿をスプレードライヤー法にて造粒することにより、球状の造粒物を得た。次いで、かかる得られた造粒物を、種々の焼成温度及び焼成時間にて焼成することによって、種々の見掛気孔率を有する耐火性粒子を作製し、そして、篩い分けすることによって、下記表1に示される如き見掛気孔率を有する各種の耐火性粒子A〜H(粒子径:0.1〜0.2mm)を得た。また、そのような耐火性粒子について、化学分析及びX線回折測定による結晶相の同定を行なったところ、Al2 O3 :71.2重量%、SiO2 :26.3重量%及びその他の酸化物:2.5重量%からなり、且つムライト結晶又はムライト及びコランダムの混合結晶からなるものであることが確認された。そして、かかる作製された耐火性粒子A〜Hについて、それぞれ、以下の試験を行なった。
バインダとして、コロイダルシリカの30重量%と、骨材として、ムライト粒の70重量%とを混合、懸濁せしめることにより、スラリーを作製し、かかるスラリー中に、略矩形状のろう模型(横35mm×縦150mm×厚さ10mm)をディッピングした。そして、上記で作製された耐火性粒子を、かかるスラリーの被覆されたろう模型に対して、スタッコイングした。そして、かかるスタッコイングされたろう模型を乾燥した後、ろう模型の角部における耐火性粒子の付着漏れの有無を、目視にて観察し、付着漏れがひどい場合を×、付着漏れが僅かにある場合を△、付着漏れがない場合を○として、付着性の評価を行なった。その結果を、下記表1に併せて示す。
容量3Lの磁器製ミル中に、10mmφの磁器製ボールの500gを投入し、そこに、上記で作製された耐火性粒子の1kgを加えて、回転数:20rpmにて、30分間の回転を行なった。その後、ミル内の耐火性粒子を取り出して、篩い分けを行なうことにより、0.1mm以下に粉砕された粒子の重量を求め、その重量比(0.1mm以下に粉砕された粒子の重量(kg)/1kg×100)から、摩耗率(%)を求めた。その結果を、下記表1に併せて示す。
先ず、精密鋳造用鋳型製造用スタッコ材として、ムライト結晶又はムライト及びコランダムの混合結晶を形成する耐火物原料を粉砕、混合して泥漿を調製し、スプレードライヤー法にて球状の造粒物を造粒した後、得られた造粒物をロータリーキルン内で焼成して、ジョークラッシャー及びロールブレーカーを用いて解砕し、篩い分けすることによって、下記表2に示される如き化学組成、見掛気孔率、粒子形状及び粒子径を有する耐火性粒子(耐火性多孔質球状粒子)1a〜1eを準備した。また、耐火物原料及びその配合割合並びに焼成条件等を変化させることによって、下記表2に示される如き種々の化学組成及び見掛気孔率を有する耐火性粒子(耐火性多孔質球状粒子)2a〜2c、3a〜3b、4a〜4c、5a、6a〜6b及び7a〜7bを、それぞれ準備した。
略矩形状のろう模型(横35mm×縦150mm×厚さ10mm)を用意し、それを、上記で準備された骨材1を含むスラリー中にディッピングした。次いで、ろう模型を被覆するスラリーが乾かないうちに、上記で準備された耐火性粒子1aをスタッコイングし、その後、40℃で120分間の乾燥を行なうことにより、第1層(最内層)のセラミックコーティング層を形成した。
第1層のセラミックコーティング層を形成するためのスタッコ材として、耐火性粒子1aの75重量%とムライト粒aの25重量%との混合物を用いること以外は、上記供試品1と同様にして、鋳型を作成し、かかる鋳型を用いて、上記と同様にして鋳造を行なうことにより、供試品2を得た。そして、得られた供試品2について、供試品1と同様にして、鋳型との寸法差、表面粗度及び鋳造欠陥の有無を調べ、またそれらの結果を基に、総合評価を行なった。その結果を、下記表4に併せて示す。
スラリーに混合せしめられる骨材として、それぞれ、下記表4に示されるものを使用し、またスタッコ材として、それぞれ、下記表4に示されるものを用いること以外は、上記供試品1と同様にして、鋳型を作成し、かかる鋳型を用いて、上記と同様にして鋳造を行なうことにより、供試品3〜5を得た。そして、得られた供試品3〜5について、供試品1と同様にして、鋳型との寸法差、表面粗度及び鋳造欠陥の有無を調べ、またそれらの結果を基に、総合評価を行なった。その結果を、下記表4に併せて示す。
スラリーに混合せしめられる骨材として、それぞれ、下記表5に示されるものを使用し、またスタッコ材として、それぞれ、下記表5に示されるものを用いること以外は、上記供試品1と同様にして、鋳型を作成し、かかる鋳型を用いて、1650℃の鋳込み温度で、それぞれ、下記表5に示される溶湯を用いて鋳造を行なうことにより、供試品6〜10を得た。そして、得られた供試品6〜10について、供試品1と同様にして、鋳型との寸法差、表面粗度及び鋳造欠陥の有無を調べ、またそれらの結果を基に、総合評価を行なった。その結果を、下記表5に併せて示す。
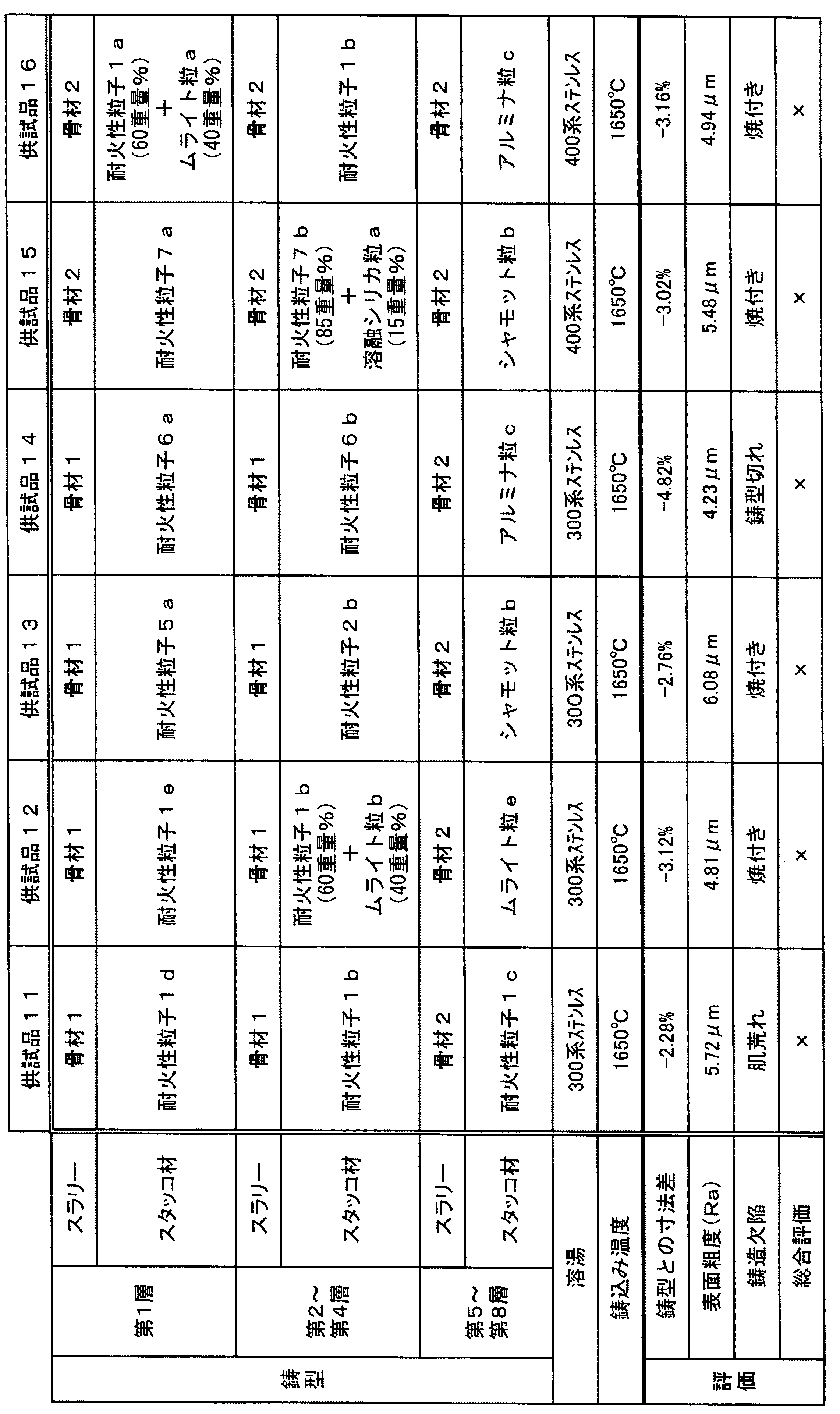
スラリーに混合せしめられる骨材として、それぞれ、下記表6に示されるものを使用し、またスタッコ材として、それぞれ、下記表6に示されるものを用いること以外は、上記供試品1と同様にして、鋳型を作成し、かかる鋳型を用いて、1650℃の鋳込み温度で、それぞれ、下記表6に示される溶湯を用いて鋳造を行なうことにより、供試品11〜16を得た。そして、得られた供試品11〜16について、供試品1と同様にして、鋳型との寸法差、表面粗度及び鋳造欠陥の有無を調べ、またそれらの結果を基に、総合評価を行なった。その結果を、下記表6に併せて示す。
Claims (7)
- Al2 O3 :70〜90重量%、SiO2 :10〜30重量%及びその他の酸化物:0〜5重量%からなり、且つムライト結晶又はムライト及びコランダムの混合結晶から構成される粒子であって、粒子径が0.05〜0.5mm、見掛気孔率が5〜14%である耐火性多孔質球状粒子からなることを特徴とする精密鋳造用鋳型製造用スタッコ材。
- 前記耐火性多孔質球状粒子に対して、更に、その他のアルミナ/シリカ系粒子の少なくとも1種を、30重量%以下の含有量となる割合において混合せしめてなることを特徴とする請求項1に記載の精密鋳造用鋳型製造用スタッコ材。
- 請求項1又は請求項2に記載のスタッコ材を用いて得られたことを特徴とする精密鋳造用鋳型。
- 鋳型壁が複数のセラミックシェル層にて積層、構成されていると共に、それらセラミックシェル層のうち、金属溶湯に接する最内層が、請求項1又は請求項2に記載のスタッコ材を用いて形成されている一方、該最内層よりも外側の少なくとも一つのセラミックシェル層が、前記耐火性多孔質球状粒子及び/又はその他のアルミナ/シリカ系粒子をスタッコ材として用いて形成されていることを特徴とする請求項3に記載の精密鋳造用鋳型。
- 鋳型壁を構成するセラミックシェル層を形成するために用いられるスラリーに、バインダとして、コロイダルシリカ又はエチルシリケートからなる無機バインダが配合されていることを特徴とする請求項3又は請求項4に記載の精密鋳造用鋳型。
- 前記スラリーに、骨材として、アルミナ/シリカ系粒子の少なくとも1種が懸濁せしめられていることを特徴とする請求項5に記載の精密鋳造用鋳型。
- 請求項3乃至請求項6の何れかに記載の精密鋳造用鋳型を解砕し、篩い分けして得られる回収粒が、前記アルミナ/シリカ系粒子に代えて、或いはそれと共に、用いられていることを特徴とする請求項3乃至請求項6の何れか一つに記載の精密鋳造用鋳型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182130A JP5178366B2 (ja) | 2008-07-14 | 2008-07-14 | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008182130A JP5178366B2 (ja) | 2008-07-14 | 2008-07-14 | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010017752A true JP2010017752A (ja) | 2010-01-28 |
| JP5178366B2 JP5178366B2 (ja) | 2013-04-10 |
Family
ID=41703137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008182130A Active JP5178366B2 (ja) | 2008-07-14 | 2008-07-14 | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5178366B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102407275A (zh) * | 2011-04-25 | 2012-04-11 | 湖北工业大学 | 一种铸钢用消失模铸造型壳涂料及其制备方法 |
| JP2013075312A (ja) * | 2011-09-30 | 2013-04-25 | Itochu Ceratech Corp | 精密鋳造用初層鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
| JP2013075313A (ja) * | 2011-09-30 | 2013-04-25 | Itochu Ceratech Corp | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
| CN103317095A (zh) * | 2013-06-08 | 2013-09-25 | 衡阳市嘉励运动器材有限公司 | 一种壳模制作工艺 |
| JP2020138220A (ja) * | 2019-02-28 | 2020-09-03 | 旭有機材株式会社 | 鋳型用接着剤及びその製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0318448A (ja) * | 1989-05-20 | 1991-01-28 | Rolls Royce Plc | セラミック鋳型材料 |
| JPH04224044A (ja) * | 1990-12-25 | 1992-08-13 | Hitachi Ltd | 精密鋳造用高強度鋳型の製造法 |
| JPH0716698A (ja) * | 1993-06-29 | 1995-01-20 | Naigai Ceramics Kk | 鋳型構造 |
| JPH0747444A (ja) * | 1993-08-05 | 1995-02-21 | Mitsubishi Heavy Ind Ltd | 精密鋳造用鋳型の製造方法 |
| JPH0788590A (ja) * | 1993-09-21 | 1995-04-04 | Kao Corp | 鋳型の製造方法および鋳型製造用硬化剤の供給装置 |
| JP2004237288A (ja) * | 2003-02-03 | 2004-08-26 | Toyota Motor Corp | 人工焼結砂およびその製造方法 |
| JP2005324253A (ja) * | 2004-05-12 | 2005-11-24 | Snecma Moteurs | ロストワックス鋳造法 |
-
2008
- 2008-07-14 JP JP2008182130A patent/JP5178366B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0318448A (ja) * | 1989-05-20 | 1991-01-28 | Rolls Royce Plc | セラミック鋳型材料 |
| JPH04224044A (ja) * | 1990-12-25 | 1992-08-13 | Hitachi Ltd | 精密鋳造用高強度鋳型の製造法 |
| JPH0716698A (ja) * | 1993-06-29 | 1995-01-20 | Naigai Ceramics Kk | 鋳型構造 |
| JPH0747444A (ja) * | 1993-08-05 | 1995-02-21 | Mitsubishi Heavy Ind Ltd | 精密鋳造用鋳型の製造方法 |
| JPH0788590A (ja) * | 1993-09-21 | 1995-04-04 | Kao Corp | 鋳型の製造方法および鋳型製造用硬化剤の供給装置 |
| JP2004237288A (ja) * | 2003-02-03 | 2004-08-26 | Toyota Motor Corp | 人工焼結砂およびその製造方法 |
| JP2005324253A (ja) * | 2004-05-12 | 2005-11-24 | Snecma Moteurs | ロストワックス鋳造法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102407275A (zh) * | 2011-04-25 | 2012-04-11 | 湖北工业大学 | 一种铸钢用消失模铸造型壳涂料及其制备方法 |
| JP2013075312A (ja) * | 2011-09-30 | 2013-04-25 | Itochu Ceratech Corp | 精密鋳造用初層鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
| JP2013075313A (ja) * | 2011-09-30 | 2013-04-25 | Itochu Ceratech Corp | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 |
| CN103317095A (zh) * | 2013-06-08 | 2013-09-25 | 衡阳市嘉励运动器材有限公司 | 一种壳模制作工艺 |
| JP2020138220A (ja) * | 2019-02-28 | 2020-09-03 | 旭有機材株式会社 | 鋳型用接着剤及びその製造方法 |
| JP7202216B2 (ja) | 2019-02-28 | 2023-01-11 | 旭有機材株式会社 | 鋳型用接着剤及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5178366B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102481622B (zh) | 用于制造模制覆层的铸型涂料 | |
| CN101268014B (zh) | 基于熔融氧化铝的球形刚玉粒料以及生产所述粒料的方法 | |
| JP5186638B2 (ja) | 溶融した球状コランダムを基礎とする砥粒 | |
| JP5507262B2 (ja) | 鋳型用骨材粒子 | |
| JP5178366B2 (ja) | 精密鋳造用鋳型製造用スタッコ材及びそれを用いた精密鋳造用鋳型 | |
| CN101184563A (zh) | 熔模铸造模具及其制造方法 | |
| WO2010124920A1 (en) | Dispersion, slurry and process for producing a casting mould for precision casting using the slurry | |
| CA2318608C (en) | Investment casting mold and method of manufacture | |
| US6000457A (en) | Investment casting mold and method of manufacture | |
| JP5567353B2 (ja) | 球状耐火粒子及びそれからなる鋳物砂並びにそれを用いて得られた鋳型 | |
| JP6462347B2 (ja) | 鋳型砂とその製造方法 | |
| JP5753754B2 (ja) | 精密鋳造用鋳型 | |
| JP5845040B2 (ja) | 精密鋳造用鋳型の製造方法 | |
| JP2013043180A (ja) | 鋳型砂とその製造方法 | |
| JP2016002572A (ja) | 精密鋳造鋳型製造用スラリー組成物及びその製造方法 | |
| JP6317995B2 (ja) | 精密鋳造鋳型製造用スラリーのフィラー材及びそれを用いて得られたスラリー並びに精密鋳造鋳型 | |
| US12208439B2 (en) | Mullite shell systems for investment castings and methods | |
| JP5980612B2 (ja) | 骨材粒子およびその製造方法 | |
| JP5485353B2 (ja) | 精密鋳造用鋳型製造のためのバックアップスタッコ材及びその製造方法並びにそれを用いて得られた精密鋳造用鋳型 | |
| CN102924094A (zh) | 骨料颗粒及其制造方法 | |
| JP5178338B2 (ja) | 精密鋳造用鋳型製造のためのバックアップスタッコ材及びその製造方法並びにそれを用いて得られた精密鋳造用鋳型 | |
| JPH0440095B2 (ja) | ||
| JPH0952169A (ja) | 溶鋼容器羽口用耐火物 | |
| JP6595688B2 (ja) | 鋳型砂とその製造方法 | |
| JP7714511B2 (ja) | 鋳物砂用耐火骨材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110502 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5178366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |