JP2010017635A - Silicon heating furnace and silicon crushing machine using the same - Google Patents
Silicon heating furnace and silicon crushing machine using the same Download PDFInfo
- Publication number
- JP2010017635A JP2010017635A JP2008179488A JP2008179488A JP2010017635A JP 2010017635 A JP2010017635 A JP 2010017635A JP 2008179488 A JP2008179488 A JP 2008179488A JP 2008179488 A JP2008179488 A JP 2008179488A JP 2010017635 A JP2010017635 A JP 2010017635A
- Authority
- JP
- Japan
- Prior art keywords
- silicon
- furnace
- halves
- cylindrical
- heater
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B17/00—Furnaces of a kind not covered by any preceding group
- F27B17/0016—Chamber type furnaces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Furnace Details (AREA)
- Resistance Heating (AREA)
- Disintegrating Or Milling (AREA)
Abstract
Description
本発明は、原料シリコンを加熱後に急冷して破砕するシリコン破砕装置に関するものであり、特に、原料シリコンの加熱に用いられるシリコン加熱炉に関する。 The present invention relates to a silicon crushing apparatus that rapidly cools and crushes raw silicon, and particularly relates to a silicon heating furnace used for heating raw silicon.
半導体材料として用いられるシリコンウエーハは、略円柱状に形成された単結晶シリコンインゴットをその直径方向に所定の厚さで切断して研磨仕上げして製造される。この単結晶シリコンインゴットは、溶融した原料シリコンに種結晶となる単結晶シリコン片を溶融接触浸させ、然る後、ゆっくりと回転、引き上げながら結晶成長させて製造される。なお、単結晶シリコンインゴットの原料シリコンには、単結晶シリコンインゴット製造時発生する端部の不純物濃縮部分を切断したシリコン塊あるいはシーメンス法やモノシラン法によって製造された粒が用いられる。 A silicon wafer used as a semiconductor material is manufactured by cutting and polishing a single crystal silicon ingot formed in a substantially cylindrical shape at a predetermined thickness in the diameter direction. This single crystal silicon ingot is manufactured by melting and dipping a single crystal silicon piece to be a seed crystal into molten raw material silicon, and then growing the crystal while slowly rotating and pulling up. Note that, as a raw material silicon of the single crystal silicon ingot, a silicon lump obtained by cutting an impurity-concentrated portion at the end portion generated during the manufacture of the single crystal silicon ingot or a grain manufactured by the Siemens method or the monosilane method is used.
原料シリコンの溶融は、原料シリコンを石英製の坩堝に充填し、これを加熱することによって行われるが、原料シリコンの溶融を効率良く行うためには、原料シリコンが塊状の場合、坩堝に隙間無く且つ充填しやすい大きさまで破砕しなければならない。従来、このような原料シリコン塊の破砕は、タングステン製のハンマー等を用いて人力で行われていたが、非常に硬い原料シリコン塊を人力で破砕するのは重労働であり、また、破砕時にハンマー等を形成するタングステンが原料シリコン破砕片の表面に付着して原料シリコンの純度を低下させるという問題があった。 The raw material silicon is melted by filling the raw material silicon into a quartz crucible and heating it, but in order to efficiently melt the raw material silicon, if the raw material silicon is a lump, there is no gap in the crucible. It must be crushed to a size that is easy to fill. Conventionally, such crushing of raw material silicon lumps has been performed manually using a tungsten hammer or the like, but it is heavy labor to crush extremely hard raw material silicon lumps manually, and a hammer is used during crushing. There is a problem that tungsten forming the silicon adheres to the surface of the raw silicon fragment and lowers the purity of the raw silicon.
そこで、このような問題を解決するため、近年では、原料シリコン塊を効率よく破砕するシリコン破砕装置が種々開発されており、その一例が特許文献1に記載されている。特許文献1に記載のシリコン破砕装置1は、図8に示すように、バスケット2に載置した原料シリコン塊3を搬送する搬送装置4と、原料シリコン塊3を加熱するシリコン加熱炉5と、加熱した原料シリコン塊3を水没させて急冷する冷却水槽6とで構成されている。この内、シリコン加熱炉5は、固定側(5a)及び可動側(5b)の2つの円筒炉半体5a,5bを円筒状に組み合わせることによって構成されており、その内部にて加熱対象となる原料シリコン塊3を加熱する。
Therefore, in order to solve such problems, various silicon crushing apparatuses for efficiently crushing the raw silicon lump have been developed in recent years, and an example thereof is described in
かかるシリコン破砕装置1によれば、加熱急冷処理によって原料シリコン塊3の全体にクラックが発生するので、加熱処理後に原料シリコン塊3同士をぶつけ合うだけで、これらを簡単に破砕させることができる。従って、ハンマー等を用いて原料シリコン塊3を破砕する必要がなく、労力を大幅に軽減できると共に、ハンマー等による原料シリコン塊3の汚染を防止できる。
ところで、上述した従来のシリコン加熱炉5では、図8に示すように、固定側及び可動側の円筒炉半体5a,5bのそれぞれが胴長方向にて複数のゾーン(図8に示す例の場合、4つゾーンZ1〜Z4)に分割されており、各ゾーンZ1〜Z4のそれぞれにヒータ7が蛇行して内蔵され(換言すれば、ヒータ7が各ゾーンに対して面状に配置され)、且つ各ゾーンZ1〜Z4に内蔵されたヒータ7が並列に電気接続されている。
By the way, in the above-described conventional
このため、各ゾーンの数と同数しか独立したヒータ7を配設することができず、例えば、可動側の円筒炉半体5bの或るゾーンのヒータ7が断線した場合、シリコン加熱炉5内の加熱バランスが大きく崩れ、原料シリコン塊3の加熱が不均一となる。そうすると、原料シリコン塊3全体に対して均一なクラックを生じさせることができなくなり、後工程で原料シリコン塊3を破砕する際に、破砕した原料シリコン塊3の大きさにバラツキが生じるようになる。その結果、破砕した原料シリコン塊3を効率よく坩堝へ投入して溶融させるのが困難になると云う問題があった。加えて、このような断線が生じた場合、シリコン加熱炉5内の加熱バランスを取るべく主として断線したヒータ7に対面する固定側の円筒炉半体5aのヒータ7に過負荷が掛かるようになり、この固定側の円筒炉半体5aのヒータ7も断線に至ると云う問題もあった。
For this reason, only the same number of
さらに、ヒータ7が各ゾーンに対して面状に配置されているので、断線したヒータ7を交換する際には、シリコン加熱炉5をシリコン破砕装置1から取り外して円筒炉半体5a,5bを全て分解しなければならず修理修復に多大な時間とコストが掛かると云う問題があった。
Further, since the
それゆえに、本発明の主たる課題は、ヒータ断線時に炉内の加熱バランスが大きく崩れるのを防止することができ、しかもヒータ交換などのメンテナンスが容易なシリコン加熱炉とこれを用いたシリコン破砕装置とを提供することである。 Therefore, the main problem of the present invention is that it is possible to prevent the heating balance in the furnace from being greatly broken when the heater is disconnected, and a silicon heating furnace that is easy to perform maintenance such as heater replacement, and a silicon crusher using the silicon heating furnace. Is to provide.
請求項1に記載した発明は、
(a)2つの円筒炉半体24a,24bを円筒状に組み合わせることによって構成され、その内部にて加熱対象となる原料シリコン塊12を加熱するシリコン加熱炉10であって、
(b)前記円筒炉半体24a,24bの胴長と略同等の長さに形成され、且つ石英管64で被覆された複数の直線状のヒータHと、
(c)前記円筒炉半体24a,24bの胴長方向両端側に配置され、前記各ヒータHの長手方向両端部に接続されたリード線68が係脱自在に接続されるブスバー44とを具備し、
(d)前記2つの円筒炉半体24a,24bの内側に、前記複数の直線状のヒータHが、前記円筒炉半体24a,24bの内周方向にて互いに離間し且つ前記円筒炉半体24a,24bの胴長方向に沿って配列されると共に、
(e)前記ヒータHのそれぞれが、その長手方向両端部において前記ブスバー44を介して電気的に並列接続されている、
ことを特徴とするシリコン加熱炉10である。
The invention described in
(a) A
(b) a plurality of linear heaters H formed to have a length substantially equal to the length of the
(c)
(d) Inside the two
(e) Each of the heaters H is electrically connected in parallel via the
This is a
本発明のシリコン加熱炉10では、円筒炉半体24a,24bに内蔵される複数の直線状のヒータHが、円筒炉半体24a,24bの胴長と略同等の長さに形成されると共に、円筒炉半体24a,24bの内周方向にて互いに離間し、且つ円筒炉半体24a,24bの胴長方向に沿って配置されているので、円筒炉半体24a,24b内に多数本の独立したヒータHを配設することができる。その結果、或るヒータHが断線したとしても、主として断線したヒータHに隣接する一対のヒータHで断線したヒータHの発熱量を補うことができ、炉内の加熱バランスが大きく崩れるのを防止することができる。
In the
加えて、本発明のシリコン加熱炉10では、ヒータHが石英管64によって被覆されているので、発熱体の熱容量増加により本加熱炉10内に冷えた物質を入れても炉内の温度降下を軽減することができ、炉内温度を早く設定温度に回復させることができると共に、発熱時にヒータHから放出される金属不純物が炉内に飛散するのを防止することができる。
In addition, in the
また、円筒炉半体24a,24bの内部にて、上述のように配置された各ヒータHの長手方向両端部は、円筒炉半体24a,24bの胴長方向両端側に配設されるようになる。そして、各ヒータHは、その長手方向両端部に接続されたリード線68を介して、円筒炉半体24a,24bの胴長方向両端側に配置されたブスバー44に係脱自在に接続されており、このブスバー44を介して電気的に並列接続されている。
In addition, both longitudinal ends of the heaters H arranged as described above in the
このため、断線したヒータHを交換する際には、まず始めに、断線したヒータHのリード線68をブスバー44から取り外した後、円筒炉半体24a,24bの側面から断線したヒータHを石英管64と共に取り外し、然る後、該ヒータHの箇所に新たなヒータHを固定して両端部のリード線68をブスバー44に接続するだけで、ヒータHの交換が完了する。このように本発明のシリコン加熱炉10では、ヒータHの交換に際して円筒炉半体24a,24bを全て分解する必要がなく、ヒータ交換に掛かる時間やコストを大幅に低減することができる。
For this reason, when replacing the disconnected heater H, first, the
請求項2に記載した発明は、請求項1に記載のシリコン加熱炉10において、「前記円筒炉半体24a,24bの内側に取り付けられた半円筒状の断熱材34の内周面に、前記断熱材34の胴長方向に延びて前記ヒータHをスライド自在に収容する収容溝34aが、周方向に所定の間隔を置いて堀設されている」ことを特徴とするもので、かかる収容溝34aにより、ヒータHの引抜き及び差込み作業をより一層容易且つ迅速に行なうことができる。
The invention described in
請求項3に記載した発明は、請求項1又は2に記載のシリコン加熱炉10において、「前記円筒炉半体24a,24bを周方向にて複数のゾーンに分割し、前記ヒータHを分割した各ゾーン毎に制御する」ことを特徴とするもので、これにより、円筒炉半体24a,24b内にそれぞれ独立したヒータHを多数本配置した場合であっても、シリコン加熱炉10内の温度をゾーン毎にきめ細かく管理することができるようになる。
According to a third aspect of the present invention, in the
請求項4に記載した発明は、上記シリコン加熱炉10を用いたシリコン破砕装置Aであって、
(1)原料シリコン塊12を搬送する搬送装置Cと、
(2)前記原料シリコン塊12を加熱する請求項1乃至3の何れかに記載のシリコン加熱炉10と、
(3)前記シリコン加熱炉で加熱した原料シリコン塊12を水没させて急冷する冷却水槽Wとで構成されている、ことを特徴とする。
The invention described in claim 4 is a silicon crushing apparatus A using the
(1) a transfer device C for transferring the
(2) The
(3) It is characterized by comprising a cooling water tank W in which the raw
この発明では、上記請求項1及び2に記載したシリコン加熱炉10を用いることにより、原料シリコン塊12を均一に加熱することができるので、原料シリコン塊12全体に対して均一なクラックを生じさせることができる。このため、原料シリコン塊12を略均一の大きさに破砕することができ、後工程において破砕した原料シリコン塊12を効率よく坩堝へ投入して溶融させることができる。
In the present invention, since the
本発明によれば、ヒータ断線時に炉内の加熱バランスが大きく崩れるのを防止することができ、しかもヒータ交換などのメンテナンスが容易なシリコン加熱炉とこれを用いたシリコン破砕装置とを提供することができる。 According to the present invention, it is possible to provide a silicon heating furnace that can prevent the heating balance in the furnace from being greatly broken when the heater is disconnected and that is easy to perform maintenance such as heater replacement, and a silicon crushing apparatus using the silicon heating furnace. Can do.
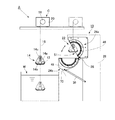
以下、本発明を図面に従って詳述する。図1は、本発明が適用された一実施例のシリコン破砕装置Aを示す構成図である。この図が示すように、本実施例のシリコン破砕装置Aは、大略、搬送装置C,シリコン加熱炉10及び冷却水槽Wで構成されている。
Hereinafter, the present invention will be described in detail with reference to the drawings. FIG. 1 is a configuration diagram showing a silicon crushing apparatus A according to an embodiment to which the present invention is applied. As shown in this figure, the silicon crushing apparatus A of this embodiment is generally composed of a transfer apparatus C, a
搬送装置Cは、原料シリコン塊12が載置されるバスケット14と、バスケット14を吊下げるワイヤ16と、ワイヤ16の「巻取り」及び「繰出し」を行うウインチ18と、ウインチ18を水平方向へ走行させる走行装置20とで構成されており、原料シリコン塊12を破砕する際には、原料シリコン塊12が載置されたバスケット14が、まず、原料シリコン塊12と共にシリコン加熱炉10の内部へ搬入され、該加熱炉10でバスケット14と共に原料シリコン塊12を加熱した後、純水が満たされた冷却水槽Wの中に原料シリコン塊12と共にバスケット14が沈められる。
The transfer device C includes a
搬送装置Cのバスケット14(図1)は、互いに対向して配設された2枚の側面プレート14aと、側面プレート14a間に架け渡され、且つ原料シリコン塊12が載置される複数のパイプ14bとを有しており、各側面プレート14aの上部にはワイヤ連結部14cが取り付けられており、このワイヤ連結部14cにワイヤ16が連結されている。したがって、後述するシリコン加熱炉10では、バスケット14及びワイヤ16との関係を考慮して、加熱室S1の大きさや、出入口22の開閉機構等が設計されている。
The basket 14 (FIG. 1) of the transfer device C includes two
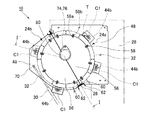
シリコン加熱炉10(図1〜5)は、バスケット14を収容する加熱室S1(図1)を有する円筒炉であり、2つの円筒炉半体24a,24b(具体的には、固定側の円筒炉半体24aと可動側の円筒炉半体24b)を、蝶番26(図3)を介して組み合わせることによって構成されている。そして、シリコン加熱炉10を使用する際には、図1及び図3に示すように、固定側の円筒炉半体24aが支持台28に取り付けられると共に、可動側の円筒炉半体24bに油圧シリンダ装置30が取り付けられ、油圧シリンダ装置30によって円筒炉半体24a,24bの開口部、すなわち出入口22が開閉される。
The silicon heating furnace 10 (FIGS. 1 to 5) is a cylindrical furnace having a heating chamber S1 (FIG. 1) in which a
円筒炉半体24a,24bのそれぞれは、図2,図5及び図6に示すように、半円筒状のハウジング32を備えており、ハウジング32の内側には、図6に示すように、断熱材34、石英管64で被覆されたヒータH及び均熱材36がこの順に組み込まれており、ハウジング32の周方向両端部内面には、断熱材34の径方向への離脱を防止する断面略L字状の径方向離脱防止部材38が設けられている。そして、径方向離脱防止部材38には、断熱材34の周方向端面を覆う周方向端面被覆部材40が取り付けられており、断熱材34の周方向端面と周方向端面被覆部材40との間には、周方向端面冷却管42が配設されている。
Each of the
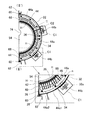
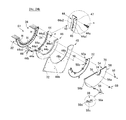
一方、ハウジング32の軸方向両端部には、図7に示すように、複数のヒータHを並列に電気接続するブスバー44及び断熱材34の軸方向への離脱を防止する軸方向離脱防止部材46がこの順に取り付けられている。又、軸方向離脱防止部材46の表面には、取付板48ならびに2種類の支持部材50a及び50bが取り付けられており、支持部材50a及び50bのそれぞれには、側面冷却管52が接触して配置されている。更に、取付板48の表面には、加熱室S1の内側壁を構成する側壁構成部材54がカバー部材56と共に複数の取付具58によって取り付けられている。
On the other hand, as shown in FIG. 7, at both ends in the axial direction of the
さらに、ハウジング32の周方向一方端部外面には、図5に示すように、断面略四角形のパイプ部材60がハウジング32の周方向端縁に沿って取り付けられており、固定側の円筒炉半体24aのパイプ部材60と可動側の円筒炉半体24bのパイプ部材60とが蝶番26を介して連結されている(図3参照)。又、各パイプ部材60には、ハウジング32の変形を防止する断面略L状或いは断面略コ字状の補強部材62が取り付けられている。
Further, as shown in FIG. 5, a
以下には、シリコン加熱炉10の各構成部材について、図面を参照しながらより詳細に説明する。
Below, each structural member of the
ハウジング32は、円筒炉半体24a,24bの外周壁を構成するものであり、図6に示すように、ステンレス(SUS)等の金属からなる板材を半円筒状に曲げ加工することによって構成されている。このハウジング32の軸方向一方端部における周方向両端縁には、図7に示すように、周方向端面冷却管42の両端部42a,42bを外部へ導出するための切欠部63が形成されており、ハウジング34の周方向両端部内面における切欠部63を避けた位置には、図4及び図7に示すように、断面略L字状の径方向離脱防止部材38の一片が溶接またはネジ止め等によって取り付けられている。
The
また、図6に示すように、ハウジング32の軸方向両端部における所定位置には、後述するブスバー44の電極片44bを取り出すための電極取出孔32aが(本実施例の場合、周方向に各2カ所、ハウジング32全体として計4カ所)設けられており、ハウジング32の軸方向中央部における所定位置には、熱電対T(図5参照)を取り付けるための熱電対取付孔32bが設けられている。更に、ハウジング32の外表面には、図2に示すように、電極取出孔32aから取り出された電極片44b(後述)を保護する電極保護カバーC1が取り付けられると共に、熱電対取付孔32bに取り付けた熱電対Tを保護する熱電対保護カバーC2が取り付けられている。
Further, as shown in FIG. 6, at predetermined positions on both ends in the axial direction of the
断熱材34は、ヒータHの熱がハウジング32に直接伝わるのを防止するものであり、図6に示すように、セラミック等のような断熱性及び耐熱性に優れた材料を半円筒状に加工することによって構成されている。そして、断熱材34の内周面には、胴長方向へ延びる複数の溝34aが周方向に所定の間隔を置いて形成されており、これらの溝34aにヒータHが収容される。
The
ヒータH(図4参照)は、棒状または線状(すなわち、直線状)の抵抗加熱ヒータであり、ハウジング32の胴長と略同等の長さに形成された石英管64と、カンタル線などからなり、この石英管64の内部に挿入された発熱体66とで構成されている。
The heater H (see FIG. 4) is a rod-shaped or linear (that is, linear) resistance heater, and is composed of a
ここで、ヒータH(より具体的には発熱体66)を被覆する石英管64は、透明な物及び不透明な物の何れも使用できるが、不透明な物を用いた場合、透明な物に比べてヒータHの熱容量をより一層増加させることができる。
Here, the
また、図4及び図5に示すように、ヒータHの長手方向両端部には、リード線68が接続されており、このリード線68の先端が後述するブスバー44のリード線接続部44aに電気的に接続されている。このため、独立した各ヒータHがブスバー44を介して電気的に並列接続されるようになっている。
As shown in FIGS. 4 and 5, lead
均熱材36は、ヒータHからの熱で均等に加熱されると共に、加熱室S1の内周壁を構成するものであり、石英ガラス等のような耐熱ガラスによって半円筒状に形成されている。この均熱材36を構成する耐熱ガラスは、金属不純物の放散がなく、且つ優れた耐熱性を有するものである。従って、断熱材34及びヒータHの内側にこのような耐熱ガラスからなる均熱材36を配設してシリコン加熱炉10を構成することによって、断熱材34から放散された金属不純物が加熱室S1内へと拡散するのを防止できると共に、炉内の大熱容量化を図ることができ、ヒータHからの熱を均熱材36を介して加熱室S1内へ均等に放射することができる。
The soaking
なお、均熱材36を構成する耐熱ガラスは、上述した石英管64と同様、透明な物及び不透明な物の何れも使用することができる。
In addition, the heat resistant glass which comprises the soaking | uniform-
周方向端面被覆部材40は、断熱材34の周方向端面を覆うことによって断熱材34から放散された金属不純物が加熱室S1内に拡散するのを防止するものであり、図4及び図6に示すように、チタン等のような耐熱性に優れ、且つ熱拡散の生じ難い材料によって帯板状に形成されている。なお、この周方向端面被覆部材40は、径方向離脱防止部材38に螺子止めされる。
The circumferential end
周方向端面冷却管42は、チタン等のような耐熱性に優れ、且つ熱拡散の生じ難い材料からなる管材を略U字状に曲げることによって構成された「通水管」であり、図4及び図6に示すように、断熱材34の周方向端面と周方向端面被覆部材40との間において、周方向端面の全長に亘って配設されている。また、この周方向端面冷却管42における冷媒の流入口及び流出口となる両端部42a,42bは、ハウジング32の切欠部63からシリコン加熱炉10の外部へと導出されている。
The circumferential end
ここで、周方向端面被覆部材40と周方向端面冷却管42とは、互いに独立して配設されてもよいが、本実施例では、周方向端面被覆部材40の裏面に周方向端面冷却管42が溶接されている。したがって、本実施例では、周方向端面被覆部材40を径方向離脱防止部材38に取り付けると同時に周方向端面冷却管42を位置決めでき、周方向端面冷却管42の位置決めの手間を軽減できる。また、周方向端面被覆部材40を周方向端面冷却管42によって効率よく冷却できる。
Here, the circumferential end
ブスバー44は、耐熱性と導電性とに優れた金属材料からなる電極部材であり、図4、図5及び図7に示すように、断熱材34の軸方向端面外縁部に配置され、ヒータHのリード線68が接続される円弧板状のリード線接続片44a1と、該リード線接続片44a1の外周縁から略垂直に曲折して断熱材34の外周面に当接する外周当接片44a2とで構成された円弧状のリード線接続部44a、及び外周当接片44a2の先端から突出した電極片44bを有する。
The
このうちリード線接続部44aを構成するリード線接続片44a1の内周縁側には、同一円弧上に複数のリード線取付孔45が穿設されており、このリード線取付孔45のそれぞれに、各ヒータHのリード線68の先端が係脱自在に取り付けられる。
Among them, a plurality of lead
また、リード線接続片44a1の外周縁側には、ブスバー44を断熱材34の軸方向端面に螺子止めする際に固定ネジnが挿通される複数のネジ孔47が穿設されている。
In addition, a plurality of screw holes 47 through which the fixing screw n is inserted when the
ここで、本実施例のシリコン加熱炉10では、円筒炉半体24a,24bのそれぞれの胴長方向両端部に2つのブスバー44が取り付けられている。このため、円筒炉半体24a,24bが周方向にて2つのゾーンに分割されると共に、各ゾーン別個にヒータHの温度制御ができるようになっている。
Here, in the
軸方向離脱防止部材46は、断熱材34の軸方向端面側に配設され断熱材34の軸方向への離脱を防止するものであり、図4及び図7に示すように、断熱材34の軸方向端面と均熱材36とハウジング32とで囲まれたハウジング32の軸方向両端部の空間に嵌め込まれる略半円弧状の部材である。
The axial
取付板48は、図7に示すように、板材の一部に半円状の切欠部48aを設けることによって形成された部材で、この取付板48表面の所定位置には複数のネジ孔48bが設けられており、取付ネジ70を介して軸方向離脱防止部材46の表面に固定されている。
As shown in FIG. 7, the mounting
なお、取付板48の形状は、図2及び図3に示すように、円筒炉半体24a及び24bのそれぞれで相違しており、固定側の円筒炉半体24aにおける取付板48の形状は、取付対象となる支持台28の形状に応じて設定されており、可動側の円筒炉半体24bにおける取付板48の形状は、油圧シリンダ装置30を取り付ける取付部72を確保できるように設定されている。
2 and 3, the shape of the mounting
支持部材50a及び50bは、均熱材36と軸方向離脱防止部材46とに螺子止めされることにより、均熱材36の軸方向端部を支持するものであり、均熱材36の支持対象部分に応じて使い分けられる。具体的には、支持部材50aは、均熱材36の軸方向端部をその周方向端部において支持するものであり、支持部材50bは、均熱材36の軸方向端部をその周方向端部以外の部分で支持するものである。
The
この支持部材50a及び50bの材質は、特に限定されるものではないが、原料シリコン塊12の金属汚染を防止するためには、チタン等のような耐熱性に優れ、且つ熱拡散の生じ難い材料を用いることが望ましい。
The material of the
側面冷却管52は、チタン等のような耐熱性に優れ、且つ熱拡散の生じ難い材料からなる「通水管」であり、図7に示すように、全ての支持部材50a及び50bに接触するようにして配設されている。つまり、側面冷却管52は、断熱材34の外周縁及び周方向端縁ならびに均熱材36の内周縁に沿って配設されており、側面冷却管52の両端部は、ハウジング32の略中央部においてハウジング32の外側へと導出するように配設されている。
The
支持部材50a及び50bと側面冷却管52とは、互いに独立して配設されてもよいが、本実施例では、各支持部材50a及び50bに側面冷却管52が溶接されている。したがって、本実施例では、支持部材50a及び50bを軸方向離脱防止部材46に取り付けると同時に側面冷却管52を位置決めでき、側面冷却管52の位置決めの手間を軽減できる。また、各支持部材50a及び50bを側面冷却管52によって効率よく冷却できる。
The
側壁構成部材54は、図4及び図7に示すように、断熱材34の軸方向端面を軸方向離脱防止部材46及び取付板48の表面側から覆うとともに加熱室S1の内側壁を構成するものであり、石英ガラス等のような耐熱ガラスによって半円盤状に形成されている。この側壁構成部材54には、加熱室S1に収容されたバスケット14のワイヤ連結部14cを外部へ導出させるための略円形の窓74が形成されている。
As shown in FIGS. 4 and 7, the side
カバー部材56は、図4及び図7に示すように、側壁構成部材54を覆い隠すものであり、側壁構成部材54と対向して配設される半円盤状のカバー板部56aと、カバー板部56aの外周縁から垂直に立ち上がって形成され、側壁構成部材54を収容する空間を構成する周壁部56bとを有しており、カバー板部56aには、側壁構成部材54の窓74に対応する略円形の窓76が形成されている。
As shown in FIGS. 4 and 7, the
なお、カバー板部56aと側壁構成部材54との間には、セラミックシートなどからなる断熱材78が配設されている。又、図2及び図3に示すように、カバー部材56の窓76には、これを開閉自在に封鎖する蓋体80が設けられている。
A
取付具58は、図3及び図7に示すように、側壁構成部材54が取り付けられたカバー部材56を取付板48に取り付けるためのものであり、互いに平行な一対の取付板部58a及び58bと、これらを連結する連結板部58cとで構成された略「Z」字状の部材である。この取付具58は、取付板部58aをカバー板材56の外縁に螺子止めすると共に、取付板部58bを取付板48に螺子止めすることにより、カバー部材56を取付板48に着脱可能に固定する。
As shown in FIGS. 3 and 7, the
本実施例によれば、円筒炉半体24a,24bに内蔵される複数のヒータHが、円筒炉半体24a,24bの胴長と略同等の長さに形成されると共に、円筒炉半体24a,24bの内周方向にて互いに離間し且つ円筒炉半体24a,24bの胴長方向に沿って配置されているので、図5に示すように、円筒炉半体24a,24b内に多数本の独立したヒータHを配設することができる。その結果、或るヒータHが断線したとしても、断線したヒータHに隣接して並行する一対のヒータHで断線したヒータHの発熱量を補うことができ、炉内の加熱バランスが大きく崩れるのを防止することができる。
According to the present embodiment, the plurality of heaters H built in the
また、円筒炉半体24a,24bの内部にて、上述のように配置されたヒータHの長手方向両端部は、図4に示すように、円筒炉半体24a,24bの側面側に配置されるようになる。このため、螺子止めされた取付具58を取り外し、取付板48からカバー部材56と側壁構成部材54とを取り外すだけで、ヒータHの端部が外部に露出するようになる。つまり、ヒータHの交換に際して円筒炉半体24a,24bを全て分解する必要がなく、断線したヒータHを円筒炉半体24a,24bの側面から交換することができ、ヒータ交換に掛かる時間やコストを大幅に低減することができる。
Also, the longitudinal ends of the heater H arranged as described above inside the
10…シリコン加熱炉
12…原料シリコン
24a,24b…円筒炉半体
26…蝶番
28…支持台
30…油圧シリンダ装置
32…ハウジング
34…断熱材
36…均熱材
38…径方向離脱防止部材
40…周方向端面被覆部材
42…周方向端面冷却管
44…ブスバー
46…軸方向離脱防止部材
48…取付板
50a,50b…支持部材
52…側面冷却管
54…側壁構成部材
56…カバー部材
58…取付具
64…石英管
66…発熱体
68…リード線
A…シリコン破砕装置
H…ヒータ
C…搬送装置
W…冷却水槽
T…熱電対
DESCRIPTION OF
Claims (4)
前記円筒炉半体の胴長と略同等の長さに形成され、且つ石英管で被覆された複数の直線状のヒータと、
前記円筒炉半体の胴長方向両端側に配置され、前記各ヒータの長手方向両端部に接続されたリード線が係脱自在に接続されるブスバーとを具備し、
前記2つの円筒炉半体の内側に、前記複数の直線状のヒータが、前記円筒炉半体の内周方向にて互いに離間し且つ前記円筒炉半体の胴長方向に沿って配列されると共に、前記ヒータのそれぞれが、その長手方向両端部において前記ブスバーを介して電気的に並列接続されていることを特徴とするシリコン加熱炉。 A silicon heating furnace that is configured by combining two cylindrical furnace halves in a cylindrical shape and heats a raw material silicon lump to be heated inside,
A plurality of linear heaters formed in a length substantially equal to the length of the cylindrical furnace half and covered with a quartz tube;
A bus bar which is disposed on both ends of the cylindrical furnace half in the body length direction, and which is connected to the both ends in the longitudinal direction of the heaters so as to be detachable;
Inside the two cylindrical furnace halves, the plurality of linear heaters are spaced apart from each other in the inner circumferential direction of the cylindrical furnace halves and arranged along the trunk length direction of the cylindrical furnace halves. In addition, each of the heaters is electrically connected in parallel via the bus bars at both ends in the longitudinal direction.
前記原料シリコンを加熱する請求項1乃至3の何れかに記載のシリコン加熱炉と、
前記シリコン加熱炉で加熱した原料シリコンを水没させて急冷する冷却水槽とで構成されていることを特徴とするシリコン破砕装置。
A transfer device for transferring raw material silicon;
The silicon heating furnace according to any one of claims 1 to 3, wherein the raw silicon is heated;
A silicon crushing apparatus comprising: a cooling water tank that submerged and rapidly cools raw silicon heated in the silicon heating furnace.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008179488A JP5198169B2 (en) | 2008-07-09 | 2008-07-09 | Silicon heating furnace and silicon crusher using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008179488A JP5198169B2 (en) | 2008-07-09 | 2008-07-09 | Silicon heating furnace and silicon crusher using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010017635A true JP2010017635A (en) | 2010-01-28 |
| JP5198169B2 JP5198169B2 (en) | 2013-05-15 |
Family
ID=41703040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008179488A Expired - Fee Related JP5198169B2 (en) | 2008-07-09 | 2008-07-09 | Silicon heating furnace and silicon crusher using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5198169B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113774493A (en) * | 2021-09-30 | 2021-12-10 | 吴利德 | Continuous efficient crystalline silicon stress release equipment |
| JP2022176040A (en) * | 2021-05-12 | 2022-11-25 | コヨ サーモ システム コリア カンパニー リミテッド | Heater power source connection device for heat treatment oven |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103599835B (en) * | 2013-11-20 | 2016-06-15 | 宁夏宁电光伏材料有限公司 | A kind of silico briquette breaking method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0261979A (en) * | 1988-08-26 | 1990-03-01 | Matsushita Electric Ind Co Ltd | Heater and cooking utensil |
| JPH07253276A (en) * | 1994-03-16 | 1995-10-03 | Tokyo Electron Ltd | Heat treating furnace, and manufacture thereof |
| JP2000208236A (en) * | 1999-01-08 | 2000-07-28 | Daido Steel Co Ltd | Seramic heater installing structure on furnace wall |
| JP2005288332A (en) * | 2004-03-31 | 2005-10-20 | Mitsubishi Materials Polycrystalline Silicon Corp | Crushing method of polycrystalline silicon rod |
| WO2009019749A1 (en) * | 2007-08-03 | 2009-02-12 | Teoss Co., Ltd. | Silicon supporting device and silicon heating rapidly cooling apparatus utilizing the same |
| WO2009019756A1 (en) * | 2007-08-06 | 2009-02-12 | Teoss Co., Ltd. | Silicon heating furnace |
-
2008
- 2008-07-09 JP JP2008179488A patent/JP5198169B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0261979A (en) * | 1988-08-26 | 1990-03-01 | Matsushita Electric Ind Co Ltd | Heater and cooking utensil |
| JPH07253276A (en) * | 1994-03-16 | 1995-10-03 | Tokyo Electron Ltd | Heat treating furnace, and manufacture thereof |
| JP2000208236A (en) * | 1999-01-08 | 2000-07-28 | Daido Steel Co Ltd | Seramic heater installing structure on furnace wall |
| JP2005288332A (en) * | 2004-03-31 | 2005-10-20 | Mitsubishi Materials Polycrystalline Silicon Corp | Crushing method of polycrystalline silicon rod |
| WO2009019749A1 (en) * | 2007-08-03 | 2009-02-12 | Teoss Co., Ltd. | Silicon supporting device and silicon heating rapidly cooling apparatus utilizing the same |
| WO2009019756A1 (en) * | 2007-08-06 | 2009-02-12 | Teoss Co., Ltd. | Silicon heating furnace |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022176040A (en) * | 2021-05-12 | 2022-11-25 | コヨ サーモ システム コリア カンパニー リミテッド | Heater power source connection device for heat treatment oven |
| JP7387692B2 (en) | 2021-05-12 | 2023-11-28 | 株式会社韓国ジェイテクトサーモシステム | Heat treatment oven heater power connection device |
| CN113774493A (en) * | 2021-09-30 | 2021-12-10 | 吴利德 | Continuous efficient crystalline silicon stress release equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5198169B2 (en) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5198169B2 (en) | Silicon heating furnace and silicon crusher using the same | |
| JP5564150B2 (en) | Cold crucible induction melting furnace integrated with induction coil and melting furnace | |
| JP4950360B2 (en) | Method and apparatus for semi-continuous casting of hollow ingot | |
| TWI727124B (en) | Glass manufacturing method and preheating method of glass supply pipe | |
| JP5953368B2 (en) | Apparatus and method for producing polycrystalline material having large particle size | |
| SU629902A3 (en) | Melting furnace | |
| EP1774069B1 (en) | Apparatus for growing single crystals from melt | |
| JP4399026B2 (en) | Silicon heating furnace | |
| Bellmann et al. | Silica versus silicon nitride crucible: Influence of thermophysical properties on the solidification of multi-crystalline silicon by Bridgman technique | |
| EP2138468B1 (en) | Water-cooled mold | |
| JP7085546B2 (en) | Methods and equipment for compensating for dimensional fluctuations in the molding body | |
| KR20110056635A (en) | Multi-crystal silicon ingot manufacture apparatus for production of solar cell | |
| KR101573035B1 (en) | Apparatus for processing substrate | |
| KR101907708B1 (en) | Single crystal pulling device and low heat conductive member to be used in single crystal pulling device | |
| JP2009190001A (en) | Crushing apparatus and crushing method of polycrystalline silicon rod | |
| US20110100978A1 (en) | Apparatus for shaping melts comprising inorganic oxides or minerals with an improved heating device | |
| JP5449645B2 (en) | A method of manufacturing a silicon plate for heat treatment. | |
| KR101774040B1 (en) | Cooling structure for ingot growing apparatus | |
| KR101288441B1 (en) | Heater for sublimation refinement and method for forming the same | |
| JP6772753B2 (en) | Polycrystalline silicon reactor | |
| NO813605L (en) | ELECTRO STOVES FOR ELECTRIC Ovens. | |
| WO2012027522A2 (en) | System and method for heating material samples | |
| JP5894486B2 (en) | Forging die apparatus and die attaching / detaching method | |
| JP2002211942A (en) | Drawing machine for glass perform | |
| Kund | Use of Rheocasting Mould in SSM Processing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5198169 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |