JP2010015802A - 水銀放出体および放電ランプの製造方法 - Google Patents
水銀放出体および放電ランプの製造方法 Download PDFInfo
- Publication number
- JP2010015802A JP2010015802A JP2008174158A JP2008174158A JP2010015802A JP 2010015802 A JP2010015802 A JP 2010015802A JP 2008174158 A JP2008174158 A JP 2008174158A JP 2008174158 A JP2008174158 A JP 2008174158A JP 2010015802 A JP2010015802 A JP 2010015802A
- Authority
- JP
- Japan
- Prior art keywords
- mercury
- emitter
- lamp
- mercury emitter
- inclusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
- Discharge Lamp (AREA)
Abstract
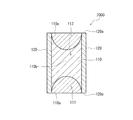
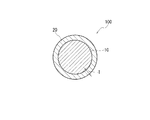
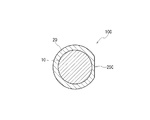
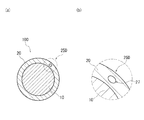
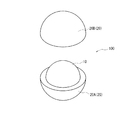
【解決手段】放電ランプ内に水銀を導入するための水銀放出体100であって、水銀とスズとを含有するスズアマルガムから構成された水銀放出部10と、水銀放出部10の外面を覆う包摂部20とを備え、包摂部20は、金属メッキから構成されている、水銀放出体100である。
【選択図】図3
Description
まず、準備した直管状のガラス管300の下端部を垂下させてタンク301内の蛍光体懸濁液302に浸す。この蛍光体懸濁液302には、例えば青色、赤色、緑色の蛍光体粒子が含まれている。ガラス管300内を負圧にすることで、タンク301内の蛍光体懸濁液302を吸い上げ、ガラス管300内面に蛍光体懸濁液を塗布する。この吸い上げは光学的センサ303により液面を検出することで、液面がガラス管300の所定高さになるように設定される。このときの液面高さの誤差は、蛍光体懸濁液302の粘度や液面の表面張力等の影響を受けるため比較的大きく、±0.5[mm]程度の誤差が生じる。
次に、大気に開放し、その後ガラス管300の下端部を蛍光体懸濁液302から引き上げ、ガラス管300内部の蛍光体懸濁液302を外部に排出する。これにより、ガラス管300の内周の所定領域に蛍光体懸濁液が膜状に塗布される。
その後、蛍光体膜305が形成されたガラス管300の一端部に、電極306、ビードガラス307およびリード線308を含む電極ユニット309を挿入した後、仮止めを行う。仮止めとは、ビードガラス307が位置するガラス管300の外周部分をバーナー310で加熱して、ビードガラス307の外周の一部をガラス管300内周面に固着することをいう。ビードガラス307の外周の一部しか固着しないので、ガラス管300の管軸方向の通気性は維持される。
次に、ガラス管300の上下を逆さにして先ほどの電極ユニット309を挿入した側とは反対側からガラス管300に、電極ユニット309と実質的に同じ構成の電極311、ビードガラス312およびリード線313を含む電極ユニット314を挿入した後、ビードガラス312が位置するガラス管300の外周部分をバーナー315で加熱し、ガラス管300を封着して気密封止(第1封止)する。また、第1封止における封止位置の設定値から誤差は約0.5[mm]程度である。
続いて、ガラス管300のうち、電極ユニット309とこの電極ユニット309に近い方のガラス管300の端部との間の一部をバーナー316で加熱して縮径させ、くびれ部分300aを形成する。その後、本実施形態に係る水銀放出体100をガラス管300内に当該端部から投入し、くびれ部分300aに引っかけておく。
続いて、ガラス管300内の排気とガラス管300内への封入ガスの充填を順次行う。具体的には、給排気装置(図示せず)のヘッドをガラス管300の水銀放出体100側端部に装着し、先ず、ガラス管300内を排気して真空にすると共に、加熱装置(図示せず)によってガラス管300全体を外周から加熱する。これによって、蛍光体膜305に潜入している不純ガスを含めガラス管300内の不純ガスが排出される。加熱を止めた後、所定量の封入ガス(例えばアルゴン:95[%]、ネオン:5[%]の分圧比の混合ガスのような混合希ガス等)が充填される。
封入ガスが充填されると、ガラス管300の水銀放出体100側端部をバーナー317で加熱して封止する。
続いて、図10に示す工程Hでは、水銀放出体100をガラス管300周囲に配された高周波発振コイル(図示せず)によって誘導加熱して水銀放出体100から水銀を放出させる(水銀出し工程)。本実施形態の水銀放出体100では、水銀放出部10が比較的融点の低いスズアマルガムから構成されているので、この加熱によって短時間で水銀放出が完了する。水銀放出部10が完全になくなる場合には、水銀放出体100は、包摂部20が残るだけとなる。
次に、ビードガラス307が位置するガラス管300外周部分をバーナー319で加熱して、ガラス管300を封着して気密封止する。この一端部の封止位置の設定値からの誤差は、他端部と同様に±0.5[mm]程度である。
続いて、ガラス管300のうち、前記一端部の封止部分よりも水銀放出体(包摂部20)側の端部部分を切り離す。これで蛍光ランプ(または、低圧放電ランプ)が完成する。
20 包摂部
25 厚さが薄い部分(凹部)
29 空隙
100 水銀放出体
300 ガラスバルブ
400 ランプ(低圧放電ランプ)
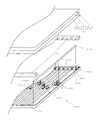
600 バックライト
800 液晶表示装置
1000,2000 水銀放出体
Claims (9)
- 水銀とスズとを含有するスズアマルガムから構成された水銀放出部と、
前記水銀放出部の外面を覆う包摂部と
を備え、
前記包摂部は、金属メッキから構成されていることを特徴とする、水銀放出体。 - 前記包摂部は、前記水銀放出部の外周の全てを覆っていることを特徴とする、請求項1に記載の水銀放出体。
- 前記金属メッキは、ニッケル、クロム、銅およびそれらの合金からなる群から選択された材料によるメッキであることを特徴とする、請求項1または2に記載の水銀放出体。
- 前記金属メッキの厚さは、2μm以上であることを特徴とする、請求項1から3の何れか一つに記載の水銀放出体。
- 前記水銀放出体は、略球形の形状を有していることを特徴としている、請求項1から4の何れか一つに記載の水銀放出体。
- 前記水銀放出体は、多面体形状を有していることを特徴とする、請求項1から4の何れか一つに記載の水銀放出体。
- 放電ランプ内に水銀を導入するための水銀放出体であって、
水銀とスズとを含有するスズアマルガムから構成された水銀放出部と、
前記水銀放出部の外面を被覆する被覆手段と
を備え、
前記被覆手段は、樹脂製または金属製からなるカプセル部材、または、樹脂製のコート部材からなることを特徴とする、水銀放出体。 - 前記水銀放出部は、略球形の形状を有しており、
前記カプセル部材は、前記水銀放出体を包む、一対の略半球形の金属部から構成されていることを特徴とする、請求項7に記載の水銀放出体。 - 請求項1から8の何れか一つに記載の水銀放出体をガラス管の内部に配置する工程と、前記水銀放出体を加熱する工程とを含むことを特徴とする、放電ランプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174158A JP4735673B2 (ja) | 2008-07-03 | 2008-07-03 | 水銀放出体および放電ランプの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174158A JP4735673B2 (ja) | 2008-07-03 | 2008-07-03 | 水銀放出体および放電ランプの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010015802A true JP2010015802A (ja) | 2010-01-21 |
| JP4735673B2 JP4735673B2 (ja) | 2011-07-27 |
Family
ID=41701736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008174158A Expired - Fee Related JP4735673B2 (ja) | 2008-07-03 | 2008-07-03 | 水銀放出体および放電ランプの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4735673B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5127059A (ja) * | 1974-08-30 | 1976-03-06 | Tokyo Shibaura Electric Co | Suiginhoshitsukotai |
| JPS5595254A (en) * | 1979-01-16 | 1980-07-19 | Mitsubishi Electric Corp | Manufacturing method of high-pressure metal vapor discharge lamp |
| JPH10188810A (ja) * | 1996-12-25 | 1998-07-21 | West Electric Co Ltd | 冷陰極放電灯の製造方法 |
| JP2001023567A (ja) * | 1999-07-07 | 2001-01-26 | Matsushita Electronics Industry Corp | 水銀担持体とその製造方法および蛍光ランプ |
| JP2002170520A (ja) * | 2000-09-22 | 2002-06-14 | Matsushita Electric Ind Co Ltd | 水銀封入体、この水銀封入体の製造方法、およびこの水銀封入体を用いた蛍光ランプ |
-
2008
- 2008-07-03 JP JP2008174158A patent/JP4735673B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5127059A (ja) * | 1974-08-30 | 1976-03-06 | Tokyo Shibaura Electric Co | Suiginhoshitsukotai |
| JPS5595254A (en) * | 1979-01-16 | 1980-07-19 | Mitsubishi Electric Corp | Manufacturing method of high-pressure metal vapor discharge lamp |
| JPH10188810A (ja) * | 1996-12-25 | 1998-07-21 | West Electric Co Ltd | 冷陰極放電灯の製造方法 |
| JP2001023567A (ja) * | 1999-07-07 | 2001-01-26 | Matsushita Electronics Industry Corp | 水銀担持体とその製造方法および蛍光ランプ |
| JP2002170520A (ja) * | 2000-09-22 | 2002-06-14 | Matsushita Electric Ind Co Ltd | 水銀封入体、この水銀封入体の製造方法、およびこの水銀封入体を用いた蛍光ランプ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4735673B2 (ja) | 2011-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102379023B (zh) | 放电灯用电极、高压放电灯、灯单元和投射型图像显示装置 | |
| KR101031704B1 (ko) | 직하 방식의 백라이트 유닛의 제조방법, 형광램프, 백라이트 유닛 | |
| EP1298704B1 (en) | Cold cathode fluorescent lamp with a double-tube construction | |
| CN101675497B (zh) | 高压放电灯、使用该灯的灯单元以及使用该单元的投射式图像显示装置 | |
| JP2008288199A (ja) | 水銀放出体、放電ランプの製造方法、放電ランプ、照明装置および液晶表示装置 | |
| JP4735673B2 (ja) | 水銀放出体および放電ランプの製造方法 | |
| CN101785083A (zh) | 放电灯用电极针及其制造方法、电极构件、冷阴极荧光灯及其制造方法、照明装置、以及液晶显示装置 | |
| JPH11238489A (ja) | ランプおよび照明装置 | |
| JP2009211866A (ja) | 水銀放出体 | |
| KR100417557B1 (ko) | 방전 램프, 방전 램프의 제조 방법 및 이를 사용한 장치 | |
| JPH07142031A (ja) | 放電ランプ電極 | |
| JP2000082443A (ja) | 希ガス放電ランプおよび照明装置 | |
| JP4891619B2 (ja) | 冷陰極蛍光管の製造方法 | |
| JP2010086739A (ja) | 低圧放電ランプ、照明装置および液晶表示装置 | |
| JP2010232169A (ja) | 水銀放出体、および、それを用いた低圧放電ランプの製造方法 | |
| JP4594861B2 (ja) | ランプユニット及びプロジェクタ | |
| JP2006019100A (ja) | 蛍光ランプ及びバックライトユニット | |
| JP2006092762A (ja) | 蛍光ランプ及びバックライトユニット | |
| JPH11307049A (ja) | 蛍光ランプおよび照明装置 | |
| JPH09283081A (ja) | 冷陰極低圧水銀蒸気放電ランプ、表示装置および照明装置 | |
| CN101903973A (zh) | 水银释放体、使用它的低压放电灯的制造方法、低压放电灯、照明装置以及液晶显示装置 | |
| JP2005339842A (ja) | 照明装置 | |
| JP2007095559A (ja) | 発光装置及びこれを用いた液晶表示装置 | |
| JP2000195466A (ja) | 冷陰極放電ランプおよび照明装置 | |
| JPH03122962A (ja) | 偏平放電ランプおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100614 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100713 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20101124 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20101207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101228 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110411 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |