JP2010014853A - 磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア - Google Patents
磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア Download PDFInfo
- Publication number
- JP2010014853A JP2010014853A JP2008173124A JP2008173124A JP2010014853A JP 2010014853 A JP2010014853 A JP 2010014853A JP 2008173124 A JP2008173124 A JP 2008173124A JP 2008173124 A JP2008173124 A JP 2008173124A JP 2010014853 A JP2010014853 A JP 2010014853A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic carrier
- coating
- resin composition
- heat treatment
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Developing Agents For Electrophotography (AREA)
Abstract
【解決手段】機械的衝撃力により被覆処理する手段を有する被覆処理装置を用いて、樹脂組成物を磁性キャリアコア表面に被覆処理する被覆処理工程、及び加熱手段を有する加熱処理装置を用いて、被覆処理した磁性キャリアを加熱処理する加熱処理工程とを有する、磁性キャリアの製造方法であって、前記加熱処理工程は、下記式(1)及び(2)を満たすことを特徴とする磁性キャリアの製造方法。Tg(℃)≦Th(℃)≦Tg+50(℃)・・・(1)1000(℃・min)≦Th×M(℃・min)≦30000(℃・min)・・・(2)(Th:加熱処理工程における加熱処理温度、Tg:樹脂組成物に含まれる樹脂成分のガラス転移温度、M:加熱処理工程における加熱処理時間)
【選択図】なし
Description
現状、二成分系現像剤を構成する磁性キャリアは、フェライト粒子や磁性体分散型樹脂コア表面に被覆樹脂をコートしたコートキャリアが主流である。コート層は、トナーの帯電量分布を安定化させるためや、磁性キャリアから感光体への電荷の注入を抑制するといった役割を果たしている。しかし、磁性キャリアコア表面への被覆樹脂のコートに関しては未だ検討が不十分であり、コートを均一に行うことに関わる課題は未だ多い。
しかし、湿式コート法には、溶剤が揮発する際に磁性キャリア粒子の合一が発生しやすいという課題があった。一度合一が発生した磁性キャリアが攪拌によって解砕されると、その解砕面には磁性キャリアコア表面が露出し、磁性キャリアから感光体への電荷の注入現象である所謂リークが発生し易くなる。このリークが発生すると、感光体の表面電位が現像バイアスに収束して現像コントラストが確保できなくなり、白抜け画像が発生する場合がある。又、磁性キャリアコア表面が露出することで、特に高温高湿下ではトナーの電荷も保持できなくなり、長期耐久後のトナーの電荷が低いことによる画像不良等も発生しやすくなる。更には、磁性キャリアコア表面が露出することで、コア表面とコート層の界面からコート層が剥がれやすくなり、長期耐久後は、画像品質の低下を促進してしまう場合がある。
又、湿式コート法では、磁性キャリア粒子の合一が発生すると、収率も悪化する傾向にある。通常磁性キャリア製造工程の最終段階で分級を行うが、合一化し、且つ解砕されない磁性キャリアは除去されることになるからである。更には溶剤を完全に除去するための乾燥工程も必要であり、タクトアップの要因ともなることで、生産面からも湿式法に関しては未だ多くの課題が残る。
の1/10以下の粒径である樹脂粒子を被覆させる方法が開示されている。この方法では、キャリア表面に、被覆処理用の装置とは別の装置を用いて樹脂粒子を分散させており、分散用の装置が別に必要になるという不便さがある。分散用の装置を用いない場合には、樹脂粒子が遊離した状態のままとなり、キャリアコア表面への樹脂粒子の被覆処理を良好に行うことは困難である。又、被覆処理用の装置とは別の装置を用いて樹脂粒子をキャリアコア表面に付着させても、付着しきれない量の樹脂粒子を添加した場合、余剰の樹脂粒子は遊離した状態となってしまうため、これまた均一なコートを行うことは困難である。よって、この方法ではコート量が制限され、トナーの帯電量制御や、磁性キャリアから感光体への電荷の注入を抑制することは困難となってしまう場合がある。
[1]機械的衝撃力により被覆処理する手段を有する被覆処理装置を用いて、樹脂組成物を磁性キャリアコア表面に被覆処理する被覆処理工程、及び加熱手段を有する加熱処理装置を用いて、被覆処理した磁性キャリアを加熱処理する加熱処理工程とを有する、樹脂組成物によって磁性キャリアコア表面を被覆処理してなる磁性キャリアの製造方法であって、
前記被覆処理工程は、少なくとも複数の攪拌部材が表面に設置された回転体と、前記攪拌部材と間隙を有して設けられたケーシングとを有する被覆処理装置を用い、前記回転体を回転させ、前記被覆処理装置中に投入された前記磁性キャリアコア及び前記樹脂組成物を混合することで前記磁性キャリアコアの表面に前記樹脂組成物を被覆処理し、
前記被覆処理装置に投入される前記磁性キャリア及び前記樹脂組成物は、前記回転体と前記ケーシングの内周部との間の空間に対する、投入される磁性キャリアコア及び樹脂組成物の空間充填率が、50%以上、98%以下となるように投入量を調整され、
前記被覆処理装置に投入された前記磁性キャリアコアと前記樹脂組成物は、前記複数の攪拌部材の一部の攪拌部材により、前記回転体の軸方向の一方向に送られ、前記複数の攪拌部材の羽根の他の一部の攪拌部材により、前記回転体の軸方向の逆方向に戻され、送りと戻しとを行いながら前記磁性キャリア表面に前記樹脂組成物の被覆処理が行われ、前記加熱処理工程は、下記式(1)及び(2)を満たす条件により加熱処理することを特徴とする磁性キャリアの製造方法。
Tg(℃)≦Th(℃)≦Tg+50(℃)・・・(1)
1000(℃・min)≦Th×M(℃・min)≦30000(℃・min)・・・(2)
(Th:加熱処理工程における加熱処理温度、Tg:樹脂組成物に含まれる樹脂成分のガラス転移温度、M:加熱処理工程における加熱処理時間)
[2]前記被覆処理工程は、前記被服処理装置中の前記回転体に備えられた流路及び/又は前記ケーシングに備えられた流路に流体が導入されることで温度制御がされ、前記被覆処理工程における被覆処理温度Tc(℃)と、前記加熱処理工程における加熱処理温度Th(℃)が、下記式(3)を満たすことを特徴とする請求項1に記載の磁性キャリアの製造方法。
Tc(℃)≦Th(℃)・・・(3)
[3]前記加熱処理工程における加熱処理は、酸素濃度が10.0体積%以下で行われることを特徴とする請求項1又は2に記載の磁性キャリアの製造方法。
[4]前記樹脂組成物が、少なくとも樹脂成分と個数平均粒径(D1)が0.01μm以上、3.00μm以下の微粒子とを有することを特徴とする請求項1乃至3いずれかに記載の磁性キャリアの製造方法。
[5]請求項1乃至4のいずれかに記載の製造方法により製造された磁性キャリア。
[6]前記磁性キャリアは、体積基準の50%粒径(D50)が15μm以上、100μm以下であり、真比重が2.5g/cm3以上、5.2g/cm3以下であることを特徴とする請求項5に記載の磁性キャリア。
まず、本発明の磁性キャリアの被覆処理工程について詳しく説明する。
上記被覆処理装置に投入される磁性キャリア及び樹脂組成物は、上記回転体と上記ケーシングの内周部との間の空間に対する、投入される磁性キャリアコア及び樹脂組成物の空間充填率が、50%以上、98%以下となるように投入量を調整され、
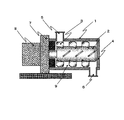
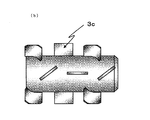
上記被覆処理装置に投入された磁性キャリアコアと樹脂組成物は、上記複数の攪拌部材の一部の攪拌部材により、上記回転体の軸方向の一方向に送られ、上記複数の攪拌部材の羽根の他の一部の攪拌部材により、上記回転体の軸方向の逆方向に戻され、送りと戻しとを行いながら上記磁性キャリア表面に上記樹脂組成物の被覆処理が行われることを特徴としており、所謂乾式コート法である。以下、図1及び図2−1に示す乾式コート装置の模式図に従って、本発明を説明する。
まず、図1中の投入口5より、磁性キャリアコア及び樹脂組成物からなる被処理物を投入する。ケーシング1の内周部と回転体2の間の空間9に対する、投入される処理物の空間充填率としては50%以上、98%以下である場合に、磁性キャリアコア表面への樹脂組成物の被覆処理が均一且つ迅速に行うことができる。より好ましくは70%以上、98%以下である。ここで空間充填率とは、[投入される被処理物の仕込み量(質量)]/[(ケーシング1の内周部と回転体2の間の空間9の体積)×(被処理物のゆるみ見掛け密度)]×100で表される。空間充填率が50%以上である場合には、回転体2表面に設けられた攪拌羽根3と処理物との衝突に加えて、被処理物同士の衝突が十分に行えるとともに、ケーシング1の内周部と攪拌羽根3の微小間隙における被覆処理が効率よく行える。又、空間充填率が従来の機械的衝撃力による乾式コート法よりも高くできるので、タクトアップも可能となる。空間充填率が50%未満である場合には、被処理物同士の衝突が不十分となり、余剰の樹脂組成物が遊離した状態となってしまうため、均一なコートを行うことは困難となってしまう。又、磁性キャリアコア表面へのコート層の密着性に関しても不十分となってしまう。空間充填率が98体積%を超える場合には、空間9における充填率が大きすぎることで、被処理物の移動経路が短くなり、被処理物同士の衝突が不十分となり、均一なコートを行うことは困難となってしまう。
攪拌部材の周速が上記の範囲内であれば、磁性キャリアコアに被覆されない樹脂組成物が残ってしまうこともなく、また、磁性キャリアコアの割れや欠けを発生させることもなく、安定して良好な被覆処理を行うことができる。
Tg(℃)≦Th(℃)≦Tg+50(℃)・・・(1)
1000(℃・min)≦Th×M(℃・min)≦30000(℃・min)・・・(2)
(Th:加熱処理工程における加熱処理温度、Tg:樹脂組成物に含まれる樹脂成分のガラス転移温度、M:加熱処理工程における加熱処理時間)
加熱処理工程において磁性キャリアの合一が促進されてしまう。
Tc(℃)≦Th(℃)・・・(3)
従って本発明における被覆処理工程で用いる被覆処理装置は、被覆処理装置中の回転体及びケーシングに温度制御のための流路を備えていることが好ましい。例えば、図1の4で示されるように、ケーシング1中にジャケット4が存在し、そのジャケットを流路とすることが挙げられる。また、回転体中及び回転体軸を空洞とし、その空洞を流路とすることができる。
本発明における被覆処理工程においては、被覆処理温度Tcを樹脂成分のガラス転移温度Tgより低くしても均一な被覆処理が可能である。この理由としては、本発明における被覆処理装置に投入する被処理物の空間充填率の調整と被覆処理装置中の送り/戻しの機構により、ケーシングや攪拌部材と投入された被処理物との衝突に加えて、被処理物同士の衝突が効果的に生じることによる衝突熱で、Tcが局所的にTg以上となっていることが考えられる。そのため、Tcをより低い温度に設定して被覆処理を施し、ThをTc以上として加熱処理を行うことで、磁性キャリアコアとのより密着性の高いコート層を形成することができる。ThがTcより低い場合には、被覆処理後の磁性キャリアにおけるコート層中の樹脂成分が半溶融状態になっていないものと考えられ、長期における磁性キャリアの表面の耐磨耗性の向上が望めない。
成物が、少なくとも樹脂成分と個数平均粒径(D1)が0.01μm以上、3.00μm以下の微粒子とを有していることが好ましい。これは、樹脂組成物の樹脂成分が磁性キャリアコア表面に被覆される際に、上記微粒子が磁性キャリアコア間に介在しスペーサー効果を発揮するためである。これにより、磁性キャリアの合一の発生を更に抑制し、コート均一性を更に向上することができる。又、加熱処理工程においても、上記微粒子が磁性キャリアコア間に介在しスペーサー効果を発揮するので、コート均一性が高く、耐磨耗性の高い磁性キャリアを得ることができる。上記微粒子としては、架橋性の樹脂粒子や金属酸化物、カーボンブラック等が好ましく使用され、形状としては球状のものが好ましく用いられる。又、上記微粒子の個数平均粒径が0.01μmより小さい場合は、スペーサー効果が得られず、更なるコート均一性の向上は望めない。一方、上記微粒子の個数平均粒径が3.00μmを超える場合は、スペーサー効果は得られるものの、微粒子の分散が不均一となってしまうために、トナーへの帯電付与にバラつきが生じる場合がある。
本発明により得られる磁性キャリアは、D50が15μm以上、100μm以下であることで、磁性キャリア製造時の磁性キャリアコアと樹脂組成物の混合性も良好となり、コート均一性が向上する。又、得られた磁性キャリアを二成分現像剤として用いた際、現像極での磁気ブラシの密度が最適化されるとともに、トナーの帯電量分布をシャープにすることができるので、高画質化を図ることができる。
D50が100μmを超える場合は、製造時の被覆処理工程において磁性キャリアコアと樹脂組成物の混合性が不十分となり、偏在した樹脂組成物に起因して磁性キャリア間の合一が促進される傾向にある。又、得られた磁性キャリアを二成分現像剤として用いた際、現像極での磁気ブラシの密度が疎となって、画質が低下してしまう傾向にある。
D50が15μm未満の場合は、製造時の被覆処理工程において磁性キャリアコアと樹脂組成物の衝突力が不十分となってしまい、偏在した樹脂組成物に起因して磁性キャリア間の合一が促進される傾向にある。又、得られた磁性キャリアを二成分現像剤として用いた際、現像極での磁気ブラシの磁気拘束力が小さくなってしまい、感光体上への磁性キャリア付着が生じてしまう傾向にある。より好ましくは、D50が20μm以上、80μm以下である。
なお、本発明の製造方法により得られる磁性キャリアは、磁性キャリアコアの粒径及びコート量を調整することにより、体積基準の50%粒径(D50)を上記範囲に調整することができる。
ことが好ましい。比抵抗値が1.0×106Ω・cmより低くなると、磁性キャリアからの電荷がリークする可能性が高まり、磁性キャリアから静電潜像担持体表面の静電潜像に電荷が注入し、トナー層が形成されず画像が抜けてしまう、所謂リーク画像が発生してしまう傾向がある。比抵抗値が1.0×1015Ω・cmを超える場合は、現像性が低下し、エッジ強調された画像となってしまう、所謂白抜け画像が発生してしまう傾向がある。本発明の製造方法を用いる場合、樹脂組成物の磁性キャリアコアへの均一なコート性と磁性キャリアの合一が発生しにくいということから、磁性キャリアコアの抵抗値を上記範囲とすることで、十分な現像性が得られ、高い画像濃度が得られる。なお、本発明の製造方法により得られる磁性キャリアは、コート量の調整及び微粒子の抵抗を調整することにより、比抵抗値を上記範囲に調整することができる。
具体的なフェライト用磁性体としては以下のものが挙げられる。Ca−Mg−Fe系フェライト、Li−Fe系フェライト、Ca−Li−Fe系フェライト、Mn−Mg−Fe系フェライト、Mn−Mg−Sr−Fe系フェライト、及びLi−Mg−Fe系フェライトの如き鉄系酸化物のフェライト磁性体。
ビニル系モノマー、エポキシ樹脂を形成するためのビスフェノール類とエピクロルヒドリン;フェノール樹脂を生成するためのフェノール類とアルデヒド類;尿素樹脂を形成するための尿素とアルデヒド類、メラミンとアルデヒド類。
本発明に用いられる樹脂組成物は少なくとも樹脂成分を含有する。樹脂成分としては、熱可塑性樹脂が好ましく用いられる。また、樹脂成分としては、一種類の樹脂であってもよく、二種以上の樹脂の組み合わせでもよい。樹脂成分としての熱可塑性樹脂の例には、ポリスチレン;ポリメチルメタクリレートやスチレン−アクリル酸共重合体等のアクリル樹脂;スチレン−ブタジエン共重合体;エチレン−酢酸ビニル共重合体;ポリ塩化ビニル;ポリ酢酸ビニル;ポリフッ化ビニリデン樹脂;フルオロカーボン樹脂;パーフルオロカーボン樹脂;溶剤可溶性パーフルオロカーボン樹脂;ポリビニルアルコール;ポリビニルアセタール;ポリビニルピロリドン;石油樹脂;セルロース;酢酸セルロース、硝酸セルロース、メチルセルロース、ヒドロキシメチルセルロース、ヒドロキシメチルセルロース、ヒドロキシプロピルセルロース等のセルロース誘導体;ノボラック樹脂;低分子量ポリエチレン;飽和アルキルポリエステル樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアリレートといったポリエステル樹脂;ポリアミド樹脂;ポリアセタール樹脂;ポリカーボネート樹脂;ポリエーテルスルホン樹脂;ポリスルホン樹脂;ポリフェニレンサルファイド樹脂;ポリエーテルケトン樹脂が含まれる。
量Mwは、15,000〜1,000,000であることが、磁性キャリアコアとの密着性や、被覆する際に特に均一に磁性キャリアコア表面を被覆することができるという点で好ましい。
<被覆処理装置に投入される磁性キャリアコア及び樹脂組成物の空間充填率の測定方法>
まず、被覆処理装置を構成するケーシングの内周部と回転体との空間へ水を満たし、その水の体積(被覆処理装置中の空間体積)を測定する。次に、パウダーテスタPT−R(ホソカワミクロン社製)を用い、磁性キャリアと樹脂組成物の混合物のゆるみ見掛け密度(g/cm3)の測定を行う。測定環境は、23℃、50%RHで行った。また測定は、混合物を、目開き150μmの篩を用いて、振幅を1mmで振動させながらちょうど100ccとなるまで容積100ccの金属製カップに捕集した。そして、金属製カップに捕集した混合物量から、ゆるみ見掛け密度(g/cm3)を測定する。
ついで、下記に示した算出式により空間充填率(%)を得た。
空間充填率(%)=上記混合物の仕込み量(質量)/(混合物のゆるみ見掛け密度×上記空間の体積)×100
樹脂組成物に含有される樹脂成分のガラス転移点(Tg)は、示差走査熱量分析装置「Q1000」(TA Instruments社製)を用いてASTM D3418−82に準じて測定する。装置検出部の温度補正はインジウムと亜鉛の融点を用い、熱量の補正についてはインジウムの融解熱を用いる。具体的には、樹脂組成物を約10mgを精秤し、アルミニウム製のパンの中に入れ、リファレンスとして空のアルミニウム製のパンを用い、測定範囲30乃至200℃の間で、昇温速度10℃/minで測定を行う。この昇温過程で、温度40℃乃至100℃の範囲において比熱変化が得られる。このときの比熱変化が出る前と出た後のベースラインの中間点の線と示差熱曲線との交点を、樹脂組成物に含有される樹脂成分のガラス転移温度Tgとする。
微粒子の粒度分布測定は、樹脂組成物に含有される樹脂成分が可溶な有機溶媒中に溶解し、微粒子が溶液中に分散した状態で行った。測定装置としては、レーザー回折粒度分布計LS−230型(ベックマンコールター製)を用いて少量モジュールを取り付けて測定した。測定の際に用いた光学モデルは、実数部1.5、虚数部0.3とし、溶媒の屈折率は使用した有機溶媒の屈折率を入力した。
粒度分布測定は、マイクロトラックMT3300EX(日機装社製)にて測定を行った。測定には、乾式測定用のTurbotrac試料供給機を装着して行った。粒径は体積基準の50%粒径(D50)を求めた。
サンプルの準備としては、磁性キャリア、磁性キャリアコア、樹脂組成物はそのまま測定できる。磁性キャリアコア及び樹脂組成物を磁性キャリアから分離する必要がある場合は、分離は以下の方法で行った。先ず、磁性キャリア100質量部を蓋つきのガラス瓶に量り取り、トルエン200質量部を添加し、振とう機(YS−8D型:(株)ヤヨイ製)にて振とうした。振とう機の振幅条件は200rpm、2分間とした。振とう後は、ビンの外側から磁性キャリアコアをマグネットにて捕集しつつ、トルエン溶液を分離した。こ
れを5回繰り返した後、真空乾燥機にて50℃、8時間乾燥させ、常温に冷却し、磁性キャリアコアを得、一方でトルエン溶液より、トルエンを除去することにより樹脂組成物を得て、それらを測定試料とした。
真比重の測定法としては、ヘリウムによるガス置換式の測定法を用いた。測定装置はアキュピック1330(島津製作所社製)を用いた。測定条件は、ステンレス製の内径18.5mm,長さ39.5mm,容量10cm3のセルに、測定サンプルを4g入れる。次いで、試料セル中のサンプルの容積をヘリウムの圧力変化によって測定し、求められた容積とサンプルの質量から真比重を求める。
樹脂組成物に含有される樹脂成分のテトラヒドロフラン(THF)可溶分の分子量分布は、ゲルパーミエーションクロマトグラフィー(GPC)により、以下のようにして測定する。
まず、室温で24時間かけて、樹脂組成物をテトラヒドロフラン(THF)に溶解する。そして、得られた溶液を、ポア径が0.2μmの耐溶剤性メンブランフィルター「マエショリディスク」(東ソー社製)で濾過してサンプル溶液を得る。尚、サンプル溶液は、THFに可溶な成分の濃度が0.8質量%となるように調整する。このサンプル溶液を用いて、以下の条件で測定する。
装置:HLC8120 GPC(検出器:RI)(東ソー社製)
カラム:Shodex KF−801、802、803、804、805、806、807の7連(昭和電工社製)
溶離液:テトラヒドロフラン(THF)
流速:1.0ml/min
オーブン温度:40.0℃
試料注入量:0.10ml
試料の分子量の算出にあたっては、標準ポリスチレン樹脂(例えば、商品名「TSKスタンダード ポリスチレン F−850、F−450、F−288、F−128、F−80、F−40、F−20、F−10、F−4、F−2、F−1、A−5000、A−2500、A−1000、A−500」、東ソ−社製)を用いて作成した分子量校正曲線を使用する。
磁性キャリアの比抵抗は、図3に概略される測定装置を用いて測定される。抵抗測定セルAは、断面積2.4cm2の穴の開いた円筒状のホルダ15、下部電極(ステンレス製)11、下部電極台座(PTFE樹脂製)14、上部電極(ステンレス製)12から構成される。下部電極台座14上に円筒状のホルダ15を載せ、試料(例えば、キャリア)13を0.7g充填し、充填された試料13に上部電極12を載せ、試料の厚みを測定する。予め試料のないときの厚みをd’(ブランク)、0.7g充填したときの実際の試料の厚みd、試料を充填したときの厚みd’(試料)とすると、試料の厚みは下記式で表せる。
d=d’(試料)−d’(ブランク)
電極間に電圧を印加し、そのときに流れる電流を測定することによってキャリア及びキャリアコアの比抵抗を求めることができる。測定には、エレクトロメーター16(ケスレー6517 ケスレー社製)及び制御用に処理コンピュータ17を用いる。
測定条件は、磁性成分と電極との接触面積S=2.4cm2、上部電極の荷重240gとする。電圧の印加条件は、エレクトロメーターの内部プログラムを利用し、まず最大1000V印加可能かどうか(電流のリミッターを超えない範囲)をエレクトロメーター自身が判断し、印加電圧の最大値を自動的に決める。その最大電圧値を5分割した電圧をステップとして30秒間保持させた後の電流値を測定する。例えば、最大印加電圧が1000Vの場合には、1000V、800V、600V、400V、200Vを印加し、それ
ぞれのステップで30秒保持後の電流値を測定する。それをコンピュータにより処理することで、電界強度、比抵抗を算出して、グラフにプロットする。比抵抗、電界強度は、下記式にて求められる。
比抵抗(Ω・cm)=(印加電圧(V)/測定電流(A))×S(cm2)/d(cm)電界強度(V/cm)=印加電圧(V)/d(cm)
磁性キャリアの5000V/cmにおける比抵抗は、グラフ上5000V/cmにおける比抵抗をグラフから読み取る。グラフ上の5000V/cmの縦線と実測した比抵抗のラインの交点をもって、5000V/cm時の比抵抗値とする。また、交点が存在しない場合には、測定点の外挿を行い、5000V/cmの縦線の交点をもって、5000V/cm時の比抵抗値とする。
下記に示す材料を用いて磁性キャリアコア(a−1)を作製した。
・フェノール 10質量部
・ホルムアルデヒド溶液(37質量%水溶液) 6質量部
・マグネタイト粒子(個数平均粒径0.3μm) 84質量部
上記材料と、28質量%アンモニア水5質量部、水25質量部をフラスコに入れ、混合しながら30分間で85℃まで昇温・保持し、3時間重合反応させて硬化させた。その後、30℃まで冷却し、更に水を添加した後上澄み液を除去し、沈殿物を水洗した後風乾した。次いで、これを減圧下(5hPa以下)、60℃の温度で乾燥して、マグネタイト粒子がフェノール樹脂中に分散された磁性微粒子分散型の磁性キャリアコア(a−1)を得た。得られた磁性キャリアコア(a−1)の物性を表1に示す。又、水の量をそれぞれ10質量部、90質量部に変えることにより、粒径違いの磁性キャリアコア(a−2)及び(a−3)を得た。得られた磁性キャリアコア(a−2)及び(a−3)の物性を表1に示す。
下記の材料を用いて、フェライトキャリアコアを作製した。
Fe2O3 66.5質量部
MnCO3 28.1質量部
Mg(OH)2 4.8質量部
SrCO3 0.6質量部
となるようにフェライト組成物を湿式混合した後、900℃で2時間仮焼し、仮焼されたフェライト組成物をボールミルで粉砕した。得られた粉砕物の個数平均粒径は0.4μmであった。
得られた粉砕物に、水(粉砕物に対して300質量部)と重量平均分子量5,000のポリビニルアルコール(粉砕物に対して3質量部)を加え、スプレードライヤーにより造粒した。電気炉にて、酸素濃度1.0%の窒素雰囲気下、造粒物を1300℃で6時間焼結した後に粉砕し、さらに分級することによりMn−Mg−Sr−Feフェライト組成の磁性キャリアコア(a−4)を得た。得られた磁性キャリアコア(a−4)の物性を表1に示す。
下記の材料を用いて、フェライトキャリアコアを作製した。
Fe2O3 66.5質量部
MnCO3 28.1質量部
Mg(OH)2 4.8質量部
SrCO3 0.6質量部
となるようにフェライト組成物を湿式混合した後、900℃で2時間仮焼し、仮焼されたフェライト組成物をボールミルで粉砕した。得られた粉砕物の平均粒径は0.4μmであった。
得られた粉砕物に、水(粉砕物に対して300質量部)と重量平均分子量5,000のポリビニルアルコール(粉砕物に対して2質量部)、空孔形成剤として炭酸ナトリウム(個数平均粒径2μm)を5質量部加え、スプレードライヤーにより造粒した。電気炉にて、酸素濃度1.0%の窒素雰囲気下、1150℃で4時間焼成し、更に酸素を含まない窒素雰囲気下で、750℃、30分間焼結した後に粉砕し、さらに分級することによりポーラス状のMn−Mg−Sr−Feフェライト組成の磁性キャリアコア(a−5)を得た。得られた磁性キャリアコア(a−5)の物性を表1に示す。
下記に示す材料を用いて磁性キャリアコア(a−6)を作製した。
・ポリメチルメタクリレート樹脂(重量平均分子量80000) 30質量部
・マグネタイト粒子(個数平均粒径0.3μm) 70質量部
上記材料をヘンシェルミキサー等で混合した後、二軸式押出機にて溶融混練した。得られた混練物を冷却し、ハンマーミルにて1mm以下に粗粉砕し、更に機械式粉砕機を用いて微粉砕した。次に、微粉砕物を風力式分級機により分級した後、ハイブリタイゼーションシステム(奈良機械社製)を用いて表面改質処理を行うことにより磁性キャリアコア(a−6)を得た。得られた磁性キャリアコア(a−6)の物性を表1に示す。
マグネタイト粒子(個数平均粒径0.3μm)と水(マグネタイト粒子100質量部に対して300質量部)と重量平均分子量5,000のポリビニルアルコール(粉砕物に対して3質量部)を加え、スプレードライヤーにより造粒した。電気炉にて、酸素濃度1.0%の窒素雰囲気下、造粒物を1300℃で6時間焼結した後に粉砕し、さらに分級することによりマグネタイト組成の磁性キャリアコア(a−7)を得た。得られた磁性キャリアコア(a−7)の物性を表1に示す。

メタクリル酸メチルモノマー100質量部を、還流冷却器、温度計、窒素吸い込み管、及びすり合わせ方式撹拌装置を有する四つ口フラスコに加えた。さらにトルエン90質量
部、メチルエチルケトン110質量部、及びアゾビスイソバレロニトリル2.0質量部を加えた。得られた混合物を、窒素気流下70℃で10時間保持し、MMA重合体溶液を得た。この溶液から溶剤を除去し、得られた固形物をハンマーミルにて粗粉砕し、更に機械式粉砕機を用いて微粉砕を行うことにより樹脂成分を得た。得られた樹脂成分100質量部に対して、平均一次粒径が20nm、体積抵抗値が9.8×10−2Ω・cmのカーボンブラック(c−1)を10質量部加えて、ヘンシェルミキサーを用いて2分間攪拌・混合を行い、樹脂成分と導電剤の混合物であるである樹脂組成物(b−1)を得た。得られた樹脂組成物(b−1)の物性を表2に示す。
樹脂組成物の製造例1において、カーボンブラック(c−1)の添加量を20質量部に変更し、更に個数平均粒径0.3μmの架橋ポリメチルメタクリレート微粒子(d−1)を30質量部添加した以外は、樹脂組成物の製造例1と同様にして樹脂組成物(b−2)を得た。得られた樹脂組成物(b−2)の物性を表2に示す。
ポリオキシプロピレン(2.2)−2,2−ビス(4−ヒドロキシフェニル)プロパン30質量部、ポリオキシエチレン(2.2)−2,2−ビス(4−ヒドロキシフェニル)プロパン20質量部、テレフタル酸20質量部、無水トリメリット酸3質量部、フマル酸27質量部及び酸化ジブチル錫をガラス製4リットルの四つ口フラスコに入れ、温度計、撹拌棒、コンデンサー及び窒素導入管を四つ口フラスコに取りつけ、この四つ口フラスコをマントルヒーター内に設置した。窒素雰囲気下210℃で3時間反応を進め、ポリエステル樹脂を得た。得られたポリエステル樹脂のピーク分子量Mpは6500、ガラス転移温度Tgは65℃であった。
次に下記に示す材料及び製法を用いて評価用トナーを作製した。
・上記ポリエステル樹脂 100質量部
・C.I.ピグメントブルー15:3 5質量部
・パラフィンワックス(融点75℃) 5質量部
・3,5−ジ−t−ブチルサリチル酸アルミニウム化合物 0.5質量部
上記の材料をヘンシェルミキサー(FM−75型、三井三池化工機(株)製)で混合した後、二軸式押出機(PCM−30型、池貝製作所製)にて溶融混練した。得られた混練物を冷却し、ハンマーミルにて1mm以下に粗粉砕し、トナー粗砕物を得た。得られたトナー粗砕物を、機械式粉砕機を用いて微粉砕した後、風力分級機により分級し、トナー分級品を得た。得られたトナー分級品100質量部に対して、BET比表面積100m2/gのアナターゼ型の酸化チタンを1.0質量部、BET比表面積130m2/gの疎水性シリカ1.0質量部を添加し、ヘンシェルミキサー(FM−75型、三井三池化工機(株)製)で混合して、評価用トナーを得た。得られたトナーの重量平均粒径(D4)は6.4μmであった。
下記に示した材料及び製法を用いて磁性キャリアを作製した。
・磁性キャリアコア(a−1) 100質量部
・樹脂組成物(b−1) 4質量部
上記材料を図1に示した被覆処理装置を用いて磁性キャリアコア表面への樹脂組成物の被覆を行った。被覆処理条件としては、充填率を95体積%、攪拌羽根の最外端部周速を12m/sec、攪拌羽根とケーシングの間隙を3.0mm、処理時間を20分間とした。尚、温度制御のためのケーシング内の流路(ジャケット)には15℃の冷却水を導入した。被覆処理時の温度は80℃であった。
次に得られた被覆処理物を加熱処理した。加熱処理条件としては、被覆処理物をステンレス製の容器に入れ、真空乾燥機(装置i:DP63、ヤマト科学)にて処理温度100
℃、処理時間120min、酸素濃度0.1体積%とした。コート条件、加熱処理条件を表3、得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。尚、得られた磁性キャリアの物性評価及び現像性評価の基準を以下に示す。
[磁性キャリアの合一度合いの評価]
得られた磁性キャリアを電子顕微鏡(SEM)で観察を行った。一視野に磁性キャリアが100個程度入るように、倍率としては250倍程度で観察した。この観察を10回行い、以下の基準で判断した。
A:合一磁性キャリアが3個未満。
B:合一磁性キャリアが3個以上、6個未満。
C:合一磁性キャリアが6個以上、10個未満。
D:合一磁性キャリアが10個以上、15個未満
E:合一磁性キャリアが15個以上。
得られた磁性キャリア10gを蓋つきのガラス瓶に量り取り、トルエン20gを添加し、振とう機(YS−8D型:(株)ヤヨイ)にて振とうした。振とう機の振幅条件は200rpm、2分間とした。振とう後は、ビンの外側から磁性キャリアをマグネットにて捕集しつつ、トルエンを除去した。これを5回繰り返した後、真空乾燥機にて50℃、8時間乾燥させ、常温に冷却した後、残りの質量M2を測定し、(10−M2)/(磁性キャリアコアに対する樹脂組成物の割合[%]/100)×100=実効コート量(%)とした。尚、実効コート量が100%に近いほど、被覆処理が良好に行われているものと判断した。又、100%にならない理由としては、被覆処理しきれない樹脂組成物の偏在や合一粒子の偏在によるもの、装置への融着や付着によるものと考えられる。実効コート量の評価としては、以下の基準で判断した。尚、評価B以上を実用可能レベルとした。
A:仕込み量に対する実効コート量が90%以上。
B:仕込み量に対する実効コート量が80%以上、90%未満。
C:仕込み量に対する実効コート量が70%以上、80%未満。
D:仕込み量に対する実効コート量が60%以上、70%未満。
E:仕込み量に対する実効コート量が60%未満。
まず、得られた磁性キャリア90質量部と前記評価用トナー10質量部をV型混合機にて混合し二成分現像剤とした。得られた二成分現像剤をキヤノン製フルカラー複写機IRC3220Nを用いて、通常の画像濃度が得られるかどうか評価した。評価は、高温高湿下H/H(30℃、80RH)にて、感光体上のトナーの載り量が0.6g/cm2となるように現像バイアスを調整し、画像を出力した。画像濃度は、ベタ画像を出力し、濃度計X−Rite500型により濃度測定を行い、6点の平均値をとって画像濃度とした。
この初期の画像濃度を100%とし、続いて35℃、90RHの環境下、印字比率10
%の画像にて5万枚(50k)耐久し、50k耐久後のH/H画像濃度の維持率を算出して以下の基準で判断した。尚、評価C以上が実用可能レベルとした。
A:50k耐久後の画像濃度の維持率が90%以上。
B:50k耐久後の画像濃度の維持率が80%以上、90%未満。
C:50k耐久後の画像濃度の維持率が70%以上、80%未満。
D:50k耐久後の画像濃度の維持率が60%以上、70%未満。
E:50k耐久後の画像濃度の維持率が60%未満。
上記画像濃度の維持性評価の際、感光体上のトナーの載り量が0.6g/cm2となった時点で、感光体上のトナーを、金属円筒管と円筒フィルターにより吸引捕集した。その際金属円筒管を通じてコンデンサーに蓄えられた電荷量Q及び捕集されたトナー質量Mとを測定し、それより単位質量当たりの電荷量Q/M(mC/kg)を計算し、感光体上Q/M(mC/kg)とした。
この初期の感光体上Q/Mを100%とし、続いて35℃、90RHの環境下、印字比率10%の画像にて5万枚(50k)耐久し、50k耐久後の感光体上Q/Mの維持率を算出して以下の基準で判断した。尚、評価C以上が実用可能レベルとした。
A:50k耐久後の感光体上Q/Mの維持率が90%以上。
B:50k耐久後の感光体上Q/Mの維持率が80%以上、90%未満。
C:50k耐久後の感光体上Q/Mの維持率が70%以上、80%未満。
D:50k耐久後の感光体上Q/Mの維持率が60%以上、70%未満。
E:50k耐久後の感光体上Q/Mの維持率が60%未満。
初期の磁性キャリアの実効コート量を100%とし、続いて35℃、90RHの環境下、印字比率10%の画像にて5万枚(50k)耐久し、50k耐久後の磁性キャリアの実効コート量の維持率を算出して以下の基準で判断した。尚、評価C以上が実用可能レベルとした。
A:50k耐久後の実効コート量の維持率が90%以上。
B:50k耐久後の実効コート量の維持率が80%以上、90%未満。
C:50k耐久後の実効コート量の維持率が70%以上、80%未満。
D:50k耐久後の実効コート量の維持率が60%以上、70%未満。
E:50k耐久後の実効コート量の維持率が60%未満。
実施例1において、加熱処理装置を装置(i)からドラムミキサー(UD−LH−00
1型:杉山重工製、装置ii)に変えて、加熱処理時に窒素をフローさせて酸素濃度を8.0体積%にした以外は実施例1と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、製造条件を表3に示したように変えた以外は、実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例1において、加熱処理装置を装置()からハイフレックスグラル(LFS−GS−2J型:深江パウテック製、装置iii)に変えて、加熱処理条件を表3に示したように
変えた以外は実施例1と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例1において、加熱処理装置を装置(i)からソリッドエアー(ホソカワミクロン
製、装置iv)に変えて、加熱処理条件を表3に示したように変えた以外は実施例1と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、製造条件を表3に示したように変えた以外は、実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、加熱処理を行わなかった以外は、実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、製造条件を表3に示したように変えた以外は、実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、被覆処理装置を、熱的な乾式コート装置であるハイフレックスグラル(深江パウテック製)に変えた以外は実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
実施例2において、被覆処理装置を、機械的衝撃力を用いた乾式コート装置であるハイブリタイザー(奈良機械製)に変えた以外は実施例2と同様にして磁性キャリアを作製し、各評価を行った。得られた磁性キャリアの物性を表4、現像性の評価結果を表5に示す。
2:回転体
3、3a、3b、3c:攪拌羽根
4:ジャケット
5:投入口
6:排出口
7:支持体
8:駆動部
d:攪拌羽根の位置関係を示す間隔
11:下部電極
12:上部電極
13:サンプル
14:下部電極台座
15:ホルダ
16:エレクトロンメーター
17:処理コンピュータ
A:抵抗測定セル
d:サンプル高さ
Claims (6)
- 機械的衝撃力により被覆処理する手段を有する被覆処理装置を用いて、樹脂組成物を磁性キャリアコア表面に被覆処理する被覆処理工程、及び加熱手段を有する加熱処理装置を用いて、被覆処理した磁性キャリアを加熱処理する加熱処理工程とを有する、樹脂組成物によって磁性キャリアコア表面を被覆処理してなる磁性キャリアの製造方法であって、
前記被覆処理工程は、少なくとも複数の攪拌部材が表面に設置された回転体と、前記攪拌部材と間隙を有して設けられたケーシングとを有する被覆処理装置を用い、前記回転体を回転させ、前記被覆処理装置中に投入された前記磁性キャリアコア及び前記樹脂組成物を混合することで前記磁性キャリアコアの表面に前記樹脂組成物を被覆処理し、
前記被覆処理装置に投入される前記磁性キャリア及び前記樹脂組成物は、前記回転体と前記ケーシングの内周部との間の空間に対する、投入される磁性キャリアコア及び樹脂組成物の空間充填率が、50%以上、98%以下となるように投入量を調整され、
前記被覆処理装置に投入された前記磁性キャリアコアと前記樹脂組成物は、前記複数の攪拌部材の一部の攪拌部材により、前記回転体の軸方向の一方向に送られ、前記複数の攪拌部材の羽根の他の一部の攪拌部材により、前記回転体の軸方向の逆方向に戻され、送りと戻しとを行いながら前記磁性キャリア表面に前記樹脂組成物の被覆処理が行われ、
前記加熱処理工程は、下記式(1)及び(2)を満たす条件により加熱処理することを特徴とする磁性キャリアの製造方法。
Tg(℃)≦Th(℃)≦Tg+50(℃)・・・(1)
1000(℃・min)≦Th×M(℃・min)≦30000(℃・min)・・・(2)
(Th:加熱処理工程における加熱処理温度、Tg:樹脂組成物に含まれる樹脂成分のガラス転移温度、M:加熱処理工程における加熱処理時間) - 前記被覆処理工程は、前記被服処理装置中の前記回転体に備えられた流路及び/又は前記ケーシングに備えられた流路に流体が導入されることで温度制御がされ、前記被覆処理工程における被覆処理温度Tc(℃)と、前記加熱処理工程における加熱処理温度Th(℃)が、下記式(3)を満たすことを特徴とする請求項1に記載の磁性キャリアの製造方法。
Tc(℃)≦Th(℃)・・・(3) - 前記加熱処理工程における加熱処理は、酸素濃度が10.0体積%以下で行われることを特徴とする請求項1又は2に記載の磁性キャリアの製造方法。
- 前記樹脂組成物が、少なくとも樹脂成分と個数平均粒径(D1)が0.01μm以上、3.00μm以下の微粒子とを有することを特徴とする請求項1乃至3いずれかに記載の磁性キャリアの製造方法。
- 請求項1乃至4のいずれかに記載の製造方法により製造された磁性キャリア。
- 前記磁性キャリアは、体積基準の50%粒径(D50)が15μm以上、100μm以下であり、真比重が2.5g/cm3以上、5.2g/cm3以下であることを特徴とする請求項5に記載の磁性キャリア。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173124A JP5197195B2 (ja) | 2008-07-02 | 2008-07-02 | 磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173124A JP5197195B2 (ja) | 2008-07-02 | 2008-07-02 | 磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010014853A true JP2010014853A (ja) | 2010-01-21 |
| JP2010014853A5 JP2010014853A5 (ja) | 2011-08-18 |
| JP5197195B2 JP5197195B2 (ja) | 2013-05-15 |
Family
ID=41701036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008173124A Expired - Fee Related JP5197195B2 (ja) | 2008-07-02 | 2008-07-02 | 磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5197195B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013180212A1 (ja) * | 2012-05-31 | 2013-12-05 | 戸田工業株式会社 | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 |
| JP2016075953A (ja) * | 2016-01-07 | 2016-05-12 | 戸田工業株式会社 | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 |
| JP2016170314A (ja) * | 2015-03-13 | 2016-09-23 | 富士ゼロックス株式会社 | 二成分現像用キャリアの製造方法 |
-
2008
- 2008-07-02 JP JP2008173124A patent/JP5197195B2/ja not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013180212A1 (ja) * | 2012-05-31 | 2013-12-05 | 戸田工業株式会社 | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 |
| JP2013250455A (ja) * | 2012-05-31 | 2013-12-12 | Toda Kogyo Corp | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 |
| CN104350429A (zh) * | 2012-05-31 | 2015-02-11 | 户田工业株式会社 | 电子照相显影剂用磁性载体及其制造方法、以及双组分类显影剂 |
| US9952524B2 (en) | 2012-05-31 | 2018-04-24 | Toda Kogyo Corp. | Magnetic carrier for electrophotographic developer and process for producing the same, and two-component system developer |
| JP2016170314A (ja) * | 2015-03-13 | 2016-09-23 | 富士ゼロックス株式会社 | 二成分現像用キャリアの製造方法 |
| JP2016075953A (ja) * | 2016-01-07 | 2016-05-12 | 戸田工業株式会社 | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5197195B2 (ja) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4739316B2 (ja) | 電子写真用キャリアの製造方法及び該製造方法を用いて製造した電子写真用キャリア | |
| CN102804080B (zh) | 磁性载体的生产方法和用其生产的磁性载体 | |
| JP6012328B2 (ja) | 磁性キャリアの製造方法 | |
| JP5495633B2 (ja) | 磁性キャリア及び二成分系現像剤 | |
| JP5197195B2 (ja) | 磁性キャリアの製造方法、及びその製造方法を用いた磁性キャリア | |
| JP6385127B2 (ja) | 二成分系現像剤 | |
| JP5197194B2 (ja) | 磁性キャリアの製造方法、及び該製造方法により製造された磁性キャリア | |
| JP2011033861A (ja) | 磁性キャリア、二成分現像剤及び補給用現像剤 | |
| JP5361558B2 (ja) | 磁性キャリアの製造方法及び該製造方法を用いて製造した磁性キャリア | |
| US12013661B2 (en) | Method for producing carrier for electrostatic charge image development, method for producing electrostatic charge image developer, image forming method, and carrier for electrostatic charge image development | |
| JP4258356B2 (ja) | 静電潜像現像剤用キャリア及びその製造方法、静電潜像現像剤、画像形成方法、並びに画像形成装置 | |
| JP4557168B2 (ja) | 電子写真現像剤用磁性キャリア及びその製造方法、並びに二成分系現像剤 | |
| JP5398373B2 (ja) | 電子写真用キャリアの製造方法 | |
| JP5899185B2 (ja) | 2成分現像剤、及び2成分現像剤の製造方法 | |
| JP4766713B2 (ja) | 磁性キャリアの製造方法 | |
| JP5539107B2 (ja) | 磁性キャリア | |
| JP5694635B2 (ja) | 電子写真現像剤用磁性キャリア及びその製造方法、二成分系現像剤 | |
| JP4979072B2 (ja) | 二成分現像剤用キャリア | |
| JP2011007857A (ja) | 現像方法 | |
| JP2004271851A (ja) | 二成分系現像剤 | |
| JP2015084118A (ja) | 電子写真現像剤用磁性キャリア及びその製造方法、二成分系現像剤 | |
| JP2011248084A (ja) | トナー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110627 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5197195 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |