JP2010007904A - 焼結機のパレット位置認識装置および漏風検知装置 - Google Patents
焼結機のパレット位置認識装置および漏風検知装置 Download PDFInfo
- Publication number
- JP2010007904A JP2010007904A JP2008165248A JP2008165248A JP2010007904A JP 2010007904 A JP2010007904 A JP 2010007904A JP 2008165248 A JP2008165248 A JP 2008165248A JP 2008165248 A JP2008165248 A JP 2008165248A JP 2010007904 A JP2010007904 A JP 2010007904A
- Authority
- JP
- Japan
- Prior art keywords
- pallet
- sintering machine
- rfid tag
- pallets
- position recognition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
- C22B1/205—Sintering; Agglomerating in sintering machines with movable grates regulation of the sintering process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B21/00—Open or uncovered sintering apparatus; Other heat-treatment apparatus of like construction
- F27B21/06—Endless-strand sintering machines
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
【解決手段】パレット1それぞれのサイドウォール8の外側に設置されたRFIDタグ11と、一連のパレットPに対向し、周回する各パレット1に設置されたRFIDタグ11との間で電波を送受信することが可能なアンテナ12と、アンテナ12に接続されたRFIDタグ11のリーダ/ライタ13と、リーダ/ライタ13から入力されるRFIDタグ11の識別情報に基づき、パレット1の位置を検出して認識する信号処理部14と具備するパレット位置認識装置32、およびこのパレット位置認識装置32を具備する焼結機の漏風検知装置33。
【選択図】図3
Description
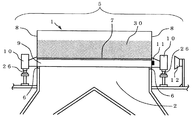
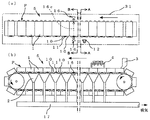
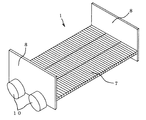
本発明の焼結機のパレット位置認識装置の実施の形態の概略構成を、図1、図2、および図3に示す。図1は、本発明にかかる位置認識装置が設けられた焼結機5を示し、(a)は平面図、(b)は側面図である。焼結機5は、図1に示すように、長手方向に多数個のパレット1が連結されて長手方向に移動可能な一連のパレットPと、一連のパレットPの下方に固定して設けられた複数個のウインドボックス2からなる吸気手段とを具備する。各パレット1は、図10に示すように、底面にグレートバー7を並べ、グレートバー7を挟んで両側面に配置されるサイドウォール8の外側に、車輪10を備えている。図1(b)に示すように、一連のパレットPは先端と後端とが連接されており、エンドレスに焼結機5の筐体31内を周回する。各ウインドボックス2は、吸気管17を介してブロア(図示省略)で吸気/排気して減圧される。一連のパレットPの周回中に、各パレット1に、原料供給ホッパー3からコークス粉を含む焼結原料が供給され、積載される。その焼結原料層30の表面が点火炉4で着火され、ウインドボックス2を介して吸気される。図2は、図1のA−A線から見た断面図である。パレット1は、焼結機5の筐体31内の両側に固定して設けられた2本の軌条26上を、各パレット1に備えられた車輪10が転がることにより移動する。
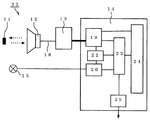
まず、RFID入力部19の制御の下にリーダ/ライタ13から出力される、識別信号をリクエストするプローブ信号に基づき、アンテナ12からパレット1側面に向けて、一定周期ΔTの送信(又は受信)時刻Tm(m=0、1、2、・・・)に、例えば1秒間隔でプローブ信号の送信波を送信する。次に、アンテナ12から送信したプローブ信号の送信波に対する、RFIDタグ11からの応答としての受信波をアンテナ12が一定周期ΔTで受信し、リーダ/ライタ13へ伝送する。リーダ/ライタ13は受信波の信号から、パレット番号等の識別情報を含む応答信号を検出し、当該応答信号をRFID入力部19に入力する。ただし、アンテナ12に対向した位置に正常なRFIDタグ11が無いときには、リーダ/ライタ13から応答信号は出力されず、RFID入力部19に識別情報を含む応答信号は入力されない。このとき、RFID入力部19へは識別情報を含まないNULL信号が、一定周期ΔTで入力される。RFID入力部19では、上記の入力された応答信号からパレット番号等の識別信号、又は、NULL信号から非検知信号(例えば「NULL」)を、上記の送信時刻信号Tmと紐つけて識別データDmとして、順次内蔵するメモリに記録する。このとき、送信時刻信号Tmと識別信号等の各組に連番Nを付すと良い。さらに、識別データDmを順次、誤認識防止部22およびパレット位置演算部23に入力する。なお、以上の処理は、測定制御部24に内蔵する時計機能部から出力される時刻信号(タイミング信号)に同期して実行してもよい。
RFID入力部19では、さらに、上記「NULL」が所定の回数、例えば3回連続して入力されたときには、1台のパレット(設置されたRFIDタグ)が通過完了したとして、パレット通過信号Vpsを作成する。次に、RFID入力部19は、パレット通過信号Vpsを順次、誤認識防止部22に入力する。また、パレット通過信号Vpsをパレット位置演算部23にも入力してもよい。なお、以上の処理は、測定制御部24に内蔵する時計機能部から出力される時刻信号(タイミング信号)に同期して実行してもよい。
パレット位置演算部23では、RFID入力部19から順次入力される連続した識別データDmに基づいて、1台のパレットのRFIDタグからの識別データDmを用いて、例えば、最初の受信時刻と最終の受信時刻とから二つの中間の時刻を求め、その時刻にRFIDタグ11が装着されたパレット1のライン長手方向の中心がアンテナ12の正面に位置していたと認識する。なお、当該処理に際して、パレット通過信号Vpsをトリガー信号等として用いてもよい。
一方、パレット位置演算部23では、速度検出器15による速度検出値Vmを速度信号入力部20に入力し、当該速度検出値Vmと測定開始からの時間(Tm−T0)とから、1番パレット(一連のパレットの先頭)の焼結機内での進行距離Lm(Lm=Vm×(Tm−T0))が算出でき、進行距離Lmと1番パレットと各パレットとの距離とから、上記基準位置に対する各パレットの位置を算出する。このようにパレット速度から算出した、あるパレットについてそのパレット位置と、S102で認識したパレット位置との誤差を演算し、誤差が±Xcm未満である場合には、パレット速度から算出したパレット位置を正として出力する。又、誤差が許容範囲±Xcm以上である場合には、S102で認識したパレット位置を正として、パレット速度から算出した焼結機上にある現時点における各パレットの位置を、誤差分だけ補正する。本実施の形態では、例えばX=10cmとしたが、所望の位置検出精度に基づき適宜設定する。
誤認識防止部では、速度検出器15によるパレット速度の測定値に基づきS103で導出したパレット位置の測定値と、S100で得られた識別データDmとを照らし合わせて、RFIDタグとリーダ/ライタ13との間の送受信エラー等による応答信号の読み飛ばし等による、パレット速度に基づくパレット番号の導出をするときの誤認識を防止する処理を実行する。なお、当該誤認識処理は、速度検出器15によるパレット速度に基づくパレット番号の導出を主たる位置検出手段とするときに用いるとよい。RFIDタグからの応答信号を主たる位置検出手段とするときには、必ずしも用いる必要はない。
以上の各処理で得られた算出結果・導出結果は、出力部25で作業者等に提示するためにコンピュータディスプレー等、又は記録装置へ出力する。
本願の第2の発明である焼結機のパレットの漏風検知装置の実施の形態を、図5〜図8を用いて詳細に説明する。本実施の形態における漏風検知装置には、上記で例示した第1の発明のパレット位置認識装置が具備されている。なお、以下の説明の図面中においては、上記の図面と同一の機能を有す装置・部分の符号は同一の符号を付記して、図面の煩雑さを回避する。
2 ウインドボックス
2a 側壁
3 原料供給ホッパー
4 点火炉
5 焼結機
6 パレットシールバー
7 グレートバー
8 サイドウォール
9 台車
10 車輪
11 RFIDタグ
12 アンテナ
13 リーダ/ライタ
14 信号処理部
15 速度検出器
16 レーザ式酸素濃度計
16a 発光器
16b 受光器
16c 光軸
17 吸気管
18 信号線RF
19 RFID入力部
20 速度信号入力部
21 酸素濃度信号入力部
22 誤認識防止部
23 パレット位置演算部
24 測定制御部
25 出力部
26 軌条
27 パージ管
28 フランジ
29 シールガラス窓
30 焼結原料層
31 筐体
32 パレット位置認識装置
33 漏風検知装置
41 データ処理装置
Claims (4)
- 焼結原料を積載して移動可能な複数のパレットが移動方向に連接し、その先端部と後端部とが接続されたエンドレスの一連のパレットと、筐体に固定して前記一連のパレットの下に配設された複数のウインドボックスと、該複数のウインドボックスそれぞれの下端部に接続され前記ウインドボックス内のガスを排気するための吸気管とからなる焼結機の漏風検知装置において、焼結機内を周回する前記パレットそれぞれの焼結機長手方向の位置を検出する焼結機のパレット位置認識装置であって、
前記パレットそれぞれのサイドウォールの外側に設置され、識別情報の書き込みおよび読み取りが可能なRFIDタグと、
前記焼結機の筐体に固定され、前記一連のパレットに対向し、周回する各パレットに設置された前記RFIDタグとの間で電波を所定の時間だけ送受信することが可能な位置に設置されたアンテナと、
前記アンテナに接続され、前記各RFIDタグの識別情報を含む信号の書き込みおよび読み取りが可能なRFIDタグのリーダ/ライタと、
前記リーダ/ライタから入力されるRFIDタグの識別情報に基づいて、前記アンテナの位置を通過するパレットを識別し、該パレットの位置を検出して認識する信号処理部とを具備することを特徴とする焼結機のパレット位置認識装置。 - 前記RFIDタグのリーダ/ライタは、前記RFIDタグに前記識別情報を要求するプローブ信号をアンテナ経由で所定の時間周期で送信し、RFIDタグから返信された受信波から識別情報を得て、該識別情報を前記信号処理部に識別信号として出力し、
前記信号処理部は、該所定の時間周期で入力された識別信号に基づき、各パレットの番号および焼結機長手方向の位置を、予め設定された前記一連のパレットの配置状態の情報を用いて導出することを特徴とする請求項1に記載の焼結機のパレット位置認識装置。 - 請求項2に記載の焼結機のパレット位置認識装置において、
さらに、各パレットの移動速度を検出する速度検出器を具備し、
前記信号処理部は、前記速度検出器から入力されるパレットの移動速度、および前記一連のパレットの配置状態の情報に基づき、各パレットの番号および焼結機長手方向の位置を導出することを特徴とする焼結機のパレット位置認識装置。 - 請求項1乃至請求項3のうちのいずれか1項に記載の焼結機のパレット位置認識装置を具備する焼結機の漏風検知装置であって、
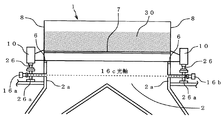
前記ウインドボックスの焼結機長手方向と直交する向きに対向した壁の上部に、発光器と受光器とがそれぞれ前記パレットの幅方向に対向して配設されており、該発光器からレーザ光を出射し該受光器で受光して光路中の酸素濃度を測定する1又は複数のレーザ式酸素濃度計と、
前記レーザ式酸素濃度計で測定したウインドボックス中の酸素濃度の値に基づき、前記一連のパレットそれぞれについて漏風の有無と大きさとを検知するデータ処理装置とを具備することを特徴とする焼結機の漏風検知装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165248A JP5269496B2 (ja) | 2008-06-25 | 2008-06-25 | 焼結機のパレット位置認識装置および漏風検知装置 |
| PCT/JP2009/061547 WO2009157499A1 (ja) | 2008-06-25 | 2009-06-18 | 焼結機のパレット位置認識装置および漏風検知装置 |
| EP09770209.6A EP2306131B1 (en) | 2008-06-25 | 2009-06-18 | Pallet position recognition device of sintering machine and air leak detector |
| CN200980124236.3A CN102077048B (zh) | 2008-06-25 | 2009-06-18 | 烧结机的烧结小车位置识别装置及漏风检测装置 |
| KR1020107028902A KR101276362B1 (ko) | 2008-06-25 | 2009-06-18 | 팰릿 위치 인식 장치와 에어 리크 검지 장치를 구비한 소결기 |
| BRPI0914677A BRPI0914677A2 (pt) | 2008-06-25 | 2009-06-18 | dispositivo de identificação de posição de palete e detector de vazamento de ar para máquina sinterizadora |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165248A JP5269496B2 (ja) | 2008-06-25 | 2008-06-25 | 焼結機のパレット位置認識装置および漏風検知装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007904A true JP2010007904A (ja) | 2010-01-14 |
| JP5269496B2 JP5269496B2 (ja) | 2013-08-21 |
Family
ID=41444563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008165248A Active JP5269496B2 (ja) | 2008-06-25 | 2008-06-25 | 焼結機のパレット位置認識装置および漏風検知装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2306131B1 (ja) |
| JP (1) | JP5269496B2 (ja) |
| KR (1) | KR101276362B1 (ja) |
| CN (1) | CN102077048B (ja) |
| BR (1) | BRPI0914677A2 (ja) |
| WO (1) | WO2009157499A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101968314A (zh) * | 2010-07-07 | 2011-02-09 | 新兴铸管股份有限公司 | 烧结机系统漏风率的测定方法 |
| JP2011084758A (ja) * | 2009-10-13 | 2011-04-28 | Kobe Steel Ltd | 測定データ収集方法及び測定データ収集システム |
| WO2011108532A1 (ja) * | 2010-03-01 | 2011-09-09 | 新日本製鐵株式会社 | パレット台車の漏風検知システム、パレット台車の漏風検知方法 |
| JP2012036476A (ja) * | 2010-08-10 | 2012-02-23 | Nippon Steel Corp | 焼結機パレットの漏風箇所検知方法 |
| JP2012036477A (ja) * | 2010-08-10 | 2012-02-23 | Nippon Steel Corp | 焼結機パレットの漏風箇所特定方法 |
| JP2013122342A (ja) * | 2011-12-12 | 2013-06-20 | Nippon Steel & Sumitomo Metal Corp | 焼結機のパレットのデータ測定装置およびデータ測定方法 |
| JP2013122341A (ja) * | 2011-12-12 | 2013-06-20 | Nippon Steel & Sumitomo Metal Corp | 焼結機のパレットのデータ測定装置およびデータ測定方法 |
| JP2013159819A (ja) * | 2012-02-03 | 2013-08-19 | Nippon Steel & Sumitomo Metal Corp | 焼結機の操業方法及び焼結機の操業システム |
| JP2014034686A (ja) * | 2012-08-07 | 2014-02-24 | Nippon Steel & Sumitomo Metal | 焼結機のパレット位置認識装置を用いた焼結鉱の製造方法 |
| JP2014092296A (ja) * | 2012-10-31 | 2014-05-19 | Nippon Steel & Sumitomo Metal | レーザ式酸素濃度計 |
| JP2014122382A (ja) * | 2012-12-20 | 2014-07-03 | Nippon Steel & Sumitomo Metal | 焼結機パレットの漏風箇所特定方法 |
| JP2018004184A (ja) * | 2016-07-05 | 2018-01-11 | Jfeスチール株式会社 | ドワイトロイド式焼結機における漏風検知方法及び漏風検知システム |
| TWI877191B (zh) * | 2019-07-30 | 2025-03-21 | 盧森堡商保爾沃特股份公司 | 用於監測移動式爐排機之狀況的系統及方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6115118B2 (ja) * | 2012-12-20 | 2017-04-19 | 新日鐵住金株式会社 | 焼結機パレットの履歴管理方法 |
| CN111562061A (zh) * | 2020-04-30 | 2020-08-21 | 北京科技大学 | 一种铁矿石烧结机系统漏风率的测试方法 |
| CN113298207B (zh) * | 2021-05-27 | 2023-07-25 | 中冶长天国际工程有限责任公司 | 烧结台车识别方法、装置及系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58189337A (ja) * | 1982-04-26 | 1983-11-05 | Kawasaki Steel Corp | 焼結機のパレツト損傷検出方法 |
| JPS61195929A (ja) * | 1985-02-27 | 1986-08-30 | Kawasaki Steel Corp | 焼結設備の漏風検知方法 |
| JPH06300460A (ja) * | 1993-04-14 | 1994-10-28 | Yaskawa Electric Corp | 焼結機のパレット台車停止位置制御方法 |
| JP2005335488A (ja) * | 2004-05-26 | 2005-12-08 | Nippon Cable Co Ltd | 自動循環式索道の個別搬器情報管理装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59185739A (ja) * | 1983-04-05 | 1984-10-22 | Sumitomo Metal Ind Ltd | 焼結燃焼前線グレ−ト到達位置検出方法 |
| CN2035452U (zh) * | 1988-07-30 | 1989-04-05 | 治金工业部长沙黑色治金矿山设计研究院 | 烧结机料层厚度控制装置 |
| JP3498973B2 (ja) * | 1993-04-09 | 2004-02-23 | 新日本製鐵株式会社 | 焼結機の漏風検知方法 |
| CN2682356Y (zh) * | 2004-03-05 | 2005-03-02 | 史勇 | 步进式烧结机自动循环运行装置 |
| US7295120B2 (en) * | 2004-12-10 | 2007-11-13 | 3M Innovative Properties Company | Device for verifying a location of a radio-frequency identification (RFID) tag on an item |
| WO2006082612A1 (ja) * | 2005-01-31 | 2006-08-10 | Fujitsu Limited | Rfidキャリアセンス方法及び,これを用いるrfidシステム |
| US7323996B2 (en) * | 2005-08-02 | 2008-01-29 | International Business Machines Corporation | RFID reader having antenna with directional attenuation panels for determining RFID tag location |
| JP5157054B2 (ja) * | 2005-08-30 | 2013-03-06 | 大日本印刷株式会社 | 運搬装置、運搬装置の進入制限システム |
| JP5027486B2 (ja) * | 2006-11-20 | 2012-09-19 | 株式会社タクマ | クロムを含有する有機物を燃料とする燃焼装置及びこれを用いたクロムを含有する有機物燃料の燃焼方法 |
| CN101082495B (zh) * | 2007-07-30 | 2010-11-10 | 攀枝花新钢钒股份有限公司 | 烧结台车位置跟踪装置及方法 |
-
2008
- 2008-06-25 JP JP2008165248A patent/JP5269496B2/ja active Active
-
2009
- 2009-06-18 WO PCT/JP2009/061547 patent/WO2009157499A1/ja not_active Ceased
- 2009-06-18 KR KR1020107028902A patent/KR101276362B1/ko active Active
- 2009-06-18 BR BRPI0914677A patent/BRPI0914677A2/pt active IP Right Grant
- 2009-06-18 EP EP09770209.6A patent/EP2306131B1/en active Active
- 2009-06-18 CN CN200980124236.3A patent/CN102077048B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58189337A (ja) * | 1982-04-26 | 1983-11-05 | Kawasaki Steel Corp | 焼結機のパレツト損傷検出方法 |
| JPS61195929A (ja) * | 1985-02-27 | 1986-08-30 | Kawasaki Steel Corp | 焼結設備の漏風検知方法 |
| JPH06300460A (ja) * | 1993-04-14 | 1994-10-28 | Yaskawa Electric Corp | 焼結機のパレット台車停止位置制御方法 |
| JP2005335488A (ja) * | 2004-05-26 | 2005-12-08 | Nippon Cable Co Ltd | 自動循環式索道の個別搬器情報管理装置 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011084758A (ja) * | 2009-10-13 | 2011-04-28 | Kobe Steel Ltd | 測定データ収集方法及び測定データ収集システム |
| CN102782432A (zh) * | 2010-03-01 | 2012-11-14 | 新日本制铁株式会社 | 托盘台车的漏风检测系统和托盘台车的漏风检测方法 |
| WO2011108532A1 (ja) * | 2010-03-01 | 2011-09-09 | 新日本製鐵株式会社 | パレット台車の漏風検知システム、パレット台車の漏風検知方法 |
| KR101397244B1 (ko) * | 2010-03-01 | 2014-05-22 | 신닛테츠스미킨 카부시키카이샤 | 팔레트 대차의 누풍 검지 시스템, 팔레트 대차의 누풍 검지 방법 |
| JP4890663B2 (ja) * | 2010-03-01 | 2012-03-07 | 新日本製鐵株式会社 | パレット台車の漏風検知システム、パレット台車の漏風検知方法 |
| CN101968314A (zh) * | 2010-07-07 | 2011-02-09 | 新兴铸管股份有限公司 | 烧结机系统漏风率的测定方法 |
| JP2012036477A (ja) * | 2010-08-10 | 2012-02-23 | Nippon Steel Corp | 焼結機パレットの漏風箇所特定方法 |
| JP2012036476A (ja) * | 2010-08-10 | 2012-02-23 | Nippon Steel Corp | 焼結機パレットの漏風箇所検知方法 |
| JP2013122342A (ja) * | 2011-12-12 | 2013-06-20 | Nippon Steel & Sumitomo Metal Corp | 焼結機のパレットのデータ測定装置およびデータ測定方法 |
| JP2013122341A (ja) * | 2011-12-12 | 2013-06-20 | Nippon Steel & Sumitomo Metal Corp | 焼結機のパレットのデータ測定装置およびデータ測定方法 |
| JP2013159819A (ja) * | 2012-02-03 | 2013-08-19 | Nippon Steel & Sumitomo Metal Corp | 焼結機の操業方法及び焼結機の操業システム |
| JP2014034686A (ja) * | 2012-08-07 | 2014-02-24 | Nippon Steel & Sumitomo Metal | 焼結機のパレット位置認識装置を用いた焼結鉱の製造方法 |
| JP2014092296A (ja) * | 2012-10-31 | 2014-05-19 | Nippon Steel & Sumitomo Metal | レーザ式酸素濃度計 |
| JP2014122382A (ja) * | 2012-12-20 | 2014-07-03 | Nippon Steel & Sumitomo Metal | 焼結機パレットの漏風箇所特定方法 |
| JP2018004184A (ja) * | 2016-07-05 | 2018-01-11 | Jfeスチール株式会社 | ドワイトロイド式焼結機における漏風検知方法及び漏風検知システム |
| TWI877191B (zh) * | 2019-07-30 | 2025-03-21 | 盧森堡商保爾沃特股份公司 | 用於監測移動式爐排機之狀況的系統及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20110014216A (ko) | 2011-02-10 |
| JP5269496B2 (ja) | 2013-08-21 |
| CN102077048B (zh) | 2013-09-18 |
| EP2306131A1 (en) | 2011-04-06 |
| WO2009157499A1 (ja) | 2009-12-30 |
| CN102077048A (zh) | 2011-05-25 |
| EP2306131A4 (en) | 2015-04-15 |
| BRPI0914677A2 (pt) | 2015-10-20 |
| KR101276362B1 (ko) | 2013-06-18 |
| EP2306131B1 (en) | 2019-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5269496B2 (ja) | 焼結機のパレット位置認識装置および漏風検知装置 | |
| JP7115485B2 (ja) | 異常検知システム、異常検知装置、異常検知方法、コンピュータプログラム、及びチェーン | |
| JP5777500B2 (ja) | 焼結機のパレットのデータ測定装置およびデータ測定方法 | |
| US7378967B2 (en) | RFID tag sensitivity | |
| JP5298629B2 (ja) | 焼結機の漏風検知装置 | |
| CN106529867B (zh) | 一种出入库管理系统和方法 | |
| US20060049249A1 (en) | RFID sensor array | |
| JP2020027095A (ja) | 搬送システム検査装置(ドクター物流) | |
| US8459082B2 (en) | System for changing a roller | |
| US20150061838A1 (en) | Monitoring system, notification apparatus and monitoring method | |
| US7891663B2 (en) | Overlapped conveyance detection apparatus for printing sheet | |
| US20130271267A1 (en) | Apparatus for encoding rfid tag | |
| JP5777501B2 (ja) | 焼結機のパレットのデータ測定装置およびデータ測定方法 | |
| JP5442965B2 (ja) | 物品位置検出システム | |
| JP2014122380A (ja) | 焼結機パレットの履歴管理方法 | |
| CN109597381A (zh) | 一种基于大数据的物联网安全管理系统 | |
| JP5418439B2 (ja) | 焼結機パレットの漏風箇所特定方法 | |
| JP2010018093A (ja) | タイヤ情報検出システム | |
| JP5303436B2 (ja) | 測定値管理システムおよび測定値管理方法 | |
| JP5573482B2 (ja) | 焼結機パレットの漏風箇所検知方法 | |
| KR20110001263A (ko) | Rfid 태그 검사장치 및 방법 | |
| US12430523B2 (en) | Systems and methods for monitoring a plurality of assets | |
| KR101782583B1 (ko) | 선택적촉매환원 촉매 정품 확인 장치 및 선택적촉매환원 촉매 정품 확인 방법 | |
| BRPI0914677B1 (pt) | Dispositivo de identificação de posição de palete de máquina sinterizadora | |
| JP2008243091A (ja) | 認証タグ選定システム及び該システムに用いられる情報処理装置、認証タグ選定方法、認証タグ選定プログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130325 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130508 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5269496 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |