JP2010007803A - 継手用挿入ガイドと挿入ガイド自動供給方法とワンタッチ継手 - Google Patents
継手用挿入ガイドと挿入ガイド自動供給方法とワンタッチ継手 Download PDFInfo
- Publication number
- JP2010007803A JP2010007803A JP2008169745A JP2008169745A JP2010007803A JP 2010007803 A JP2010007803 A JP 2010007803A JP 2008169745 A JP2008169745 A JP 2008169745A JP 2008169745 A JP2008169745 A JP 2008169745A JP 2010007803 A JP2010007803 A JP 2010007803A
- Authority
- JP
- Japan
- Prior art keywords
- insertion guide
- joint
- rail
- inner peripheral
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003780 insertion Methods 0.000 title claims abstract description 158
- 230000037431 insertion Effects 0.000 title claims abstract description 158
- 238000000034 method Methods 0.000 title claims abstract description 15
- 239000011347 resin Substances 0.000 claims abstract description 15
- 229920005989 resin Polymers 0.000 claims abstract description 15
- 238000007789 sealing Methods 0.000 claims abstract description 11
- 230000002093 peripheral effect Effects 0.000 claims description 70
- 230000008878 coupling Effects 0.000 claims description 9
- 238000010168 coupling process Methods 0.000 claims description 9
- 238000005859 coupling reaction Methods 0.000 claims description 9
- 238000001746 injection moulding Methods 0.000 claims description 7
- 239000013013 elastic material Substances 0.000 claims description 2
- 210000000078 claw Anatomy 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229920003020 cross-linked polyethylene Polymers 0.000 description 1
- 239000004703 cross-linked polyethylene Substances 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 230000020509 sex determination Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images









Landscapes
- Joints With Sleeves (AREA)
- Quick-Acting Or Multi-Walled Pipe Joints (AREA)
Abstract
【解決手段】継手本体2内に装着されて接合パイプ3の接合時にこの接合パイプ3の挿入をガイドする環状の挿入ガイド1である。この挿入ガイド1は、何れか一方の端面側に方向性判別用の突出片11が一体に突出形成されている。
【選択図】 図1
Description
図1において、挿入ガイド本体1は、例えば、ポリエチレンなどの樹脂等の弾性材料により環状に形成され、ワンタッチ継手本体(以下、継手本体)2内に装着される。挿入ガイド本体1は、接合パイプ3を継手本体2に接合する時に、この接合パイプ3の挿入をガイドする機能を有し、テーパ面5、テーパ面部6、段部7、後端面8、先端アール面9、スリット10、突出片11を有している。
スリット10は、挿入ガイド本体1の先端側及び後端側から、軸方向に適宜の長さにより複数本交互に設けられる。スリット10は、本実施形態においては、挿入ガイド本体1の先端側に90度毎に設けたスリット10aと後端側に90度毎に設けたスリット10bとからなっており、各スリット10a、10bは、挿入ガイド本体1の先端側及び後端側からそれぞれ4本ずつ形成されている。これにより、挿入ガイド本体1が軸方向に変形できるようになっている。
更に、突出片11は、挿入ガイド本体1の先端側の円周方向において、対向する2ヶ所に円弧状に設けられている。これにより、突出片11の強度を増すことができる。
図2において、パーツフィーダ21は、部品である挿入ガイド本体1供給用のレール22と、ボウル24とを有し、挿入ガイド本体1をこのパーツフィーダ21に投入したときに、突出片11をレール22に係合させてこの挿入ガイド本体1を自動供給できるようにした装置である。
以上のように、本発明の挿入ガイドは、先端面側に方向判別用の突出片11が形成されているので、この挿入ガイドを自動供給、又は手作業によって簡単に判別して継手本体内に適正な方向で装着できる。
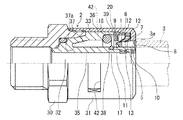
図7に示すように、本実施形態における継手本体2は、継手部30と被覆部31とを有し、この継手部30と被覆部31の内部に筒状インジケータ32、内周Oリング17、外周シール部材(外周Oリング)18、ロックリング12が装着されている。
この挿入により、図8に示すように挿入ガイド本体1が内周Oリング17に差し掛かった場合には、前述のように突出片11の内周径D1が内周Oリング17の外径D2よりも大径であることから、この突出片11が内周Oリング17に接触することが無く、内周Oリング17に対して突出片11を設けない場合と同様に内側アール面15が接触する。このため、接合パイプ3挿入時の最大荷重に影響を与えることが無い。
また、このバリ26は、切断後に切欠部23から突出しないため、図10の比較例に示したガイドリング体40のように先端側にバリ部41が形成されることがなく、このバリ部41のように内周Oリング17、外周Oリング18に噛み込まれるおそれが無い。
2 継手本体
3 接合パイプ
6 テーパ面部
11 突出片
17 内周Oリング(内周シール部材)
20 外周側先端部
21 パーツフィーダ
22 レール
23 切欠部
35 内筒部
38 装着溝
D1 内周径
D2 外径
Claims (10)
- 継手内に装着されて接合パイプの接合時にこの接合パイプの挿入をガイドする環状の挿入ガイドであって、何れか一方の端面側に方向性判別用の突出片を一体に突出形成したことを特徴とする継手用挿入ガイド。
- 前記突出片は、その内周径が前記継手内に装着される内周シール部材の外径よりも大径であり、その外周側先端部が先端外周側に形成されたテーパ面部の延長線上に形成された請求項1に記載の継手用挿入ガイド。
- 前記突出片は、一対の係合片である請求項1又は2に記載の継手用挿入ガイド。
- 前記突出片の少なくとも何れか一方に樹脂射出成形用の切欠部を設けた請求項1乃至3の何れか1項に記載の継手用挿入ガイド。
- 接合パイプのガイド用であり、何れか一方の端面側に突出片を有する挿入ガイドをパーツフィーダに投入し、前記突出片を前記パーツフィーダの部品供給用レールに係合させて前記挿入ガイドを自動供給するようにしたことを特徴とする挿入ガイドの自動供給方法。
- 前記レールに振動を与えて前記突出片をこのレールに係合させて前記挿入ガイドを前記レールに対して適正方向に載置させて自動供給すると共に、前記挿入ガイドが前記レールに対して非適正方向に載置した場合にこの挿入ガイドを前記レールから脱落させるようにした請求項5に記載の挿入ガイドの自動供給方法。
- 前記レールを前記挿入ガイドの供給方向と交差する方向に傾斜させて前記挿入ガイドの非適正方向時における前記レールからの脱落を促進するようにした請求項6に記載の挿入ガイドの自動供給方法。
- 継手内に一体に又は別体に設けた内筒部の外周面に装着溝を形成し、この装着溝に内周シール部材を装着し、前記内筒部には弾性材料で形成されて接合パイプの挿入をガイドする挿入ガイドを収納し、この挿入ガイドは、先端面側に外部から前記継手への装着方向を判別可能な突出片が一体に突出形成されていることを特徴とするワンタッチ継手。
- 前記突出片は、その内周径が前記継手内に装着される内周シール部材の外径よりも大径である請求項8に記載のワンタッチ継手。
- 前記突出片は、その内周径が前記継手内に装着される内周シール部材の外径よりも大径であり、その外周側先端部が先端外周側に形成されたテーパ面部の延長線上に形成された請求項8に記載のワンタッチ継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169745A JP5270982B2 (ja) | 2008-06-30 | 2008-06-30 | ワンタッチ継手と挿入ガイドの自動供給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169745A JP5270982B2 (ja) | 2008-06-30 | 2008-06-30 | ワンタッチ継手と挿入ガイドの自動供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007803A true JP2010007803A (ja) | 2010-01-14 |
| JP5270982B2 JP5270982B2 (ja) | 2013-08-21 |
Family
ID=41588537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169745A Active JP5270982B2 (ja) | 2008-06-30 | 2008-06-30 | ワンタッチ継手と挿入ガイドの自動供給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5270982B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003314775A (ja) * | 2002-04-19 | 2003-11-06 | Jfe Pipe Fitting Mfg Co Ltd | 差込み式管継手、及び差込み式管継手への管差込み方法 |
| JP2006266326A (ja) * | 2005-03-22 | 2006-10-05 | Hitachi Metals Ltd | 管継手 |
| JP2008025819A (ja) * | 2006-07-24 | 2008-02-07 | Sanyo Seisakusho:Kk | 継手 |
| JP2010002022A (ja) * | 2008-06-23 | 2010-01-07 | Kitz Corp | 樹脂管用ワンタッチ継手 |
-
2008
- 2008-06-30 JP JP2008169745A patent/JP5270982B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003314775A (ja) * | 2002-04-19 | 2003-11-06 | Jfe Pipe Fitting Mfg Co Ltd | 差込み式管継手、及び差込み式管継手への管差込み方法 |
| JP2006266326A (ja) * | 2005-03-22 | 2006-10-05 | Hitachi Metals Ltd | 管継手 |
| JP2008025819A (ja) * | 2006-07-24 | 2008-02-07 | Sanyo Seisakusho:Kk | 継手 |
| JP2010002022A (ja) * | 2008-06-23 | 2010-01-07 | Kitz Corp | 樹脂管用ワンタッチ継手 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5270982B2 (ja) | 2013-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6334634B1 (en) | Push-to-connect tubing fitting | |
| JP2009513886A (ja) | 差込継手 | |
| KR101434767B1 (ko) | 플라스틱 튜브를 니플에 연결하는 장치 | |
| CN102667293B (zh) | 一种用于启封管道组合件内的管道的设备 | |
| KR102447847B1 (ko) | 파이프 커플러 및 커플링 방법 | |
| KR101543367B1 (ko) | 삽입 고정식 파이프 연결장치 | |
| US20170184240A1 (en) | Connecting arrangement for connecting tube member to article | |
| WO2016048867A1 (en) | Pipe fitting apparatus and methods | |
| CN106715993A (zh) | 管连接器 | |
| JP4947706B2 (ja) | 管継手 | |
| US9310006B2 (en) | Hose connector | |
| KR101358520B1 (ko) | 관 조인트의 웅형 조인트 부재 | |
| JP5270982B2 (ja) | ワンタッチ継手と挿入ガイドの自動供給方法 | |
| JP2011163474A (ja) | 管継手 | |
| JP5400367B2 (ja) | 電気融着継手 | |
| US10738929B2 (en) | Sanitary Tee or Wye fitting component and use in a DWV system | |
| TWM545859U (zh) | 具管線定位確認之油管快速接頭 | |
| TWI803552B (zh) | 蝶形閥的配管用定心機構 | |
| JP2009138869A (ja) | 管継手連結部品及び配管構造体 | |
| JP4808757B2 (ja) | 支管 | |
| CN105972346A (zh) | 管接头 | |
| CN208927751U (zh) | 集成水路板与管路的连接结构及水处理设备 | |
| JP6696705B2 (ja) | 分水用コアの装着装置 | |
| JP6571987B2 (ja) | 継手部の構造および管の敷設方法 | |
| JP2021055763A (ja) | 継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110622 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130510 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5270982 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |