JP2010004716A - 永久磁石形回転電機の回転子構造 - Google Patents
永久磁石形回転電機の回転子構造 Download PDFInfo
- Publication number
- JP2010004716A JP2010004716A JP2008163577A JP2008163577A JP2010004716A JP 2010004716 A JP2010004716 A JP 2010004716A JP 2008163577 A JP2008163577 A JP 2008163577A JP 2008163577 A JP2008163577 A JP 2008163577A JP 2010004716 A JP2010004716 A JP 2010004716A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- permanent magnet
- rotor
- silicone rubber
- epoxy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
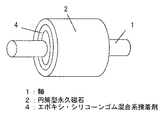
【解決手段】ネオジム焼結磁石で作られた円筒型永久磁石を回転軸の外周に嵌め合わせ、その嵌め合わせ面に接着剤を塗布して構造接着した構成になる永久磁石形回転電機の回転子において、前記接着剤には高弾性率の高分子系接着剤とゴム弾性を持った低弾性率の高分子系接着剤をブレンドした海島構造の接着剤を採用し、具体的にはエポキシ系成分にシリコーンゴム系成分を分散させて海島構造を形成したエポキシ・シリコーンゴム混合系接着剤で、そのガラス転移温度をモータ使用温度範囲のほぼ中間温度ないしそれ以下の温度に合わせて調製したものを使用する。
【選択図】 図1
Description
前記接着剤として、高弾性率の高分子系接着剤とゴム弾性を持った低弾性率の高分子系接着剤とを分散混合して構成した海島構造の接着剤を使用し(請求項1)、具体的には次記態様の接着剤を用いるものとする。
(1)前記した海島構造の接着剤は、エポキシ系成分にシリコーンゴム系成分を分散させて海島構造を形成したエポキシ・シリコーンゴム混合系接着剤である(請求項2)。
(2)前記のエポキシ・シリコーンゴム混合系接着剤は、そのガラス転移温度をモータ使用温度範囲のほぼ中間温度ないしそれ以下の温度に合わせて調製したものである(請求項3)。
2 円筒型永久磁石
4 エポキシ・シリコーンゴム混合系接着剤
Claims (3)
- 表面着磁した円筒形のネオジム焼結磁石を回転軸の外周に嵌め合わせ、その嵌め合わせ面に接着剤を塗布して構造接着した構成になる永久磁石形回転電機の回転子において、
前記接着剤として、高弾性率の高分子系接着剤と低弾性率の高分子系接着剤とを分散混合して構成した海島構造の接着剤を使用することを特徴とする永久磁石形回転電機の回転子構造。 - 請求項1に記載の回転子構造において、海島構造の接着剤がエポキシ成分にシリコーンゴム成分を分散して海島構造を形成したエポキシ・シリコーンゴム混合系接着剤であることを特徴とする永久磁石形回転電機の回転子構造。
- 請求項2に記載の回転子構造において、エポキシ・シリコーンゴム混合系接着剤のガラス転移温度を、モータ使用温度範囲のほぼ中間温度ないしそれ以下の温度に合わせて調製したことを特徴とする永久磁石形回転電機の回転子構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163577A JP5428218B2 (ja) | 2008-06-23 | 2008-06-23 | 永久磁石形回転電機の回転子構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163577A JP5428218B2 (ja) | 2008-06-23 | 2008-06-23 | 永久磁石形回転電機の回転子構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010004716A true JP2010004716A (ja) | 2010-01-07 |
| JP5428218B2 JP5428218B2 (ja) | 2014-02-26 |
Family
ID=41585933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008163577A Active JP5428218B2 (ja) | 2008-06-23 | 2008-06-23 | 永久磁石形回転電機の回転子構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5428218B2 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015064911A1 (ko) * | 2013-10-29 | 2015-05-07 | 소문섭 | 나선형 구조를 갖는 네오디뮴자석을 이용한 전기발생장치 |
| CN111106722A (zh) * | 2018-10-26 | 2020-05-05 | 发那科株式会社 | 装入有定子的马达护套的制造方法 |
| WO2020129948A1 (ja) * | 2018-12-17 | 2020-06-25 | 日本製鉄株式会社 | 積層コア、その製造方法及び回転電機 |
| CN114513075A (zh) * | 2020-10-29 | 2022-05-17 | 通用汽车环球科技运作有限责任公司 | 具有粘合剂增强的转子的旋转电机 |
| US11710990B2 (en) | 2018-12-17 | 2023-07-25 | Nippon Steel Corporation | Laminated core with circumferentially spaced adhesion parts on teeth |
| US11742129B2 (en) | 2018-12-17 | 2023-08-29 | Nippon Steel Corporation | Adhesively-laminated core, manufacturing method thereof, and electric motor |
| US11863017B2 (en) | 2018-12-17 | 2024-01-02 | Nippon Steel Corporation | Laminated core and electric motor |
| US11915860B2 (en) | 2018-12-17 | 2024-02-27 | Nippon Steel Corporation | Laminated core and electric motor |
| US11923130B2 (en) | 2018-12-17 | 2024-03-05 | Nippon Steel Corporation | Laminated core and electric motor |
| US11973369B2 (en) | 2018-12-17 | 2024-04-30 | Nippon Steel Corporation | Laminated core with center electrical steel sheets adhered with adhesive and some electrical steel sheets fixed to each other on both ends of the center sheets |
| US11979059B2 (en) | 2018-12-17 | 2024-05-07 | Nippon Steel Corporation | Laminated core and electric motor |
| US11990795B2 (en) | 2018-12-17 | 2024-05-21 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing same, and electric motor |
| US11996231B2 (en) | 2018-12-17 | 2024-05-28 | Nippon Steel Corporation | Laminated core and electric motor |
| US12068097B2 (en) | 2018-12-17 | 2024-08-20 | Nippon Steel Corporation | Laminated core, core block, electric motor and method of producing core block |
| US12074476B2 (en) | 2018-12-17 | 2024-08-27 | Nippon Steel Corporation | Adhesively-laminated core for stator and electric motor |
| US12081068B2 (en) | 2018-12-17 | 2024-09-03 | Nippon Steel Corporation | Laminated core with some electrical steel sheets adhered with adhesive and some electrical steel sheets fixed to each other |
| US12104096B2 (en) | 2018-12-17 | 2024-10-01 | Nippon Steel Corporation | Laminated core, laminated core manufacturing method, and electric motor |
| US12154711B2 (en) | 2018-12-17 | 2024-11-26 | Nippon Steel Corporation | Adhesively-laminated core for stator and electric motor |
| US12261482B2 (en) | 2018-12-17 | 2025-03-25 | Nippon Steel Corporation | Laminated core and electric motor |
| US12266971B2 (en) | 2018-12-17 | 2025-04-01 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing the same, and electric motor |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104485787B (zh) * | 2014-12-15 | 2017-06-27 | 哈尔滨电气动力装备有限公司 | 永磁电动机转子磁钢固定工艺 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6268874A (ja) * | 1985-09-19 | 1987-03-28 | Toyota Motor Corp | 接着剤組成物 |
| JPH08223838A (ja) * | 1995-02-17 | 1996-08-30 | Fuji Electric Co Ltd | 原動機の回転子及びその製造方法 |
| JP2001019929A (ja) * | 1999-07-08 | 2001-01-23 | Somar Corp | 一液型エポキシ樹脂系接着剤 |
-
2008
- 2008-06-23 JP JP2008163577A patent/JP5428218B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6268874A (ja) * | 1985-09-19 | 1987-03-28 | Toyota Motor Corp | 接着剤組成物 |
| JPH08223838A (ja) * | 1995-02-17 | 1996-08-30 | Fuji Electric Co Ltd | 原動機の回転子及びその製造方法 |
| JP2001019929A (ja) * | 1999-07-08 | 2001-01-23 | Somar Corp | 一液型エポキシ樹脂系接着剤 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9966806B2 (en) | 2013-10-29 | 2018-05-08 | Mun Seop SO | Electricity generation device using neodymium magnet having helical structure |
| WO2015064911A1 (ko) * | 2013-10-29 | 2015-05-07 | 소문섭 | 나선형 구조를 갖는 네오디뮴자석을 이용한 전기발생장치 |
| CN111106722B (zh) * | 2018-10-26 | 2024-05-10 | 发那科株式会社 | 装入有定子的马达护套的制造方法 |
| CN111106722A (zh) * | 2018-10-26 | 2020-05-05 | 发那科株式会社 | 装入有定子的马达护套的制造方法 |
| US12068097B2 (en) | 2018-12-17 | 2024-08-20 | Nippon Steel Corporation | Laminated core, core block, electric motor and method of producing core block |
| US11923130B2 (en) | 2018-12-17 | 2024-03-05 | Nippon Steel Corporation | Laminated core and electric motor |
| JPWO2020129948A1 (ja) * | 2018-12-17 | 2021-11-04 | 日本製鉄株式会社 | 積層コア、その製造方法及び回転電機 |
| US12266971B2 (en) | 2018-12-17 | 2025-04-01 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing the same, and electric motor |
| JP7180690B2 (ja) | 2018-12-17 | 2022-11-30 | 日本製鉄株式会社 | 積層コア、その製造方法及び回転電機 |
| KR102531969B1 (ko) | 2018-12-17 | 2023-05-12 | 닛폰세이테츠 가부시키가이샤 | 적층 코어, 그 제조 방법 및 회전 전기 기기 |
| US11710990B2 (en) | 2018-12-17 | 2023-07-25 | Nippon Steel Corporation | Laminated core with circumferentially spaced adhesion parts on teeth |
| US11742129B2 (en) | 2018-12-17 | 2023-08-29 | Nippon Steel Corporation | Adhesively-laminated core, manufacturing method thereof, and electric motor |
| US11855485B2 (en) | 2018-12-17 | 2023-12-26 | Nippon Steel Corporation | Laminated core, method of manufacturing same, and electric motor |
| US11863017B2 (en) | 2018-12-17 | 2024-01-02 | Nippon Steel Corporation | Laminated core and electric motor |
| US11915860B2 (en) | 2018-12-17 | 2024-02-27 | Nippon Steel Corporation | Laminated core and electric motor |
| KR20210091259A (ko) * | 2018-12-17 | 2021-07-21 | 닛폰세이테츠 가부시키가이샤 | 적층 코어, 그 제조 방법 및 회전 전기 기기 |
| US11973369B2 (en) | 2018-12-17 | 2024-04-30 | Nippon Steel Corporation | Laminated core with center electrical steel sheets adhered with adhesive and some electrical steel sheets fixed to each other on both ends of the center sheets |
| US11979059B2 (en) | 2018-12-17 | 2024-05-07 | Nippon Steel Corporation | Laminated core and electric motor |
| TWI725670B (zh) * | 2018-12-17 | 2021-04-21 | 日商日本製鐵股份有限公司 | 積層鐵芯、其製造方法及旋轉電機 |
| US11990795B2 (en) | 2018-12-17 | 2024-05-21 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing same, and electric motor |
| US11996231B2 (en) | 2018-12-17 | 2024-05-28 | Nippon Steel Corporation | Laminated core and electric motor |
| WO2020129948A1 (ja) * | 2018-12-17 | 2020-06-25 | 日本製鉄株式会社 | 積層コア、その製造方法及び回転電機 |
| US12074476B2 (en) | 2018-12-17 | 2024-08-27 | Nippon Steel Corporation | Adhesively-laminated core for stator and electric motor |
| US12081068B2 (en) | 2018-12-17 | 2024-09-03 | Nippon Steel Corporation | Laminated core with some electrical steel sheets adhered with adhesive and some electrical steel sheets fixed to each other |
| US12104096B2 (en) | 2018-12-17 | 2024-10-01 | Nippon Steel Corporation | Laminated core, laminated core manufacturing method, and electric motor |
| US12154711B2 (en) | 2018-12-17 | 2024-11-26 | Nippon Steel Corporation | Adhesively-laminated core for stator and electric motor |
| US12261482B2 (en) | 2018-12-17 | 2025-03-25 | Nippon Steel Corporation | Laminated core and electric motor |
| CN114513075A (zh) * | 2020-10-29 | 2022-05-17 | 通用汽车环球科技运作有限责任公司 | 具有粘合剂增强的转子的旋转电机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5428218B2 (ja) | 2014-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5428218B2 (ja) | 永久磁石形回転電機の回転子構造 | |
| US8987965B2 (en) | Rotor and permanent magnet rotating machine | |
| CN102634147B (zh) | 一种行波型旋转超声电机用聚偏氟乙烯基复合摩擦材料及其制备方法 | |
| CN103378672B (zh) | 电动机及其制造方法 | |
| JP2019149934A (ja) | 永久磁石片 | |
| CA3131358A1 (en) | Laminated core, core block, electric motor and method of producing core block | |
| JP2009201235A (ja) | 電動機固定子の固定方法 | |
| CN112534685B (zh) | 线圈以及电流激励式同步电机 | |
| WO2011106756A3 (en) | Improved magnet rotor assembly with increased physical strength | |
| JP2005151757A (ja) | ローター及びローターの製造方法 | |
| CN108880040A (zh) | 一种稀土永磁电机用耐高温抗退磁磁钢 | |
| CN204886469U (zh) | 转子及具有该转子的电动机 | |
| CN208596977U (zh) | 一种稀土永磁电机用耐高温抗退磁磁钢 | |
| JP4613654B2 (ja) | モータ、およびその製造方法 | |
| JP2005015563A (ja) | 電動パワーステアリング装置のためのエポキシ系接着剤組成物、接着構造体及び電動パワーステアリング装置 | |
| JP6429604B2 (ja) | 熱衝撃に強いボンド磁石を搭載したインナーロータ型モータ | |
| JP4124215B2 (ja) | ブラシレスモータ | |
| JP6393737B2 (ja) | 希土類ボンド磁石 | |
| JP2020198682A (ja) | ロータ | |
| JP2009060754A (ja) | ステータ用コア、ステータ、その組立方法およびモータ | |
| JP2012120366A (ja) | 永久磁石モータ及びその磁石並びにその磁石接着構造 | |
| WO2023053307A1 (ja) | 回転子および電動機 | |
| CN203537093U (zh) | 一种定子永磁式双转子电机的隔磁鼠笼外转子结构 | |
| JPH08223838A (ja) | 原動機の回転子及びその製造方法 | |
| CN102832729A (zh) | 一种永磁同步电机转子及其制造工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110422 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110614 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131118 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5428218 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |