JP2010003705A - 非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 - Google Patents
非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 Download PDFInfo
- Publication number
- JP2010003705A JP2010003705A JP2009222710A JP2009222710A JP2010003705A JP 2010003705 A JP2010003705 A JP 2010003705A JP 2009222710 A JP2009222710 A JP 2009222710A JP 2009222710 A JP2009222710 A JP 2009222710A JP 2010003705 A JP2010003705 A JP 2010003705A
- Authority
- JP
- Japan
- Prior art keywords
- positive electrode
- battery
- current collector
- binder
- electrolyte secondary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011255 nonaqueous electrolyte Substances 0.000 title claims abstract description 91
- 238000004519 manufacturing process Methods 0.000 title claims description 41
- 239000011230 binding agent Substances 0.000 claims abstract description 127
- 239000007774 positive electrode material Substances 0.000 claims abstract description 73
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 62
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 33
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 32
- 229910052742 iron Inorganic materials 0.000 claims abstract description 32
- 238000010438 heat treatment Methods 0.000 claims description 139
- 239000000203 mixture Substances 0.000 claims description 106
- 239000002002 slurry Substances 0.000 claims description 49
- 238000005096 rolling process Methods 0.000 claims description 41
- 239000008151 electrolyte solution Substances 0.000 claims description 6
- 238000000354 decomposition reaction Methods 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 3
- 238000001035 drying Methods 0.000 claims description 2
- 238000004804 winding Methods 0.000 claims 1
- 230000003247 decreasing effect Effects 0.000 abstract description 8
- 239000010410 layer Substances 0.000 description 68
- 238000012360 testing method Methods 0.000 description 59
- 239000002033 PVDF binder Substances 0.000 description 45
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 45
- 230000000694 effects Effects 0.000 description 37
- 238000002360 preparation method Methods 0.000 description 29
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 27
- 230000007423 decrease Effects 0.000 description 27
- 238000005259 measurement Methods 0.000 description 27
- 229920001971 elastomer Polymers 0.000 description 25
- 239000005060 rubber Substances 0.000 description 25
- -1 for example Substances 0.000 description 22
- 239000002245 particle Substances 0.000 description 20
- 238000000034 method Methods 0.000 description 14
- 238000002156 mixing Methods 0.000 description 14
- 229910052759 nickel Inorganic materials 0.000 description 14
- 239000007773 negative electrode material Substances 0.000 description 12
- 239000006258 conductive agent Substances 0.000 description 11
- 238000011109 contamination Methods 0.000 description 11
- 239000003792 electrolyte Substances 0.000 description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 8
- 239000000654 additive Substances 0.000 description 8
- 239000003125 aqueous solvent Substances 0.000 description 8
- 229910001416 lithium ion Inorganic materials 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 150000001555 benzenes Chemical class 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 7
- 239000010408 film Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 238000007789 sealing Methods 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 230000001629 suppression Effects 0.000 description 7
- 230000000996 additive effect Effects 0.000 description 6
- 229910052744 lithium Inorganic materials 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 5
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 239000011889 copper foil Substances 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- VAYTZRYEBVHVLE-UHFFFAOYSA-N 1,3-dioxol-2-one Chemical compound O=C1OC=CO1 VAYTZRYEBVHVLE-UHFFFAOYSA-N 0.000 description 4
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 150000003377 silicon compounds Chemical class 0.000 description 4
- 150000003606 tin compounds Chemical class 0.000 description 4
- RIUWBIIVUYSTCN-UHFFFAOYSA-N trilithium borate Chemical compound [Li+].[Li+].[Li+].[O-]B([O-])[O-] RIUWBIIVUYSTCN-UHFFFAOYSA-N 0.000 description 4
- BJWMSGRKJIOCNR-UHFFFAOYSA-N 4-ethenyl-1,3-dioxolan-2-one Chemical compound C=CC1COC(=O)O1 BJWMSGRKJIOCNR-UHFFFAOYSA-N 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- 229910013870 LiPF 6 Inorganic materials 0.000 description 3
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 229920002125 Sokalan® Polymers 0.000 description 3
- 239000006230 acetylene black Substances 0.000 description 3
- 229910021383 artificial graphite Inorganic materials 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- 239000004584 polyacrylic acid Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 229910014204 BM500B Inorganic materials 0.000 description 2
- HBJICDATLIMQTJ-UHFFFAOYSA-N C(O)(O)=O.C(=C)C=CC=C Chemical compound C(O)(O)=O.C(=C)C=CC=C HBJICDATLIMQTJ-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- 229910013684 LiClO 4 Inorganic materials 0.000 description 2
- 229910015608 LiNi0.82Co0.15Al0.03O2 Inorganic materials 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 150000001642 boronic acid derivatives Chemical class 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 239000001768 carboxy methyl cellulose Substances 0.000 description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 2
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 150000005676 cyclic carbonates Chemical class 0.000 description 2
- 150000001923 cyclic compounds Chemical group 0.000 description 2
- 230000006837 decompression Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- USIUVYZYUHIAEV-UHFFFAOYSA-N diphenyl ether Chemical compound C=1C=CC=CC=1OC1=CC=CC=C1 USIUVYZYUHIAEV-UHFFFAOYSA-N 0.000 description 2
- 239000007772 electrode material Substances 0.000 description 2
- 125000004494 ethyl ester group Chemical group 0.000 description 2
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- GAEKPEKOJKCEMS-UHFFFAOYSA-N gamma-valerolactone Chemical compound CC1CCC(=O)O1 GAEKPEKOJKCEMS-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- AMXOYNBUYSYVKV-UHFFFAOYSA-M lithium bromide Chemical compound [Li+].[Br-] AMXOYNBUYSYVKV-UHFFFAOYSA-M 0.000 description 2
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical compound [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 description 2
- 229910003002 lithium salt Inorganic materials 0.000 description 2
- 159000000002 lithium salts Chemical class 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- FTQOCZCGLMBLBG-IOBHVTPZSA-N (Z)-18-[3-[(Z)-17-carboxyheptadec-9-enyl]naphthalen-2-yl]octadec-9-enoic acid Chemical compound C1=C(C(=CC2=CC=CC=C12)CCCCCCCC\C=C/CCCCCCCC(=O)O)CCCCCCCC\C=C/CCCCCCCC(=O)O FTQOCZCGLMBLBG-IOBHVTPZSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- MEBALPPDZLDKGS-UHFFFAOYSA-M FC(C(C(C(S(=O)(=O)[O-])(F)F)(F)F)(F)F)(F)F.FC(S(=O)(=O)O)(F)F.[Li+] Chemical compound FC(C(C(C(S(=O)(=O)[O-])(F)F)(F)F)(F)F)(F)F.FC(S(=O)(=O)O)(F)F.[Li+] MEBALPPDZLDKGS-UHFFFAOYSA-M 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910000733 Li alloy Inorganic materials 0.000 description 1
- 229910010238 LiAlCl 4 Inorganic materials 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- 229910012811 LiCoMO Inorganic materials 0.000 description 1
- 229910012815 LiCoNiO Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 1
- 229910014689 LiMnO Inorganic materials 0.000 description 1
- 229910013282 LiNiMO Inorganic materials 0.000 description 1
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 1
- 229910012513 LiSbF 6 Inorganic materials 0.000 description 1
- 229910019021 Mg 2 Sn Inorganic materials 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- 229910006404 SnO 2 Inorganic materials 0.000 description 1
- 229910005790 SnSiO Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- BEKPOUATRPPTLV-UHFFFAOYSA-N [Li].BCl Chemical compound [Li].BCl BEKPOUATRPPTLV-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 150000007933 aliphatic carboxylic acids Chemical class 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 239000010405 anode material Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- IMHDGJOMLMDPJN-UHFFFAOYSA-N biphenyl-2,2'-diol Chemical compound OC1=CC=CC=C1C1=CC=CC=C1O IMHDGJOMLMDPJN-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 235000019241 carbon black Nutrition 0.000 description 1
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 1
- 150000005678 chain carbonates Chemical class 0.000 description 1
- 239000006231 channel black Substances 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- CKFRRHLHAJZIIN-UHFFFAOYSA-N cobalt lithium Chemical compound [Li].[Co] CKFRRHLHAJZIIN-UHFFFAOYSA-N 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 150000004292 cyclic ethers Chemical group 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- HHNHBFLGXIUXCM-GFCCVEGCSA-N cyclohexylbenzene Chemical compound [CH]1CCCC[C@@H]1C1=CC=CC=C1 HHNHBFLGXIUXCM-GFCCVEGCSA-N 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000004185 ester group Chemical group 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000006232 furnace black Substances 0.000 description 1
- AHAREKHAZNPPMI-UHFFFAOYSA-N hexa-1,3-diene Chemical compound CCC=CC=C AHAREKHAZNPPMI-UHFFFAOYSA-N 0.000 description 1
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000010220 ion permeability Effects 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 239000006233 lamp black Substances 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- HSZCZNFXUDYRKD-UHFFFAOYSA-M lithium iodide Inorganic materials [Li+].[I-] HSZCZNFXUDYRKD-UHFFFAOYSA-M 0.000 description 1
- FUJCRWPEOMXPAD-UHFFFAOYSA-N lithium oxide Chemical compound [Li+].[Li+].[O-2] FUJCRWPEOMXPAD-UHFFFAOYSA-N 0.000 description 1
- 229910001947 lithium oxide Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 150000004702 methyl esters Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 description 1
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 1
- 229920005569 poly(vinylidene fluoride-co-hexafluoropropylene) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000007784 solid electrolyte Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- TXEYQDLBPFQVAA-UHFFFAOYSA-N tetrafluoromethane Chemical compound FC(F)(F)F TXEYQDLBPFQVAA-UHFFFAOYSA-N 0.000 description 1
- 239000006234 thermal black Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/62—Selection of inactive substances as ingredients for active masses, e.g. binders, fillers
- H01M4/621—Binders
- H01M4/622—Binders being polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/62—Selection of inactive substances as ingredients for active masses, e.g. binders, fillers
- H01M4/621—Binders
- H01M4/622—Binders being polymers
- H01M4/623—Binders being polymers fluorinated polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/494—Tensile strength
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Cell Separators (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
【解決手段】正極集電体上に正極活物質と結着剤とを含む正極合剤層が設けられた正極と、負極と、正極と負極との間に配置された多孔質絶縁層と、非水電解液とを備えた非水電解質二次電池であって、正極の引っ張り伸び率は、3.0%以上である。そして、正極集電体は、鉄を含有するアルミニウムからなる。
【選択図】図1
Description
初めに、参照電池(詳細には、正極集電体として、1085系又は1N30系の集電体を用い、正極合剤層に含まれる結着剤として、PVDFを用いた非水電解質二次電池)において生じる新たな問題(電池容量低下の問題)について、本件発明者らが検討したところ、圧延後に施す高温・長時間の熱処理の際に、溶融された結着剤によって正極活物質が被覆されることによるものと判った。しかしながら、参照電池において、熱処理を低温化・短時間化させると、電池容量の低下は招かないものの、正極の引っ張り伸び率を高めることができなかった。
2)正極を構成する正極集電体のダイナミック硬度が70以下であると共に、正極合剤層のダイナミック硬度が5以下である。
3)スティッフネス試験において応力の変曲点が確認されるギャップが3mm以下である。
A)引っ張り伸び率の測定
本明細書において、「正極の引っ張り伸び率」の測定方法は次の通りである。正極を、幅15mm,有効部長さ20mmに裁断し、図3(a) に示すように、測定用正極19を作製する。基台21に支持された下側チャック20bに測定用正極19の一端を設置すると共に、ロードセル(図示せず,なお「ロードセル」とは荷重を電気信号に変換する荷重変換器である)を介して荷重機構(図示せず)に接続された上側チャック20aに測定用正極19の他端を設置することにより、測定用正極19を把持する。そして、上側チャック20aを、測定用正極19の長さ方向に沿って20mm/minの速度で移動させて(図3(a) 中に示す矢印参照)、測定用正極19を引っ張る。そして、破断される直前の測定用正極の長さを測定し、この長さと、引っ張る前の測定用正極19の長さ(すなわち、20mm)とから、正極の引っ張り伸び率が算出される。なお、測定用正極19に働く引っ張り荷重は、ロードセルからの情報により検出される。
B)ダイナミック硬度の測定
本明細書において、「ダイナミック硬度」の測定方法は次の通りである。正極に対し、所定の試験力P(mN)で圧子を押し込んだときの、圧子の正極への進入量(押し込み深さ)D(μm)を測定し、この進入量Dを、下記に示す[式1]に導入し、ダイナミック硬度DHが算出される。ここで、圧子としては、ベルコビッチ圧子(すなわち、115°の三角錐圧子)を用いた。
DH=3.8584×P/D2・・・[式1]
このように、本明細書でのダイナミック硬度とは、圧子の試料への進入量に基づいて算出される硬さであり、金属の硬さ測定等に広く用いられているビッカース硬さ、及びヌープ硬さ等とは異なる。すなわち、試料(例えば金属)に対し試験力を負荷して試料中に窪みを作製し、試験力を除荷した後に、窪みの表面積(なお、窪みの表面積は、窪みの対角線長さから算出される)に基づいて算出される硬さとは異なる。
C)スティッフネス試験の測定
本明細書において、「スティッフネス試験」とは、真円状に1重に丸めた外周が100mmの試験用正極の外周面を所定の速度で押圧する試験である。詳細には、正極を、幅10mm、長さ100mmに裁断し、その両端をそれぞれ重ね合わせて(図4(a) に示す重ね合わせ部分13a参照)、真円状に一重に丸めて外周が100mmの試験用正極13を作製する。そして、図4(a) に示すように、試験用正極13の重ね合わせ部分13aを、下側平板14bに設置された固定冶具(図示せず)にて固定し、上側平板14aと下側平板14bとの間に、試験用正極13を挟む。そして、上側平板14aを速度10mm/minで下方に移動させて、試験用正極13の外周面を押圧する。このとき、試験用正極13に発生する応力を測定し、その応力の変曲点が確認される(すなわち、試験用正極13が変形できずに切れる)時点(図4(b):16a,16b参照)での、下方に移動された上側平板14aの位置の確認を行い、上側平板14aと下側平板14bとのギャップ(言い換えれば、試験用正極13のギャップ)15を測定した。なお、図4(b) に示す実線は本発明の正極(後述の表1:電池15参照)について示し、破線は比較例の正極(後述の表1:電池24参照)について示す。
正極4を構成する正極集電体4A及び正極合剤層4Bのそれぞれについて順に説明する。
正極活物質としては、例えばLiCoO2、LiNiO2、LiMnO2、LiCoNiO2、LiCoMOz、LiNiMOz、LiMn2O4、LiMnMO4、LiMePO4、Li2MePO4F(但し、M=Na、Mg、Sc、Y、Mn、Fe、Co、Ni、Cu、Zn、Al、Cr、Pb、Sb及びBのうちの少なくとも1つ)が挙げられる、又はこれら含リチウム化合物の一部元素が異種元素で置換されたものが挙げられる。また、正極活物質として、金属酸化物、リチウム酸化物又は導電剤等で表面処理された正極活物質を用いても良く、表面処理としては例えば疎水化処理が挙げられる。
結着剤としては、例えばポリビニリデンフルオライド(PVDF:poly vinylidene fluoride)、ポリテトラフルオロエチレン、ポリエチレン、ポリプロピレン、アラミド樹脂、ポリアミド、ポリイミド、ポリアミドイミド、ポリアクリルニトリル、ポリアクリル酸、ポリアクリル酸メチルエステル、ポリアクリル酸エチルエステル、ポリアクリル酸ヘキシルエステル、ポリメタクリル酸、ポリメタクリル酸メチルエステル、ポリメタクリル酸エチルエステル、ポリメタクリル酸ヘキシルエステル、ポリ酢酸ビニル、ポリビニルピロリドン、ポリエーテル、ポリエーテルサルフォン、ヘキサフルオロポリプロピレン、スチレンブタジエンゴム又はカルボキシメチルセルロース等が挙げられる。また、結着剤としては、テトラフルオロエチレン、ヘキサフルオロエチレン、ヘキサフルオロプロピレン、パーフルオロアルキルビニルエーテル、フッ化ビニリデン、クロロトリフルオロエチレン、エチレン、プロピレン、ペンタフルオロプロピレン、フルオロメチルビニルエーテル、アクリル酸及びヘキサジエンから選択された2種以上の材料を共重合させた共重合体、又は選択された2種以上の材料を混合した混合物が挙げられる。
導電剤としては、例えば天然黒鉛若しくは人造黒鉛等のグラファイト類、アセチレンブラック(AB:acetylene black)、ケッチェンブラック、チャンネルブラック、ファーネスブラック、ランプブラック若しくはサーマルブラック等のカーボンブラック類、炭素繊維若しくは金属繊維等の導電性繊維類、フッ化カーボン、アルミニウム等の金属粉末類、酸化亜鉛若しくはチタン酸カリウム等の導電性ウィスカー類、酸化チタン等の導電性金属酸化物、又はフェニレン誘導体等の有機導電性材料等が挙げられる。
負極5を構成する正極集電体5A及び正極合剤層5Bのそれぞれについて順に説明する。
負極活物質としては、例えば金属、金属繊維、炭素材料、酸化物、窒化物、珪素化合物、錫化合物又は各種合金材料等が挙げられる。これらのうち炭素材料の具体例としては、例えば各種天然黒鉛、コークス、黒鉛化途上炭素、炭素繊維、球状炭素、各種人造黒鉛又は非晶質炭素等が挙げられる。
正極4と負極5との間に介在されるセパレータ6としては、大きなイオン透過度を持ち、所定の機械的強度と絶縁性とを兼ね備えた微多孔薄膜、織布又は不織布等が挙げられる。特に、セパレータ6として、例えばポリプロピレン、ポリエチレン等のポリオレフィンを用いることが好ましい。ポリオレフィンは耐久性に優れ且つシャットダウン機能を有するため、リチウムイオン二次電池の安全性を向上させることができる。セパレータ6の厚さは、一般的に10μm以上300μm以下であるが、10μm以上40μm以下であることが好ましい。また、セパレータ6の厚さは、15μm以上30μm以下であることがより好ましく、10μm以上25μm以下であればさらに好ましい。また、セパレータ6として微多孔薄膜を用いる場合には、微多孔薄膜は、1種の材料からなる単層膜であってもよく、1種又は2種以上の材料からなる複合膜又は多層膜であってもよい。また、セパレータ6の空孔率は、30%以上70%以下であることが好ましく、35%以上60%以下であればさらに好ましい。ここで空孔率とは、セパレータの全体積に対する孔部の体積の比率を示す。
非水電解質としては、液状、ゲル状又は固体状の非水電解質を使用できる。
以下に、本発明の第2の実施形態に係る非水電解質二次電池としてリチウムイオン二次電池を具体例に挙げ、その製造方法について前述の図1を参照しながら説明する。
正極4の作製方法は次に示す通りである。例えば、まず、正極活物質、結着剤(結着剤としては、前述の通り、例えばPVDF、PVDFの誘導体、又はゴム系結着剤が好適に用いられる)及び導電剤を液状成分に混合させて正極合剤スラリーを調製する。次に、得られた正極合剤スラリーを、鉄を含有するアルミニウムからなる正極集電体4Aの表面に塗布して乾燥させる。次に、表面に正極合剤スラリーが塗布乾燥された正極集電体4Aを圧延し、所定の厚さを有する正極を作製する。次に、正極に対し、所定温度の下・所定時間の間、熱処理を施す。ここで、所定温度とは、正極集電体4Aの軟化温度よりも高い温度であって、結着剤の分解温度よりも低い温度である。
負極5の作製方法は次に示す通りである。例えば、まず、負極活物質、及び結着剤を液状成分に混合させて負極合剤スラリーを調製する。次に、得られた負極合剤スラリーを、負極集電体5Aの表面に塗布して乾燥させる。次に、表面に負極合剤スラリーが塗布乾燥された負極集電体5Aを圧延し、所定の厚さを有する負極を作製する。なお、圧延後、負極に対し、所定温度の下・所定時間の間、熱処理を施してもよい。
電池の製造方法は次に示す通りである。例えば、まず、図1に示すように、正極集電体(図2:4A参照)にアルミニウム製の正極リード4aを取り付け、負極集電体(図2:5A参照)にニッケル製の負極リード5aを取り付ける。その後、正極4と負極5とを、それらの間にセパレータ6を介して捲回し、電極群8を構成する。次に、電極群8の上端に上部絶縁板7aを配置する一方、電極群8の下端に下部絶縁板7bを配置する。その後、負極リード5aを電池ケース1に溶接すると共に、正極リード4aを内圧作動型の安全弁を有する封口板2に溶接して、電極群8を電池ケース1内に収納する。その後、減圧方式により、電池ケース1内に非水電解液を注液する。最後に、電池ケース1の開口端部をガスケット3を介して封口板2にかしめることにより、電池を製造する。
実施例1では、電池1〜4を作製した。
(正極の作製)
まず、平均粒子径が10μmのLiNi0.82Co0.15Al0.03O2を準備した。
まず、平均粒子径が約20μmになるように、鱗片状人造黒鉛を粉砕及び分級した。
非水溶媒として体積比が1:3となるように混合されたエチレンカーボネートとジメチルカーボネートとからなる混合溶媒に、電池の充放電効率を高める添加剤として5質量%のビニレンカーボネートを添加すると共に、電解質として非水溶媒に対するモル濃度が1.4mol/m3となるようにLiPF6を溶解し、非水電解液を得た。
まず、正極集電体にアルミニウム製の正極リードを取り付け、負極集電体にニッケル製の負極リードを取り付けた。その後、正極と負極とを、それらの間にポリエチレン製のセパレータを介して捲回し、電極群を構成した。次に、電極群の上端に上部絶縁膜を配置すると共にその下端に下部絶縁板を配置する。その後、負極リードを電池ケースに溶接すると共に、正極リードを内圧作動型の安全弁を有する封口板に溶接して、電極群を電池ケース内に収納した。その後、減圧方式により、電池ケース内に非水電解液を注液した。最後に、電池ケースの開口端部をガスケットを介して封口板にかしめることにより、電池を作製した。
(正極の作製)において、正極用板に対し、280℃・120秒間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池2と称する。
(正極の作製)において、正極用板に対し、280℃・180秒間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池3と称する。
(正極の作製)において、正極用板に対し、280℃・10秒間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池4と称する。
実施例2では、電池5〜7を作製した。
(正極の作製)において、正極用板に対し、230℃・15分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池5と称する。
(正極の作製)において、正極用板に対し、230℃・1分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池6と称する。
(正極の作製)において、正極用板に対し、230℃・240分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池7と称する。
実施例3では、電池8〜10を作製した。
(正極の作製)において、正極用板に対し、180℃・60分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池8と称する。
(正極の作製)において、正極用板に対し、180℃・180分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池9と称する。
(正極の作製)において、正極用板に対し、180℃・1200分間の熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池10と称する。
実施例4では、電池11〜14を作製した。
(正極の作製)において、正極活物質100.0vol%に対して2.5vol%のPVDFを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池11と称する。
(正極の作製)において、正極活物質100.0vol%に対して3.0vol%のPVDFを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池12と称する。
(正極の作製)において、正極活物質100.0vol%に対して6.0vol%のPVDFを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池13と称する。
(正極の作製)において、正極活物質100.0vol%に対して6.5vol%のPVDFを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池14と称する。
実施例5では、電池15〜19を作製した。
(正極の作製)において、PVDFの代わりにゴムバインダーを用いて、正極活物質100.0vol%に対して2.5vol%のゴムバインダーを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池15と称する。
(正極の作製)において、PVDFの代わりにゴムバインダーを用いて、正極活物質100.0vol%に対して3.0vol%のゴムバインダーを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池16と称する。
(正極の作製)において、PVDFの代わりにゴムバインダーを用いて、正極活物質100.0vol%に対して4.5vol%のゴムバインダーを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池17と称する。
(正極の作製)において、PVDFの代わりにゴムバインダーを用いて、正極活物質100.0vol%に対して6.0vol%のゴムバインダーを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池18と称する。
(正極の作製)において、PVDFの代わりにゴムバインダーを用いて、正極活物質100.0vol%に対して6.5vol%のゴムバインダーを含む正極合剤スラリーを用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池19と称する。
実施例6では、電池20〜22を作製した。
(正極の作製)において、平均粒子径が1μmの正極活物質を用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池20と称する。
(正極の作製)において、平均粒子径が5μmの正極活物質を用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池21と称する。
(正極の作製)において、平均粒子径が20μmの正極活物質を用いたこと以外は、電池1と同様に電池を作製し、作製した電池を電池22と称する。
実施例7では、電池23を作製した。
(正極の作製)において、正極用板に対し、280℃の下・20秒間の熱風による熱処理を施す代わりに、熱ロールによる熱処理を施したこと以外は、電池1と同様に電池を作製し、作製した電池を電池23と称する。ここで、熱ロールによる熱処理は、280℃に熱した熱ロールを、正極用板の表面に2秒間接触させることによって行う。このように、正極用板の表面と熱ロールとの接触時間(すなわち、熱処理時間)を短時間(例えば2秒間)に設定するだけで、その表面温度を250℃にまで到達させることができる。
(電池24)
(正極の作製)において、圧延後に正極用板に対し熱処理を施さないこと以外は、電池1と同様に電池を作製し、作製した電池を電池24と称する。
(正極の作製)において、結着剤としてPVDFの代わりにゴムバインダー(日本ゼオンBM500B)を用いて、圧延後に正極用板に対し熱処理を施さないこと以外は、電池1と同様に電池を作製し、作製した電池を電池25と称する。
まず、各電池1〜25を、1.45Aの定電流で電圧が4.25Vに至るまで充電を行い、定電圧で電流が50mAになるまで充電を行った後、各電池1〜25を分解し、正極を取り出した。取り出した正極を、幅15mm,有効部長さ20mmに裁断し、測定用正極を作製した。測定用正極の一端を固定する一方、その他端を長さ方向に沿って20mm/minの速度で引っ張った。そして、破断される直前の測定用正極の長さを測定し、この長さと、引っ張る前の測定用正極の長さ(すなわち、20mm)とから、正極の引っ張り伸び率を算出した。各電池1〜25を構成する正極の引っ張り伸び率を、以下に示す表1に記す。
まず、各電池1〜25を、1.45Aの定電流で電圧が4.25Vに至るまで充電を行い、定電圧で電流が50mAになるまで充電を行った後、各電池1〜25を分解し、正極を取り出した。取り出した正極に対し、島津ダイナミック超微小硬度計DUH−W201を用いて、正極集電体のダイナミック硬度、及び正極合剤層のダイナミック硬度を測定した。各電池1〜25を構成する正極について、集電体のダイナミック硬度、及び合剤層のダイナミック硬度のそれぞれを、以下に示す表1に記す。
まず、各電池1〜25を、1.45Aの定電流で電圧が4.25Vに至るまで充電を行い、定電圧で電流が50mAになるまで充電を行った後、各電池1〜25を分解し、正極を取り出した。取り出した正極を、幅10mm,長さ100mmに裁断し、その両端をそれぞれ重ね合わせて、真円状に一重に丸めて試験用正極(図4(a):13参照)を作製した。試験用正極の重ね合わせ部分(図4(a):13a参照)を、下方に配置された下側平板(図4(a):14b参照)に設置された固定冶具にて固定し、下側平板と、下側平板の上方に配置された上側平板(図4(a):14a参照)との間に、外周が100mmの断面形状が真円形状の試験用正極を挟んだ。そして、上側平板を速度10mm/minで下方に移動させて、試験用正極の外周面を押圧した。このとき、上側平板が下方に移動するに従い変化する試験用正極の応力を測定し、この応力の変曲点を検出した。そして、この変曲点が検出された時点の試験用正極のギャップ(図4(a):15参照)を測定した。ここで、「応力の変曲点」とは、上側平板の移動に従い潰されて変形する試験用正極が、それ以上変形できずに切れたことを意味する。各電池1〜25を構成する正極のスティッフネス試験での結果を、以下に示す表1に記す。
各電池1〜25を、25℃の環境下、1.4Aの定電流で電圧が4.2Vに至るまで充電を行い、4.2Vの定電圧で電流が50mAになるまで充電を行った後、0.56Aの定電流で電圧が2.5Vに至るまで放電を行った時の容量を測定した。
まず、各電池1〜25を、1.45Aの定電流で電圧が4.25Vに至るまで充電を行い、定電圧で電流が50mAになるまで充電を行った。次に、電池温度が30℃の下、各電池1〜25に6φの丸棒を接触させて、該丸棒を0.1mm/secの速度で電池の深さ方向に沿って移動させて、各電池1〜25を圧壊した。そして、電池内で短絡が起こった時点での電池の深さ方向の変形量を変位量測定センサーで測定した。各電池1〜25での圧壊試験の結果を、以下に示す表1に記す。
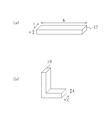
まず、各電池1〜25をそれぞれ、20セルずつ準備した。そして、各電池1〜25を、1.45Aの定電流で電圧が4.25Vに至るまで充電を行い、定電圧で電流が50mAになるまで充電を行った後、電池ケース内から電極群を取り出した。そして、厚さ0.1mm(図5(a):a参照)、長さ2mm(図5(a):b参照)、幅0.2mm(図5(a):c参照)のニッケル板17を、長さ2mmのうち任意の点で折り曲げて、厚さ0.1mm(図5(b):A参照)、高さ0.2mm(図5(b):C参照)の断面形状がL字状のニッケル板18を得た。このニッケル板18を、電極群の最外周に位置する正極とセパレータとの間に、ニッケル板18の高さ方向が正極及びセパレータの面に対し垂直になるように(言い換えれば、ニッケル板18の厚さ方向が正極及びセパレータの面に対し平行になるように)介在させた。そして、ニッケル板18を介在させた電極群を、電池ケース内に再度収納した。そして、各電池1〜25を、800N/cm2の圧力で押圧した。そして、各電池1〜25において、20セルのうち短絡したセル数(短絡したセル数/20セル)を確認した。各電池1〜25での異物混入試験の結果を、以下に示す表1に記す。
3φの巻芯を用いて、1.2kgのテンションを負荷しながら、正極と負極とを、それらの間にセパレータを介して捲回し、各電池1〜25をそれぞれ、50セルずつ準備した。そして、各電池1〜25において、50セルのうち正極が切れた数(正極が切れた数/50セル)を確認した。各電池1〜25での極板切れ評価の結果を、以下に示す表1に記す。

実施例1の電池1〜4は、同一温度(詳細には280℃)の下、相異なる熱処理時間(電池1:20秒,電池2:120秒,電池3:180秒,電池4:10秒)の間、熱風による熱処理が施された正極を用いた電池である。
実施例2の電池5〜7は、同一温度(詳細には230℃)の下、相異なる熱処理時間(電池5:15分,電池6:1分,電池7:240分)の間、熱風による熱処理が施された正極を用いた電池である。
実施例3の電池8〜10は、同一温度(詳細には180℃)の下、相異なる熱処理時間(電池8:60分,電池9:180分,電池10:1200分)の間、熱風による熱処理が施された正極を用いた電池である。
実施例4の電池11〜14は、何れも、280℃の下・20秒間の熱風による熱処理が施された正極を用いた電池であり、それぞれ、正極中に含有される結着剤(PVDF)量が異なる電池である。すなわち、電池11〜14はそれぞれ、その正極の作製において、相異なる量(詳細には、電池11:2.5vol%,電池12:3.0vol%,電池13:6.0vol%,電池14:6.5vol%)の結着剤を含む正極合剤スラリーを用いる。
実施例5の電池15〜19は、何れも、280℃の下・20秒間の熱風による熱処理が施された正極を用いた電池であり、それぞれ、正極中に含有される結着剤(ゴムバインダー)量が異なる電池である。すなわち、電池15〜19はそれぞれ、その正極の作製において、相異なる量(詳細には、電池15:2.5vol%,電池16:3.0vol%,電池17:4.5vol%,電池18:6.0vol%,電池19:6.5vol%)の結着剤を含む正極合剤スラリーを用いる。
実施例6の電池20〜22は、何れも、280℃の下・20秒間の熱風による熱処理が施された正極を用いた電池であり、それぞれ、正極活物質の平均粒子径が異なる電池(詳細には、電池20:1μm,電池21:5μm,電池22:20μm)である。
実施例7の電池23は、熱風による熱処理の代わりに熱ロールによる熱処理が施された正極を用いた電池である。
2 封口板
3 ガスケット
4 正極
4a 正極リード
5 負極
5a 負極リード
6 セパレータ(多孔質絶縁層)
7a 上部絶縁板
7b 下部絶縁板
8 電極群
4A 正極集電体
4B 正極合剤層
5A 負極集電体
5B 負極合剤層
9 本発明の正極
9A 正極集電体
9B 正極合剤層
10 クラック
11 従来の正極
11A 正極集電体
11B 正極合剤層
12 クラック
13 試験用正極
13a 重ね合わせ部分
14a 上側平板
14b 下側平板
15 ギャップ
16a,16b 変曲点
17 ニッケル板
18 ニッケル板
19 測定用正極
20a 上側チャック
20b 下側チャック
21 基台
a 厚さ
b 長さ
c 幅
A 厚さ
C 高さ
Claims (5)
- 正極集電体上に正極活物質と結着剤とを含む正極合剤層が設けられた正極と、負極と、前記正極と前記負極との間に配置された多孔質絶縁層と、非水電解液とを備えた非水電解質二次電池であって、
前記正極の引っ張り伸び率は、3.0%以上であり、
前記負極の引っ張り伸び率は、3.0%以上であり、
前記多孔質絶縁層の引っ張り伸び率は、3.0%以上であることを特徴とする非水電解質二次電池。 - 請求項1に記載の非水電解質二次電池において、
前記正極集電体は、鉄を含有するアルミニウムからなることを特徴とする非水電解質二次電池。 - 請求項2に記載の非水電解質二次電池において、
前記正極集電体中に含有される鉄量は、1.20質量%以上1.70質量%以下であることを特徴とする非水電解質二次電池。 - 正極集電体上に正極活物質と結着剤とを含む正極合剤層が設けられた正極と、負極と、前記正極と前記負極との間に配置された多孔質絶縁層と、非水電解液とを備えた非水電解質二次電池の製造方法であって、
前記正極を準備する工程(a)と、
前記負極を準備する工程(b)と、
前記工程(a)及び前記工程(b)の後に、前記正極及び前記負極を、該正極と該負極との間に前記多孔質絶縁層を介して捲回する、又は積層する工程(c)とを備え、
前記工程(a)は、
前記正極集電体上に、前記正極活物質と前記結着剤とを含む正極合剤スラリーを塗布乾燥させる工程(a1)と、
前記正極合剤スラリーが塗布乾燥された前記正極集電体を圧延し、所定の厚さを有する前記正極を作製する工程(a2)と、
前記工程(a2)の後に、所定温度の下、前記正極に対し熱処理を施す工程(a3)とを含み、
前記所定温度は、前記正極集電体の軟化温度よりも高く、且つ、前記結着剤の分解温度よりも低く、
前記工程(a3)において、前記正極の引っ張り伸び率は、3.0%以上であり、
前記負極の引っ張り伸び率は、3.0%以上であり、
前記多孔質絶縁層の引っ張り伸び率は、3.0%以上であることを特徴とする非水電解質二次電池の製造方法。 - 正極集電体上に正極活物質と結着剤とを含む正極合剤層が設けられた非水電解質二次電池用正極であって、
前記正極の引っ張り伸び率は、3.0%以上であることを特徴とする非水電解質二次電池用正極。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009222710A JP5137924B2 (ja) | 2007-08-09 | 2009-09-28 | 非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007207594 | 2007-08-09 | ||
| JP2007207594 | 2007-08-09 | ||
| JP2009222710A JP5137924B2 (ja) | 2007-08-09 | 2009-09-28 | 非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007323217A Division JP4560079B2 (ja) | 2007-08-09 | 2007-12-14 | 非水電解質二次電池用正極の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010003705A true JP2010003705A (ja) | 2010-01-07 |
| JP5137924B2 JP5137924B2 (ja) | 2013-02-06 |
Family
ID=40559154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009222710A Active JP5137924B2 (ja) | 2007-08-09 | 2009-09-28 | 非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5137924B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103682365A (zh) * | 2012-08-29 | 2014-03-26 | 株式会社神户制钢所 | 电池集电体用铝硬质箔 |
| JP2018525790A (ja) * | 2015-09-21 | 2018-09-06 | エルジー・ケム・リミテッド | 安全性の向上した電極及びこれを含む二次電池 |
| CN108666630A (zh) * | 2017-03-27 | 2018-10-16 | 三洋电机株式会社 | 方形二次电池的制造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102160218B (zh) * | 2009-01-30 | 2013-08-14 | 松下电器产业株式会社 | 非水电解质二次电池及其制造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03214562A (ja) * | 1990-01-18 | 1991-09-19 | Japan Storage Battery Co Ltd | 非水電解液二次電池用の正極の製造方法 |
| JPH09129241A (ja) * | 1995-10-31 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 非水電解液二次電池 |
| JPH11185760A (ja) * | 1997-02-18 | 1999-07-09 | Sumitomo Chem Co Ltd | リチウム二次電池用正極およびリチウム二次電池 |
| JP2000323124A (ja) * | 1999-05-12 | 2000-11-24 | Hitachi Maxell Ltd | 非水二次電池 |
| JP2002216713A (ja) * | 2001-01-18 | 2002-08-02 | Dainippon Printing Co Ltd | リチウムイオン電池用包装材料およびその製造方法 |
| WO2005011043A1 (ja) * | 2003-07-29 | 2005-02-03 | Matsushita Electric Industrial Co., Ltd. | リチウムイオン二次電池 |
| JP2006134762A (ja) * | 2004-11-08 | 2006-05-25 | Sony Corp | 二次電池 |
-
2009
- 2009-09-28 JP JP2009222710A patent/JP5137924B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03214562A (ja) * | 1990-01-18 | 1991-09-19 | Japan Storage Battery Co Ltd | 非水電解液二次電池用の正極の製造方法 |
| JPH09129241A (ja) * | 1995-10-31 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 非水電解液二次電池 |
| JPH11185760A (ja) * | 1997-02-18 | 1999-07-09 | Sumitomo Chem Co Ltd | リチウム二次電池用正極およびリチウム二次電池 |
| JP2000323124A (ja) * | 1999-05-12 | 2000-11-24 | Hitachi Maxell Ltd | 非水二次電池 |
| JP2002216713A (ja) * | 2001-01-18 | 2002-08-02 | Dainippon Printing Co Ltd | リチウムイオン電池用包装材料およびその製造方法 |
| WO2005011043A1 (ja) * | 2003-07-29 | 2005-02-03 | Matsushita Electric Industrial Co., Ltd. | リチウムイオン二次電池 |
| JP2006134762A (ja) * | 2004-11-08 | 2006-05-25 | Sony Corp | 二次電池 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103682365A (zh) * | 2012-08-29 | 2014-03-26 | 株式会社神户制钢所 | 电池集电体用铝硬质箔 |
| JP2018525790A (ja) * | 2015-09-21 | 2018-09-06 | エルジー・ケム・リミテッド | 安全性の向上した電極及びこれを含む二次電池 |
| CN108666630A (zh) * | 2017-03-27 | 2018-10-16 | 三洋电机株式会社 | 方形二次电池的制造方法 |
| CN108666630B (zh) * | 2017-03-27 | 2023-03-24 | 三洋电机株式会社 | 方形二次电池的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5137924B2 (ja) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4560079B2 (ja) | 非水電解質二次電池用正極の製造方法 | |
| JP5498386B2 (ja) | 非水電解質二次電池用正極の製造方法及び非水電解質二次電池の製造方法 | |
| WO2010134258A1 (ja) | 非水電解質二次電池用電極板及び非水電解質二次電池 | |
| US20080254355A1 (en) | Nonaqueous electrolyte secondary battery | |
| US20080241684A1 (en) | Nonaqueous electrolyte secondary battery and method for manufacturing the same | |
| JP5325227B2 (ja) | 非水電解質二次電池用電極板及びその製造方法、並びに非水電解質二次電池 | |
| JP5279833B2 (ja) | 非水電解質二次電池用正極及びその製造方法、並びに該非水電解質二次電池用正極を備えた非水電解質二次電池及びその製造方法 | |
| JP2006134762A (ja) | 二次電池 | |
| JP2010027415A (ja) | 二次電池 | |
| US20140020242A1 (en) | Method for fabricating a nonaqueous electrolyte secondary battery | |
| JP5137924B2 (ja) | 非水電解質二次電池及びその製造方法、並びに非水電解質二次電池用正極 | |
| US8389161B2 (en) | Nonaqueous electrolyte secondary battery and method for fabricating the same | |
| JP2006134761A (ja) | 二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090928 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5137924 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |