JP2009504409A - 少なくとも1つの成形セグメントを用いて金属ハニカム体を製造する装置および方法 - Google Patents
少なくとも1つの成形セグメントを用いて金属ハニカム体を製造する装置および方法 Download PDFInfo
- Publication number
- JP2009504409A JP2009504409A JP2008525496A JP2008525496A JP2009504409A JP 2009504409 A JP2009504409 A JP 2009504409A JP 2008525496 A JP2008525496 A JP 2008525496A JP 2008525496 A JP2008525496 A JP 2008525496A JP 2009504409 A JP2009504409 A JP 2009504409A
- Authority
- JP
- Japan
- Prior art keywords
- metal sheet
- honeycomb structure
- winding
- guide member
- honeycomb
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 title claims abstract description 106
- 238000000034 method Methods 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000004804 winding Methods 0.000 claims abstract description 70
- 238000007493 shaping process Methods 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims description 2
- 230000008569 process Effects 0.000 description 24
- 238000000465 moulding Methods 0.000 description 7
- 238000002485 combustion reaction Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000003197 catalytic effect Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 108010004350 tyrosine-rich amelogenin polypeptide Proteins 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2807—Metal other than sintered metal
- F01N3/281—Metallic honeycomb monoliths made of stacked or rolled sheets, foils or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/50—Catalysts, in general, characterised by their form or physical properties characterised by their shape or configuration
- B01J35/56—Foraminous structures having flow-through passages or channels, e.g. grids or three-dimensional monoliths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/06—Bending into helical or spiral form; Forming a succession of return bends, e.g. serpentine form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/44—Honeycomb supports characterised by their structural details made of stacks of sheets, plates or foils that are folded in S-form
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A50/00—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE in human health protection, e.g. against extreme weather
- Y02A50/20—Air quality improvement or preservation, e.g. vehicle emission control or emission reduction by using catalytic converters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Catalysts (AREA)
- Exhaust Gas After Treatment (AREA)
- Filtering Materials (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
本発明は、少なくとも部分的に構造化された金属シートを巻き付けてハニカム構造(2)にする装置(1)に関し、少なくとも1つの金属シートのための受け部(5)を有する、前記装置(1)の中心領域(4)にある少なくとも1つの巻き取り心棒(3)と、巻き付け中に少なくとも1つの金属シートを案内するための少なくとも1つの案内部材(7)、および少なくとも1つの旋回可能なクランプジョー(8)を有する、少なくとも1つの成形セグメント(6)とを含み、少なくとも1つの前記案内部材(7)は少なくとも1つのローラ体(9)を備えるように製作されている。さらに、少なくとも部分的に構造化された金属シートによってハニカム体(13)を製造する方法が記載されている。本発明は、特に大型のハニカム体を製造するのに適している。
Description
本発明は、少なくとも部分的に構造化された金属シートを巻き付けてハニカム構造にする装置に関し、ならびに、少なくとも部分的に構造化された金属シートでハニカム体を製造する方法に関する。さらに、ハニカム構造もしくはハニカム体の特別に好ましい実施形態が提案され、ならびに、自動車分野におけるその利用法も提案される。
本発明は、特に、排ガスシステムに組み込むことができ、そこで排ガス中に含まれる有害物質の除去もしくは転換にあたって協働するハニカム体を対象とする。例えば、様々なコーティングのための支持体としてハニカム体を利用し、例えば触媒コンバータ、吸着器などとして、排ガスとの間で相応の化学反応を起こさせることが知られている。それに加えてこのようなハニカム構造は、同じく場合によりコーティングされていてよい開放型または閉鎖型の粒子フィルタを形成するのにも利用することができる。最後に、このような種類の金属ハニカム体に少なくとも部分的に電流を作用させ、それによってハニカム体が加熱部材の機能を果たすようにしたり、あるいは、金属ハニカム体にミクロ構造を設け、それによってハニカム体が流動混合装置として作用するようにすることも知られている。
原則として、金属ハニカム体については特に2通りの典型的な構造形態が区別される。DE2902779が典型例を示している一方の構造形態は、基本的に、1つの平滑の金属シートと1つの波形の金属シートとが積み重ねられて螺旋状に巻き付けられた螺旋状の構造形態である。他方の構造形態では、交互に配置された多数の平滑な金属シートと波形もしくは異なる波形の金属シートからハニカム体が構成され、この場合、金属シートは当初1つ以上の積層体を形成し、これが互いに絡み合わされる。このとき、すべての金属シートの端部が外側に位置するようになり、ハウジングまたは外套管と結合することができる。それにより、ハニカム体の耐久性を高める数多くの結合部が生じる。このような構造形態の典型例はEP0245737やWO90/03220に記載されている。
流れに影響を及ぼすために、および/または個々の流動経路の間での横方向の混合を実現するために、金属シートに追加の構造を与えることも久しい以前から知られている。このような実施形態の典型例は、WO91/01178、WO91/01807、WO90/08249などである。最後に、場合により流れに影響を及ぼすために別の追加の構造も備えるように製作された、円錐状の構造形態のハニカム体もある。例えばWO97/49905を参照されたい。これに加えて、DE8816154U1に記載されているように、センサのための切欠きがハニカム体に設けられていてもよい。
ハニカム体を製造するときには、巻付け工程、すなわち平坦な積層体から円筒状もしくは円錐状の物体になるようにハニカム体の成形が行われる工程が、技術的に問題を含む。なぜなら、非常に薄い金属シートを使用するのが好ましいからである。薄い金属シートは、ハニカム体の容積あたりで、いっそう多い数の通路を可能にするという利点を有し、それと同時にハニカム体の表面固有の熱容量が減り、それに伴って、排ガスシステムにおける熱による交番負荷にハニカム体がいっそう迅速に追随する。しかしながら、例えば波形の金属シートが巻き付け中に変形しかねないことや、様々に異なる通路形状が巻き付けのときに形成されるという危険もある。このことは、後に排ガスシステムにおいて排ガスの流動挙動にマイナスを影響を与える。
金属ハニカム体を製造する、すでに非常に良好に機能する手法が国際公開第97/00135号パンフレットに記載されている。同文献では、少なくとも部分的に構造化された多数の薄板からなる少なくとも1つの積層体からハニカム体を製造する装置が提案され、この場合、少なくとも2つの成形セグメントが設けられている。各々の成形セグメントは、巻き取り装置の軸とそれぞれ平行に延びる旋回軸を中心として、巻き取り装置の回転方向と逆向きにそれぞれ旋回可能である。各々の成形セグメントが巻き取り装置の回転方向と逆向きに旋回することによって、形状が閉じられるときに薄板積層体が押し潰されることが防止される。同文献では、支え部として機能する成形セグメントは、積層体に直接当接するほうが好都合であることが認識されている。各々の積層体の、まだ巻き込まれていない区域は自由状態である。したがって、積層体のまだ巻き込まれていない区域の大きな負荷は生じないので、そこでは曲げ負荷が回避される。
ハニカム体は、内燃機関(例えばガソリンエンジン、ディーゼルエンジンなど)の移動可能な排ガス設備だけでなく、据置型の作動形態でも利用することができる。この関連では、特に直径の比較的大きいハニカム体も利用されるが、その製造時には特別な技術上の困難さがある。例えば、直径が150mm以上の螺旋の構造形態に基づく円筒形の金属ハニカム体のためには、長さが10000mm以上で重量がおよそ1500gまたはそれ以上の金属シートを使用しなくてはならないことを顧慮しなくてはならない。
金属シートの積層体を含む構造形態の場合にも、比較的厚くて長い積層体を相互に結合させなくてはならない。このことは、一方では金属シートの取扱を難しくし、特に巻き付け工程を難しくする。巻き付け工程のとき、力の導入点は巻き付け装置の中心領域から遠く離れているのが普通であり、そのために、断面全体にわたる均一な力の導入、およびこれに伴うハニカム体の均一な構造を、大量生産として高いプロセス信頼性で確保するのは難しい。これに加えて、巻き付けのときには多数の摩擦個所が生起され、その結果、ハニカム構造が大きい場合にはこのプロセス中に高い力を印加しなければならないが、それによって金属シートが変形する危険性が高まってしまう。
以上を前提とする本発明の課題は、従来技術に関して述べた技術上の問題点を少なくとも部分的に解決することにある。特に、大型のハニカム体の生産も高いプロセス信頼性で可能にすると同時に、巻き付けるときに金属シートが変形する危険を低減する、少なくとも部分的に構造化された金属シートを巻き付けてハニカム構造にする装置が提供されるのが望ましい。さらに、ハニカム体を製造する方法、ならびに、移動可能な排ガス設備で採用するのに適したハニカム構造もしくはハニカム体が提供されるのが望ましい。
本課題は、請求項1の構成要件に基づく装置によって解決される。この装置の特別な実施形態、ならびにこれと関連する方法、製品、および利用目的については、従属的に作成された請求項に記載されている。特許請求の範囲に個別に記載されている構成要件は、技術的に意味のある任意の形で互いに組み合わせることもでき、それによって、本発明のさらに別の実施形態が提供されることを指摘しておく。
少なくとも部分的に構造化された金属シートを巻き付けてハニカム構造にする本発明の装置は、少なくとも、
少なくとも1つの金属シートのための受け部を有する、装置の中心領域にある少なくとも1つの巻き取り心棒と、
巻き付け中に少なくとも1つの金属シートを案内するための少なくとも1つの案内部材、および少なくとも1つの旋回可能なクランプジョーを有する、少なくとも1つの成形部材とを含み、少なくとも1つの案内部材は少なくとも1つのローラ体を備えるように製作されている。
少なくとも1つの金属シートのための受け部を有する、装置の中心領域にある少なくとも1つの巻き取り心棒と、
巻き付け中に少なくとも1つの金属シートを案内するための少なくとも1つの案内部材、および少なくとも1つの旋回可能なクランプジョーを有する、少なくとも1つの成形部材とを含み、少なくとも1つの案内部材は少なくとも1つのローラ体を備えるように製作されている。
最初に断っておくと、「巻き付ける」という用語は金属シートを螺旋状に巻き取ることだけを意味するのではなく、相互の曲げ、捻り、もしくは撚り合わせなども含まれ、それによって金属シートは例えばS字型、W字型、M字型、V字型などに成形される。原則として、金属シートは部分的に構造化されるとともに、部分的に平滑に製作されていることが可能であるが、完全に平滑な金属シートと、完全に構造化された金属シートとが相互に巻き付けられてハニカム構造をなす方が好ましい。
本装置は少なくとも1つの巻き取り心棒を含む。特に巻き取り心棒は、ハニカム構造を製作するために、螺旋状の巻き付けを行おうとする場合に設けられるのが好ましい。この場合、金属シートは巻き取り心棒と取外し可能に結合され、巻き取り心棒は製造中にそれ自体として回転運動を行い、その際に金属シートを巻き取る。金属シートの複数の積層体が同時に互いに捻られるときは、金属シートの積層体と同数の巻き取り心棒を設けるのが好ましい。これらの巻き取り心棒は、本装置の中心点に対して等しい間隔おきながら等しいピッチで位置決めされているのが好ましい。少なくとも1つの金属シートのための受け部は、例えば巻き取り心棒とともに、巻き取り心棒に対する少なくとも1つの金属シートの相対運動を実質的に防止する手段が設けられるように構成されていてよい。
さらに、少なくとも1つの成形セグメントが設けられている。成形セグメントは、巻き付け中にハニカム構造の形成を外側からサポートする、一種の支え部を形成する。そのために成形セグメントは少なくとも1つの案内部材を有し、この案内部材によって金属シートが中心領域へと案内される。このとき金属シートは特に案内部材に沿いながら摺動し、中心領域へと入っていく。さらに成形セグメントは、特に中心領域に向かって旋回可能なように構成された旋回可能なクランプジョーを有する。クランプジョーは特に、金属シートの部分領域を、特に端部領域を、本装置の中心領域に向かって能動的に動かす役割を有する。この場合、クランプジョーが外方旋回した位置にあるときに本装置の中心領域を完全に取り囲み、それによってハニカム構造の外側輪郭を形成する構成が好ましい。少なくとも3つの成形セグメントが設けられているのが好ましく、ハニカム構造が比較的大きい場合、本装置は例えば3つ、4つ、または5つの成形セグメントを有する。
さらに、成形セグメントの少なくとも1つの案内部材に関しては、少なくとも1つのローラ体が設けられていることが提案される。すでに上に説明したように、巻き取り心棒が回転すると、少なくとも1つの金属シートは案内部材に沿って摺動する。それによって巻き付けプロセス中に、金属シートが案内部材と接触したときに摩擦が発生する。そして、この領域にローラ体を準備しておくことは、摩擦が減るという結果につながる。なぜならローラ体は金属シートにもたれかかり、金属シートが通り過ぎる間に表面に当たって転動するからである。原則として、複数のローラ体が1つの案内部材に設けられ、巻き付けプロセス中に少なくとも1つの金属シートと接触することが可能であるが、案内部材ごとにただ1つのローラ体を設ける方が好ましい。この個所での低減された摩擦は、巻き付けプロセス中に巻き取り心棒によって印加されるべき力に多大な影響を及ぼし、すなわち、この力が明らかに小さくなる。さらに、成形セグメントの耐用期間が延びる。最後に、金属シートの磨耗が減少するので、このような装置のメンテナンスが簡素化されることも考慮されるべきである。これらの側面はすべて、特に大型のハニカム構造の場合にいっそう均質な構造につながり、それにより、後に排ガス設備で使用するときに、ハニカム体を通る排ガスの的確な流動挙動を実現することができる。
本装置の1つの発展例では、少なくとも1つの成形セグメントは少なくとも1つの巻き取り心棒に対して相対的に可動である。これは特に、成形セグメントが全体として本装置の中心領域に向かって並進するように変位可能であることを意味している。このような並進運動は、特に円形のハニカム構造が生成されるべき場合、本装置の中心領域を起点として半径方向外方へと向かうのが好ましい。例えば成形セグメントはハニカム構造の製作中、その直径が増すにつれて外方に向かって本装置の中心領域から離れるように動かすことができ、それによって巻き付けのどの時点でも、少なくとも1つの金属シートと成形セグメントの接触が案内部材を介して確保される。相対的に可動の成形セグメントを備えるこのような装置の基本的な機能もしくは基本的な構造については、国際公開第97/00135号の内容を、同文献を全範囲にわたって参照により本明細書の対象とする。
さらに、少なくとも1つの成形セグメントは1つの案内部材と1つのクランプジョーとを備えるように製作され、案内部材とクランプジョーは互いに接するように配置されているのが好ましい。ただ1つの案内部材を準備することは、一方では、少なくとも1つの金属シートの良好な案内を保証し、また別の面では、わずかな摩擦力しか発生しないことも保証する。このとき案内部材とクランプジョーは一体的に製作されているのが好ましく、案内部材は例えばクランプジョーの突出する領域である。このとき留意すべきは、それによって少なくとも1つのローラ体もクランプジョーのすぐ近傍に位置決めされ、もしくはこれに接することである。
さらに、少なくとも1つの成形セグメントの少なくとも1つのクランプジョーは、少なくとも1つのローラ体の回転軸と一致する旋回軸を有することが提案される。このようなローラ体の構成では、クランプジョーが外方旋回した位置にあるときでもローラ体が金属シートと接触し、これに続く金属シートの部分を、クランプジョーが中心領域に向かって動かすことが保証される。
1つの好ましい実施形態では、少なくとも1つの成形セグメントの少なくとも1つの案内部材は少なくとも1つの金属シートに対して当接面を形成し、当接面の少なくとも50%は少なくとも1つのローラ体との間で形成されている。この場合、当接面の少なくとも80%、あるいはさらに当接面全体が、少なくとも1つのローラ体との間で形成される構成が好ましい。
ローラ体との間で少なくとも50%の当接面が構成されていれば、少なくとも1つの金属シートが案内部材に沿って通過するときの摩擦を、それだけですでに明らかに低減することができる。初期応力を保証するために、場合によってはある程度の摩擦を許容するのが好ましい。特に大型のハニカム体もしくはハニカム構造の場合、少なくとも1つのローラ体との間でいっそう高い割合の当接面が形成され、それによって摩擦低下の基準が前面に押しだされる。
少なくとも1つの成形セグメントの少なくとも1つの案内部材は、少なくとも1つのローラ体が本装置の中心領域に向かって突出するように構成されるように構成されているのも好ましい。これは特に、案内部材とクランプジョーが、互いに移行し合う外面を備える1つの部品から製作されることを意味し、別個のローラ体が該部品もしくはその外面から若干突出している。それにより、金属シートが実際にローラ体だけに当接することが保証される。
本発明との関連では、少なくとも部分的に構造化された金属シートでハニカム体を製造する方法も同じく提案される。この方法は少なくとも次のステップを含む。
a)少なくとも1つの平滑な金属シートと構造化された金属シートとを準備し、
b)上に説明した本発明に基づく型式の装置を用いて金属シートを巻き付けてハニカム構造にし、
c)ハニカム構造をハウジングに嵌め込み、
d)金属シートをハウジングと結合する。
a)少なくとも1つの平滑な金属シートと構造化された金属シートとを準備し、
b)上に説明した本発明に基づく型式の装置を用いて金属シートを巻き付けてハニカム構造にし、
c)ハニカム構造をハウジングに嵌め込み、
d)金属シートをハウジングと結合する。
この方法は、冒頭に説明したあらゆる構造形態をもつハニカム体を製造するのに適用することができる。以下においては、積層体構造に関してのみ本方法を説明するが、このことは本発明を限定しようとするものではない。
上記のようにステップa)では、複数の平滑な金属シートと構造化された金属シートとが準備されるのが好ましい。これらの金属シートを交互に積み重ね、それにより、構造化された金属シートの構造に基づいて通路が形成される。そして平滑な金属シートと構造化された金属シートを、本装置の少なくとも1つの巻き付け心棒に、もしくはこれによって形成される受け部に固定して巻き付ける。巻き付けのとき、巻き付け心棒は少なくとも一時的に回転運動を行い、このとき金属シートの少なくとも一部は、一方では巻き付け心棒と接触するとともに、他方では少なくとも1つの成形セグメントと接触し、特に、案内部材もしくはそのローラ体と接触する。特に巻き付けプロセスの終わり頃にクランプジョーが中心領域の方向へ旋回し、それにより、金属シートの端部も同じく中心領域の方向へ曲げられる。このようにして、製造されるべきハニカム体の所望の形状に実質的に準ずるハニカム構造が形成される。上に説明したステップb)の後、このハニカム構造が少なくとも部分的にハウジングに嵌め込まれる(ステップc))。このとき、ハニカム構造は少なくとも一時的にまだ本装置にとどまっていてよいが、あるいは、別の機器に移されていてもよい。最後に金属シートがハウジングと、もしくは相互に、少なくとも部分的に互いに結合される。ステップd)を参照のこと。この結合は、特に金属シート相互の、もしくは金属シートとハウジングとの、溶接および/またはろう付けを含む。例えばろう付けのような接合材料の準備は、ステップb)の前に行うことができ、あるいは、ステップb)の後でもステップc)の後でも同様に行うことができる。可能な結合部位のうち、もしくは金属シート相互の全接触領域のうち、もしくは金属シートとハウジングの全接触領域のうち、比較的低い割合だけが実際に接合技術により結合されるのが好ましく、この割合は、大型のハニカム体の場合には例えば30%を明らかに下回る。それにより、排ガスシステムにおけるこのようなハニカム体の熱挙動が考慮される。
本方法に関して、ステップa)は平滑な金属シートと波形の金属シートとを交互に積み重ねて積層体にすることを含むのが好ましい。この場合、ステップb)で複数の積層体が同時に巻き付けられるのも好ましく、各々の積層体に、巻き付け中に積層体と接触する1つの巻き取り心棒と1つの成形セグメントが割り当てられる。このとき、3つの巻き取り心棒と3つの成形セグメントとを有する装置によるハニカム体の製造が好ましい。この点についての詳細は、図面の説明との関連で記述する。
本発明の装置により、第1の端面から第2の端面へと延びる多数の通路を有するハニカム体を製造できるという利点があり、このハニカム構造は150mmよりも大きい長さを有する。「長さ」という用語は、ハニカム構造の円筒状の形態の場合には直径を意味し、それ以外の形状の場合には相応の最大限可能な寸法を意味している。すなわち、ここでは特に巻き付けプロセス中の低減された摩擦が、著しい程度まで明らかに均質なハニカム構造の構成につながるような、大型のハニカム構造に照準を合わせている。
同様に、上に説明した方法により、一方の端面から第2の端面へと延びる多数の通路を有するハニカム構造を有するように製作されるように、ハニカム体を製造することができ、このハニカム構造は150mmよりも大きい長さを有する。
好ましい利用分野との関連で付言しておくと、(本発明の装置によって製造された)ハニカム構造および/または(上に説明したような方法で製造された)ハニカム体と車両との組み合わせ、特にトラックとの組み合わせも、ハニカム構造もしくはハニカム体の有害物質転換と長い耐用寿命に関して利点をもたらす。
本発明ならびにその技術分野について、図面を参照しながら詳しく説明する。各図面は特別に好ましい本発明の実施形態を示すものにすぎず、本発明を限定するものではないことを断っておく。さらに、図面は模式的な性格であるのが通常であり、したがって、大きさの関係を明示するには適していないのが普通である。
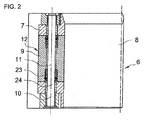
図1は、成形セグメント6の一実施形態の平面図を模式的に示している。成形セグメント6は支持アーム27を含み、支持アーム27に対して旋回方向26へ旋回可能なクランプジョー8がこれに固定されている。クランプジョー8は、特に偏向した最終位置のときに(ここでは内方旋回した位置だけを図示)金属シートと接触する輪郭面25を有する。クランプジョー5の輪郭面25の左側に続いて、少なくとも1つの(図示しない)金属シートを案内するための、ローラ体9を備える案内部材7が構成されている。ローラ体9は、ここではクランプジョー8の旋回軸10と一直線上に並ぶように配置されている。
図1に示す成形セグメントの断面が図2に示されている。ここでは、特に案内部材7の領域における構造を明らかに見ることができる。案内部材7は、ボルト24を介して回転可能に支承された円筒状のローラ体9を備えるように製作されている。そのために2つの軸受23が、ローラ体9とボルト24の間に設けられている。ロータ体9の回転軸11は旋回軸10と一致している。ここに図示した実施形態では、ローラ体の外面は案内部材7の外面で終わり、それにより、金属シートへの共通の当接面12が形成されている。
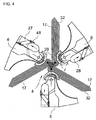
図3から図7は、巻き付けプロセスの好ましい実施形態の様々な段階を明示し、ここでは、平滑な金属シート14と構造化された金属シート15とを有する3つの積層体17が相互に捻られる。
図3を見ると明らかなように、積層体17はまず最初に中央部で折り返され、それにより、金属シートの端部32が積層体17の一方の側にのみ配置されるようにする。各々の積層体17は、金属シート14、15の端部32と向かい合う側で、それぞれ別個の巻き取り心棒3に割り当てられている。
それぞれの巻き取り心棒3は、これをもっとも広い部分で取り囲む、もっとも内側の金属シート14とのみ接触している。そして、図示した3つの成形セグメント6が外側から装置1の中心領域4へと動き、それにより、案内部材7が積層体17の外側の金属シートに少なくとも部分的に当接する。それに伴い、隣接する案内部材7およびそれぞれ付属する巻き取り心棒3によって、積層体17のための受け部5が形成される。これは、これに続く巻き付けプロセスのための一種の初期位置となる。ここで、3つの巻き取り心棒3が図示した回転方向21へ回転し始め、このとき、それぞれの巻き取り心棒3の相互間隔は変わらずに保たれる。
巻き付けプロセスの次の段階では、例えば図4に示すような状況が成立している。すでに説明した巻き取り心棒3の回転運動の間に、案内部材7はそれぞれ1つの案内領域29を積層体17のために形成している。この案内領域29は、実質的に、案内部材7の(ここには図示しない)ローラ体によって形成される。成形セグメント6の運動経過について付言しておくと、成形セグメントは並進方向28で中心領域4から離れるように移動する。このことは、例えばすべての段階の支持アーム27と保持部48の相対位置を見れば明らかであり、保持部48は例えば装置1の(ここには図示しない)底板と結合されている。
巻き取り心棒3の回転プロセスが進んでいく結果として、最終的に支持アーム27の領域でも案内領域29が形成され、それにより、図5に明示されているように、積層体17はそれぞれ複数の成形セグメント6によって装置1の中心領域へ引き込まれることになる。装置1の中心部で、積層体17がしだいに互いに当接し、互いに部分的に包み込まれていく様子を見ることができる。装置1の中心領域4でハニカム構造2が形成されていく結果、個々の成形セグメント6はさらに並進方向28へ外方に向かって移動する。
図6は、純粋な巻き付けプロセスから成形プロセスへの移行段階を明示している。このとき、案内部材7もしくはローラ体9によって形成される案内領域29は、すでに金属シート14、15の端部32の領域に位置している。この時点で、もはやこれ以上ハニカム構造2を形成することはできない。多数の金属シート14、15のために、もはや3つの点状の支え部しか成形セグメント6によって形成されていないからである。それに伴って直径33が生じ、この直径では、もはやハニカム構造2の形成を「内から外へ」続行することはできず、これ以後は「外から内へ」行われる。そのために、クランプジョー8が中心領域4に向かって旋回していき、その様子は破線で図示した旋回方向26で明示されている。
図7は、巻き付けプロセスの最終段階を明示している。この時点では、クランプジョー8は旋回方向26へ完全に偏向している。このとき輪郭面25が、所望の長さ21を持つハニカム構造2の円周34を形成する。すなわち換言すれば、金属シート14、15のすべての端部32が成形セグメント6の輪郭面25に当接している。ここに図示した実施形態では、成形セグメント6の輪郭面25は円形もしくは円筒形をなしているが、これは必ずしもそうでなくてよい。これ以外の輪郭も同様に製作することができる。
図8は、本装置もしくは上述した方法によって製造されたハニカム体の好ましい用途を明示するためのものである。この用途は特に自動車分野にある。図示しているのは、内燃機関38(例えばガソリンエンジンやディーゼルエンジン)を有する車両22である。内燃機関38はエンジン制御部37を介してコントロールされながら作動し、排ガス設備46には、排ガス設備46の構成要素または条件を判定するための測定装置41が設けられている。検出された測定値に基づき、エンジン制御部37を通じて内燃機関38の動作形態に影響を与え、もしくはコントロールすることができる。排ガス設備46には一方の優先的な流動方向で排ガスが貫流し、このとき排ガスは、少なくとも部分的に排ガス配管40を介して互いに接続された相前後するコンポーネントを貫流し、すなわち、ターボチャージャ39、流動混合装置42、(酸化触媒装置として製作された)触媒コンバータ44、粒子トラップ43、吸着器45、ならびに、最後のさらに別の触媒コンバータ44、例えば三元触媒を貫流する。
図9は、巻き付け点47を中心として螺旋状に構成されたハニカム体13の一実施形態を、模式的に斜視図として明示している。このハニカム体13は平滑な金属シート14と、波形の構造化された金属シート15とを有し、これらの金属シートは、第1の端面19から第2の端面20に向かって延びる多数の通路18が形成されるように螺旋状に配置され、長さ21は150mmよりも大きくなっている。通路18の内部には、流れに影響を及ぼすためのミクロ構造36が設けられている。両方の金属シート14、15は、例えば0.15mmから0.03mmの範囲内にある等しいシート厚35を有するのが好ましい。
1 装置
2 ハニカム構造
3 巻き取り心棒
4 中心領域
5 受け部
6 成形セグメント
7 案内部材
8 クランプジョー
9 ローラ体
10 旋回軸
11 回転軸
12 当接面
13 ハニカム体
14 平滑な金属シート
15 構造化された金属シート
16 ハウジング
17 積層体
18 通路
19 第1の端面
20 第2の端面
21 長さ
22 車両
23 軸受
24 ボルト
25 輪郭面
26 旋回方向
27 支持アーム
28 並進方向
29 案内領域
30 巻き取り部
31 回転方向
32 端部
33 直径
34 円周
35 シート厚
36 ミクロ構造
37 エンジン制御部
38 内燃機関
39 ターボチャージャ
40 排ガス配管
41 測定装置
42 流動混合装置
43 粒子トラップ
44 コンバータ
45 吸着器
46 排ガス設備
47 巻き付け点
48 保持部
2 ハニカム構造
3 巻き取り心棒
4 中心領域
5 受け部
6 成形セグメント
7 案内部材
8 クランプジョー
9 ローラ体
10 旋回軸
11 回転軸
12 当接面
13 ハニカム体
14 平滑な金属シート
15 構造化された金属シート
16 ハウジング
17 積層体
18 通路
19 第1の端面
20 第2の端面
21 長さ
22 車両
23 軸受
24 ボルト
25 輪郭面
26 旋回方向
27 支持アーム
28 並進方向
29 案内領域
30 巻き取り部
31 回転方向
32 端部
33 直径
34 円周
35 シート厚
36 ミクロ構造
37 エンジン制御部
38 内燃機関
39 ターボチャージャ
40 排ガス配管
41 測定装置
42 流動混合装置
43 粒子トラップ
44 コンバータ
45 吸着器
46 排ガス設備
47 巻き付け点
48 保持部
Claims (12)
- 少なくとも部分的に構造化された金属シートを巻き付けてハニカム構造(2)にする装置(1)において、少なくとも、
少なくとも1つの金属シートのための受け部(5)を有する、前記装置(1)の中心領域(4)にある少なくとも1つの巻き取り心棒(3)と、
巻き付け中に少なくとも1つの金属シートを案内するための少なくとも1つの案内部材(7)、および少なくとも1つの旋回可能なクランプジョー(8)を有する、少なくとも1つの成形セグメント(6)とを含み、少なくとも1つの前記案内部材(7)は少なくとも1つのローラ体(9)を備える装置(1)。 - 少なくとも1つの前記成形セグメント(6)は少なくとも1つの前記巻き取り心棒(3)に対して相対的に可動である、請求項1に記載の装置(1)。
- 少なくとも1つの前記成形セグメント(6)は1つの案内部材(7)と1つのクランプジョー(8)を備えるように製作され、前記案内部材(7)と前記クランプジョー(8)は互いに接するように配置されている、請求項1または2に記載の装置(1)。
- 少なくとも1つの前記成形セグメント(6)の少なくとも1つの前記クランプジョー(8)は、少なくとも1つの前記ローラ体(9)の回転軸(11)と一致する旋回軸(10)を有する、先行する請求項のいずれか一項に記載の装置(1)。
- 少なくとも1つの前記成形セグメント(6)の少なくとも1つの前記案内部材(7)は少なくとも1つの金属シートに対する当接面(12)を形成し、前記当接面(12)の少なくとも50%は少なくとも1つの前記ローラ体(9)によって形成される、先行する請求項のいずれか一項に記載の装置(1)。
- 少なくとも1つの前記成形セグメント(6)の少なくとも1つの前記案内部材(7)は、少なくとも1つの前記ローラ体(9)が前記装置(1)の前記中心領域(4)に向かって突出するように構成されるように構成されている、先行する請求項のいずれか一項に記載の装置(1)。
- 少なくとも部分的に構造化された金属シートでハニカム体(13)を製造する方法において、少なくとも、
a)少なくとも1つの平滑な金属シート(14)と構造化された金属シート(15)とを準備するステップと、
b)請求項1から6までのいずれか一項に記載の装置を用いて前記金属シートを巻き付けてハニカム構造(2)にするステップと、
c)前記ハニカム構造(2)をハウジング(16)に嵌め込むステップと、
d)前記金属シート(14、15)を前記ハウジング(16)と結合するステップとを含む方法。 - 前記ステップa)は平滑な金属シート(14)と波形の金属シート(15)とを交互に積み重ねて積層体(17)にすることを含む、請求項7に記載の方法。
- 前記ステップb)は複数の積層体(17)の同時の巻き付けを含み、各々の積層体(17)に、巻き付け中に前記積層体(17)と接触する巻き取り心棒(3)と成形セグメント(6)とが割り当てられる、請求項8に記載の方法。
- 請求項1から6までのいずれか一項に記載の装置(1)を用いて製造されたハニカム構造(2)において、第1の端面(19)から第2の端面(20)に向かって延びる多数の通路(18)を有し、前記ハニカム構造(2)は150mmよりも大きい長さ(21)を有するハニカム構造(2)。
- 請求項7から9までのいずれか一項に記載の方法を用いて製造されたハニカム構造(2)において、前記ハニカム構造(2)は第1の端面(19)から第2の端面(20)に向かって延びる多数の通路(18)を有し、前記ハニカム構造(2)は150mmよりも大きい長さ(21)を有するハニカム構造(2)。
- 車両(22)において、請求項1から6までのいずれか一項に記載の装置(1)を用いて製造されたハニカム構造(2)、または請求項7から9までのいずれか一項に記載の方法を用いて製造されたハニカム体(13)、または請求項10に記載のハニカム構造(2)、または請求項11に記載のハニカム体(13)を含む車両。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005038572A DE102005038572A1 (de) | 2005-08-12 | 2005-08-12 | Vorrichtung und Verfahren zur Herstellung metallischer Wabenkörper mit mindestens einem Formsegment |
| PCT/EP2006/007970 WO2007020021A1 (de) | 2005-08-12 | 2006-08-11 | Vorrichtung und verfahren zur herstellung metallischer wabenkörper mit mindestens einem formsegment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009504409A true JP2009504409A (ja) | 2009-02-05 |
| JP2009504409A5 JP2009504409A5 (ja) | 2009-09-24 |
Family
ID=37101687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008525496A Pending JP2009504409A (ja) | 2005-08-12 | 2006-08-11 | 少なくとも1つの成形セグメントを用いて金属ハニカム体を製造する装置および方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20080182066A1 (ja) |
| EP (1) | EP1912752B1 (ja) |
| JP (1) | JP2009504409A (ja) |
| KR (1) | KR100972775B1 (ja) |
| CN (1) | CN101282802A (ja) |
| DE (1) | DE102005038572A1 (ja) |
| ES (1) | ES2366713T3 (ja) |
| PL (1) | PL1912752T3 (ja) |
| RU (1) | RU2425726C2 (ja) |
| WO (1) | WO2007020021A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008011262A1 (de) * | 2008-02-27 | 2009-09-03 | Emitec Gesellschaft Für Emissionstechnologie Mbh | Wabenkörper mit verbindungsfreiem Bereich |
| DE102008011263A1 (de) * | 2008-02-27 | 2009-09-03 | Emitec Gesellschaft Für Emissionstechnologie Mbh | Wabenkörper mit Flexibilitätszonen |
| EP2773856A4 (en) * | 2011-11-01 | 2016-04-13 | Basf Corp | SYSTEM AND METHOD FOR MANUFACTURING A WEAPON BODY |
| CN102728677B (zh) * | 2012-06-19 | 2016-04-13 | 台州欧信环保净化器有限公司 | 一种s型金属蜂窝载体的制作装置 |
| WO2014054932A2 (ru) * | 2012-10-04 | 2014-04-10 | Уаб "Екологиёс Технологию Тиримо Ир Дегимо Институтас" | Способ изготовления каталитического сотового элемента с равномерно распределенным по объему плазменным разрядом |
| DE102016210235A1 (de) * | 2016-06-09 | 2017-12-28 | Continental Automotive Gmbh | Verfahren zur Herstellung einer Wabenstruktur |
| DE102016125640A1 (de) | 2016-12-23 | 2018-06-28 | Karlsruher Institut Für Technologie (Kit) | Verfahren zur Herstellung eines metallischen Formkörpers |
| DE102016125641B4 (de) | 2016-12-23 | 2022-08-25 | Karlsruher Institut Für Technologie (Kit) | Reaktor und Verfahren zur Herstellung eines Erdgasubstitus aus wasserstoffhaltigen Gasmischungen |
| CN109019149B (zh) * | 2018-06-13 | 2020-05-15 | 北京安达泰克科技有限公司 | 金属蜂窝载体的缠绕设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996030137A1 (de) * | 1995-03-27 | 1996-10-03 | Voest-Alpine Industrieanlagenbau Gmbh | Bandhaspel |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2902779C2 (de) * | 1979-01-25 | 1985-09-26 | Süddeutsche Kühlerfabrik Julius Fr. Behr GmbH & Co. KG, 7000 Stuttgart | Matrix für einen katalytischen Reaktor zur Abgasreinigung bei Brennkraftmaschinen |
| DE3532408A1 (de) * | 1985-09-11 | 1987-03-19 | Sueddeutsche Kuehler Behr | Traegermatrix, insbesondere fuer einen katalytischen reaktor zur abgasreinigung bei brennkraftmaschinen |
| DE3760428D1 (en) * | 1986-05-12 | 1989-09-14 | Interatom | Metallic honeycomb body, particularly a catalyst carrier, provided with a supporting wall, and its manufacturing process |
| DE8717916U1 (de) * | 1986-05-12 | 1991-03-21 | Siemens AG, 80333 München | Metallischer Katalysator-Trägerkörper mit evolventenförmig verlaufenden Schichten |
| DE3760479D1 (en) * | 1986-05-12 | 1989-09-28 | Interatom | Honeycomb body, particularly a catalyst carrier, provided with opposedly folded metal sheet layers, and its manufacturing process |
| WO1990003220A1 (de) * | 1988-09-22 | 1990-04-05 | Emitec Gesellschaft Für Emissionstechnologie Mbh | Wabenkörper, insbesondere katalysator-trägerkörper, aus einer mehrzahl verschlungener blechstapel |
| US5135794A (en) * | 1988-09-22 | 1992-08-04 | Emitec Gesellschaft Fur Emissionstechnologie Mbh | Honeycomb body, in particular catalyst carrier body, formed of a plurality of entwined bundles of sheet metal |
| DE8900467U1 (de) * | 1989-01-17 | 1990-05-17 | Emitec Gesellschaft für Emissionstechnologie mbH, 5204 Lohmar | Metallischer Wabenkörper, vorzugsweise Katalysator-Trägerkörper mit Mikrostrukturen zur Strömungsdurchmischung |
| US5403559A (en) * | 1989-07-18 | 1995-04-04 | Emitec Gesellschaft Fuer Emissionstechnologie | Device for cleaning exhaust gases of motor vehicles |
| DE8908738U1 (de) * | 1989-07-18 | 1989-09-07 | Emitec Gesellschaft für Emissionstechnologie mbH, 5204 Lohmar | Wabenkörper mit internen Strömungsleitflächen, insbesondere Katalysatorkörper für Kraftfahrzeuge |
| DE8909128U1 (de) * | 1989-07-27 | 1990-11-29 | Emitec Gesellschaft für Emissionstechnologie mbH, 5204 Lohmar | Wabenkörper mit internen Anströmkanten, insbesondere Katalysatorkörper für Kraftfahrzeuge |
| JP2711938B2 (ja) * | 1992-07-14 | 1998-02-10 | エミテク・ゲゼルシャフト・フュール・エミシオーンテクノロギー・ミット・ベシュレンクテル・ハフツング | 絡み合せられたメタルシートの層を持つ金属のハニカム状の本体およびその製造方法 |
| JPH08257361A (ja) * | 1995-03-24 | 1996-10-08 | Nippon Steel Corp | ハニカム体の巻回方法 |
| US6049961A (en) * | 1995-06-14 | 2000-04-18 | Emitec Gesellschaft Fuer Emissionstechnologie Mbh | Process for producing a honeycomb body, especially a catalyst carrier body |
| DE19521685C2 (de) * | 1995-06-14 | 1998-04-16 | Emitec Emissionstechnologie | Verfahren und Vorrichtung zum Herstellen eines Wabenkörpers |
| DE19522327A1 (de) * | 1995-06-20 | 1997-01-02 | Emitec Emissionstechnologie | Vorrichtung und Verfahren zum Herstellen eines Wabenkörpers aus verschlungenen Blechlagen |
| US6049980A (en) * | 1996-06-18 | 2000-04-18 | Emitec Gesellschaft Fuer Emissionstechnologie Mbh | Apparatus and method for producing a honeycomb body |
| DE29611143U1 (de) * | 1996-06-25 | 1996-09-12 | Emitec Gesellschaft für Emissionstechnologie mbH, 53797 Lohmar | Konischer Wabenkörper mit Longitudinalstrukturen |
| DE19704521A1 (de) * | 1997-02-06 | 1998-08-13 | Emitec Emissionstechnologie | Verfahren und Vorrichtung zur Herstellung eines Wabenkörpers |
| DE19825018A1 (de) * | 1998-06-04 | 1999-12-09 | Emitec Emissionstechnologie | Verfahren und Blechpaket zur Herstellung eines Wabenkörpers mit einer Vielzahl von für ein Fluid durchlässigen Kanälen |
| DE19908834A1 (de) * | 1999-03-01 | 2000-09-07 | Emitec Emissionstechnologie | Katalysatoranordnung mit Katalysator-Trägerkörpern und Vorrichtung sowie Verfahren zu deren Herstellung |
-
2005
- 2005-08-12 DE DE102005038572A patent/DE102005038572A1/de not_active Withdrawn
-
2006
- 2006-08-11 ES ES06776789T patent/ES2366713T3/es active Active
- 2006-08-11 CN CNA2006800378663A patent/CN101282802A/zh active Pending
- 2006-08-11 RU RU2008108899/02A patent/RU2425726C2/ru active
- 2006-08-11 JP JP2008525496A patent/JP2009504409A/ja active Pending
- 2006-08-11 WO PCT/EP2006/007970 patent/WO2007020021A1/de active Application Filing
- 2006-08-11 PL PL06776789T patent/PL1912752T3/pl unknown
- 2006-08-11 KR KR1020087005948A patent/KR100972775B1/ko active IP Right Grant
- 2006-08-11 EP EP06776789A patent/EP1912752B1/de active Active
-
2008
- 2008-02-12 US US12/029,954 patent/US20080182066A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996030137A1 (de) * | 1995-03-27 | 1996-10-03 | Voest-Alpine Industrieanlagenbau Gmbh | Bandhaspel |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1912752A1 (de) | 2008-04-23 |
| ES2366713T3 (es) | 2011-10-24 |
| RU2008108899A (ru) | 2009-12-10 |
| DE102005038572A1 (de) | 2007-02-15 |
| US20080182066A1 (en) | 2008-07-31 |
| PL1912752T3 (pl) | 2011-10-31 |
| WO2007020021A1 (de) | 2007-02-22 |
| CN101282802A (zh) | 2008-10-08 |
| EP1912752B1 (de) | 2011-06-15 |
| KR20080034039A (ko) | 2008-04-17 |
| RU2425726C2 (ru) | 2011-08-10 |
| KR100972775B1 (ko) | 2010-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009504409A (ja) | 少なくとも1つの成形セグメントを用いて金属ハニカム体を製造する装置および方法 | |
| KR20020000864A (ko) | 금속 벌집체를 생산하기 위한 방법 및 장치 | |
| US20060107656A1 (en) | Exhaust gas after-treatment unit with countercurrent housing and corresponding process for exhaust gas after-treatment | |
| US20080247919A1 (en) | Calibrated Catalyst Carrier Body with Corrugated Casing | |
| US20220390181A1 (en) | Heat exchanger | |
| JP3853365B2 (ja) | ハニカム本体を製造するための装置およびプロセス | |
| US7789947B2 (en) | Honeycomb body, in particular large honeycomb body, for mobile exhaust-gas aftertreatment, process for producing a honeycomb body, process for treating exhaust gas and exhaust gas assembly | |
| EP1607596B1 (en) | Catalytic converter and method of making the same | |
| JPH07148440A (ja) | 補強コンバータ本体 | |
| KR101146781B1 (ko) | 금속성 하니컴 구조체 및 그 제조방법 | |
| JP3860837B2 (ja) | 捩じられたシートメタル層を含むハニカム本体を製造するための装置およびプロセス | |
| WO2016182729A1 (en) | Method and apparatus for sizing a component shell having at least two different diameters | |
| TW500624B (en) | Catalytic converter arrangement with catalytic converter supporting bodies, and device and method for the manufacture thereof | |
| KR100413398B1 (ko) | 벌집형몸체의제조장치및방법 | |
| US20220333871A1 (en) | Heat exchanger | |
| JP2005522324A (ja) | 波形筒付き触媒担体とその製造方法 | |
| JPH09234377A (ja) | 触媒担体の製造方法および排気系部材 | |
| JP2005507043A (ja) | コア構造体装置およびその製造方法 | |
| WO2007119453A1 (ja) | 触媒コンバータ及び触媒コンバータの製造方法 | |
| US6029488A (en) | Apparatus and process for producing a honeycomb body from intertwined sheet metal layers | |
| KR101198284B1 (ko) | 촉매컨버터의 제조방법 | |
| JP6433064B2 (ja) | 排気浄化装置の製造方法 | |
| US7587819B1 (en) | Insert for a catalytic converter and method and apparatus for forming an insert for a catalytic converter | |
| JPH10141052A (ja) | セラミック触媒コンバータの製造方法及びセラミック触媒コンバータ | |
| US9752476B2 (en) | Apparatus for sizing a component shell having at least two different cross-sections |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090810 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120619 |