JP2009233629A - 流体分離素子およびその製造方法 - Google Patents
流体分離素子およびその製造方法 Download PDFInfo
- Publication number
- JP2009233629A JP2009233629A JP2008085866A JP2008085866A JP2009233629A JP 2009233629 A JP2009233629 A JP 2009233629A JP 2008085866 A JP2008085866 A JP 2008085866A JP 2008085866 A JP2008085866 A JP 2008085866A JP 2009233629 A JP2009233629 A JP 2009233629A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- water collecting
- fibers
- separation element
- fluid separation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
【解決手段】 集水管の周りに膜ユニットをスパイラル状に巻回した巻囲体の外周に繊維強化プラスチック層を有する流体分離素子において、繊維強化プラスチック層のうちの少なくとも一層が、フープ巻きされた繊維を含む層であり、繊維強化プラスチック層中の繊維の一部が、集水管軸と略平行に配向して配置されており、かつ、集水管軸に略平行に配向された繊維の高弾性率繊維である。
【選択図】 なし
Description
(2) 短繊維含有樹脂組成物を含浸させた繊維束をフープ巻きすることにより繊維強化プラスチック層を形成すること、
(3) 短繊維含有樹脂組成物を塗布することにより繊維強化プラスチック層を形成すること、
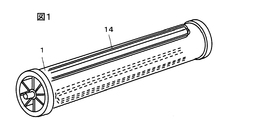
有孔の集水管の周りに、分離膜、原液流路材、および透過液流路材からなる膜ユニットをスパイラル状に巻回した。この巻囲体の外周に、エポキシ樹脂を含浸させたガラスロービング(オーウェンスコーニング製、1150tex)の束を、流体分離素子の全長の2倍より若干長い長さとし、U字状におよそ180°対称の位置に貼り付けた(図1参照)。その上にエポキシ樹脂を含浸させたガラスロービングを連続的にフープ巻きし、樹脂硬化させ、外周のFRPシェルを形成させ、流体分離素子を製造した。
実施例1と同様に集水管の周りに膜ユニットをスパイラル状に巻回してなる巻囲体の外周に、エポキシ樹脂を含浸させたガラスロービング(オーウェンスコーニング製、1150tex)の束を、およそ流体分離素子の全長より若干長い長さとし、この4本を、およそ外周90°間隔での配置となるように間隔を空けて貼り付けた(図2参照)。その上にエポキシ樹脂を含浸させたガラスロービングを連続的にフープ巻きし、樹脂硬化させ、外周のFRPシェルを形成させ、流体分離素子を製造した。
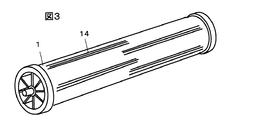
実施例1と同様に集水管の周りに膜ユニットをスパイラル状に巻回してなる巻囲体の外周に、エポキシ樹脂を含浸させたガラスロービング(オーウェンスコーニング製、1150tex)の束を、およそ流体分離素子の半分より若干長い長さとし、この8本を、およそ外周45°間隔での交互配置となるように間隔を空けて貼り付けた。即ち、1本の繊維束を流体分離素子の長手方向片側端から中央に向けて貼り付け、もう1本の繊維束を反対側の端からと交互に貼り付け、その繊維束同士の間隔が外周90°間隔となるようにした(図3参照)。その上にエポキシ樹脂を含浸させたガラスロービングを連続的にフープ巻きし、樹脂硬化させ、外周のFRPシェルを形成させ、流体分離素子を製造した。
ガラスロービング(オーウェンスコーニング製、1150tex)の束に、長さ5mmの短繊維状ガラス繊維を0.5重量%含有させたエポキシ樹脂組成物を含浸させた。実施例1と同様に集水管の周りに膜ユニットをスパイラル状に巻回してなる巻囲体の外周に、その樹脂含浸ガラスロービングを連続的にフープ巻きし、樹脂硬化させ、外周のFRPシェルを形成させ、流体分離素子を製造した。
実施例1と同様に集水管の周りに膜ユニットをスパイラル状に巻回してなる巻囲体の外周に、エポキシ樹脂を含浸させたガラスロービングを連続的にフープ巻きし、樹脂硬化させ、外周のFRPシェルを形成させ、流体分離素子を製造した。
得られた流体分離素子を40℃の温水に2ヶ月浸漬させたところ、流体分離素子の集水管軸方向の全長が0.4%伸長した。
2 集水管
3 第1の分離膜
4 第2の分離膜
5 繊維強化プラスチック層(外周FRP層)
6、7 原液の流れ
9 テレスコープ防止板
10 透過液流路材
11 原液流路材
12 濃縮液の流れ
13、15 透過液の流れ
14 繊維束
Claims (5)
- 有孔の集水管の周りに、分離膜、原液流路材、および透過液流路材をスパイラル状に巻回してなる巻囲体の外周に、繊維強化プラスチック層を有する流体分離素子において、該繊維強化プラスチック層のうちの少なくとも一層が、フープ巻きされた繊維を含む層であり、繊維強化プラスチック層中の繊維の一部が、集水管軸と略平行に配向して配置されており、かつ、集水管軸に略平行に配向された繊維が高弾性率繊維であることを特徴とする流体分離素子。
- 集水管軸と略平行に配向した繊維が、長さ1mm以上の短繊維もしくは長繊維であることを特徴とする請求項1に記載の流体分離素子。
- 繊維強化プラスチック層中の強化繊維として、配列された長繊維が集水管軸と略平行の方向を長手方向として配置されていることを特徴とする請求項1又は2に記載の流体分離素子。
- 集水管軸と略平行に配向した繊維が、長さ1mm以上20mm以下の短繊維であることを特徴とする請求項1に記載の流体分離素子。
- 有孔の集水管の周りに、分離膜、原液流路材、および透過液流路材をスパイラル状に巻回してなる巻囲体の外周に繊維強化プラスチック層を形成させて請求項1記載の流体分離素子を製造する際、樹脂を含浸させた長繊維を集水管軸方向が長手方向となるように配置して繊維強化プラスチック層を形成すること、短繊維含有樹脂組成物を含浸させた繊維束をフープ巻きすることにより繊維強化プラスチック層を形成すること、又は、短繊維含有樹脂組成物を塗布することにより繊維強化プラスチック層を形成すること、のいずれか1以上を行うことを特徴とする流体分離素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008085866A JP2009233629A (ja) | 2008-03-28 | 2008-03-28 | 流体分離素子およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008085866A JP2009233629A (ja) | 2008-03-28 | 2008-03-28 | 流体分離素子およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009233629A true JP2009233629A (ja) | 2009-10-15 |
| JP2009233629A5 JP2009233629A5 (ja) | 2011-04-14 |
Family
ID=41248273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008085866A Pending JP2009233629A (ja) | 2008-03-28 | 2008-03-28 | 流体分離素子およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009233629A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012183527A (ja) * | 2011-03-03 | 2012-09-27 | Woongjin Chemical Co Ltd | 膜モジュール全体をラッピングし得るチューブ状成形体及びこれを用いた産業用フィルターアセンブリー |
| US8361318B2 (en) | 2004-03-26 | 2013-01-29 | Nitto Denko Corporation | Spiral type separation membrane element |
| US9604179B2 (en) | 2007-06-11 | 2017-03-28 | Nitto Denko Corporation | Spiral membrane element and method of producing the same |
| JP2020151707A (ja) * | 2019-03-12 | 2020-09-24 | 旭化成株式会社 | ろ過方法および中空糸膜モジュール |
| CN113557077A (zh) * | 2019-03-12 | 2021-10-26 | 旭化成株式会社 | 过滤方法、海水淡化方法、淡水制造方法、中空纤维膜组件以及海水淡化系统 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61163006U (ja) * | 1985-03-29 | 1986-10-09 | ||
| JPH11226365A (ja) * | 1998-02-16 | 1999-08-24 | Toray Ind Inc | 流体分離素子およびその製造方法 |
| JPH11319514A (ja) * | 1998-05-20 | 1999-11-24 | Nitto Denko Corp | スパイラル型分離膜エレメント |
| JP2004002837A (ja) * | 2002-04-26 | 2004-01-08 | Sumitomo Chem Co Ltd | 疲労特性の改良された長繊維強化ポリプロピレン系樹脂組成物成形品 |
| JP2006348233A (ja) * | 2005-06-20 | 2006-12-28 | Gun Ei Chem Ind Co Ltd | 微細ポリアミドイミド繊維および/または微細ポリイミド繊維強化樹脂組成物 |
| JP2007275871A (ja) * | 2006-03-13 | 2007-10-25 | Nitto Denko Corp | スパイラル型膜エレメント |
| JP2008302344A (ja) * | 2007-06-11 | 2008-12-18 | Nitto Denko Corp | スパイラル型膜エレメントおよびその製造方法 |
-
2008
- 2008-03-28 JP JP2008085866A patent/JP2009233629A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61163006U (ja) * | 1985-03-29 | 1986-10-09 | ||
| JPH11226365A (ja) * | 1998-02-16 | 1999-08-24 | Toray Ind Inc | 流体分離素子およびその製造方法 |
| JPH11319514A (ja) * | 1998-05-20 | 1999-11-24 | Nitto Denko Corp | スパイラル型分離膜エレメント |
| JP2004002837A (ja) * | 2002-04-26 | 2004-01-08 | Sumitomo Chem Co Ltd | 疲労特性の改良された長繊維強化ポリプロピレン系樹脂組成物成形品 |
| JP2006348233A (ja) * | 2005-06-20 | 2006-12-28 | Gun Ei Chem Ind Co Ltd | 微細ポリアミドイミド繊維および/または微細ポリイミド繊維強化樹脂組成物 |
| JP2007275871A (ja) * | 2006-03-13 | 2007-10-25 | Nitto Denko Corp | スパイラル型膜エレメント |
| JP2008302344A (ja) * | 2007-06-11 | 2008-12-18 | Nitto Denko Corp | スパイラル型膜エレメントおよびその製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8361318B2 (en) | 2004-03-26 | 2013-01-29 | Nitto Denko Corporation | Spiral type separation membrane element |
| US9604179B2 (en) | 2007-06-11 | 2017-03-28 | Nitto Denko Corporation | Spiral membrane element and method of producing the same |
| JP2012183527A (ja) * | 2011-03-03 | 2012-09-27 | Woongjin Chemical Co Ltd | 膜モジュール全体をラッピングし得るチューブ状成形体及びこれを用いた産業用フィルターアセンブリー |
| JP2020151707A (ja) * | 2019-03-12 | 2020-09-24 | 旭化成株式会社 | ろ過方法および中空糸膜モジュール |
| CN113557077A (zh) * | 2019-03-12 | 2021-10-26 | 旭化成株式会社 | 过滤方法、海水淡化方法、淡水制造方法、中空纤维膜组件以及海水淡化系统 |
| CN113557077B (zh) * | 2019-03-12 | 2023-09-12 | 旭化成株式会社 | 过滤方法、海水淡化方法、淡水制造方法、中空纤维膜组件以及海水淡化系统 |
| JP7376397B2 (ja) | 2019-03-12 | 2023-11-08 | 旭化成株式会社 | ろ過方法および中空糸膜モジュール |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4352736A (en) | Wound flattened hollow fiber assembly having plural spaced core sections | |
| JP5204994B2 (ja) | スパイラル型膜エレメントおよびその製造方法 | |
| US6565747B1 (en) | Spiral wound type separation membrane element | |
| JP2009233629A (ja) | 流体分離素子およびその製造方法 | |
| US8974668B2 (en) | Hollow fiber membrane element and methods of making same | |
| JP7197260B2 (ja) | 中空糸膜モジュール、海水淡水化システム、海水を淡水化する方法、海水より淡水を製造する方法、中空糸膜モジュールの運転方法、ろ過方法、および中空糸膜モジュールの製造方法 | |
| JP2017047417A (ja) | 分離膜モジュール、分離膜エレメントおよびテレスコープ防止板 | |
| WO2015020197A1 (ja) | 正浸透用中空糸膜エレメント及び膜モジュール | |
| JP2015107483A (ja) | 螺旋流水処理装置 | |
| JP2009233629A5 (ja) | ||
| WO2014208602A1 (ja) | 分離膜エレメント | |
| JP4465213B2 (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JP2012183464A (ja) | 流体分離素子用テレスコープ防止板および流体分離素子 | |
| JP2007275871A (ja) | スパイラル型膜エレメント | |
| JP6624285B2 (ja) | 流体分離素子およびテレスコープ防止板 | |
| WO2020184661A1 (ja) | ろ過方法、海水を淡水化する方法、淡水を製造する方法、中空糸膜モジュール、および海水淡水化システム | |
| WO2015125755A1 (ja) | 中空糸膜エレメントおよび中空糸膜モジュール | |
| JP5145685B2 (ja) | 流体分離膜エレメント | |
| JP3052958B1 (ja) | スパイラル型逆浸透膜エレメントおよび分離方法 | |
| JP2008229453A (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JP6069944B2 (ja) | ガス分離膜モジュール | |
| CN214131092U (zh) | 中空纤维膜滤芯单元 | |
| JP7376397B2 (ja) | ろ過方法および中空糸膜モジュール | |
| CN213375983U (zh) | 正浸透中空纤维超滤膜滤芯组件 | |
| JP2019025419A (ja) | 分離膜エレメント及びベッセル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110228 |
|
| A621 | Written request for application examination |
Effective date: 20110228 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A02 | Decision of refusal |
Effective date: 20131029 Free format text: JAPANESE INTERMEDIATE CODE: A02 |