JP2009149442A - 包装用緩衝材帯状物のための搬送システム - Google Patents
包装用緩衝材帯状物のための搬送システム Download PDFInfo
- Publication number
- JP2009149442A JP2009149442A JP2008312941A JP2008312941A JP2009149442A JP 2009149442 A JP2009149442 A JP 2009149442A JP 2008312941 A JP2008312941 A JP 2008312941A JP 2008312941 A JP2008312941 A JP 2008312941A JP 2009149442 A JP2009149442 A JP 2009149442A
- Authority
- JP
- Japan
- Prior art keywords
- packaging
- strip
- contact area
- friction contact
- duct
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G51/00—Conveying articles through pipes or tubes by fluid flow or pressure; Conveying articles over a flat surface, e.g. the base of a trough, by jets located in the surface
- B65G51/02—Directly conveying the articles, e.g. slips, sheets, stockings, containers or workpieces, by flowing gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0073—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including pillow forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0047—Feeding, guiding or shaping the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/007—Delivering
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Fluid Mechanics (AREA)
- Mechanical Engineering (AREA)
- Buffer Packaging (AREA)
- Making Paper Articles (AREA)
Abstract
【解決手段】搬送システムは、包装用緩衝材帯状物を製作するための製造機械と、製造機械の下流にあるダクトと、包装用緩衝材帯状物を搬送するための搬送力を加えるためにダクトを通じて空気流を供給するブロワと、製造機械の下流にあってダクト入口の上流にある摩擦接触域とを含む。包装用緩衝材帯状物は摩擦接触域の下を通過して摩擦接触域に接触し、搬送力に対抗する摩擦力を作り出し、その結果搬送力が包装用緩衝材帯状物に沿って製造機械に伝達されない。
【選択図】図1
Description
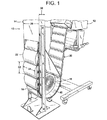
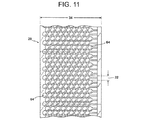
システム10、60、62および66は、包装用緩衝材帯状物を製作することができる製造機械12を含む(図1、図5、図6、図8〜図10)。包装用緩衝材帯状物20は、例えば図1、図5、図6および図8〜図10に図示するような包装用緩衝材の延長列を含んでもよく、または例えば図11に図示するような膨張空気封入小胞緩衝材の延長シート(または連結シート)を含んでもよい。包装用緩衝材帯状物が包装用緩衝材の列を含む場合には、包装用緩衝材の列の各緩衝材22を、列の少なくとも1つの別の隣接緩衝材に連結してもよい。包装用緩衝材の列は、空気封入緩衝材、泡封入緩衝材、ならびに他の形式の包装用材料を含む緩衝材を含んでもよい。包装用緩衝材帯状物は包装用荷敷き用途において有用であり、またはこの応用分野に適合されうる。緩衝材22は、少なくともおよび/またはせいぜい約4インチ(10.2cm)、8インチ(20.3cm)、12インチ(30.5cm)、14インチ(35.6cm)および16インチ(40.6cm)のいずれかの機械方向の平均長さ32を有してもよい。行64は、例えば約0.75インチ(1.9cm)から約2インチ(5.1cm)の機械方向の平均長さ32を有してもよい。帯状物20は、約8インチ(20.3cm)から約20インチ(50.8cm)の横断方向の平均幅34を有してもよい。帯状物は、約1.25インチ(3.2cm)から約3.5インチ(8.9cm)の膨張高さを有してもよい。
ダクト14は、製造機械において製作された包装用緩衝材帯状物20をダクト入口28(下に定義)においてダクト内に引き入れることができるように、製造機械12の下流側にある。ダクト14はダクト出口30を有し、ダクト出口30を通って包装用緩衝材帯状物はダクトを離れる。ダクト14は、全体が以前に参照により本明細書に組み込まれた米国特許第6699955号明細書に記載されているように、入口28と出口30との間に複数の中間出口(図示せず)を有してもよい。ダクト14は、包装用緩衝材帯状物を所望の場所に、例えば製造機械12から離れた所に置かれた1つまたは複数のホッパー(図示せず)に高架搬送するように構成してもよい。
ブロワ16は、ダクトを通じて空気流の起動流体を供給し、ダクトを通じて包装用緩衝材帯状物を搬送するために帯状物に搬送力(F1)を加える(図5)。ブロワ16の出口40はダクト14に連結されているので、ブロワ16によって作られた空気流はダクト14と流体導通状態にある。ブロワとダクトは結合して本質的にエジェクタを形成し、包装用緩衝材帯状物を引き入れて同伴させる低圧ゾーンを作り出す動機流体として、ブロワからの空気流を有する。本明細書で使用されるように、ダクトの「入口」とは、ブロワによって供給される動機流体によって搬送される帯状物を収束させるのに適したダクトの領域を意味する。
摩擦接触域18は、製造機械12の下流であってダクト入口28の上流にある。摩擦接触域18は、包装用緩衝材帯状物20が製造機械12からダクト入口28へ移るときに包装用緩衝材帯状物が摩擦接触域の下を通って摩擦接触域に接触するように配置される。さらに、包装用緩衝材帯状物20と摩擦接触域18との間の接触が搬送力(F1)に対抗する摩擦力(F2)を作り出し、この結果搬送力が包装用緩衝材帯状物20に沿って製造機械12に伝達されないように、摩擦接触域18が製造機械12とダクト入口28に対して配置されてもよい(図1、図5、図6、図8〜図10)。
搬送システムの運転中、製造機械12は包装用緩衝材帯状物20を製作する。帯状物は、包装用緩衝材帯状物が製造機械12からダクト入口28へ移るときに摩擦接触域18の下を通って摩擦接触域18に接触する。包装用緩衝材帯状物20と摩擦接触域18との間の接触は、搬送力(F1)に対抗する摩擦力(F2)を作り出し、この結果、搬送力は包装用緩衝材帯状物に沿って製造機械12に上向きに伝達されない。
12 製造機械
14 ダクト
16 ブロワ
18 摩擦接触域
20 包装用緩衝材帯状物
22 緩衝材
26 帯状物出口の高度
28 ダクト入口
30 ダクト出口
32 緩衝材の機械方向の平均長
34 包装用緩衝材帯状物の幅
36 ダクトの幅
38 ダクトの高さ
40 ブロワの出口
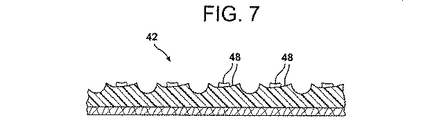
42 マット
44 スナップ
46 ガイド
48 突出物
50 ダクト入口の高度
52 摩擦接触域の高度
64 膨張行
Claims (13)
- 包装用緩衝材帯状物を搬送するための搬送システムであって、
包装用緩衝材帯状物を製作することができる製造機械と、
包装用緩衝材帯状物が製造機械から中を通り引っ張られることが可能な入口を有する、製造機械の下流にあるダクトと、
ダクトを通じて包装用緩衝材帯状物を搬送するために、帯状物に搬送力を加えるようにダクトを通じて空気流を供給するためのブロワと、
製造機械の下流にあってダクト入口の上流にある摩擦接触域であって、(i)包装用緩衝材帯状物が製造機械からダクト入口へ移るときに包装用緩衝材帯状物が摩擦接触域の下を通過して摩擦接触域に接触するように、かつ(ii)包装用緩衝材帯状物と摩擦接触域との間の接触が搬送力に対抗する摩擦力を作り出し、その結果搬送力が包装用緩衝材帯状物に沿って製造機械に伝達されないように配置された摩擦接触域と
を有する、システム。 - 包装用緩衝材帯状物の追加長さの製作によって、結果的に摩擦接触域と接触する帯状物の表面積の量が一時的に減少し、このため摩擦力が低下して包装用緩衝材帯状物が追加長さに対応する量だけ摩擦接触域の下流に進行するように、摩擦接触域が製造機械とダクト入口に対して配置されている、請求項1に記載のシステム。
- 包装用緩衝材帯状物の追加長さの製作によって摩擦接触域と製造機械との間の帯状物の重量が増し、この結果(i)帯状物が垂れ下がって摩擦接触域と接触する帯状物の表面積の量を減らし、かつ(ii)搬送力が摩擦力に打ち勝って包装用緩衝材帯状物を下流側へ進行させるように、摩擦接触域が製造機械とダクト入口に対して配置されている、請求項1に記載のシステム。
- 包装用緩衝材帯状物が空気封入包装用緩衝材の列または膨張行の帯状物を含み、
摩擦接触域の機械方向の長さが、包装用緩衝材帯状物を構成する個別空気封入包装用緩衝材または膨張行の機械方向の平均長さより長い、
請求項1に記載のシステム。 - ダクト入口の高度が、摩擦接触域の最低点において取られる摩擦接触域の高度の上方にある、請求項1に記載のシステム。
- 製造機械が、製作された包装用緩衝材帯状物が出てくる製作済み帯状物の出口高度を画定し、
接触摩擦域が製作済み帯状物の出口高度の下方にある、
請求項1に記載のシステム。 - 摩擦接触域が固定式である、請求項1に記載のシステム。
- 摩擦接触域がエラストマーを含む、請求項1に記載のシステム。
- 摩擦接触域が取り外し可能に添着されたマットを含む、請求項1に記載のシステム。
- 摩擦接触域が、滑らかな表面を有する同じ材料と比較して摩擦力を増やすようなテクスチャ加工表面を有する材料を含む、請求項1に記載のシステム。
- 摩擦接触域が織物材料を含む、請求項1に記載のシステム。
- 摩擦接触域が非織物材料を含む、請求項1に記載のシステム。
- 摩擦接触域が主として第1材料から成り、ダクトが主として第2材料から成り、
第1材料と包装用緩衝材帯状物との間の摩擦係数が、第2材料と包装用緩衝材帯状物との間の摩擦係数よりも大きい、
請求項1に記載のシステム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/004,302 US7914239B2 (en) | 2007-12-20 | 2007-12-20 | Conveyance system for web of packaging cushions |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009149442A true JP2009149442A (ja) | 2009-07-09 |
| JP2009149442A5 JP2009149442A5 (ja) | 2012-02-02 |
Family
ID=40435071
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008312941A Pending JP2009149442A (ja) | 2007-12-20 | 2008-12-09 | 包装用緩衝材帯状物のための搬送システム |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7914239B2 (ja) |
| EP (1) | EP2072431B1 (ja) |
| JP (1) | JP2009149442A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI411561B (zh) * | 2011-06-15 | 2013-10-11 | Univ Asia | 絨毛式空氣包裝緩衝材 |
| JP2014531368A (ja) * | 2011-08-31 | 2014-11-27 | プレジス インテリパック コーポレーション | バッグ状態インジケータを備えるフォーム・イン・バッグデバイス |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITFI20110146A1 (it) * | 2011-07-20 | 2013-01-21 | Co Me Sa S R L | Macchina e procedimento per la produzione di imballaggi protettivi a cuscini di aria. |
| US8672180B2 (en) | 2011-07-29 | 2014-03-18 | Sealed Air Corporation | Dispensing bin for multiple materials |
| DE102017002325A1 (de) * | 2017-03-13 | 2018-09-13 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Polsterbereitstellungsanlage und Betriebsverfahren für eine Polsterbereitstellungsanlage |
| EP3533598A1 (en) * | 2018-03-01 | 2019-09-04 | Storopack Hans Reichenecker GmbH | Machine and method for producing cushioning material |
| CN113631524B (zh) * | 2018-12-13 | 2023-04-11 | 康宁公司 | 运送设备和运送带 |
| CN117655229B (zh) * | 2024-02-01 | 2024-04-09 | 河南宝钢制罐有限公司 | 一种易拉罐罐笼阻尼传送组件及传送方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0526942U (ja) * | 1991-09-19 | 1993-04-06 | 鐘紡株式会社 | 布帛の搬送装置 |
| JP2000185822A (ja) * | 1998-12-21 | 2000-07-04 | Free Flow Packaging Internatl Inc | 空気入り梱包用クッションの給送システム |
| US6453644B1 (en) * | 1999-06-14 | 2002-09-24 | Storopack, Inc. | Method and means for producing, conveying, storing and utilizing air pillows |
| US20050055987A1 (en) * | 2003-09-12 | 2005-03-17 | White Robert A. | System for conveying packaging cushions |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4422565A (en) * | 1981-12-07 | 1983-12-27 | Crown Zellerbach Corporation | Strip material transporting apparatus |
| US5942076A (en) * | 1997-03-13 | 1999-08-24 | Sealed Air Corporation | Inflatable cushion forming machine |
| US6519916B1 (en) * | 1998-12-21 | 2003-02-18 | Free-Flow Packaging International, Inc. | System and method for conveying air-filled packing cushions |
| US6699955B1 (en) | 1999-11-19 | 2004-03-02 | E. I. Du Pont De Nemours And Company | Copolymerization of ethylene and dienes |
| US6428246B1 (en) * | 2000-06-22 | 2002-08-06 | Sealed Air Corporation | System and method of conveying, storing, and dispensing packing material |
| US6598373B2 (en) * | 2001-02-13 | 2003-07-29 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US6651406B2 (en) * | 2001-02-13 | 2003-11-25 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US7220476B2 (en) * | 2001-05-10 | 2007-05-22 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated chambers |
| US6910610B2 (en) * | 2003-12-01 | 2005-06-28 | Cantar/Polyair Inc. | Conveyor for air-filled packing pillows |
| US7273142B2 (en) * | 2004-02-17 | 2007-09-25 | Sealed Air Corporation (Us) | Packaging cushion delivery system |
| AU2005203038A1 (en) * | 2004-07-15 | 2006-02-02 | Sealed Air Corporation (Us) | High-speed apparatus and method for forming inflated chambers |
| US7231749B2 (en) * | 2004-09-02 | 2007-06-19 | Sealed Air Corporation (Us) | Apparatus and system for detecting under-filled cushions |
| US7165375B2 (en) * | 2005-02-05 | 2007-01-23 | Sealed Air Corporation (Us) | Inflation device for forming inflated containers |
-
2007
- 2007-12-20 US US12/004,302 patent/US7914239B2/en active Active
-
2008
- 2008-12-09 EP EP08253927A patent/EP2072431B1/en active Active
- 2008-12-09 JP JP2008312941A patent/JP2009149442A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0526942U (ja) * | 1991-09-19 | 1993-04-06 | 鐘紡株式会社 | 布帛の搬送装置 |
| JP2000185822A (ja) * | 1998-12-21 | 2000-07-04 | Free Flow Packaging Internatl Inc | 空気入り梱包用クッションの給送システム |
| US6453644B1 (en) * | 1999-06-14 | 2002-09-24 | Storopack, Inc. | Method and means for producing, conveying, storing and utilizing air pillows |
| US20050055987A1 (en) * | 2003-09-12 | 2005-03-17 | White Robert A. | System for conveying packaging cushions |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI411561B (zh) * | 2011-06-15 | 2013-10-11 | Univ Asia | 絨毛式空氣包裝緩衝材 |
| JP2014531368A (ja) * | 2011-08-31 | 2014-11-27 | プレジス インテリパック コーポレーション | バッグ状態インジケータを備えるフォーム・イン・バッグデバイス |
| US10864664B2 (en) | 2011-08-31 | 2020-12-15 | Pregis Intellipack Llc | Foam-in-bag device with bag-status indicator |
Also Published As
| Publication number | Publication date |
|---|---|
| US7914239B2 (en) | 2011-03-29 |
| EP2072431A1 (en) | 2009-06-24 |
| US20090159403A1 (en) | 2009-06-25 |
| EP2072431B1 (en) | 2012-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009149442A (ja) | 包装用緩衝材帯状物のための搬送システム | |
| AU2015346110B2 (en) | Apparatus and method for expanding a slit sheet material to form an expanded packaging product | |
| EP2994563B1 (en) | Method of separating strands on a stretching surface | |
| JP2009149442A5 (ja) | ||
| US10912681B2 (en) | Device for manufacturing particulate-containing article and method for manufacturing particulate-containing article | |
| WO2013157611A1 (ja) | 不織布の嵩を回復させる方法及び装置 | |
| JPH0596493A (ja) | シート材料支持推進コンベヤ及びそれを含む切断機械 | |
| CN113681995B (zh) | 一种弹性腰围无纺布及其生产方法 | |
| CA2556898A1 (en) | Step air foil | |
| JP2013520378A (ja) | 繊維材を折り畳む装置および方法 | |
| JP2016515497A (ja) | 側方および先端出口を有するノズル | |
| JP2000062928A (ja) | 空気浮上式ベルトコンベヤ装置 | |
| EP3188994B1 (en) | Method for conveying adhesive-sided articles and apparatus for doing so | |
| US2881861A (en) | Air flow seal for air filter having an expansible-contractible air cleaning web | |
| CN101818462A (zh) | 用于稳定移动的幅材的设备和方法 | |
| TW455564B (en) | Web transport system | |
| CN113665184A (zh) | 一种弹性片材及其制造方法 | |
| JP2016069067A (ja) | テープ結束機 | |
| JP3537558B2 (ja) | アキュムレート装置 | |
| CN211227595U (zh) | 一种铺网机 | |
| CN214397414U (zh) | 一种不易磨出杂质的剪切齐纸输送装置 | |
| JPH11129317A (ja) | 農業用フィルムの開反方法および開反装置 | |
| CN216996674U (zh) | 一种新型的排料管路 | |
| US9809913B2 (en) | Bulk recovery apparatus for nonwoven fabric and bulk recovery method for the same | |
| JP2011190562A (ja) | ワーク処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130305 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130913 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130919 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140304 |