JP2009001003A - インクジェットプリントヘッドの製造方法 - Google Patents
インクジェットプリントヘッドの製造方法 Download PDFInfo
- Publication number
- JP2009001003A JP2009001003A JP2008102817A JP2008102817A JP2009001003A JP 2009001003 A JP2009001003 A JP 2009001003A JP 2008102817 A JP2008102817 A JP 2008102817A JP 2008102817 A JP2008102817 A JP 2008102817A JP 2009001003 A JP2009001003 A JP 2009001003A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- nozzle
- print head
- chamber
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 64
- 239000000463 material Substances 0.000 claims abstract description 101
- 238000000034 method Methods 0.000 claims abstract description 24
- 239000000758 substrate Substances 0.000 claims abstract description 24
- 239000010410 layer Substances 0.000 claims description 300
- 238000000016 photochemical curing Methods 0.000 claims description 84
- 239000011241 protective layer Substances 0.000 claims description 13
- 239000003504 photosensitizing agent Substances 0.000 claims description 10
- 238000005498 polishing Methods 0.000 claims description 10
- 239000004593 Epoxy Substances 0.000 claims description 8
- 239000004952 Polyamide Substances 0.000 claims description 8
- 239000004642 Polyimide Substances 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 8
- 229920002647 polyamide Polymers 0.000 claims description 8
- 229920001721 polyimide Polymers 0.000 claims description 8
- 238000001723 curing Methods 0.000 claims description 7
- 238000000151 deposition Methods 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 7
- 238000005530 etching Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 239000004020 conductor Substances 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- 239000010409 thin film Substances 0.000 claims description 5
- 238000004528 spin coating Methods 0.000 claims description 4
- 239000011344 liquid material Substances 0.000 claims description 2
- 239000011343 solid material Substances 0.000 claims 1
- 230000003287 optical effect Effects 0.000 abstract description 5
- 230000036632 reaction speed Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 6
- 230000002265 prevention Effects 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 5
- 238000000206 photolithography Methods 0.000 description 5
- 230000020169 heat generation Effects 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 229920002120 photoresistant polymer Polymers 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 206010034972 Photosensitivity reaction Diseases 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- 229910004205 SiNX Inorganic materials 0.000 description 2
- RVSGESPTHDDNTH-UHFFFAOYSA-N alumane;tantalum Chemical compound [AlH3].[Ta] RVSGESPTHDDNTH-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 230000036211 photosensitivity Effects 0.000 description 2
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- MZLGASXMSKOWSE-UHFFFAOYSA-N tantalum nitride Chemical compound [Ta]#N MZLGASXMSKOWSE-UHFFFAOYSA-N 0.000 description 2
- WQJQOUPTWCFRMM-UHFFFAOYSA-N tungsten disilicide Chemical compound [Si]#[W]#[Si] WQJQOUPTWCFRMM-UHFFFAOYSA-N 0.000 description 2
- 229910021342 tungsten silicide Inorganic materials 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006552 photochemical reaction Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
- B41J2/1639—Manufacturing processes molding sacrificial molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49126—Assembling bases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49128—Assembling formed circuit to base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
- Y10T29/49165—Manufacturing circuit on or in base by forming conductive walled aperture in base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
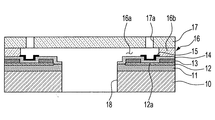
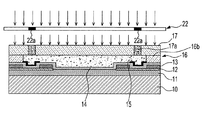
【解決手段】基板10上に低速光硬化物質でチャンバー層16を形成する工程と、チャンバー層を選択的に露光することによりチャンバー層のインク流路16aを限定する壁となる領域16bを硬化させる工程と、チャンバー層上に低速光硬化物質よりも光反応の速い高速光硬化物質でノズル層17を形成する工程と、ノズル層を選択的に露光することによりノズル層のノズル17a以外の領域を硬化させる工程と、チャンバー層及びノズル層の非露光領域を現像により除去してインク流路及びノズルを形成する工程とを含むようにした。
【選択図】図4
Description
11 絶縁層
12 ヒーター層
12a 発熱領域
13 導線層
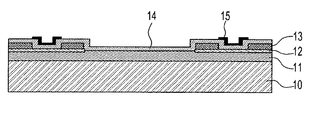
14 保護層
15 キャビテーション防止層
16 チャンバー層
16a インクチャンバー
16b チャンバー壁
17 ノズル層
17a ノズル
18 インク供給口
21、22 フォトマスク
21a、22a 流路パターン
Claims (20)
- 基板上に低速光硬化物質でチャンバー層を形成する工程と、
前記チャンバー層を選択的に露光することにより、前記チャンバー層のインク流路を限定する壁となる領域を硬化させる工程と、
前記チャンバー層上に、前記低速光硬化物質よりも光反応の速い高速光硬化物質でノズル層を形成する工程と、
前記ノズル層を選択的に露光することにより、前記ノズル層のノズル以外の領域を硬化させる工程と、
前記チャンバー層及び前記ノズル層の非露光領域を現像により除去して、前記インク流路及び前記ノズルを形成する工程と、
を含むことを特徴とするインクジェットプリントヘッドの製造方法。 - 前記チャンバー層は、液状の前記低速光硬化物質を用いてスピンコーティング方式により形成され、
前記ノズル層は、固体薄膜の前記高速光硬化物質を前記チャンバー層の上に付着することにより形成されることを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記低速光硬化物質は、1μmの厚さが感光されるのに100〜400mJ/cm2の露光を要するようにする光感応剤を含み、
前記高速光硬化物質は、1μmの厚さが感光されるのに8〜23mJ/cm2の露光を要するようにする光感応剤を含むことを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記低速光硬化物質は、感光性ポリイミド、感光性ポリアミドまたは感光性エポキシのいずれか一つを含む液状の物質であり、
前記高速光硬化物質は、感光性ポリイミド、感光性ポリアミドまたは感光性エポキシのいずれか一つを含む固状の物質であり、
前記低速光硬化物質と前記高速光硬化物質は、光感応剤の含量が異なることを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記基板の背面側をエッチングしてインク供給口を形成する工程をさらに含むことを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。
- 前記基板上に絶縁層を形成する工程と、
前記絶縁層上にヒーター層及び導線層を形成する工程と
前記ヒーター層と前記導線層を保護する保護層を形成する工程とをさらに含むことを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記低速光硬化物質は、第1厚さを有する前記低速光硬化物質が感光されるために必要な露光量が第1露光量となるように第1光感応剤を含み、
前記高速光硬化物質は、第2厚さを有する前記高速光硬化物質が感光されるために必要な露光量が前記第1露光量よりも小さい第2露光量となるように第2光感応剤を含むことを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記第1厚さと前記第2厚さは、実質的に同一であることを特徴とする請求項7に記載のインクジェットプリントヘッドの製造方法。
- 前記低速光硬化物質は、第1厚さを有する前記低速光硬化物質が感光されるのに第1エネルギーの供給を要し、
前記高速光硬化物質は、第2厚さを有する前記高速光硬化物質が感光されるのに前記第1エネルギーよりも小さい第2エネルギーの供給を要することを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。 - 前記第1厚さと前記第2厚さは、実質的に同一であることを特徴とする請求項9に記載のインクジェットプリントヘッドの製造方法。
- 前記インク流路及び前記ノズルは、前記チャンバー層上に犠牲層を形成することなく形成されることを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。
- 前記チャンバー層の選択的な露光と前記ノズル層の選択的な露光は、前記低速光硬化物質及び前記高速光硬化物質がそれぞれ有する特性により、互いの光反応が干渉されないように保護されることを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。
- 前記チャンバー層の光反応は、前記ノズル層が露光されるときには起こらないことを特徴とする請求項1に記載のインクジェットプリントヘッドの製造方法。
- 基板上に低速光硬化物質でチャンバー層を形成する工程と、
前記チャンバー層上に、前記低速光硬化物質よりも光反応の速い高速光硬化物質でノズル層を形成する工程と、
前記チャンバー層にインク流路を形成し、前記ノズル層にノズルを形成する工程と、
を含むことを特徴とするインクジェットプリントヘッドの製造方法。 - 前記チャンバー層を選択的に露光することにより、前記チャンバー層のインク流路を限定する壁となる領域を硬化させる工程をさらに含むことを特徴とする請求項14に記載のインクジェットプリントヘッドの製造方法。
- 前記インク流路の形成は、前記チャンバー層を現像して前記インク流路となる非露光領域を除去する工程を含むことを特徴とする請求項15に記載のインクジェットプリントヘッドの製造方法。
- 前記ノズル層を選択的に露光することにより、前記ノズル層のノズル以外の領域を硬化させる工程をさらに含むことを特徴とする請求項14に記載のインクジェットプリントヘッドの製造方法。
- 前記ノズルの形成は、前記ノズル層を現像して前記ノズルとなる非露光領域を除去する工程を含むことを特徴とする請求項17に記載のインクジェットプリントヘッドの製造方法。
- 前記インク流路は、前記チャンバー層上に犠牲層を形成することなく且つ犠牲層の表面を研磨することなく形成されることを特徴とする請求項14に記載のインクジェットプリントヘッドの製造方法。
- 前記チャンバー層を選択的に露光することにより、前記チャンバー層のインク流路を限定する壁となる領域を硬化させる工程と、
前記ノズル層を選択的に露光することにより、前記ノズル層のノズル以外の領域を硬化させる工程とをさらに含み、
前記チャンバー層の選択的な露光または前記ノズル層の選択的な露光のいずれか一方は、前記チャンバー層の選択的な露光または前記ノズル層の選択的な露光のいずれか他方による光反応に干渉しないことを特徴とする請求項14に記載のインクジェットプリントヘッドの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020070061066A KR101155989B1 (ko) | 2007-06-21 | 2007-06-21 | 잉크젯 프린트헤드의 제조방법 |
| KR10-2007-0061066 | 2007-06-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009001003A true JP2009001003A (ja) | 2009-01-08 |
| JP4729730B2 JP4729730B2 (ja) | 2011-07-20 |
Family
ID=40135010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008102817A Expired - Fee Related JP4729730B2 (ja) | 2007-06-21 | 2008-04-10 | インクジェットプリントヘッドの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7856717B2 (ja) |
| JP (1) | JP4729730B2 (ja) |
| KR (1) | KR101155989B1 (ja) |
| CN (1) | CN101327684B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3001248A1 (en) | 2014-09-25 | 2016-03-30 | Canon Kabushiki Kaisha | Production process for optically shaped product and production process for liquid discharge head |
| US10265960B2 (en) | 2017-04-25 | 2019-04-23 | Canon Kabushiki Kaisha | Method for manufacturing liquid ejection head |
| US10363740B2 (en) | 2017-01-17 | 2019-07-30 | Canon Kabushiki Kaisha | Liquid ejection head and method for manufacturing the same |
| US10457049B2 (en) | 2017-02-24 | 2019-10-29 | Canon Kabushiki Kaisha | Method for manufacturing liquid ejection head and liquid ejection head |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103072378B (zh) * | 2011-10-25 | 2015-07-01 | 珠海赛纳打印科技股份有限公司 | 一种液体喷头及其制造方法 |
| CN103252997B (zh) * | 2012-02-16 | 2015-12-16 | 珠海纳思达珠海赛纳打印科技股份有限公司 | 一种液体喷头及其制造方法 |
| US9240767B2 (en) * | 2012-05-31 | 2016-01-19 | Texas Instruments Incorporated | Temperature-controlled integrated piezoelectric resonator apparatus |
| US9855566B1 (en) * | 2016-10-17 | 2018-01-02 | Funai Electric Co., Ltd. | Fluid ejection head and process for making a fluid ejection head structure |
| JP2022146318A (ja) * | 2021-03-22 | 2022-10-05 | キヤノン株式会社 | 液体吐出ヘッド用基板の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05124205A (ja) * | 1991-10-31 | 1993-05-21 | Canon Inc | 液体噴射記録ヘツド、その製造方法、及び同ヘツドを具備した記録装置 |
| JPH11314371A (ja) * | 1998-03-02 | 1999-11-16 | Hewlett Packard Co <Hp> | 直接作像用ポリマ流体ジェット・オリフィス |
| JP2003145780A (ja) * | 2001-11-05 | 2003-05-21 | Samsung Electronics Co Ltd | インクジェットプリントヘッドの製造方法 |
| JP2004074804A (ja) * | 2002-08-20 | 2004-03-11 | Samsung Electronics Co Ltd | インクジェットプリントヘッド及びその製造方法 |
| JP2004082731A (ja) * | 2002-08-26 | 2004-03-18 | Samsung Electronics Co Ltd | インクジェットプリントヘッド及びその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4558333A (en) * | 1981-07-09 | 1985-12-10 | Canon Kabushiki Kaisha | Liquid jet recording head |
| JP2960608B2 (ja) * | 1992-06-04 | 1999-10-12 | キヤノン株式会社 | 液体噴射記録ヘッドの製造方法 |
| US6179978B1 (en) * | 1999-02-12 | 2001-01-30 | Eastman Kodak Company | Mandrel for forming a nozzle plate having a non-wetting surface of uniform thickness and an orifice wall of tapered contour, and method of making the mandrel |
| WO2001042018A1 (fr) * | 1999-12-13 | 2001-06-14 | Fujitsu Limited | Tete a jets d'encre et procede de fabrication |
| US20020118253A1 (en) * | 2000-03-21 | 2002-08-29 | Nec Corporation | Ink jet head having improved pressure chamber and its manufacturing method |
| KR100555917B1 (ko) * | 2003-12-26 | 2006-03-03 | 삼성전자주식회사 | 잉크젯 프린트 헤드 및 잉크젯 프린트 헤드의 제조방법 |
| KR100517515B1 (ko) | 2004-01-20 | 2005-09-28 | 삼성전자주식회사 | 모놀리틱 잉크젯 프린트헤드의 제조방법 |
-
2007
- 2007-06-21 KR KR1020070061066A patent/KR101155989B1/ko active IP Right Grant
-
2008
- 2008-02-19 US US12/033,222 patent/US7856717B2/en not_active Expired - Fee Related
- 2008-03-14 CN CN200810085041XA patent/CN101327684B/zh not_active Expired - Fee Related
- 2008-04-10 JP JP2008102817A patent/JP4729730B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05124205A (ja) * | 1991-10-31 | 1993-05-21 | Canon Inc | 液体噴射記録ヘツド、その製造方法、及び同ヘツドを具備した記録装置 |
| JPH11314371A (ja) * | 1998-03-02 | 1999-11-16 | Hewlett Packard Co <Hp> | 直接作像用ポリマ流体ジェット・オリフィス |
| JP2003145780A (ja) * | 2001-11-05 | 2003-05-21 | Samsung Electronics Co Ltd | インクジェットプリントヘッドの製造方法 |
| JP2004074804A (ja) * | 2002-08-20 | 2004-03-11 | Samsung Electronics Co Ltd | インクジェットプリントヘッド及びその製造方法 |
| JP2004082731A (ja) * | 2002-08-26 | 2004-03-18 | Samsung Electronics Co Ltd | インクジェットプリントヘッド及びその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3001248A1 (en) | 2014-09-25 | 2016-03-30 | Canon Kabushiki Kaisha | Production process for optically shaped product and production process for liquid discharge head |
| US9599893B2 (en) | 2014-09-25 | 2017-03-21 | Canon Kabushiki Kaisha | Production process for optically shaped product and production process for liquid discharge head |
| US10363740B2 (en) | 2017-01-17 | 2019-07-30 | Canon Kabushiki Kaisha | Liquid ejection head and method for manufacturing the same |
| US10457049B2 (en) | 2017-02-24 | 2019-10-29 | Canon Kabushiki Kaisha | Method for manufacturing liquid ejection head and liquid ejection head |
| US10265960B2 (en) | 2017-04-25 | 2019-04-23 | Canon Kabushiki Kaisha | Method for manufacturing liquid ejection head |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4729730B2 (ja) | 2011-07-20 |
| US20080313900A1 (en) | 2008-12-25 |
| US7856717B2 (en) | 2010-12-28 |
| KR20080112540A (ko) | 2008-12-26 |
| KR101155989B1 (ko) | 2012-06-18 |
| CN101327684B (zh) | 2011-06-01 |
| CN101327684A (zh) | 2008-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4729730B2 (ja) | インクジェットプリントヘッドの製造方法 | |
| JP3833989B2 (ja) | インクジェットプリントヘッドの製造方法 | |
| KR100818277B1 (ko) | 잉크젯 프린트헤드의 제조방법 | |
| JP4671200B2 (ja) | インクジェットプリントヘッドの製造方法 | |
| JP2005205916A (ja) | モノリシック・インクジェット・プリントヘッドの製造方法 | |
| US7005244B2 (en) | Method of manufacturing monolithic inkjet printhead | |
| JP2003127399A (ja) | インクジェット記録ヘッドの作成方法及びインクジェット記録ヘッド | |
| US20030095165A1 (en) | Printhead for thermal ink jet print bar and method of manufacturing the same | |
| KR101012210B1 (ko) | 다수의 장벽층 | |
| JP2017128006A (ja) | 液体吐出ヘッドの製造方法 | |
| JP2010023494A (ja) | 基板の加工方法、液体吐出ヘッド用基板の製造方法および液体吐出ヘッドの製造方法 | |
| KR100856412B1 (ko) | 잉크젯 프린트헤드의 제조방법 | |
| JP2008290413A (ja) | 液体吐出ヘッドの製造方法 | |
| KR20080114358A (ko) | 잉크젯 프린트헤드의 제조방법 | |
| JP6929657B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP4845692B2 (ja) | 液体吐出ヘッドの製造方法 | |
| KR19980065807A (ko) | 프린트 헤드의 잉크 분사 장치 구조 | |
| JP2006198884A (ja) | インクジェット吐出ヘッド用基板 | |
| US20030132990A1 (en) | Inkjet recording head, recording apparatus including the inkjet recording head, and method for manufacturing the inkjet recording head | |
| KR20050112027A (ko) | 접착층을 갖는 잉크젯 헤드의 제조방법 | |
| US8114578B2 (en) | Method of manufacturing photosensitive epoxy structure using photolithography process and method of manufacturing inkjet printhead using the method of manufacturing photosensitive epoxy structure | |
| JP2018144385A (ja) | 液体吐出ヘッドの製造方法 | |
| KR20050121137A (ko) | 일체식 잉크젯 헤드의 제조방법 | |
| KR20040049064A (ko) | 일체형 잉크젯 프린트헤드의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090515 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090706 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110329 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4729730 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |