JP2008288317A - 研磨パッドの製造方法 - Google Patents
研磨パッドの製造方法 Download PDFInfo
- Publication number
- JP2008288317A JP2008288317A JP2007130542A JP2007130542A JP2008288317A JP 2008288317 A JP2008288317 A JP 2008288317A JP 2007130542 A JP2007130542 A JP 2007130542A JP 2007130542 A JP2007130542 A JP 2007130542A JP 2008288317 A JP2008288317 A JP 2008288317A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- light transmission
- transmission region
- polishing pad
- long
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 215
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000000034 method Methods 0.000 claims abstract description 56
- 230000005540 biological transmission Effects 0.000 claims abstract description 55
- 239000000463 material Substances 0.000 claims abstract description 45
- 239000004065 semiconductor Substances 0.000 claims description 28
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 239000002002 slurry Substances 0.000 abstract description 23
- 238000001514 detection method Methods 0.000 abstract description 16
- 230000003287 optical effect Effects 0.000 abstract description 15
- 239000010410 layer Substances 0.000 description 74
- 235000012431 wafers Nutrition 0.000 description 48
- 229920005989 resin Polymers 0.000 description 35
- 239000011347 resin Substances 0.000 description 35
- 238000005187 foaming Methods 0.000 description 16
- 229920005862 polyol Polymers 0.000 description 16
- 150000003077 polyols Chemical class 0.000 description 16
- 238000003756 stirring Methods 0.000 description 15
- 229920005830 Polyurethane Foam Polymers 0.000 description 14
- -1 polytetrafluoroethylene Polymers 0.000 description 14
- 239000011496 polyurethane foam Substances 0.000 description 14
- 239000000203 mixture Substances 0.000 description 10
- 239000004970 Chain extender Substances 0.000 description 9
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- 239000010703 silicon Substances 0.000 description 9
- 238000002834 transmittance Methods 0.000 description 9
- 239000006260 foam Substances 0.000 description 8
- 229920005749 polyurethane resin Polymers 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 7
- 239000012295 chemical reaction liquid Substances 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 6
- 150000002513 isocyanates Chemical class 0.000 description 6
- 239000004745 nonwoven fabric Substances 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 229920002799 BoPET Polymers 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 238000007517 polishing process Methods 0.000 description 5
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 229920001187 thermosetting polymer Polymers 0.000 description 5
- IBOFVQJTBBUKMU-UHFFFAOYSA-N 4,4'-methylene-bis-(2-chloroaniline) Chemical compound C1=C(Cl)C(N)=CC=C1CC1=CC=C(N)C(Cl)=C1 IBOFVQJTBBUKMU-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- 241000628997 Flos Species 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 229920000768 polyamine Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- 229920000915 polyvinyl chloride Polymers 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- 239000006061 abrasive grain Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 229920006351 engineering plastic Polymers 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 239000004632 polycaprolactone Substances 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 229920000909 polytetrahydrofuran Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 238000011417 postcuring Methods 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- BBEAQIROQSPTKN-UHFFFAOYSA-N pyrene Chemical compound C1=CC=C2C=CC3=CC=CC4=CC=C1C2=C43 BBEAQIROQSPTKN-UHFFFAOYSA-N 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- ZTNJGMFHJYGMDR-UHFFFAOYSA-N 1,2-diisocyanatoethane Chemical compound O=C=NCCN=C=O ZTNJGMFHJYGMDR-UHFFFAOYSA-N 0.000 description 1
- RTTZISZSHSCFRH-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC(CN=C=O)=C1 RTTZISZSHSCFRH-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- OHLKMGYGBHFODF-UHFFFAOYSA-N 1,4-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=C(CN=C=O)C=C1 OHLKMGYGBHFODF-UHFFFAOYSA-N 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- CDMDQYCEEKCBGR-UHFFFAOYSA-N 1,4-diisocyanatocyclohexane Chemical compound O=C=NC1CCC(N=C=O)CC1 CDMDQYCEEKCBGR-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- ATOUXIOKEJWULN-UHFFFAOYSA-N 1,6-diisocyanato-2,2,4-trimethylhexane Chemical compound O=C=NCCC(C)CC(C)(C)CN=C=O ATOUXIOKEJWULN-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 1
- PISLZQACAJMAIO-UHFFFAOYSA-N 2,4-diethyl-6-methylbenzene-1,3-diamine Chemical compound CCC1=CC(C)=C(N)C(CC)=C1N PISLZQACAJMAIO-UHFFFAOYSA-N 0.000 description 1
- HQCHAOKWWKLXQH-UHFFFAOYSA-N 2,6-Dichloro-para-phenylenediamine Chemical compound NC1=CC(Cl)=C(N)C(Cl)=C1 HQCHAOKWWKLXQH-UHFFFAOYSA-N 0.000 description 1
- BSYVFGQQLJNJJG-UHFFFAOYSA-N 2-[2-(2-aminophenyl)sulfanylethylsulfanyl]aniline Chemical compound NC1=CC=CC=C1SCCSC1=CC=CC=C1N BSYVFGQQLJNJJG-UHFFFAOYSA-N 0.000 description 1
- WTPYFJNYAMXZJG-UHFFFAOYSA-N 2-[4-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=C(OCCO)C=C1 WTPYFJNYAMXZJG-UHFFFAOYSA-N 0.000 description 1
- TXDBDYPHJXUHEO-UHFFFAOYSA-N 2-methyl-4,6-bis(methylsulfanyl)benzene-1,3-diamine Chemical compound CSC1=CC(SC)=C(N)C(C)=C1N TXDBDYPHJXUHEO-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- RQEOBXYYEPMCPJ-UHFFFAOYSA-N 4,6-diethyl-2-methylbenzene-1,3-diamine Chemical compound CCC1=CC(CC)=C(N)C(C)=C1N RQEOBXYYEPMCPJ-UHFFFAOYSA-N 0.000 description 1
- PPUHQXZSLCCTAN-UHFFFAOYSA-N 4-[(4-amino-2,3-dichlorophenyl)methyl]-2,3-dichloroaniline Chemical compound ClC1=C(Cl)C(N)=CC=C1CC1=CC=C(N)C(Cl)=C1Cl PPUHQXZSLCCTAN-UHFFFAOYSA-N 0.000 description 1
- QJENIOQDYXRGLF-UHFFFAOYSA-N 4-[(4-amino-3-ethyl-5-methylphenyl)methyl]-2-ethyl-6-methylaniline Chemical compound CC1=C(N)C(CC)=CC(CC=2C=C(CC)C(N)=C(C)C=2)=C1 QJENIOQDYXRGLF-UHFFFAOYSA-N 0.000 description 1
- AOFIWCXMXPVSAZ-UHFFFAOYSA-N 4-methyl-2,6-bis(methylsulfanyl)benzene-1,3-diamine Chemical compound CSC1=CC(C)=C(N)C(SC)=C1N AOFIWCXMXPVSAZ-UHFFFAOYSA-N 0.000 description 1
- UPSFTMARMOEBKQ-UHFFFAOYSA-N 5-isocyanato-1-(isocyanatomethyl)-1,3,3-trimethylcyclohexane;isocyanic acid Chemical compound N=C=O.CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 UPSFTMARMOEBKQ-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 101100366707 Arabidopsis thaliana SSL11 gene Proteins 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 241001112258 Moca Species 0.000 description 1
- 101100366562 Panax ginseng SS12 gene Proteins 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- ISKQADXMHQSTHK-UHFFFAOYSA-N [4-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=C(CN)C=C1 ISKQADXMHQSTHK-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 125000002029 aromatic hydrocarbon group Chemical group 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- JGCWKVKYRNXTMD-UHFFFAOYSA-N bicyclo[2.2.1]heptane;isocyanic acid Chemical compound N=C=O.N=C=O.C1CC2CCC1C2 JGCWKVKYRNXTMD-UHFFFAOYSA-N 0.000 description 1
- 230000005587 bubbling Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- UBAZGMLMVVQSCD-UHFFFAOYSA-N carbon dioxide;molecular oxygen Chemical compound O=O.O=C=O UBAZGMLMVVQSCD-UHFFFAOYSA-N 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- GVEPBJHOBDJJJI-UHFFFAOYSA-N fluoranthrene Natural products C1=CC(C2=CC=CC=C22)=C3C2=CC=CC3=C1 GVEPBJHOBDJJJI-UHFFFAOYSA-N 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229940018564 m-phenylenediamine Drugs 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000004377 microelectronic Methods 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- FSWDLYNGJBGFJH-UHFFFAOYSA-N n,n'-di-2-butyl-1,4-phenylenediamine Chemical compound CCC(C)NC1=CC=C(NC(C)CC)C=C1 FSWDLYNGJBGFJH-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical group 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920003226 polyurethane urea Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000010107 reaction injection moulding Methods 0.000 description 1
- 239000011541 reaction mixture Substances 0.000 description 1
- 230000007261 regionalization Effects 0.000 description 1
- 125000000467 secondary amino group Chemical group [H]N([*:1])[*:2] 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- VOZKAJLKRJDJLL-UHFFFAOYSA-N tolylenediamine group Chemical group CC1=C(C=C(C=C1)N)N VOZKAJLKRJDJLL-UHFFFAOYSA-N 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 125000003258 trimethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])[*:1] 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/141—Feedstock
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】長尺研磨層8の研磨裏面側に光透過領域形成材料を注入するための溝10を形成する工程、溝内に光透過領域形成材料を注入して硬化させることにより光透過領域11を形成する工程、及び長尺研磨層の研磨表面側をバフ掛けすることにより光透過領域を研磨表面12に露出させる工程を含む研磨パッド1の製造方法。
【選択図】図2
Description
1)イソシアネート末端プレポリマーの気泡分散液を作製する発泡工程
イソシアネート末端プレポリマー(第1成分)にシリコン系界面活性剤を添加し、非反応性気体の存在下で撹拌し、非反応性気体を微細気泡として分散させて気泡分散液とする。前記プレポリマーが常温で固体の場合には適宜の温度に予熱し、溶融して使用する。
2)硬化剤(鎖延長剤)混合工程
上記の気泡分散液に鎖延長剤(第2成分)を添加、混合、撹拌して発泡反応液とする。
3)注型工程
上記の発泡反応液を長尺モールドに流し込む。
4)硬化工程
長尺モールドに流し込まれた発泡反応液を加熱し、反応硬化させる。
作製した研磨パッドから光透過領域を10mm×50mmの大きさに切り出してサンプルを得た。サンプルを超純水が充填されたガラスセル(相互理化学硝子製作所製、光波長:10mm、光路幅:10mm、高さ:45mm)に入れ、分光光度計(島津製作所製、UV−1600PC)を用いて、測定波長300nmで光透過率を測定した。得られた光透過率の測定結果をLambert−Beerの法則を用いて、厚み1mmの光透過率に換算した。なお、サンプルが光透過領域と透明支持フィルムとの間に空間を有する場合には、空間を含めた厚みを基にして換算した。
ウエハの膜厚の光学的検出評価は以下のような手法で行った。ウエハとして、8インチのシリコンウエハに熱酸化膜を1μm製膜したものを用い、その上に、作製した研磨パッドから切り出した光透過領域を設置した。干渉式膜厚測定装置(大塚電子社製)を用い、波長領域300nmにおいて膜厚測定を数回行った。算出される膜厚結果、及び干渉光の山と谷の状況確認を行い、光透過領域の膜厚検出を下記基準で評価した。
◎:非常に再現性良く膜厚が測定されている。
○:再現性良く膜厚が測定されている。
×:再現性が悪く、検出精度が不十分である。
研磨装置としてSPP600S(岡本工作機械社製)を用い、作製した研磨パッドを用いて、水漏れ評価を行った。8インチのダミーウエハを30分間連続研磨し、その後、研磨パッド裏面側の光透過領域を目視にて観察し、水漏れの有無を確認した。研磨条件としては、アルカリ性スラリーとしてシリカスラリー(SS12、キャボット マイクロエレクトロニクス社製)を研磨中に流量150ml/minにて添加し、研磨荷重350g/cm2、研磨定盤回転数35rpm、及びウエハ回転数30rpmとした。また、ウエハの研磨は、♯100ドレッサーを用いて研磨パッド表面のドレッシングを行いながら実施した。ドレッシング条件は、ドレス荷重80g/cm2、ドレッサー回転数35rpmとした。
70℃に温度調整したイソシアネート末端プレポリマー(ユニロイアル社製、アジプレンL−325)100重量部、シリコン系界面活性剤(東レダウコーニングシリコーン社製、SH−192)3重量部を容器内に加えて混合し、80℃に調整して減圧脱泡した。その後、2軸ミキサーを用いて、回転数900rpmで容器内に気泡を取り込むように激しく約4分間撹拌を行った。そこへ予め120℃に溶融した4,4’−メチレンビス(o−クロロアニリン)(イハラケミカル社製、キュアミンMT)26.2重量部を添加し、該混合液を約70秒間撹拌して発泡反応液を調製した。該発泡反応液を長尺モールド(幅80cm、長さ520cm、高さ3cm)へ流し込んだ。この混合液の流動性がなくなった時点でオーブン内に入れ、80〜85℃で12時間ポストキュアを行ってポリウレタン発泡体シート(平均気泡径:50μm、比重:0.86、硬度:55度)を得た。そして、得られたポリウレタン発泡体シートの両面をバフ機(アミテック社製)を用いてバフ掛けして厚さ1.8mmの長尺研磨層(幅80cm、長さ520cm)を作製した。
光透過領域の厚さを1.10mmから0.75mmに変更した以外は実施例1と同様の方法で研磨パッドを作製した。
光透過領域の厚さを1.10mmから0.40mmに変更した以外は実施例1と同様の方法で研磨パッドを作製した。
光透過領域の厚さを1.10mmから0.40mmに変更し、PETフィルムからなる透明支持フィルムの代わりにPPフィルムからなる透明支持フィルム(東洋紡社製、パイレンフィルム−OT P−2161、厚さ60μm、長さ720cm、幅80cm)を用いた以外は実施例1と同様の方法で研磨パッドを作製した。
光透過領域の厚さを1.10mmから0.40mmに変更し、PETフィルムからなる透明支持フィルムの代わりにPEフィルムからなる透明支持フィルム(東洋紡社製、リックスフィルム L6100、厚さ60μm、長さ720cm、幅80cm)を用いた以外は実施例1と同様の方法で研磨パッドを作製した。
光透過領域の厚さを1.10mmから0.40mmに変更し、PETフィルムからなる透明支持フィルムの代わりに脂肪族ポリアミドからなる透明支持フィルム(東洋紡社製、ハーデンフィルム N1100、厚さ25μm、長さ720cm、幅80cm)を用いた以外は実施例1と同様の方法で研磨パッドを作製した。
光透過領域の厚さを1.10mmから0.40mmに変更し、両面テープを長尺研磨層の長さ方向の両端部約30cmのみに貼り合わせ、該両面テープにPETフィルムからなる透明支持フィルム(長さ230cm)をそれぞれ貼り合わせた以外は実施例1と同様の方法で研磨パッドを作製した。
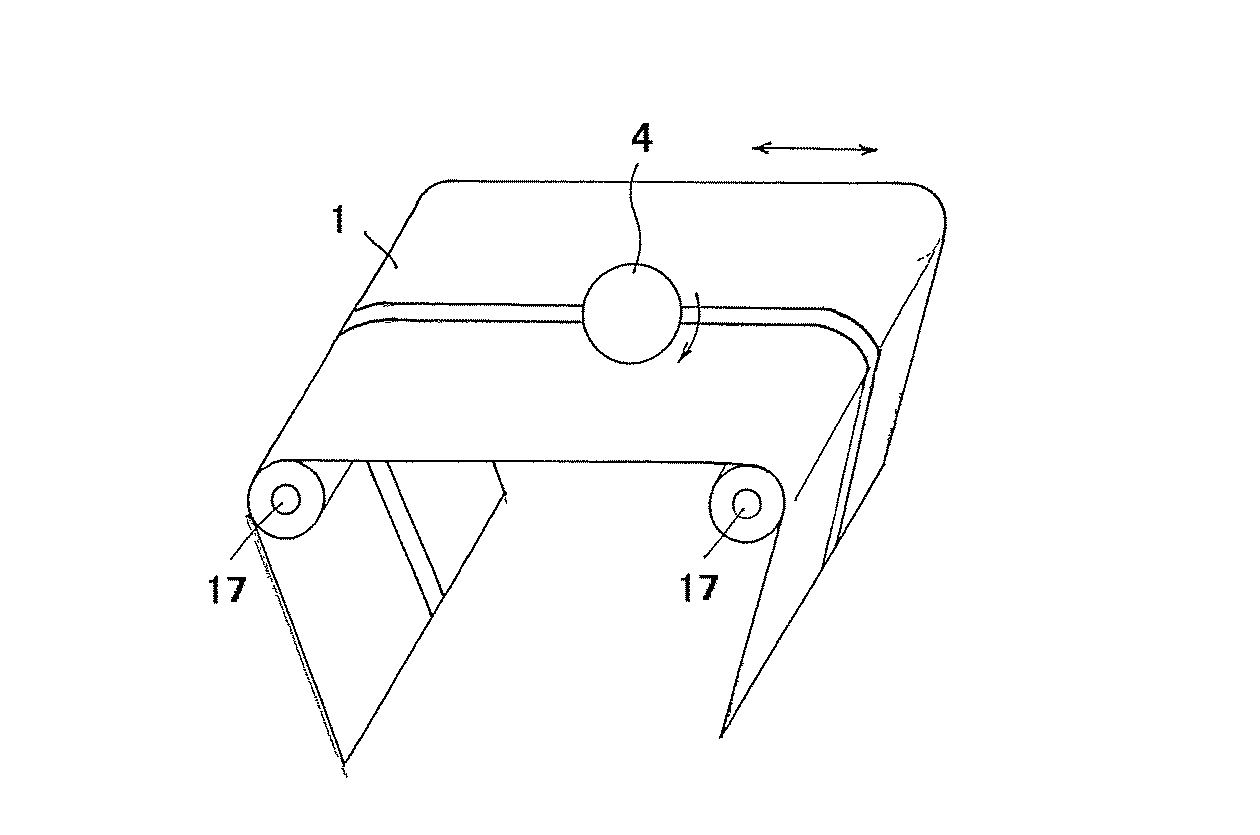
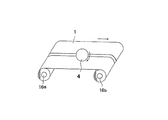
2:研磨定盤
3:研磨剤(スラリー)
4:被研磨材(半導体ウエハ)
5:支持台(ポリシングヘッド)
6、7:回転軸
8:長尺研磨層
9:研磨裏面
10:溝
11:光透過領域
12:研磨表面
13:研磨領域
14:スラリー溝
15:透明支持フィルム
16a:供給ロール
16b:回収ロール
17:ロール
Claims (4)
- 長尺研磨層の研磨裏面側に光透過領域形成材料を注入するための溝を形成する工程、前記溝内に光透過領域形成材料を注入して硬化させることにより光透過領域を形成する工程、及び長尺研磨層の研磨表面側をバフ掛けすることにより前記光透過領域を研磨表面に露出させる工程を含む研磨パッドの製造方法。
- 光透過領域の厚さは、バフ掛け後の長尺研磨層の厚さの20〜90%である請求項1記載の研磨パッドの製造方法。
- 請求項1又は2記載の方法によって製造される研磨パッド。
- 請求項3記載の研磨パッドを用いて半導体ウエハの表面を研磨する工程を含む半導体デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007130542A JP5165923B2 (ja) | 2007-05-16 | 2007-05-16 | 研磨パッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007130542A JP5165923B2 (ja) | 2007-05-16 | 2007-05-16 | 研磨パッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008288317A true JP2008288317A (ja) | 2008-11-27 |
| JP5165923B2 JP5165923B2 (ja) | 2013-03-21 |
Family
ID=40147775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007130542A Active JP5165923B2 (ja) | 2007-05-16 | 2007-05-16 | 研磨パッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5165923B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003133270A (ja) * | 2001-10-26 | 2003-05-09 | Jsr Corp | 化学機械研磨用窓材及び研磨パッド |
| JP2003273046A (ja) * | 2002-03-13 | 2003-09-26 | Nihon Micro Coating Co Ltd | 研磨装置及びテープ並びに方法 |
| JP2004327974A (ja) * | 2003-04-09 | 2004-11-18 | Jsr Corp | 研磨パッド、その製造法と製造用金型および半導体ウエハの研磨方法 |
| JP2006110686A (ja) * | 2004-10-15 | 2006-04-27 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2006159386A (ja) * | 2004-12-10 | 2006-06-22 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2008288316A (ja) * | 2007-05-16 | 2008-11-27 | Toyo Tire & Rubber Co Ltd | 研磨パッドの製造方法 |
-
2007
- 2007-05-16 JP JP2007130542A patent/JP5165923B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003133270A (ja) * | 2001-10-26 | 2003-05-09 | Jsr Corp | 化学機械研磨用窓材及び研磨パッド |
| JP2003273046A (ja) * | 2002-03-13 | 2003-09-26 | Nihon Micro Coating Co Ltd | 研磨装置及びテープ並びに方法 |
| JP2004327974A (ja) * | 2003-04-09 | 2004-11-18 | Jsr Corp | 研磨パッド、その製造法と製造用金型および半導体ウエハの研磨方法 |
| JP2006110686A (ja) * | 2004-10-15 | 2006-04-27 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2006159386A (ja) * | 2004-12-10 | 2006-06-22 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2008288316A (ja) * | 2007-05-16 | 2008-11-27 | Toyo Tire & Rubber Co Ltd | 研磨パッドの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5165923B2 (ja) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4971028B2 (ja) | 研磨パッドの製造方法 | |
| JP5110677B2 (ja) | 研磨パッド | |
| JP4943233B2 (ja) | 研磨パッドの製造方法 | |
| CN101448607B (zh) | 抛光垫 | |
| JP2014104521A (ja) | 研磨パッド | |
| JP5732354B2 (ja) | 研磨パッド | |
| WO2008047631A1 (fr) | Procédé pour produire un tampon à polir long | |
| JP4968912B2 (ja) | 研磨パッドの製造方法 | |
| JP2007260827A (ja) | 研磨パッドの製造方法 | |
| JP4888905B2 (ja) | 研磨パッドの製造方法 | |
| JP5146927B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP2008100331A (ja) | 長尺研磨パッドの製造方法 | |
| JP4859109B2 (ja) | 研磨パッドの製造方法 | |
| JP4869017B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP5165923B2 (ja) | 研磨パッドの製造方法 | |
| JP4941735B2 (ja) | 研磨パッドの製造方法 | |
| JP4730605B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP4831476B2 (ja) | 研磨パッドの製造方法 | |
| JP4817432B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP2007245281A (ja) | 長尺光透過領域の製造方法 | |
| JP2017117976A (ja) | 研磨パッド及び半導体デバイスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5165923 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |