JP2008009801A - Rfidインレットの製造方法 - Google Patents
Rfidインレットの製造方法 Download PDFInfo
- Publication number
- JP2008009801A JP2008009801A JP2006180703A JP2006180703A JP2008009801A JP 2008009801 A JP2008009801 A JP 2008009801A JP 2006180703 A JP2006180703 A JP 2006180703A JP 2006180703 A JP2006180703 A JP 2006180703A JP 2008009801 A JP2008009801 A JP 2008009801A
- Authority
- JP
- Japan
- Prior art keywords
- antenna
- foil
- rfid inlet
- rfid
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 39
- 239000011888 foil Substances 0.000 claims abstract description 78
- 239000004065 semiconductor Substances 0.000 claims description 48
- 238000005520 cutting process Methods 0.000 claims description 40
- 239000004020 conductor Substances 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 17
- 238000004080 punching Methods 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 238000007789 sealing Methods 0.000 claims description 2
- 238000004891 communication Methods 0.000 abstract description 5
- 239000010931 gold Substances 0.000 description 38
- 239000011347 resin Substances 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 238000004382 potting Methods 0.000 description 7
- 239000002390 adhesive tape Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000005674 electromagnetic induction Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 239000010949 copper Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
Images











Abstract
【課題】UHFを使ってデータ交換をするRFIDインレットの製造コストを低減する。
【解決手段】RFIDインレット1は、アンテナ2の一部に蛇行パターンを形成することにより、広い周波数帯域(860MHz〜960MHz)で良好な通信特性を得ることが可能となる。アンテナ2に蛇行パターンを形成するには、Al箔12の切断線Cに沿って複数のスリット10を所定間隔で配置すると共に、これらのスリット10を切断線Cを跨ぐように配置する。これにより、Al箔12を切断線Cに沿ってプレス金型で打ち抜いたときに、切断線Cの両側に形成されるアンテナ2に蛇行状のパターンが同時に形成される。
【選択図】図13
【解決手段】RFIDインレット1は、アンテナ2の一部に蛇行パターンを形成することにより、広い周波数帯域(860MHz〜960MHz)で良好な通信特性を得ることが可能となる。アンテナ2に蛇行パターンを形成するには、Al箔12の切断線Cに沿って複数のスリット10を所定間隔で配置すると共に、これらのスリット10を切断線Cを跨ぐように配置する。これにより、Al箔12を切断線Cに沿ってプレス金型で打ち抜いたときに、切断線Cの両側に形成されるアンテナ2に蛇行状のパターンが同時に形成される。
【選択図】図13
Description
本発明は、RFID(Radio Frequency Identification)インレットの製造技術に関し、特に、UHF(極超短波)帯の電波を使用してデータを非接触で読み書きするRFIDインレットの製造に適用して有効な技術に関するものである。
RFIDとは、半導体チップを実装したアンテナを主体として構成されるインレットを何らかの外装に組み込んだRFIDタグを物品に取り付けておき、このRFIDタグとリーダライタ(データの読み書きのための装置)との間でデータ交換を行うことにより物品の自動認識を行う技術である。
上記RFIDは、半導体チップ内のメモリ回路にデータを記憶させるため、バーコードを利用したタグなどに比べて大容量のデータを記憶できる利点がある。また、メモリ回路に記憶させたデータは、バーコードに記憶させたデータに比べて不正な改竄が困難であるという利点もある。他方、RFIDタグは、バーコードを利用したタグなどに比べてインレットの構造が複雑であることから、その製造コストが高く、これがRFIDの普及を妨げる一因となっている。
特許文献1(特開2005−165879号公報)は、無線タグテープ構造の一例を開示している。この無線タグテープは、所定間隔で連続して配設されたIC回路部と、このIC回路部に接続された第1アンテナ基部と、隣接して配置されたIC回路部の第1アンテナ基部を相互に電気的に接続第2アンテナ基部とを有している。無線タグテープに配設された無線タグ回路のアンテナ部は、切断前においては、隣接して配置された無線タグ回路のアンテナ部と電気的に接続されている。第1アンテナ基部は、IC回路部に接続された線状エレメントからなる。また、第2アンテナ基部は、無線タグテープの幅方向における端部に連続して形成された線状電極である。第1アンテナ基部である一対の線状エレメントのうち、少なくとも一方は、IC回路部に接続されていない側の端部において、第2アンテナ基部である線状電極に電気的に接続されている。
特開2005−165879号公報
従来のRFIDは、2.45GHz帯のマイクロ波を使用するものや、13.56MHz帯の短波を使用する電磁誘導方式のものが一般的であった。しかし、これらのRFIDは、RFタグとリーダライタとの通信距離が短いため、適用分野が限られていた。
最近、比較的長距離(約3メートル〜8メートル)の通信が可能で、しかも多くのタグを一度に読み取ることができるUHF帯の電波を使用するRFIDが認可されたことから、物流管理などの用途に向けた需要増大が期待されている。
しかし、RFIDを普及させるためには、製造コスト低減が重要な課題となる。特に、UHF帯の電波を使用するRFIDインレットは、2.45GHz帯のマイクロ波や13.56MHz帯の短波を使用するRFIDインレットに比べてアンテナの寸法が大きいことから、その分、材料費が高くなってしまう。
また、UHF帯の電波を使用するRFIDは、各国の利用可能な周波数帯域の中から特定の周波数が各国で割り当てており、例えば日本では950MHz、欧州では860MHz、米国では915MHzの周波数をそれぞれ割り当てている。
このように、UHF帯の電波を使用するRFIDは、国毎に異なる周波数の電波を使用するので、例えばA国でRFIDタグを取り付けた物品をB国に輸出した場合、A国で使用する電波の周波数とB国で使用する電波の周波数の差が大きいと、B国では通信距離が大幅に短くなったり、データの読み取りが困難になったりする。従って、UHF帯の電波を使用するRFIDでは、広い周波数帯域で効率よくデータ交換を行うことのできるインレットの開発が重要な課題となる。
本発明の目的は、RFIDインレットの製造コストを低減する技術を提供することにある。
本発明の他の目的は、広い周波数帯域で効率よくデータ交換を行うことのできるUHF用RFIDインレットの製造コストを低減する技術を提供することにある。
本発明の前記ならびにその他の目的と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
本願において開示される発明のうち、代表的なものの概要を簡単に説明すれば、次のとおりである。
本願の一発明によるRFIDインレットの製造方法は、以下の工程を有している。
(a)所定の間隔で一方向に配列された複数の切断線によって区画される複数のアンテナ形成領域を備えた導体箔を用意する工程と、
(b)前記導体箔のそれぞれの前記アンテナ形成領域に半導体チップを実装する工程と、
(c)前記導体箔のそれぞれの前記アンテナ形成領域に実装された前記半導体チップを樹脂封止する工程と、
(d)前記導体箔をプレス金型で打ち抜くことによって、それぞれが前記切断線を跨ぐ領域に配置され、かつ所定の間隔で前記切断線の延在方向に配列される複数の第1スリットを形成する工程と、
(e)前記工程(b)、前記工程(c)および前記工程(d)が完了した後、前記複数の切断線に沿って前記導体箔を切断し、前記複数の第1スリットのそれぞれを前記複数の切断線のそれぞれの両側の前記アンテナ形成領域に分離することによって、前記導体箔の切断によって得られた複数のアンテナのそれぞれに同時に蛇行パターンを形成する工程。
(a)所定の間隔で一方向に配列された複数の切断線によって区画される複数のアンテナ形成領域を備えた導体箔を用意する工程と、
(b)前記導体箔のそれぞれの前記アンテナ形成領域に半導体チップを実装する工程と、
(c)前記導体箔のそれぞれの前記アンテナ形成領域に実装された前記半導体チップを樹脂封止する工程と、
(d)前記導体箔をプレス金型で打ち抜くことによって、それぞれが前記切断線を跨ぐ領域に配置され、かつ所定の間隔で前記切断線の延在方向に配列される複数の第1スリットを形成する工程と、
(e)前記工程(b)、前記工程(c)および前記工程(d)が完了した後、前記複数の切断線に沿って前記導体箔を切断し、前記複数の第1スリットのそれぞれを前記複数の切断線のそれぞれの両側の前記アンテナ形成領域に分離することによって、前記導体箔の切断によって得られた複数のアンテナのそれぞれに同時に蛇行パターンを形成する工程。
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば以下のとおりである。
RFIDインレットのアンテナを構成する導体箔をプレス金型で打ち抜いてアンテナの一部に蛇行パターンを形成する工程が簡略化できるので、RFIDインレットの製造コストを低減することができる。
以下、本発明の実施の形態を図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一の部材には原則として同一の符号を付し、その繰り返しの説明は省略する。
図1は、本実施の形態のRFIDインレットを示す全体平面図、図2は、図1の一部(チップ実装領域およびその近傍の整合回路部)を拡大して示す平面図である。
本実施の形態のRFIDインレット1は、860MHz〜960MHz帯のUHF(極超短波)を使ってデータを非接触で読み書きするRFIDに適用されるものであり、厚さが50μm程度のAl(アルミニウム)箔からなるアンテナ2と、このアンテナ2の中心部に実装された半導体チップ3とによって構成されている。アンテナ2の外形は長方形であり、寸法は、長手方向が90mm、幅方向が20mmである。本実施の形態のRFIDインレット1の外観上の特徴は、広い帯域のUHF(952MHz〜954MHz)を効率よく受信できるようにするために、アンテナ2の長手方向の両側の形状を蛇行状にしたことにある。
また、本実施の形態のRFIDインレット1は、アンテナ2と、このアンテナ2に実装された半導体チップ3のみによって構成されており、アンテナ2を支持する樹脂フィルムなどの媒体を使用していないので、部品点数が極めて少ない。しかも、アンテナ2の材料として、Cu(銅)やAu(金)のような金属箔よりも原価が安いAl箔を使用しているので、材料原価が極めて低廉であるという特徴がある。
一般に、RFIDは、RFタグとリーダライタとで構成され、RFタグは、RFIDインレットとこれを物品に取り付ける媒体(ラベル、カードなど)とで構成される。UHF帯の電波を使用するRFIDは、2.45GHz帯のマイクロ波を使用するRFIDや、13.56MHz帯の短波を使用する電磁誘導方式のRFIDなどに比べて長距離の通信が可能であり、しかも多くのRFタグを同時に読み取ることができるという利点があるので、特に物流管理などの用途に好適なRFIDである。
UHF帯の電波を使用するRFIDは、国別に利用可能な周波数帯域が割り当てられており、例えば日本には950MHz、欧州には860MHz、米国には915MHzの周波数がそれぞれ割り当てられている。そのため、例えばA国でRFIDタグを取り付けた物品をB国に輸出した場合、A国で使用している電波の周波数とB国で使用している電波の周波数の差が大きいと、B国では通信距離が大幅に短くなったり、データの読み取りが困難になったりする。
しかし、本実施の形態のRFIDインレット1は、アンテナ2の一部に図1に示すような蛇行パターンを形成しているので、RFIDが利用できる周波数帯域(860MHz〜960MHz)の全域において良好な通信特性を得ることが可能である。これにより、例えばある物品にそのデータを書き込んだRFIDインレット1を取り付けて日本から欧州に輸出した場合でも、欧州に割り当てられた周波数(860MHz)での使用を前提に作製されたリーダライタを使用してこの物品に関するデータを読み取ることが可能となる。また、例えば米国でRFIDインレット1を取り付けた物品が日本に輸入された場合でも、日本に割り当てられた周波数(950MHz)での使用を前提に作製されたリーダライタを使用してこの物品に関するデータを読み取ることが可能となる。このように、本実施の形態のRFIDインレット1は、特定の国の国内で流通する物品だけでなく、各国の間で輸出入される物品にも広く適用することができる。
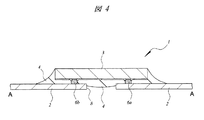
図3は、アンテナ2の中央部に実装された半導体チップ3を拡大して示す平面図、図4は、図3のA−A線に沿った断面図である。
半導体チップ3は単結晶シリコンからなり、その平面寸法は、一辺が1.1mm程度の正方形である。図示は省略するが、半導体チップ3の主面には集積回路が形成されている。この集積回路は、EEPROM(Electrically Erasable Programmable ROM)などのメモリ回路、このメモリ回路を制御する制御回路、および送受信回路などからなる。メモリ回路には、RFIDインレット1が取り付けられる物品に関する各種データが書き込まれるようになっている。また、メモリ回路に書き込まれたデータを必要に応じて消去し、新たなデータを再書き込みすることもできる。
アンテナ2に実装された半導体チップ3の主面は、ポッティング樹脂4によって封止されている。ポッティング樹脂4は、半導体チップ3の主面に形成された集積回路や、半導体チップ3とアンテナ2との接続部などを保護するための絶縁層である。また、半導体チップ3の主面には、上記集積回路に電気的に接続された2個のAuバンプ6a、6bが形成されている。これらのAuバンプ6a、6bは、半導体チップ3の一辺の近傍に配置され、かつこの一辺に沿って並んで配置されている。Auバンプ6a、6bは、半導体チップ3の外部端子であり、その一方(Auバンプ6a)は電源端子を構成し、他方(Auバンプ6b)はGND端子を構成している。Auバンプ6a、6bは、例えば周知の電解メッキ法を用いて形成されたもので、その高さは、例えば15μm程度である。
上記Auバンプ6a、6bが配置された一辺に対向する辺の近傍には、半導体チップ3内の集積回路とは電気的に接続されていないダミーのAuバンプ7a、7bが配置されている。ダミーのAuバンプ7aとダミーのAuバンプ7bとは、上記対向する辺に沿って並んで配置されている。ダミーのAuバンプ7a、7bの径および高さは、前記Auバンプ6a、6bの径および高さと同じである。
後述するように、アンテナ2とAuバンプ6a、6bは、超音波圧着法によって電気的に接続されるが、その際、ダミーのAuバンプ7a、7bも同時にアンテナ2に接続される。Auバンプ6a、6bは、半導体チップ3の一辺に沿って並んで配置されているので、アンテナ2とAuバンプ6a、6bとを電気的に接続する際、半導体チップ3がアンテナ2に対して傾いた状態で接続され易く、これがアンテナ2とAuバンプ6a、6bとの接続信頼性を低下させる原因となる。そこで、Auバンプ6a、6bが配置された一辺に対向する辺の近傍にダミーのAuバンプ7a、7bを設け、Auバンプ6a、6bとダミーのAuバンプ7a、7bとを同時にアンテナ2に接続する。これにより、半導体チップ3の傾きが防止されるので、アンテナ2とAuバンプ6a、6bとの接続信頼性が向上する。このように、ダミーのAuバンプ7a、7bは、アンテナ2とAuバンプ6a、6bとを確実に接続させるために設けられる。
半導体チップ3は、その主面を下に向けた状態でアンテナ2に接続されるので、図3に示すAuバンプ6a、6bやダミーのAuバンプ7a、7bは、半導体チップ3の裏面側に配置されている。図3に示すように、半導体チップ3の電源端子を構成するAuバンプ6aとGND端子を構成するAuバンプ6bとの間の領域のアンテナ2には、Auバンプ6aとAuバンプ6bとを分離するための細いスリット8が形成されている。後述するように、スリット8は、アンテナ2を構成するAl箔の一部をプレス金型で打ち抜くことによって形成される。
また、半導体チップ3の近傍のアンテナ2には、「コ」字状のスリット9が形成されている。このスリット9が形成された領域は、主としてアンテナ2のインピーダンスを整合するための整合回路部として機能している。また、アンテナ2の長手方向の両側、すなわち蛇行パターンが形成された領域は、主としてUHFを受信する受信部として機能している。後述するように、スリット9および蛇行パターンは、アンテナ2を構成するAl箔の一部をプレス金型で打ち抜くことによって形成される。
上記のように構成されたRFIDインレット1のデータを読み出すには、まず、リーダライタのアンテナからRFIDインレット1に950MHzの電波を送信する。すると、この電波がRFIDインレット1のアンテナ2によって受信された後、高周波電流に変換され、整合回路を通してICチップに入力される。ICチップはこの交流信号を整流して直流電力を生成し、この電力によって半導体チップ3の集積回路が動作し、メモリ回路に書き込まれたデータが半導体チップ3からアンテナ2に出力される。次に、このデータがアンテナ2から電波に乗ってリーダライタに送信されると、リーダライタは、そのアンテナを通じてこの電波を受信し、メモリ回路に書き込まれたデータを読み取る。
なお、アンテナ2のインピーダンスは、整合回路部に設けられたスリット9の形状、あるいは受信部を構成する蛇行パターンの長さや幅などが変わることによって変動する。従って、スリット9および蛇行パターンの最適な形状や寸法は、図1〜図4に示した形状や寸法に限定されるものではなく、適宜、設計変更される。
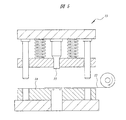
次に、上記RFIDインレット1の製造方法を説明する。RFIDインレット1を製造するには、まず、図5に示すように、ロール状に巻かれた長尺のAl箔12を用意し、このAl箔12の一端をプレス金型13のダイ14上に位置決めする。ダイ14の上方には、Al箔12を打ち抜くためのパンチ15が上下動可能に設置されている。Al箔12はアンテナ2の材料となるものであり、その厚さは、アンテナ2の厚さ(20μm程度)と同じである。また、Al箔12は、その幅がアンテナ2の長手方向の寸法(90mm)と同じになるように裁断されている。
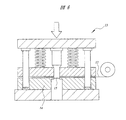
次に、図6に示すように、プレス金型13のダイ14上に位置決めされたAl箔12をパンチ15で打ち抜く。そして、Al箔12をダイ14上に送り出しながら、パンチ15による打ち抜きを繰り返すことにより、図7に示すように、Al箔12に所定の間隔で多数のスリット8を形成する。なお、図7中の破線Cは、最終工程において、Al箔12を切断金型で切断する部位を示す切断線を示している。隣り合った2つの切断線Cの間隔は、1個のアンテナ2の幅方向の寸法(20mm)と同じである。すなわち、隣り合った2つの切断線Cで区画された領域は、1個のアンテナ2が形成される領域を示している。これらの切断線Cは、Al箔12が複数のアンテナ形成領域に区画されていることを示す仮想的な線であるが、Al箔12の表面に、光学的な手段などによって検出可能な切断線Cを形成することも可能である。
特に限定はされないが、上記スリット8の形状は、長方形である。前記図3および図4に示したように、スリット8の幅は、外形寸法が1.1mm角程度の半導体チップ3よりも狭い。従って、このような微細な幅を有するスリット8の形成に用いるダイ14およびパンチ15は、後の打ち抜き工程で使用するダイおよびパンチに比べて打ち抜き精度の高いものが使用される。
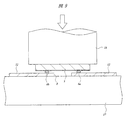
次に、図8に示すように、上記スリット8が形成された領域のAl箔12上に半導体チップ3を実装する。Al箔12上に半導体チップ3を実装するには、図9に示すように、ボンディングステージ17上にAl箔12を位置決めし、続いて、Al箔12上に半導体チップ3を位置決めする。このとき、半導体チップ3は、その主面に形成された2個のAuバンプ6a、6b(および図9には示さない2個のダミーのAuバンプ7a、7b)がスリット8を跨ぐように位置決めされる。次に、所定の温度に加熱された超音波接合ツール18を半導体チップ3の上面に圧着し、熱と超音波振動とを利用してAuバンプ6a、6b(およびダミーのAuバンプ7a、7b)とAl箔12とをAu−Al接合によって電気的に接続する。
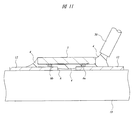
次に、図10に示すように、Al箔12上に実装された半導体チップ3の主面をポッティング樹脂4で封止する。半導体チップ3の主面をポッティング樹脂4で封止するには、図11に示すように、半導体チップ3の実装が完了したAl箔12をステージ19上に位置決めし、続いて、樹脂塗布用ノズル20などを用いて半導体チップ3の周囲にポッティング樹脂4を供給した後、加熱または紫外線照射などによってポッティング樹脂4を硬化させる。
次に、図12に示すように、半導体チップ3の近傍のAl箔12に「コ」字状のスリット9を形成する。Al箔12にスリット9を形成するには、例えば前記図5および図6に示したプレス金型13にパンチおよびダイを取り付け、ダイ上に位置決めしたAl箔12をパンチで打ち抜く。このスリット9は、アンテナ2のインピーダンスを整合するために形成される。従って、スリット9の形状は「コ」字形に限定されるものではなく、適宜設計変更される。また、スリット9を形成しなくともアンテナ2のインピーダンスを最適化できる場合は、スリット9の形成工程を省くことができる。
次に、図13に示すように、Al箔12に長方形のスリット10を多数形成する。これらのスリット10は、アンテナ2の長手方向の両側の形状を蛇行状にするために形成される。これらのスリット10は、切断線Cと直交する方向に延在し、切断線Cを跨ぐように配置される。また、これらのスリット10は、その長手方向の中心が切断線Cと重なるように配置される。切断線Cのそれぞれにはこのようなスリット10がその延在方向に沿って所定間隔で複数個配置される。
次に、図14に示すように、切断金型21を用い、Al箔12を切断線Cに沿って切断することにより、アンテナ2を個片化する。このとき、切断線Cを跨ぐように形成されていたスリット10のそれぞれは、切断線Cの両側のアンテナ2に2分割される。従って、切断線Cの両側のアンテナ2には、同時に蛇行パターンが形成される。なお、ここでは、切断金型21を用いてAl箔12を切断したが、切断線Cに沿ってAl箔12を精度よく切断できる手段であれば、いかなる手段を用いてもよい。ここまでの工程により、蛇行パターンを有するアンテナ2と、このアンテナ2に実装された半導体チップ3とからなる本実施の形態のRFIDインレット1が完成する。
図15に示すように、完成したRFIDインレット1は、出荷に先立って粘着テープ22に貼り付けられる。多数のRFIDインレット1が貼り付けられた粘着テープ22はロール状に巻き取られた後、図16に示すように、出荷箱23などに収容されて出荷される。
このように、本実施の形態では、複数のスリット10をAl箔12の切断線Cに沿って所定間隔で配置すると共に、これらのスリット10を切断線Cを跨ぐように配置する。これにより、Al箔12を切断線Cに沿って切断したときに、この切断線Cの両側に形成されるアンテナ2には、蛇行状のパターンが同時に形成される。また、これら複数のスリット10は、すべて同一の形状であるため、プレス金型でスリット10を打ち抜き形成する際の金型(パンチおよびダイ)は一種類で済む。これらにより、プレス金型でスリット10を打ち抜き形成する工程が簡略化されるので、アンテナ2に蛇行パターンを形成するRFIDインレット1の製造コストを低減することができる。
以上、本発明者によってなされた発明を実施の形態に基づき具体的に説明したが、本発明は前記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。
プレス金型を使ってAl箔12に3種類のスリット8、9、10を形成する際の順序は任意でよい。ただし、半導体チップ3の搭載領域に形成するスリット8は、極めて微細であることから、高い加工精度が要求される。一方、Al箔12に形成されるスリットの数が増えてAl箔12の面積が小さくなると、Al箔12の搬送が困難となり、プレス金型のダイとAl箔12との合わせ精度が低下する。従って、高い加工精度が要求される微細なスリット8を最初に形成した後、他のスリット9、10を形成することが望ましい。
前記実施の形態では、UHFを使ってデータを読み書きするRFIDインレットの製造方法に適用した場合について説明したが、例えば2.45GHz帯のマイクロ波を使用するRFIDインレットや、13.56MHz帯の短波を使用する電磁誘導方式のRFIDインレットなどの製造方法に適用することもできる。
本発明は、特にUHF帯の電波を使用してデータを非接触で読み書きするRFIDインレットの製造に適用して有用なものである。
1 RFIDインレット
2 アンテナ
3 半導体チップ
4 ポッティング樹脂
6a、6b Auバンプ
7a、7b ダミーのAuバンプ
8、9、10 スリット
12 Al箔
13 プレス金型
14 ダイ
15 パンチ
17 ボンディングステージ
18 超音波接合ツール
19 ステージ
20 樹脂塗布用ノズル
21 切断金型
22 粘着テープ
23 出荷箱
C 切断線
2 アンテナ
3 半導体チップ
4 ポッティング樹脂
6a、6b Auバンプ
7a、7b ダミーのAuバンプ
8、9、10 スリット
12 Al箔
13 プレス金型
14 ダイ
15 パンチ
17 ボンディングステージ
18 超音波接合ツール
19 ステージ
20 樹脂塗布用ノズル
21 切断金型
22 粘着テープ
23 出荷箱
C 切断線
Claims (9)
- (a)所定の間隔で一方向に配列された複数の切断線によって区画される複数のアンテナ形成領域を備えた導体箔を用意する工程と、
(b)前記導体箔のそれぞれの前記アンテナ形成領域に半導体チップを実装する工程と、
(c)前記導体箔をプレス金型で打ち抜くことによって、それぞれが前記切断線を跨ぐ領域に配置され、かつ所定の間隔で前記切断線の延在方向に配列される複数の第1スリットを形成する工程と、
(d)前記工程(b)および工程(c)が完了した後、前記複数の切断線に沿って前記導体箔を切断することにより、それぞれが前記導体箔からなるアンテナと、前記アンテナに実装された前記半導体チップとによって構成される複数のRFIDインレットを得る工程と、
を含むRFIDインレットの製造方法であって、
前記工程(d)で前記導体箔を切断した際、前記複数の第1スリットのそれぞれが、互いに隣接する2つの前記アンテナ形成領域から得られた2個の前記アンテナに分離されることによって、2個の前記アンテナのそれぞれを構成する前記導体箔に蛇行パターンが同時に形成されることを特徴とするRFIDインレットの製造方法。 - 前記導体箔は、アルミニウム箔であることを特徴とする請求項1記載のRFIDインレットの製造方法。
- 極超短波によってデータを非接触で読み書きするRFIDに使用されることを特徴とする請求項1記載のRFIDインレットの製造方法。
- 前記工程(d)に先だって、前記導体箔をプレス金型で打ち抜くことによって、それぞれの前記アンテナ形成領域に、前記アンテナのインピーダンスを整合するための第2のスリットを形成する工程をさらに有することを特徴とする請求項1記載のRFIDインレットの製造方法。
- 前記工程(b)に先だって、前記導体箔をプレス金型で打ち抜くことによって、前記導体箔の前記アンテナ形成領域に第3のスリットを形成し、
前記工程(b)で前記導体箔の前記アンテナ形成領域に前記半導体チップを実装する際、前記半導体チップに形成された回路の電源端子を構成する第1のバンプ電極と、前記回路のGND端子を構成する第2のバンプ電極とを前記第3のスリットを挟んで対向する領域の前記導体箔に接続することを特徴とする請求項1記載のRFIDインレットの製造方法。 - 導体箔からなるアンテナと、前記アンテナに実装された半導体チップとによって構成されるRFIDインレットの製造方法であって、
(a)所定の間隔で一方向に配列された複数の切断線によって区画される複数のアンテナ形成領域を備えた導体箔を用意する工程と、
(b)前記導体箔のそれぞれの前記アンテナ形成領域に半導体チップを実装する工程と、
(c)前記導体箔のそれぞれの前記アンテナ形成領域に実装された前記半導体チップを樹脂封止する工程と、
(d)前記導体箔をプレス金型で打ち抜くことによって、それぞれが前記切断線を跨ぐ領域に配置され、かつ所定の間隔で前記切断線の延在方向に配列される複数の第1スリットを形成する工程と、
(e)前記工程(b)、前記工程(c)および前記工程(d)が完了した後、前記複数の切断線に沿って前記導体箔を切断し、前記複数の第1スリットのそれぞれを前記複数の切断線のそれぞれの両側の前記アンテナ形成領域に分離することによって、前記導体箔の切断によって得られた複数のアンテナのそれぞれに同時に蛇行パターンを形成する工程と、
を含むことを特徴とするRFIDインレットの製造方法。 - 前記導体箔は、アルミニウム箔であることを特徴とする請求項6記載のRFIDインレットの製造方法。
- 極超短波によってデータを非接触で読み書きするRFIDに使用されることを特徴とする請求項6記載のRFIDインレットの製造方法。
- 前記工程(b)は、前記半導体チップの主面に形成した電極と前記導体箔とを超音波圧着法によって電気的に接続する工程を含むことを特徴とする請求項6記載のRFIDインレットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006180703A JP2008009801A (ja) | 2006-06-30 | 2006-06-30 | Rfidインレットの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006180703A JP2008009801A (ja) | 2006-06-30 | 2006-06-30 | Rfidインレットの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008009801A true JP2008009801A (ja) | 2008-01-17 |
Family
ID=39067937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006180703A Pending JP2008009801A (ja) | 2006-06-30 | 2006-06-30 | Rfidインレットの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008009801A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009194670A (ja) * | 2008-02-15 | 2009-08-27 | Fujitsu Ltd | Rfidタグ |
| JP2009260757A (ja) * | 2008-04-18 | 2009-11-05 | Renesas Technology Corp | Rfid用インレット |
| JP4518211B2 (ja) * | 2008-03-03 | 2010-08-04 | 株式会社村田製作所 | 複合アンテナ |
| JP2011182392A (ja) * | 2010-02-08 | 2011-09-15 | Sinfonia Technology Co Ltd | ダイポール型icタグ用アンテナ、アンテナロール及びicタグの使用方法 |
| WO2017014078A1 (ja) * | 2015-07-22 | 2017-01-26 | 株式会社村田製作所 | 無線通信デバイス及び無線通信デバイス付きランドリー物品 |
| JP2019120972A (ja) * | 2017-12-28 | 2019-07-22 | 大阪シーリング印刷株式会社 | Rfid用アンテナの製造方法、および、rfidインレットの製造方法 |
-
2006
- 2006-06-30 JP JP2006180703A patent/JP2008009801A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009194670A (ja) * | 2008-02-15 | 2009-08-27 | Fujitsu Ltd | Rfidタグ |
| JP4518211B2 (ja) * | 2008-03-03 | 2010-08-04 | 株式会社村田製作所 | 複合アンテナ |
| JPWO2009110382A1 (ja) * | 2008-03-03 | 2011-07-14 | 株式会社村田製作所 | 複合アンテナ |
| JP2009260757A (ja) * | 2008-04-18 | 2009-11-05 | Renesas Technology Corp | Rfid用インレット |
| JP2011182392A (ja) * | 2010-02-08 | 2011-09-15 | Sinfonia Technology Co Ltd | ダイポール型icタグ用アンテナ、アンテナロール及びicタグの使用方法 |
| US9047549B2 (en) | 2010-02-08 | 2015-06-02 | Sinfonia Technology Co., Ltd. | Antenna for dipole-type IC tag, antenna roll, and usage method for IC tag |
| WO2012108071A1 (ja) * | 2011-02-08 | 2012-08-16 | シンフォニアテクノロジー株式会社 | ダイポール型icタグ用アンテナ、アンテナロール及びicタグの使用方法 |
| CN103348535A (zh) * | 2011-02-08 | 2013-10-09 | 昕芙旎雅有限公司 | 偶极子型ic标签用天线、天线卷筒以及ic标签的使用方法 |
| WO2017014078A1 (ja) * | 2015-07-22 | 2017-01-26 | 株式会社村田製作所 | 無線通信デバイス及び無線通信デバイス付きランドリー物品 |
| JPWO2017014078A1 (ja) * | 2015-07-22 | 2018-03-08 | 株式会社村田製作所 | 無線通信デバイス及び無線通信デバイス付きランドリー物品 |
| JP2019120972A (ja) * | 2017-12-28 | 2019-07-22 | 大阪シーリング印刷株式会社 | Rfid用アンテナの製造方法、および、rfidインレットの製造方法 |
| JP7191444B2 (ja) | 2017-12-28 | 2022-12-19 | 大阪シーリング印刷株式会社 | Rfid用アンテナの製造方法、および、rfidインレットの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7619530B2 (en) | RFID tag | |
| US9449269B2 (en) | Methods and apparatus for embedding wire in substrates for secure documents | |
| US9171244B2 (en) | RFID tag | |
| CN101346852B (zh) | 无线ic器件 | |
| CN102073899B (zh) | 无线标签 | |
| US20140339308A1 (en) | Rfid tag and automatic recognition system | |
| US9390365B2 (en) | Integrated circuit module for a dual-interface smart card | |
| US9373072B2 (en) | Antenna, method of manufacturing the antenna, and wireless IC device | |
| CN101228663A (zh) | 射频标签和制造射频标签的方法 | |
| KR20140123562A (ko) | Rfid 안테나 모듈 및 방법 | |
| JP2004062854A (ja) | Icモジュール及びこれを用いた無線情報記憶媒体並びに無線情報送受信装置 | |
| US20210365759A1 (en) | Connection bridges for dual interface transponder chip modules | |
| CN101228664A (zh) | 射频标签和制造射频标签的方法 | |
| WO2007034764A1 (ja) | 非接触型情報記憶媒体とその製造方法 | |
| JP2008009801A (ja) | Rfidインレットの製造方法 | |
| KR100862890B1 (ko) | Rfid 안테나 회로 장치 및 이를 포함하는 rfid카드 | |
| CN100412899C (zh) | 一种用于制造射频识别电子标签的方法 | |
| US11232342B2 (en) | RFID tag and method for manufacturing RFID tag | |
| JP2012094948A (ja) | 非接触通信記録媒体用インレット及びその製造方法及び非接触通信記録媒体 | |
| JP2007233885A (ja) | Rfid用インレットおよびその製造方法 | |
| TWI803957B (zh) | 無線射頻晶片模組及其rfid接收器 | |
| JP4438844B2 (ja) | Rfidタグ | |
| CN219591642U (zh) | 整合型天线 | |
| JP4641095B2 (ja) | 非接触式データキャリア装置とブースターアンテナ部用配線部材 | |
| JP7115885B2 (ja) | 共振回路、アンテナ装置 |