JP2007529978A - 電気機械のための巻線支持体の製造するための方法 - Google Patents
電気機械のための巻線支持体の製造するための方法 Download PDFInfo
- Publication number
- JP2007529978A JP2007529978A JP2007503317A JP2007503317A JP2007529978A JP 2007529978 A JP2007529978 A JP 2007529978A JP 2007503317 A JP2007503317 A JP 2007503317A JP 2007503317 A JP2007503317 A JP 2007503317A JP 2007529978 A JP2007529978 A JP 2007529978A
- Authority
- JP
- Japan
- Prior art keywords
- pole teeth
- winding
- slot
- magnetic pole
- tooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004804 winding Methods 0.000 title claims abstract description 119
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 230000007704 transition Effects 0.000 claims description 16
- 230000009471 action Effects 0.000 claims description 15
- 238000005452 bending Methods 0.000 claims description 12
- 238000009434 installation Methods 0.000 claims description 7
- 230000001965 increasing effect Effects 0.000 claims description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract description 10
- 229910052802 copper Inorganic materials 0.000 abstract description 9
- 239000010949 copper Substances 0.000 abstract description 9
- 210000003739 neck Anatomy 0.000 description 16
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 210000002105 tongue Anatomy 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/095—Forming windings by laying conductors into or around core parts by laying conductors around salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/09—Forming windings by laying conductors into or around core parts by laying conductors into slotted rotors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/24—Rotor cores with salient poles ; Variable reluctance rotors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/26—Rotor cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/48—Fastening of windings on the stator or rotor structure in slots
- H02K3/487—Slot-closing devices
- H02K3/493—Slot-closing devices magnetic
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/527—Fastening salient pole windings or connections thereto applicable to rotors only
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
電気機械(10)のための、複数の磁極歯(20)を有する巻線支持体(14)を製造するための方法が提案される。隣り合う磁極歯(201,208)は、その間に少なくとも1つのスロット(211)を制限していて、このスロット(211)内にそれぞれ少なくとも1つの巻線(18)が装着される。これらの磁極歯(201,208)は装着前に互いに電気機械(10)内に組み込むための組込み位置を占めている。1つのスロット(211)を制限するこれらの磁極歯(201,208)のうちの少なくとも1つの磁極歯は、少なくとも1つのスロット(211)を巻線(18)で装着する前に力作用(36)によって装着位置に曲げられ、その結果、磁極歯(20)が制限している少なくとも1つのスロット(211)の横断面は拡大される。次いで、巻線(181)がスロット(211)内に挿入される。これに続いて、隣り合う磁極歯(201,208)の少なくとも1つの磁極歯が、装着位置から組込み位置に移される。これによって、高い銅占積率ひいては機械(10)の高い出力を得ることができる。
Description
背景技術
本発明は、請求項1の上位概念部に記載の、電気機械のための巻線支持体を製造するための方法から出発する。このような形式の巻線支持体は複数の磁極歯を有している。隣り合う磁極歯はその間に少なくとも1つのスロットを有していて、このスロット内に少なくとも1つの巻線がそれぞれ挿入される。これらの磁極歯は、巻線をスロット内に挿入する前に既に、電気機械に組み込むための後の組込み位置を互いに占めている。巻線はこの組込み位置において挿入される。これによって、巻線支持体もしくは電気機械は、最大でどの程度の銅占積率を有することができるかも既に規定されている。銅占積率はモータ出力の指数でもある。
本発明は、請求項1の上位概念部に記載の、電気機械のための巻線支持体を製造するための方法から出発する。このような形式の巻線支持体は複数の磁極歯を有している。隣り合う磁極歯はその間に少なくとも1つのスロットを有していて、このスロット内に少なくとも1つの巻線がそれぞれ挿入される。これらの磁極歯は、巻線をスロット内に挿入する前に既に、電気機械に組み込むための後の組込み位置を互いに占めている。巻線はこの組込み位置において挿入される。これによって、巻線支持体もしくは電気機械は、最大でどの程度の銅占積率を有することができるかも既に規定されている。銅占積率はモータ出力の指数でもある。
発明の利点
請求項1の特徴部に記載した構成を有する、電気機械のための巻線支持体を製造するための本発明による方法が有する利点は、比較可能な構造サイズの巻線支持体に比べて、高い銅占積率によって高い出力を得ることができるということである。このために、電気機械のための、複数の磁極歯を有する巻線支持体を製造するための方法では、隣り合う磁極歯が、その間に少なくとも1つのスロットを制限していて、このスロットにはそれぞれ少なくとも1つの巻線が装着(挿入)され、この場合、複数の磁極歯は電気機械内に組み込むための組込み位置をそれぞれ有していて、1つのスロットを制限するこれらの磁極歯のうちの少なくとも1つの磁極歯は、巻線の装着前に力作用によって装着位置に曲げられ、その結果、磁極歯が制限している少なくとも1つのスロットの横断面は拡大され、次いで、スロットは巻線を装着され、その後、隣り合う磁極歯の少なくとも1つが、装着位置から組込み位置に移される。
請求項1の特徴部に記載した構成を有する、電気機械のための巻線支持体を製造するための本発明による方法が有する利点は、比較可能な構造サイズの巻線支持体に比べて、高い銅占積率によって高い出力を得ることができるということである。このために、電気機械のための、複数の磁極歯を有する巻線支持体を製造するための方法では、隣り合う磁極歯が、その間に少なくとも1つのスロットを制限していて、このスロットにはそれぞれ少なくとも1つの巻線が装着(挿入)され、この場合、複数の磁極歯は電気機械内に組み込むための組込み位置をそれぞれ有していて、1つのスロットを制限するこれらの磁極歯のうちの少なくとも1つの磁極歯は、巻線の装着前に力作用によって装着位置に曲げられ、その結果、磁極歯が制限している少なくとも1つのスロットの横断面は拡大され、次いで、スロットは巻線を装着され、その後、隣り合う磁極歯の少なくとも1つが、装着位置から組込み位置に移される。
有利には、力作用は直接に磁極歯に作用する。これによって、作業の精確な干渉が可能になる。
全ての磁極歯は順次に装着位置に曲げられ、巻線がそれぞれ挿入された後に、組込み位置に移されると有利である。なぜならば、これによって全てのスロットは高い銅占積率を有するからである。
本発明の有利な構成では、曲げられる少なくとも1つの磁極歯が、弾性的な領域において曲げられ、巻線の挿入後に力作用が取り除かれることで、弾性的な領域の固有弾性によって組込み位置に戻る。これによって、方法は比較的に簡単に実施可能である。なぜならば、磁極歯の寸法規定通りの調整のための手間が必要にならないからである。
本発明の別の有利な構成では、曲げ開かれる少なくとも1つの磁極歯が、塑性的な領域において曲げられ、巻線の挿入後に力作用を反転させることで、塑性変形によって組込み位置に戻される。これによって、さらに高い銅占積率を得ることができる。
互いに直接に隣り合う磁極歯の間の間隔が拡大されることで、これらの磁極歯が曲げ開かれると有利である。なぜならば、これによって対称的な力作用が可能になり、とりわけ、スロットの高い巻線挿入量が可能になる。
磁極歯の間の間隔が拡大されることにより、間に1つの別の磁極歯を配置している複数の磁極歯が曲げ開かれると、隣り合う2つのスロットに同時に巻線を備え付けることができるか、またはこれらのスロットの間に設けられている磁極歯に単一歯巻線を取り付けることができる。
巻線の最良の挿入は、それぞれペアになって、少なくとも挿入しようとする巻線を受容する2つのスロットの磁極歯を曲げ開き、次いで、この巻線が挿入され、これに続いて時計回りまたは反時計回りで、それぞれ直接的にまたは間接的に対を成して少なくとも1つの巻線を受容する次のスロットの磁極歯が曲げ開かれることで達成され、このことは巻線支持体に巻線が完全に備え付けられるまで繰り返される。
磁極歯がそれぞれ1つの歯ネック部と1つの歯ヘッド部とを有していると、この方法は特に有利に使用可能である。この場合、歯ヘッド部は歯ネック部に対して直交する方向に突出する区分を有していて、この区分は巻線を受容するためのアンダカットされたスロットのアンダカットを制限し、かつスロットスリットを形成する。この場合、巻線を挿入するために、実質的に少なくともスロットスリットの幅が拡大される。アンダカットによって、巻線の特に多くの巻条を挿入することができる。
このような形式の方法によって製造された巻線支持体は、特に高い銅占積率を有している。
このような形式の巻線支持体に、2つの磁極歯の間に設けられているスロット底部から磁極歯への移行部が少なくとも角張って(実質的に丸みを付けずに)形成されていると、磁極歯の低い抵抗係数が得られる。これによって、曲げるために必要な力は軽減される。磁極歯がそれぞれ1つの歯ネック部と1つの歯ヘッド部とを有している巻線支持体においては、歯ヘッド部が歯ネック部に対して直交する方向に突出している、アンダカットされたスロットのアンダカットを形成している区分を有しており、この場合、磁極歯からアンダカットへの移行部は角張って形成されていて、この効果はさらに強化される。さらに、この手段が有する利点は、スロット横断面の不変の拡大によって、巻線のために大きな容量が形成されることである。
有利な構成では、このような形式の巻線支持体が、インナロータ型のアーマチュアまたはアウタロータ型のステータであって、この巻線支持体では磁極歯が半径方向外側に向けられている。なぜならば、磁極歯は簡単に曲げ開くことができるからである。
このような形式の巻線支持体を有する電気機械は、比較可能な構造サイズの電気機械と比べて、高い銅占積率の基づき、高い出力を有している。
方法を実施するために、少なくとも1つの磁極歯を曲げるために少なくとも1つの器具を有している装置によって、この方法は簡単に実施され得る。
装置が2つの隣り合う磁極歯を曲げるために少なくとも1つの器具を有していると、装置のさらなる改良が得られる。したがって、スロットは大きく曲げ開らかれ得る。
装置が、1つの巻線が挿入される2つのスロットの2つの磁極歯を曲げるために少なくとも1つの器具を有していると、この装置のさらに別の改良が得られる。これによって特に、ペアで1つの巻線を受容するスロットは簡単に曲げ開かれ得る。
別の利点および有利な構成が、請求項2以下および実施例の説明から明らかになる。
図面
実施例が図示されていて、以下に詳しく説明されている。
実施例が図示されていて、以下に詳しく説明されている。
図1は、電気機械の横断面図であり、
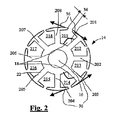
図2は、図1のアーマチュアを示す図であり、
図3は、象徴的に図示された巻線を備えた図1のアーマチュアを示す図であり、
図4は、方法を実施するための極めて簡略的に示した装置におけるアーマチュアを示す図である。
図2は、図1のアーマチュアを示す図であり、
図3は、象徴的に図示された巻線を備えた図1のアーマチュアを示す図であり、
図4は、方法を実施するための極めて簡略的に示した装置におけるアーマチュアを示す図である。
実施例の説明
図1には、回転式の電気機械10が簡略的に横断面図で示されている。電気機械10は電動モータであってよく、この電動モータは自動車において、たとえばシートアジャスタ、ウィンドリフタおよびワイパ駆動装置等に使用される。しかし、この電気機械10は発電機であってもよい。
図1には、回転式の電気機械10が簡略的に横断面図で示されている。電気機械10は電動モータであってよく、この電動モータは自動車において、たとえばシートアジャスタ、ウィンドリフタおよびワイパ駆動装置等に使用される。しかし、この電気機械10は発電機であってもよい。
ケーシング12内にはアーマチュア14が配置されていて、このアーマチュア14はシャフト16に配置されている。したがって、シャフト16を有しているかまたは有していないアーマチュア14は、電気機械10のための巻線保持体である。アーマチュア14は、金属薄板またはいわゆるSMC(Soft Magnetic Composite)材料(軟磁性複合材料)から成る薄片積層体として形成されている。金属薄板から成る薄片積層体の場合、個別金属薄板(符号14に相当)の厚さは0,5mmであり、このことは1/10ミリメートル範囲内の差異を含んでいてよい。
アーマチュア14は複数の巻線18を有している。図面を見やすくするために、図1では1つの巻線18だけが概略的に示されている。アーマチュア14の円形の区分19から、複数の磁極歯20が半径方向外側に向かって突出していて、これらの磁極歯20は、巻線18を受容するためのスロット21を制限しもしくは形成している。本実施例では、個別に8個の磁極歯201,202,203,204,205,206,207,208が設けられている。これらの磁極歯20に対応するようにして、8個のスロット211,212,213,214,215,216,217,218がある。もちろん、別の個数も可能である。これらの磁極歯20はそれぞれ、区分19から出発している1つの歯ネック部22と、この歯ネック部22に接続している1つの歯ヘッド部24とを有している。歯ネック部22の間の、区分19の外周面にスロット21のスロット底部25がそれぞれ形成されている。
スロット底部25から歯ネック部22もしくは磁極歯20への移行部は、ほぼ角張って形成されている。つまり、移行部は通常のように丸みをつけられていない。理想的には、移行部は完全に角張っている。しかし、1mm以下の移行部曲率半径はまだ許容され、この場合、0,5mm以下の移行部曲率半径が有利である。移行部は確かに角張っていると有利である。しかし、アーマチュア14の個別金属薄板(同じく符号14)の厚さよりも小さい曲率半径は、撓みに際し良好な効果をもたらす。厚さは典型的には、たとえば約0,5mmであるが、10分の2,3ミリメートルの増減があってもよい。
スロット211は、スロット214とペアになって1つの共通の巻線18を受容する。同様のことをスロット212はスロット215と、スロット213はスロット216と、スロット214はスロット217と、スロット215はスロット218と、スロット216はスロット211と、スロット217はスロット212と、最後にスロット218はスロット213とそれぞれペアになって行う。このことは図3に詳細に示されている。
歯ネック部22はアーマチュア14の周面に、有利には均等に配分されていて、かつ真っ直ぐに突出している。つまり歯ネック部22は湾曲して延びているものではない。しかし、歯ネック部22が湾曲して延びる実施例も考えられる。さらに、歯ネック部22は、ほぼ均一の幅を有している。しかし択一的に、この幅は変化してもよく、つまり、内側から外側に向かって狭幅になってもよく、広幅になってもよい。
各歯ヘッド部24は、歯ネック部22に対して直交する方向に突出していて、かつ互いに逆の方向に向かう複数の区分28を有している。これらの区分28はアンダカット30を形成し、これによって、このアンダカット30が、アンダカットされたスロット21を制限している。さらに、区分28は、幅34を有するスロットスリット32を制限している。
歯ネック部22からアンダカット30への移行部は、ほぼ角張って形成されていて、つまり、移行部は通常のように丸みを付けられていない。理想的には、移行部は完全に角張っている。しかし、1mm以下の移行部曲率半径は許容され、この場合、0,5mm以下の移行部曲率半径が有利である。移行部は確かに角張っていると有利である。しかし、アーマチュア14の個別金属薄板(同じく符号14)の厚さよりも小さい曲率半径は、撓みに際し良好な効果をもたらす。厚さは典型的には、たとえば約0,5mmであるが、しかし、10分の2,3ミリメートルの増減があってよい。
電動モータ10のためのアーマチュア14を製造するための方法は、図2に基づき詳細に説明される。
まず、金属薄板打抜き積層体の製造後には、アーマチュア14の磁極歯20は、まだ、図1にも示された組込み位置にある。この組込み位置で、アーマチュア14は電動モータ10内に嵌め込まれ得る。
しかしながら、巻線18の装着の前に、直接に隣り合う磁極歯208と磁極歯201および磁極歯203と磁極歯204とが拡開される。これにより、磁極歯208と磁極歯201および磁極歯203と磁極歯204とによって制限されているスロット211およびスロット214は拡大される。スロット211およびスロット214の横断面の拡大は、たとえば、磁極歯20の周面に設けられた切欠きに係合する工具によって行われ、これによって矢印36で示された力作用が生ぜしめられる。このことは図4においてさらに詳細に説明される。この場合、磁極歯20が占める位置は、以下、装着位置と呼称される。今や巻線18は、巻成によってまたは予め形成されたエアコイルを挿入することによって設けられる。この場合、エアコイルの挿入は、スロット21がアンダカットされておらず、磁極歯20が歯ヘッド部24を有していない場合に有利である。この方法は図示の磁極歯20にも有利に用いられるものであって、これらの磁極歯20はそれぞれ、歯ネック部22に対して直交する方向に突出している、スロットスリット32を形成する区分28を備えた1つの歯ネック部22と1つの歯ヘッド部24とを有している。この場合、巻線18を挿入するために、少なくともスロットスリット32の幅は拡大される。
スロット21の横断面が拡大されているので、巻線18の多くの数の巻条を設けすることができる。巻線18が挿入された後に力作用は再び取り除かれる。これにより、磁極歯201と磁極歯208および磁極歯204と磁極歯205とは再び互いに接近する。巻線18の巻条の間にある間隙によって、銅線の絶縁層が破壊されることなく、巻線18をさらにわずかに圧縮することができる。
第1のペアの磁極歯208と磁極歯201および磁極歯203と磁極歯204との後に、アーマチュア14は、360度をスロット21の数で割った角度だけ、つまり45度だけ回動させられ−時計回りでも反時計回りでもいいが、図2では反時計回り−、磁極歯201と磁極歯202および磁極歯204と磁極歯205とが装着位置に移される。これらの磁極歯20の間にあるスロット212およびスロット215には、巻線18が備え付けられ、スロット212およびスロット215は再び組込み位置に移される。磁極歯201と磁極歯202および磁極歯204と磁極歯205とに続いて、磁極歯202と磁極歯203および磁極歯205と磁極歯206とが拡開され、これらの磁極歯の間に設けられているスロット213およびスロット216には、巻線18が備え付けられ、同様に組込み位置に再び移される。続いて、さらに同じ作業が、磁極歯203と磁極歯204および磁極歯207と磁極歯208とに対して行われる。つまり、全ての磁極歯20は順次に装着位置へ曲げられ、かつそれぞれに巻線18が挿入された後に組込み位置に移される。このようにして巻線18の挿入はさらに4回、各スロット21の左右の面が巻成されるまで続けられる。したがって、最終的にアーマチュア14全体に巻線18が備え付けられる。装着の順序に関しては、ここではさらに図3に記載した実施例も参照されたい。
1つの巻線18を受容するそれぞれ2つのスロット21間の磁極歯20が曲げ開かれ、次いで巻線18が挿入され、これに続き、時計回りまたは反時計回りの方向で、ペアを成して1つの巻線18を受容する次のスロット21間の磁極歯20が曲げ開かれ、このことはアーマチュア14に巻線18が完全に備え付けられるまで繰り返される。
磁極歯20は、力作用が取り除かれた後に再び組込み位置に戻る。この理由は、曲げられる磁極歯20はそれぞれ弾性のある領域において曲げられ、かつ巻線18の挿入後に力作用36が取り除かれることによって、磁極歯20の固有弾性に基づき組込み位置に戻る、もしくは磁極歯20の固有弾性により組込み位置に戻されるからである。
択一的に、曲げ開かれる磁極歯20は弾性的な領域ではなく塑性的な領域において曲げられ−または弾性的な領域と塑性変形的な領域とにおいて−、巻線18の挿入後に力作用36が反転することで、塑性変形により組込み位置に戻されるということも可能である。磁極歯20は弾性的な領域における曲げ開きよりも、塑性的な領域における曲げ開きによって大きく拡開されるので、スロット21の横断面もより大きくなり、これによって巻線18の多くの数の巻条を配置することができる。
直接に隣り合う磁極歯を互いに曲げ開くことの他に、少なくとも1つの別の磁極歯20を間に置いて位置している磁極歯20を互いに曲げ開くこともでき、これらの磁極歯間の間隔を拡大することも可能である。たとえば、磁極歯201および磁極歯203は曲げ開かれ、この場合、差し当たって磁極歯202は曲げられない。同時に、磁極歯205および磁極歯207を曲げることもでき、この場合、同様に磁極歯206は差し当たり曲げられない。この関係において、これらの磁極歯は間接的に隣り合っていると見なされる。この場合、1つの巻線18がスロット211およびスロット214内に挿入され、同時に別の1つの巻線18がスロット218およびスロット215内に挿入される。これに次いで、アーマチュア14は時計回りまたは反時計回りに、360度をスロット21の数で割った角度、つまり45度だけ回動送りされる。だだし、アーマチュア14は二重の巻成により、さらに3回だけ回動される。
重要なことは、1つのスロット21を制限している複数の磁極歯20の少なくとも1つの磁極歯20が、スロット21に巻線18を装着する前に力作用によって装着位置に曲げられることであり、磁極歯によって制限している少なくとも1つのスロット21の横断面は拡大され、次いで巻線18はスロット21内に挿入され、これに引き続き、隣り合う複数の磁極歯20の少なくとも1つの磁極歯20が、装着位置から組込み位置に移される。
図3に基づき、既に先行技術から周知の、スロット21内の巻線18の完成した配置は改めて明らかになる。
磁極歯201と磁極歯203との周囲およびスロット211ならびにスロット214内に巻線181があり、
磁極歯202と磁極歯204との周囲およびスロット212ならびにスロット215内に巻線182があり、
磁極歯203と磁極歯205との周囲およびスロット213ならびにスロット216内に巻線183があり、
磁極歯204と磁極歯206との周囲およびスロット214ならびにスロット217内に巻線184があり、
磁極歯205と磁極歯207との周囲およびスロット215ならびにスロット218内に巻線185があり、
磁極歯206と磁極歯208との周囲およびスロット216ならびにスロット211内に巻線186があり、
磁極歯207と磁極歯201との周囲およびスロット217ならびにスロット212内に巻線187があり、
磁極歯208と磁極歯202との周囲およびスロット218ならびにスロット213内に巻線188がある。
磁極歯202と磁極歯204との周囲およびスロット212ならびにスロット215内に巻線182があり、
磁極歯203と磁極歯205との周囲およびスロット213ならびにスロット216内に巻線183があり、
磁極歯204と磁極歯206との周囲およびスロット214ならびにスロット217内に巻線184があり、
磁極歯205と磁極歯207との周囲およびスロット215ならびにスロット218内に巻線185があり、
磁極歯206と磁極歯208との周囲およびスロット216ならびにスロット211内に巻線186があり、
磁極歯207と磁極歯201との周囲およびスロット217ならびにスロット212内に巻線187があり、
磁極歯208と磁極歯202との周囲およびスロット218ならびにスロット213内に巻線188がある。
ここでは、巻線18は、181,182,183,184,185,186,187,188の順序で順次に装着される。この場合、1つのスロット21を制限する2つの磁極歯20は曲げ開かれる。この場合の利点は、スロット21を大きく曲げ開き、これによって、高い占積率を可能にできることにある。
択一的に、巻線181と巻線185、巻線182と巻線186、巻線183と巻線187および巻線184と巻線188とは平行に巻くことができる。この場合、有利には、2つの巻線18を一緒に装着することができ、このことは工程時間を短縮する。
もちろん、記載の順序は例示しただけであり、遵守する必要はない。多くの変化実施例が知られている。
図4には、磁極歯201,208と磁極歯203,204とが、記載の方法を実施するための、象徴的にかつ部分断面図もしくは部分的に図示されただけの装置42の2つのトング38,40で、どのように曲げ開かれるかが示されている。装置42は、少なくとも1つの磁極歯20を曲げるために少なくとも1つの器具38,40を有していることが望まれる。なぜならば、たとえば、磁極歯201だけを曲げることも可能であるからである。しかし、有利には、装置42は、スロット211の2つの隣り合う磁極歯201と磁極歯208とを曲げるために、トング38またはトング40の一部分、たとえばフックの形をした、少なくとも1つの器具を有している。しかし、既に示したように、装置42は少なくとも1つの器具38,40を有していて、この器具38,40は、ペアで1つの巻線18が挿入される2つのスロット211およびスロット214の2つの磁極歯201と磁極歯208および磁極歯203と磁極歯204とを曲げるようになっていると有利である。トング38,40は磁極歯201と磁極歯207および磁極歯203と磁極歯205とを曲げ開くこともでき、この場合、磁極歯204と磁極歯208とは直立したままであり、その結果、スロット211とスロット214およびにスロット218とスロット215とにそれぞれ1つの巻線18が挿入され得る。もちろん、前記のように、別のスロット21は次いで順々に巻成される。アーマチュア14の固定は、たとえばシャフト16によって行われる。
本発明は、アーマチュア14の形をした巻線支持体に限定されるものではない。図面から直接に判るように、アーマチュアではなくアウタロータ型モータまたは発電機のステータであってもよい。さらに、磁極歯は図示したように半径方向外側に向いている必要はない。たとえば、磁極歯は大きな円形の区分19から内側に向いていてよく、このことは、たとえば発電機または電子整流子式の電動モータのステータの場合である。
Claims (17)
- 電気機械(10)のための巻線支持体(14)を製造するための方法であって、該巻線支持体(14)が複数の磁極歯(20)を有していて、隣り合う磁極歯(201,208)が、その間に少なくとも1つのスロット(211)を制限していて、該スロット(211)内にそれぞれ少なくとも1つの巻線(18)が装着され、前記磁極歯(201,208)が、装着前に互いに電気機械(10)内に組み込むための組込み位置を占めている形式のものにおいて、1つのスロット(211)を制限する前記磁極歯(201,208)の少なくとも1つの磁極歯が、少なくとも1つのスロット(211)に巻線(181)を装着する前に力作用(36)によって装着位置に曲げられ、その結果、磁極歯が制限している前記少なくとも1つのスロット(211)の横断面は拡大され、次いで、巻線(181)が前記スロット(211)内に挿入され、これに続いて、前記隣り合う磁極歯(201,208)の前記少なくとも1つの磁極歯が、装着位置から組込み位置に移されることを特徴とする、電気機械のための巻線支持体を製造するための方法。
- 力作用(36)が、磁極歯(20)に直接に作用する、請求項1記載の方法。
- 磁極歯(20)が、順次に装着位置に曲げられ、スロット(21)に巻線(18)を装着した後に組込み位置に移される、請求項1または2記載の方法。
- 曲げられる少なくとも1つの磁極歯(201)が、弾性的な領域において曲げられ、巻線(18)の装着後に力作用(36)が取り除かれることで、前記領域の固有弾性によって組込み位置に戻る、請求項1から3までのいずれか1項記載の方法。
- 曲げ開かれる少なくとも1つの磁極歯(201)が、塑性的な領域において曲げられ、巻線(18)の装着後に、力作用(36)が反転することで、塑性変形により組込み位置に戻される、請求項1から4までのいずれか1項記載の方法。
- 磁極歯(201,208)の間の間隔(34)が拡大されることで、直接に隣り合う前記磁極歯(201,208)が、装着位置に曲げ開かれる、請求項1から5までのいずれか1項記載の方法。
- 磁極歯(201,203)の間の間隔(34)が拡大されることで、少なくとも1つの別の磁極歯(202)を間に置いて位置している前記磁極歯(201,203)が、曲げ開かれる、請求項1から6までのいずれか1項記載の方法。
- それぞれペアになって、少なくとも1つの巻線(18)を受容する2つのスロット(211,214)の少なくとも一方の磁極歯(201,208;203,204)が、曲げ開かれて、次いで、前記スロット(211,214)に巻線(181)が装着され、前記磁極歯(201,208;203,204)が組込み位置に戻され、時計回りまたは反時計回りの方向で、少なくとも1つの巻線(182)をペアで受容する次のスロット(212,215)の磁極歯(201,202;204,205)がそれぞれ曲げ開かれ、このことが、巻線支持体(14)に巻線(18)が完全に備え付けられるまで繰り返される、請求項1から7までのいずれか1項記載の方法。
- 複数の磁極歯(20)が、それぞれ1つの歯ネック部(22)と1つの歯ヘッド部(24)とを有していて、歯ヘッド部(24)が、歯ネック部(22)に対して直交する方向に突出している区分(28)を有していて、該区分(28)が、巻線(18)を受容するためにアンダカットされたスロット(21)のアンダカット(30)を制限し、かつスロットスリット(32)を形成していて、巻線(18)を装着するために、実質的に少なくともスロットスリット(32)の幅(34)が拡大される、請求項1から8までのいずれか1項記載の方法。
- 請求項1から9までのいずれか1項記載の方法によって製造された巻線支持体。
- 2つの磁極歯(20)の間に設けられているスロット底部(25)の移行部が、磁極歯(20)に対してほぼ角張って形成されている、請求項10記載の巻線支持体。
- 磁極歯(20)が、それぞれ1つの歯ネック部(22)と1つの歯ヘッド部(24)とを有していて、歯ヘッド部(24)が、歯ネック部(22)に対して直交する方向に突出する区分(28)を有していて、該区分(28)が、アンダカットされたスロット(21)のアンダカット(30)を形成していて、歯ネック部(22)からアンダカット(30)への移行部がほぼ角張って形成されている、請求項10または11記載の巻線支持体。
- 巻線支持体(14)が、インナロータ型のアーマチュアまたはアウタロータ型のステータであり、磁極歯(20)が、半径方向外側に向けられている、請求項10から12までのいずれか1項記載の巻線支持体。
- 請求項10から13までのいずれか1項記載の1つの巻線支持体(14)が設けられている電気機械。
- 請求項1から9までのいずれか1項記載の方法を実施するための装置において、装置(42)が、少なくとも1つの磁極歯(20)を曲げるために少なくとも1つの器具(38,40)を有していることを特徴とする、巻線支持体を製造するための装置。
- 装置(42)が、2つの隣り合う磁極歯(201,208;203,204)を曲げるために少なくとも1つの器具(38,40)を有している、請求項15記載の装置。
- 装置(42)が、少なくとも1つの器具(38,40)を有していて、該器具(38,40)が、1つの巻線(18)が挿入される2つのスロット(211,214)の磁極歯(201,208;203,204)を曲げるようになっている、請求項15または16記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012925A DE102004012925A1 (de) | 2004-03-17 | 2004-03-17 | Verfahren zum Herstellen eines Wicklungsträgers für eine elektrische Maschine |
| PCT/EP2005/050296 WO2005091473A1 (de) | 2004-03-17 | 2005-01-24 | Verfahren zum herstellen eines wicklungsträgers für eine elektrische maschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007529978A true JP2007529978A (ja) | 2007-10-25 |
Family
ID=34960306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007503317A Withdrawn JP2007529978A (ja) | 2004-03-17 | 2005-01-24 | 電気機械のための巻線支持体の製造するための方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20070180685A1 (ja) |
| EP (1) | EP1735897A1 (ja) |
| JP (1) | JP2007529978A (ja) |
| CN (1) | CN1934769A (ja) |
| BR (1) | BRPI0508026A (ja) |
| DE (1) | DE102004012925A1 (ja) |
| WO (1) | WO2005091473A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011514136A (ja) * | 2008-03-12 | 2011-04-28 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | ロータを備えた電気機械ならびに電気機械の作動方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008001127A1 (de) | 2008-04-11 | 2009-10-15 | Robert Bosch Gmbh | Statorwicklung und Verfahren zu ihrer Herstellung |
| CN203078469U (zh) * | 2012-01-20 | 2013-07-24 | 德昌电机(深圳)有限公司 | 安全带舌板驱动器 |
| CN203078472U (zh) * | 2012-01-20 | 2013-07-24 | 德昌电机(深圳)有限公司 | 安全带带扣组件 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1756672A (en) * | 1922-10-12 | 1930-04-29 | Allis Louis Co | Dynamo-electric machine |
| US4267719A (en) * | 1977-09-19 | 1981-05-19 | Industra Products, Inc. | Apparatus for assembling dynamoelectric machine stators |
| JPS6087639A (ja) * | 1983-10-19 | 1985-05-17 | Nippon Denso Co Ltd | 車輌用交流発電機 |
| US6851175B2 (en) * | 2001-09-12 | 2005-02-08 | Delphi Technologies, Inc. | Wound stator core and method of making |
-
2004
- 2004-03-17 DE DE102004012925A patent/DE102004012925A1/de not_active Withdrawn
-
2005
- 2005-01-24 EP EP05707836A patent/EP1735897A1/de not_active Ceased
- 2005-01-24 WO PCT/EP2005/050296 patent/WO2005091473A1/de active Application Filing
- 2005-01-24 CN CNA2005800084256A patent/CN1934769A/zh active Pending
- 2005-01-24 US US10/592,942 patent/US20070180685A1/en not_active Abandoned
- 2005-01-24 JP JP2007503317A patent/JP2007529978A/ja not_active Withdrawn
- 2005-01-24 BR BRPI0508026 patent/BRPI0508026A/pt not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011514136A (ja) * | 2008-03-12 | 2011-04-28 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | ロータを備えた電気機械ならびに電気機械の作動方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1735897A1 (de) | 2006-12-27 |
| BRPI0508026A (ja) | 2007-07-03 |
| CN1934769A (zh) | 2007-03-21 |
| DE102004012925A1 (de) | 2005-10-06 |
| US20070180685A1 (en) | 2007-08-09 |
| WO2005091473A1 (de) | 2005-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101044175B1 (ko) | 모터 고정자를 제조하는 방법 및 모터 고정자 | |
| US7701107B2 (en) | Motor including a teeth section and a yoke section which are formed of mutually independent configuration members | |
| US6919665B2 (en) | Stator core, an electric motor in which it is utilized, and method of manufacturing a stator core | |
| CN101501959B (zh) | 电机和用于制造机动车致动器驱动装置的电机的方法 | |
| JP4506895B2 (ja) | 波巻きステータコイルの製造方法 | |
| JP6614067B2 (ja) | 回転電機の固定子 | |
| US20060279160A1 (en) | Rotary electric machine with a stator core made of magnetic steel sheets and the stator core thereof | |
| JP2011151884A (ja) | 回転電機および回転電機の固定子の製造方法 | |
| CN111030328A (zh) | 具有减小的壳体谐振的电机 | |
| US7245054B1 (en) | Permanent magnet electric machine having reduced cogging torque | |
| JP6084039B2 (ja) | ブラシレスモータ | |
| JP4297929B2 (ja) | モータ及びモータの製造方法 | |
| US7343662B2 (en) | Manufacturing method of stator coil composed of conductor segments | |
| JP2007529978A (ja) | 電気機械のための巻線支持体の製造するための方法 | |
| KR101154994B1 (ko) | 스테이터 코어 | |
| JP2004088980A (ja) | 固定子鉄心 | |
| US6992412B2 (en) | Rotary electric machine having laminated armature core | |
| JP6652308B2 (ja) | 電機子、回転電機および電機子の製造方法 | |
| EP1467470B1 (en) | Rotor of rotary electric machine and method of manufacturing the rotor | |
| CN104604096A (zh) | 定子铁芯及使用该定子铁芯的外转子型旋转电机 | |
| JP2003070201A (ja) | 回転電機のステータおよびその製造方法 | |
| JP5129613B2 (ja) | 電動モータ | |
| JPH10225027A (ja) | ヘリカルステータコア及びその製造方法 | |
| JP2016059158A (ja) | 固定子およびこの固定子を用いた回転電機 | |
| JP2004040887A (ja) | 回転電機の固定子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20080708 |