本発明は、光は板状の導光部材の外側面を介してカップルインされ、前出の外側面の近くでは光の損失がなく、光放射の光ビームは前出の外側面に対して垂直である方向に対して小さな角度をなして容易に方向付けられ得る、導光系を与えることを目的とする。
該目的を達成するよう、光をカップルインする前出の手段は、前出の発光素子の側面に対して接続される板状に導光部材と、光を前出の導光部材へとカップルインする光源手段とを有する。前出の発光素子と前出の導光部材との間には隙間が存在し、外隙間は、前出の発光素子と前出の導光部材との間の範囲の少なくとも一部分にわたって延び、前出の前方の面に対して略垂直に方向付けられる。隙間は、略平行である二つの面の間の空間として定義付けられる。導光部材は、光源手段と発光素子との間の中間体であって、発光素子への光の適切なエントリを確実にする。
望ましくは、導光部材及び発光素子は、0.5mm乃至15mm、望ましくは2mm乃至7mmの厚さを有する。
比較的小さな入射角を有する光ビームのみが、導光部材と発光素子との間に与えられた隙間を通り得る。全反射の角度より大きい入射角を有する光ビームは、導光部材へと反射し戻され、隙間に隣接する面でのその入射角が該面を通過するのに十分小さくなるまで、1回又は複数回導光部材の面によって反射され得る。
1つの隙間は、導光部材と発光素子との間の範囲の大部分を覆い得るが、望ましくは、複数の別個の隙間が、同一の平面において実質上位置して該範囲の大部分を覆って延びるよう存在する。導光部材及び発光素子は、それらを接続するよう隙間の間で互いに対して接触し得る。
望ましくは、隙間に隣接する面の間の距離は、3mmより小さく、望ましくは0.5mm乃至2mmであり、通常は隙間は空気を有する。また望ましくは、隙間に隣接する面の間の距離は、発光素子の厚さの0.5倍乃至1.5倍である。
2つの部分、即ち、導光部材及び発光素子は、隙間が延びないそれらの間の範囲において、あるいは、より多くの隙間がある場合は、異なる隙間の間の範囲において互いに対して接続され得る。それらは、互いに接着され得るが、望ましい一実施例では、前出の発光素子及び前出の導光部材は、射出成形工程において作り出された同一の材料の1個構成部品であり、いずれも1つの工程において共同で作られる。
望ましくは、隙間は、場合によっては、鋳型が適切に形成されている射出成形工程中に作られる。他の望ましい実施例では、隙間は、射出工程後に例えば材料除去レーザ工程を用いて機械加工され得る。隙間は、板状の導光部材及び発光素子の全体の厚さにわたって延び得るため、この部材及びこの素子の後方の面及び前方の面に夫々到達する。しかしながら隙間は、これらの面のうち望ましくは後方の面である一方のみに対して延びるため、2つの部品の前方の面は妨害されない。
望ましい一実施例では、導光部材は、略平坦な板状且つ三角形の形状を有する。三角形のより短い側部は、光を前出の導光部材へとカップルインする外側面を有し、三角形のより長い側部は、光をこの導光部材へとカップルインするよう発光素子の面に対面するカップルアウト面を有し、三角形の第3の側部は、前出の第3の側部の方向に対してある角度をなして位置付けられた複数の面を有する。
望ましくは、板状の導光部材は、略直角三角形の形状を有する。三角形の前出のより短い側部及びより長い側部は略直角を囲み、前出の第3の側部は三角形の斜辺であって前出のカップルアウト面に対して約45°の角度をなして位置付けられる前出の複数の面を有する。望ましくは、前出の第3の側部は、前出の第3の側部の方向に対して前出の角度及び前出のより短い側部に対して略垂直の交互性の方向を有する複数の面を有する。
この実施例では、導光部材は、中間の導光板として機能する。該導光板において、三角形のより短い側部は、適切な数の光透過ロッドを活用するよう要求される程度に短く作られ得、より長い側部は、板状の発光素子の楕円形の外側面の長さに対応する長さを有し得る。三角形の前出の第3の側部に沿った一定の角度をなす複数の面は、望ましくは6個より多く、より望ましくは12個より多い。
望ましい一実施例では、前出の第3の側部の方向に対してある角度をなす方向を有する少なくとも前出の面は、光反射性の材料を備えられる。面が、全反射の角度より大きい入射角を有する全ての光を反射するには十分平滑ではない場合、あるいは、全反射の角度より小さい入射角を有する光ビームがある場合、隙間に近接する面を除く導光部材の全ての面は、光の反射を増加するよう光反射性コーティングを備えられ得る。かかるコーティングはまた、関連する面を、他の材料との所望されない光学接触から保護し得る。
望ましくは、光を前出の導光部材へとカップルインする前出の光源手段は、複数の光透過ロッドを有し、前出の光透過ロッドの各々は、前出の板状の導光部材の前出の外側面に対して接続される一反部を有する。望ましくは、光透過ロッドは、導光部材の材料と同一の導光材料で作られ、望ましくは、0.2mm乃至5mm、より望ましくは1mm乃至3mmの直径を有する。
望ましくは、光透過ロッドは、前出の外側面の近くで、導光部材の前出のカップルイン面に対して垂直である1つまたはそれ以上の平面において互いに対して平行に位置付けられ、前出の面の近くでの前出のロッド間の距離は、望ましくは5mmより小さく、より望ましくは1mm乃至2mmである。
光透過ロッドを導光部材のカップルイン面に対して接続するよう、前出の面は、光透過ロッドが適合する穴を備えられ得る。故に光透過ロッドの平坦な端面は、穴の平坦な底部に対面するため、光ビームは、少ない光の損失を有して両方の面を介して通過し得る。
望ましい一実施例では、前出の導光部材及び前出の光透過ロッドは、例えば射出成形工程において作られた同一の材料で作った一体部品であるため、光は、光源から妨害されること無く、即ちいずれの面も通過せずに、光透過ロッド及び導光部材を通過し得るため、光の損失は無い。
望ましくは、発光素子もまた同一の材料で作られる。即ち、製品の全ての部品である発光要素、導光部材、及び光透過ロッドは、射出成形工程で作り出され、製品全体が1つの工程において作られる。隙間は、射出形成工程において、又は、レーザビームを有する材料除去工程において等であとから作られ得る。
望ましくは、光透過ロッドの他端部は、光を前出の光透過ロッドへとカップルインする部材を形成するよう共に束ねられる。かかる部材は、略円筒形、矩形、又は他の形状を有し得る。束ねられた光透過ロッドの端面は、ランプ又は他の光源の前方に置かれ得、ランプの後背の反射体は、略平行な光ビームを有する光放射を与える。そのため、光透過ロッドにおける光放射の方向とこれらのロッドの長手方向との間に、比較的小さい角度をなす。光透過ロッドの前出の他端部はまた、1つより多い部材へと共に束ねられ得る。
望ましい一実施例では、導光部材の面及び/又は発光素子及び/又は光透過ロッドは、前出の部材、要素、又はロッドの材料より低い屈折率を有するコーティングを夫々備えられ得る。かかるコーティング又はクラッディングは、導光部材の面が他の材料によって接触されること、あるいは、指紋等の光が無意図的にカップルアウトされ得る導光部材の面に光学接触をする同一又はより高い屈折率を有する材料で汚染されることを防ぐ。
例えば、かかるクラッディングによって、接着剤を用いて発光素子の前方の面に対してファブリックを取り付けることを可能とし、光はファブリックを介して光り得る。更には、導光要素は、取り付けられる際に接着剤を用いて固定され得る。
本発明はまた、前方の面の少なくとも一部分を介して光を発する手段及び前記発光素子へと光をカップルインする手段を備えられた板状の発光素子へと光をカップルインする方法に係る。光は、前出の発光素子の外側面に対して接続された板状の導光部材を用いてカップルインされ、光は、前出の導光部材へとカップルインされ、導光部材を出て発光素子に入る光放射の少なくとも一部分は、前出の発光素子と前出の導光部材との間に存在する隙間を通る。前出の隙間は、前出の発光素子と前出の導光部材との間の範囲の少なくとも一部分にわたって延び、前出の隙間は、前出の前方の面に対して略垂直である方向付けられる。
本発明は、導光系の複数の実施例に関する説明を用いて更に明らかにされ、概略的にのみ示された図面が参照される。
図1は、板状且つ略三角形の導光部材1を図示する。一実施例のこの例において、導光部材1の材料は、ポリカーボネートであり、射出成形工程を用いることによって成形され得る透明で熱可塑性の材料である。射出成形工程によって作り出された製品の外側面は平滑であるため、関連する面に対する入射角が全反射の角度(即ち全反射の臨界角)より大きいとすると、カップルインされた光は前出の面によって反射される。全反射の角度は、導光部材の材料の屈折率の値及び導光部材の関連する面に接する媒体の屈折率の値に依存する。
ポリカーボネートの屈折率は約1.6であり、空気の屈折率は約1であるため、全反射の角度は約39°である。これは、導光部材1の関連する面に対して39°を上回る入射角を有する全ての光ビームが、導光部材1の材料へと全体的に反射し戻される、ことを意味する。39°より小さい入射角を有する光ビームのみが、カップルアウトされる。
この実施例では、導光部材1は、平面図において略直角三角形の形状を有し、三角形のより短い側部2及びより長い側部3は、略直角4を囲む。図示された実施例では、板状の導光部材1の厚さは、約6mmである。
より短い側部2は、光を導光部材1へとカップルインする光結合手段5を備えられる。光結合手段5は、導光部材1の少なくとも近くで、導光部材1の板状の形状の平面に対して平行である平面において互いに対して平行に位置付けられた複数の光透過ロッド6を有する。光透過ロッド6及び導光部材1は、1つの射出成形工程によって作り出され、従ってそれらは同一の材料からなる1つの一体部品である。図1は、11個の光透過ロッド6を図示するのみであるが、実際は、より多くの光透過ロッドが導光部材1に対して接続され得る。光透過ロッド6はまた、より多くの異なる平行な面のうち2つにおいて位置され得る。
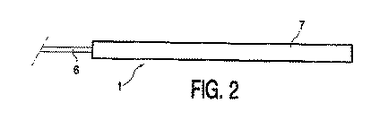
より長い側部3は、板状の導光部材1の平面に対して垂直に位置付けられたカップルアウト面7を有する。図2は、正面図においてカップルアウト面7を図示する。光が導光部材1からカップルアウトされるのは、光ビームが、既述された実施例における全反射の角度である39°より小さいカップルアウト面7に対する入射角を有する場合である。
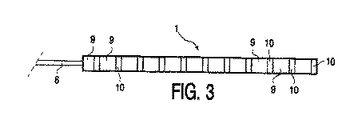
導光部材1の三角形の第3の面は、斜辺8であり、交互性の方向を有する複数の面9,10を有する。全ての面9はカップルアウト面7に対して平行に位置付けられ、全ての面10はカップルアウト面7に対して45°の角度で位置付けられる。面9,10は、前出の板状の形状の平面に対して垂直に位置付けられる。図3及び図4は、交互性の方向を有する面9及び面10の列を図示する。
図5は、図1中の線V−V上で取られた断面図であり、光透過ロッド6を図示する。光透過ロッドは、光透過管とも称される。しかしながら、該光透過管は、「管」(即ち中空体)ではないのだが、光が管の材料において伝播してその外側面に対して反射されるため、光に対しては事実上の管であり、管又はロッド6において留まる。
光透過ロッド6は、円形の横断面を有し得、そのためその形状は円筒形である。しかしながら、横断面の他の形状は、光透過ロッド6間に空間の無い束の作成を促進するよう可能であり、例えば六角又は四角の形状等である。
光透過ロッド6の横断面図はまた、その長さに沿って異なり得る。望ましい一実施例では、光透過ロッド6の少なくとも一部分は、導光部材1に対する方向において増加する直径を有する。故に光ビームは、光透過ロッドを通過する際にますます平行となる。直径のかかる増加は、望ましくはロッド6が接続される導光部材1の近くで適用されるため、望ましくは、前出の部材1の近くの光透過ロッド6の直径は、前出の導光部材から更に離れた直径の1.5倍より大きく、より望ましくは2倍より大きい。かかる増加する直径は、光透過ロッド6の射出成形工程によって容易に作り出され得る。
光は、導光部材1を用いることによってより短い側部2で比較的小さい(短い)範囲を介してカップルインされ得、より長い側部3で比較的大きい(長い)範囲、即ちカップルアウト面7を介してカップルアウトされ得る。光透過ロッド6への光のカップルインの方式に依存して、放射の方向は、前出の長手方向に対して非常に小さな角度を与えられ得る。したがって、カップルインされた光の放射は、光透過ロッド6を介して導光部材1に入り、光透過ロッド6の長手方向を有する小さい角度を囲み、したがって、カップルアウト面7に対して略平行に方向付けられる。
そのため、光は、カップルアウト面7に対して平行である方向を主に有して導光部材1に入る。したがって、略全てのカップルインされた光は、約45°の入射角を有して面10のうちの1つに衝突する。この角度は、(約39°である)全反射の角度より非常に大きいため、光の殆どは、カップルアウト面7に対して略垂直である方向において、又は、該方向から比較的小さな偏差を有して反射される。39°より小さな入射角を有する全ての光は、面7を介する通過によってもたらされたいくらかの僅かな光の損失は別として、カップルアウト面7を介してカップルアウトされる。
導光部材1は、中間の導光板として機能する。該導光板において、三角形のより短い側部2は、適切な光結合手段5を活用するよう要求される程度に短く作られ得、より長い側部3は、板状の導光要素の楕円形の外側面の長さに対応する長さを有し得る。三角形の斜辺8に沿った複数の面9,10は、光の適切な反射及び分布を達成するよう要求される程度に大きくあり得る。
全反射の角度が、他の材料又はその他の取り囲む媒体の使用のためにこの実施例においてより大きい場合、あるいは、反射がより平滑ではない面によって妨害される場合、導光部材の面10及び/又は他の面は、光反射性の材料を備えられ得る。かかる材料又はコーティングはまた、関連する面を他の材料との所望されない光学接触から保護し得る。
反射性コーティングの代わりに、反射鏡は、面10等の関連する面に対していくらか離れて取り付けられ得る。導光部材1の材料へと光の全反射を戻すよう、面に対して取り付けられ得る高反射性のテープも使用可能である。
更には、導光部材の2つの平行な面(前方の面及び後方の面)は、導光部材1自体の材料より低い屈折率を有する材料のコーティングを備えられ得る。かかるコーティング又はクラッディングは、導光部材の面が他の材料によって接触されること、あるいは、指紋等の光が無意図的にカップルアウトされ得る導光部材の面に光学接触をする同一又はより高い屈折率を有する材料で汚染されることを防ぐ。
図6、図7及び図8は、光透過ロッド6が接続される板状の導光部材1の一部分及び複数の光透過ロッド6を図示する。導光部材1の近くで、光透過ロッド6は、平行であり、図6中の線IX−IX上で取られた断面図である図9中に図示される通り、平坦な面において位置付けられる。導光部材1から離れて、光透過ロッド6は互いに対してより密接に位置付けられ、最終的には全ての光透過ロッド6は、円筒形ホルダ15によって取り囲まれた平行なロッド6の束14となる。
光透過ロッド6を介して導光部材1に光を移動させるよう、光は、これらのロッド6の他端部で、即ち導光部材1に接続されていない端部で、光透過ロッド6へとカップルインされなければならない。これらの端部は、円筒形ホルダ15において存在する。光をカップルインするよう、ホルダ15は、図示されてはいないランプ又は他の光源の前方に置かれ得る。略平行な放射を有する光は、ランプの後背の反射体又はランプの前方のレンズを用いて得られ得、光は、円筒形のホルダ15に対して方向付けられ得るため、各光透過ロッド6における光は、夫々の各光透過ロッド6の長手方向に対応する方向を実質上有する。故に光は、主に1つの方向において導光部材1に入る。導光部材1が図1乃至図5中に図示される部材である場合、光放射の前出の方向は、上述された通り有利である。しかしながら、以下に説明する通り導光部材1が前方側部を介して光を発する等の他の目的に対する板状の導光板である場合は、板状の導光部材の外側面に対して主に平行及び垂直である光放射を有することも有利である。続いて光は、導光部材において効果的に分布され、前出の外側面から離れた位置に容易に到達する。
光透過ロッド6は、図中に図示される通り円形の横断面を有し得る。しかしながら、光透過ロッド6に六角形又は四角形等の他の断面形状を与えることは、有利であり得る。続いて、ロッド6は、ロッド間に空間無く束へと容易に束ねられ得る。円形のロッド6の場合、ロッドの端部は、加熱され得ると同時に円筒形ホルダ15におけるロッド間の空間を排除するよう共に押される。ロッド6は、ホルダ15において更に共に溶解(融解)され得る。しかしながら、ホルダ15における光透過ロッド6の間のいかなる空間も、光透過ロッド6への光のカップルインを阻害しないが、その場合は光の損失がより大きくなり得る。
既述された実施例では、ホルダ15は、円筒形の形状を有する。しかしながら、かかる形状が光源の形状に対してよりよく対応する場合、ホルダはまた、矩形等の他の形状を有し得る。光透過ロッド6はまた、より多くの束14、即ちより多くのホルダ15にわたって分割され得、その場合、束の端部は異なる光源の前方に位置される。
図示されない望ましい一実施例では、ロッドの直径はその長さにわたって変化し、直径は、導光部材1から離れる方向において増加する。上述した通り、かかる形状は、透過された光ビームが透過中に互いに対して更に平行に方向付けられるという点で、光の透過を向上させる。
光透過ロッド6は、0.2mm乃至5mm、望ましくは1mm乃至3mmの直径を有し得、導光部材1近くのロッド6間の距離は、0.5mm乃至2mmであり得る。光透過ロッド6の数は、要求に依存して多くなり得る。光透過ロッド6の長さもまた、要求に依存し得る。一般的には光透過ロッド6の長さは異なり、各ロッドが導光部材1の外側面と円筒形ホルダ15との間の距離を適切に埋めることできるようにする。この距離は、円筒形ホルダ15が導光部材1の近くに位置される際に短く有り得るが、円筒形ホルダ15から導光部材1近くの位置に通る束において配置された光透過ロッド6を有して、導光部材1から離れて円筒形ホルダ15及び光源を置くことも可能であり、光透過ロッド6は、導光部材1の外側面で個々の位置へ逸れる。
光透過ロッド6及びロッド6が接続される導光部材1は、射出成形工程を用いて製造される。そこで2つの部分1,6は、共に製造されるため、一実施例のこの例においてはポリカーボネートである材料からなる1個構成部品である。該材料は、光透過ロッド6に対して十分な可撓性を与える。故に光は、ある距離をおいた光源からの妨害無く導光部材1からこの板状の導光部材1へ案内され得、そのエントリは、導光部材1の全体外側面にわたって分布されると同時に、光の放射は、前出の外側面に対して略垂直に方向付けられる。
光透過ロッド6の前出の他端部は、導光部材1とあわせて光透過ロッド6が、射出成形工程において製造された後に、束14へと形成され、ホルダ15によって取り囲まれる。ホルダ15は、中へと光透過ロッド6の束14が取り込まれる金属又はプラスチックの円筒であり得るか、あるいは、束14の周囲に共にあわせられた2つの「半分のパイプ」を有し得る。代替として、ホルダ15は、光透過ロッド6の束14の周囲に巻かれたテープを有し得る。
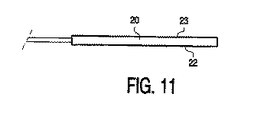
図10は、矩形の板状の発光素子20、及び、図1乃至図5を参照して上述された導光部材1に類似する略三角形の板状の導光部材21を有する導光系の一実施例を図示する。
図11乃至図13(側面図)及び図14乃至図15(断面図)によれば、板状の発光素子20及び導光部材21は平坦であるが、二次元又は三次元の湾曲された形状をもたらすよう湾曲され得る。かかる形状は、例えば、導光系が取り付けられるべき乗り物の天井の形状又はその一部分に対応し得る。板状の形状において比較的弱い屈曲のみがある場合、光は、湾曲によってカップルアウトされない。
光は、発光素子20の前方の面22を介してカップルアウトされる。かかる発光を達成するよう、素子20の内部の光の放射は、全反射の角度より小さい前方の面に向かう入射角に対応する方向を与えられる。かかる光放射の方向を得るよう、後方の面23又は前方の面22は、少なくとも局所的に、材料の面のラフニング、エンボス加工、又は穿孔によって得られる特定の構造を有し得る。他の可能性は、発光素子20の材料における屈折性ピグメント等の散乱中心の導入である。いずれにしても、光をカップルアウトするかかる手段は既知である。発光素子20の後方の面23は、前出の後方の面23を介する光放射を防ぐよう光反射性材料で被覆され得る。後方の面23からある距離をおいて鏡を取り付けることも可能であり、光は、発光素子20へと反射し戻される。
図10中に図示された実施例では、発光素子20及び導光部材21は、4つの位置24で互いに対して接続される。これらの位置24の間には3つの隙間25があり、隙間25は、発光素子20と導光部材21との間の範囲の大部分を覆う。隙間25は、前方の面22と後方の面23との間の距離の一部分にわたって延び得るため面22,23のうち一方は妨害されないが、図示された実施例では、隙間25は、発光素子20と導光部材21の全体の厚さにわたって延び、図15に明らかに図示される通りである。この実施例における隙間の幅は、約1mmである。望ましくは、隙間の幅は、導光部材1の厚さの0.05倍乃至0.15倍である。
発光素子20及び導光部材21及び光透過ロッド6は、この実施例ではポリカーボネートである同一の材料の1個構成部品であり、1つの射出成形工程において製造される。隙間25はまた、射出成形工程中に形成される。しかしながら、隙間25は、例えばレーザビームを有する材料除去工程によってあとで作られてもよい。
略三角形の導光部材1を参照して上述した通り、光は、光透過ロッド6を介して導光部材21に入り、光の放射の方向は、ロッド6の長手方向に対して主に平行である。続いて光は、面10によって反射されて発光素子20の方向において送られ、該光の放射の殆どが隙間25に対して略垂直である方向を有する。この光は、隙間25の両方の面を介して通るため、より少ない損失を有して隙間25を通る。しかしながら、隙間25に対して垂直である線に対して大きな角度を有する方向を有する光放射は、隙間25を横断しないが、導光部材21の材料へと反射し戻される。かかる光放射は、その方向が隙間25を介する通過を可能にするまで、1回又は複数回導光部材21において反射された後に隙間25を横断し得るのみである。
したがって、隙間25によって、発光素子21へとカップルインされた光は、方向を有し、光が発光素子20に入る面に対して比較的広い距離をおいた位置に容易に到達することができる。これは、発光素子20の前方の面22にわたる発光の分布を改善する。
更には、隙間25の存在は、光透過ロッド6から図10中の右手側上、即ちロッド6から離れた面10への光の案内を改善する。(図10中)より下方の光透過ロッドからの光ビームが下方向に逸れる場合、隙間25の面によって反射され、図10の右手側上で面10に対して方向付けられる。
導光部材21及び/又は発光素子20及び/又は光透過ロッド6は、前出の部材21、素子20、又はロッド6の材料より低い屈折率を有するコーティングを夫々備えられ得る。かかるコーティング又はクラッディングは、導光部材の面が他の材料によって接触されること、あるいは、指紋等の光が無意図的にカップルアウトされ得る導光部材の面に光学接触をする同一又はより高い屈折率を有する材料で汚染されることを防ぐ。例えば、かかるクラッディングは、接着剤を用いて発光素子の前方の面に対してファブリックを取り付けることを可能とし、光はファブリックを介して光り得る。クラッディングはまた、接着剤を用いて導光系の固定を可能にする。
上述された実施例は、単なる導光系の例であり、多くの他の実施例が可能である。