JP2007284767A - 多孔質金属材料とその製造方法 - Google Patents
多孔質金属材料とその製造方法 Download PDFInfo
- Publication number
- JP2007284767A JP2007284767A JP2006115532A JP2006115532A JP2007284767A JP 2007284767 A JP2007284767 A JP 2007284767A JP 2006115532 A JP2006115532 A JP 2006115532A JP 2006115532 A JP2006115532 A JP 2006115532A JP 2007284767 A JP2007284767 A JP 2007284767A
- Authority
- JP
- Japan
- Prior art keywords
- base material
- porous metal
- sacrificial
- alloy
- metal material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
【課題】エネルギーコストが少なくて比強度が高く、長尺、所定の形状、寸法、配列の孔を有する多孔質金属材料を提供する。
【解決手段】母材の小片と、犠牲材の小片を混合する混合ステップと、混合ステップで得られた混合材に押圧力を加えて加工し、併せて押圧力で母材の小片を接合により一体化させる押圧加工ステップと、押圧加工ステップにて母材が接合により一体化した混合材から前記犠牲材を除去する除去ステップを、有している多孔質金属材料の製造方法。押圧加工ステップは、母材の再結晶点未満の温度で押圧加工し、また犠牲材を除去する。混合ステップに先立って、母材の小片に強度改善処理を施す。混合ステップは、母材の容器内に母材の小片および犠牲材の小片を配置する。押圧加工ステップは、鍛造、押出し、圧延、引抜き、スエージングのいずれかである。除去ステップは、混合材を所定の物質に晒して化学的に除去する。
【選択図】図1
【解決手段】母材の小片と、犠牲材の小片を混合する混合ステップと、混合ステップで得られた混合材に押圧力を加えて加工し、併せて押圧力で母材の小片を接合により一体化させる押圧加工ステップと、押圧加工ステップにて母材が接合により一体化した混合材から前記犠牲材を除去する除去ステップを、有している多孔質金属材料の製造方法。押圧加工ステップは、母材の再結晶点未満の温度で押圧加工し、また犠牲材を除去する。混合ステップに先立って、母材の小片に強度改善処理を施す。混合ステップは、母材の容器内に母材の小片および犠牲材の小片を配置する。押圧加工ステップは、鍛造、押出し、圧延、引抜き、スエージングのいずれかである。除去ステップは、混合材を所定の物質に晒して化学的に除去する。
【選択図】図1
Description
本発明は多孔質金属材料とその製造方法に関し、特に母材中に犠牲材を混合し、押圧することによる多孔質金属材料とその製造方法に関する。
近年の科学技術、産業の高度化の下で、多孔質金属材料は通常の無垢材(バルク材)、例えば板材、線材等では得られない様々な性質を有しているため、注目を集めている。
例えば、自動車等の輸送機器産業においては、更なる燃費の向上のために、高比強度(強度/密度)材料の開発が精力的に行われているが、その手段として現在用いられている金属材料の高強度化、具体的には加工硬化、結晶粒の微細化、析出硬化等、あるいは金属材料の軽量化としてのマグネシウム合金等の低密度材料の使用等には一定の限界がある。このため、更なる軽量化の手段として、金属材料の多孔質化が検討されている。
例えば、自動車等の輸送機器産業においては、更なる燃費の向上のために、高比強度(強度/密度)材料の開発が精力的に行われているが、その手段として現在用いられている金属材料の高強度化、具体的には加工硬化、結晶粒の微細化、析出硬化等、あるいは金属材料の軽量化としてのマグネシウム合金等の低密度材料の使用等には一定の限界がある。このため、更なる軽量化の手段として、金属材料の多孔質化が検討されている。
また、金属製多孔質材料は吸振性があり、さらにゴム等の有機材料に比較して強度と耐熱性に優れているため、高温環境下で荷重がかかるエンジンの敷板への使用等が検討されている。
また、吸音性があるため、ゴルフパター等のスポーツ用器具にも使用され出している。
また、折れた骨の接合具、歯根等の生体内へ埋め込む器具に使用した場合には、骨細胞が付着し、成育し易いため、生体内へ埋め込む医療用器具の材料としても注目を集めている。
また、空孔率等によっては表面積が無垢材の数百倍にもなり、極めて放熱性に優れるため、高熱機器のヒートシンク(一種のクーラ)への適用も検討されている。
また、同じく内部の孔(空孔)の表面に触媒層を付着、形成して、優れた反応促進用器具として使用することも検討されている。
また、吸音性があるため、ゴルフパター等のスポーツ用器具にも使用され出している。
また、折れた骨の接合具、歯根等の生体内へ埋め込む器具に使用した場合には、骨細胞が付着し、成育し易いため、生体内へ埋め込む医療用器具の材料としても注目を集めている。
また、空孔率等によっては表面積が無垢材の数百倍にもなり、極めて放熱性に優れるため、高熱機器のヒートシンク(一種のクーラ)への適用も検討されている。
また、同じく内部の孔(空孔)の表面に触媒層を付着、形成して、優れた反応促進用器具として使用することも検討されている。
これらの優れた性質、用途が考えられるため、目下多孔質金属材料の開発、特に既存の金属材料の多孔質化について、以下の様な方法が提案され、開発され、実用化されつつある(非特許文献1、同2、同3)。
(1)溶融金属中に窒素等の不活性ガスを注入したり、チタン水素化物等の発泡剤を混入したりして攪拌等しつつ凝固させる。
(2)鋳型にNaCl等の小球を充填し、その間に溶融金属を充たし、凝固させ、小球の材料は水で溶かす等して除去する。
(3)金属粉末を発泡剤と混合し、熱処理により発泡させ、固化させる。
(4)多孔質樹脂の上に金属をめっきしたりコーティングしたりした後、樹脂を焼却により除去する。
(5)スパッタリングで堆積した金属薄膜を加熱し、薄膜から放出されるガスを利用する。
(6)溶融金属が凝固する際に放出される過飽和ガスを利用する。
中嶋英雄、「孔の向きのそろったポーラス金属」、高温学会誌、2000年5月、第26巻、第3号、p.95−100 中嶋英雄、「ロータス型ポーラス金属の作製と応用開発」、銅と銅合金、2004年、第43巻、第1号、p.12−16 中江秀雄、楊 錦成、「鋳造法による発泡金属(超軽量多孔質金属)の製造法」、2002年、鋳造工学、第74巻、第12号、p.782−788
(1)溶融金属中に窒素等の不活性ガスを注入したり、チタン水素化物等の発泡剤を混入したりして攪拌等しつつ凝固させる。
(2)鋳型にNaCl等の小球を充填し、その間に溶融金属を充たし、凝固させ、小球の材料は水で溶かす等して除去する。
(3)金属粉末を発泡剤と混合し、熱処理により発泡させ、固化させる。
(4)多孔質樹脂の上に金属をめっきしたりコーティングしたりした後、樹脂を焼却により除去する。
(5)スパッタリングで堆積した金属薄膜を加熱し、薄膜から放出されるガスを利用する。
(6)溶融金属が凝固する際に放出される過飽和ガスを利用する。
中嶋英雄、「孔の向きのそろったポーラス金属」、高温学会誌、2000年5月、第26巻、第3号、p.95−100 中嶋英雄、「ロータス型ポーラス金属の作製と応用開発」、銅と銅合金、2004年、第43巻、第1号、p.12−16 中江秀雄、楊 錦成、「鋳造法による発泡金属(超軽量多孔質金属)の製造法」、2002年、鋳造工学、第74巻、第12号、p.782−788
しかしながら、前記の方法はいずれも多孔質金属材料を形成する金属材料(いわゆるマトリックスとなる金属材料。以下、「母材」と記す)を溶融(溶解)あるいは焼結という再結晶点温度(絶対温度で、融点の0.5)以上の高温に加熱する工程を採用しているため、母材は軟化状態となり、強度が低下する。また、相変態や時効析出といった従来の熱処理を伴う材料学的な強化手段と組合せることは困難である。このため、達成できる比強度には限界がある。
また、高融点金属材料の場合には特にそうであるが、製造に要するエネルギーコストが高くなる。
また、高融点金属材料の場合には特にそうであるが、製造に要するエネルギーコストが高くなる。
また、長尺材の製造は原理的に困難である。
また、孔の形状、寸法、配列の調節が困難である。
また、各製造方法には、空孔率の制限がある。
また、比表面積を増加させることにも限界がある。
また、これらの限界、困難性、制限等のため、前記の各用途へ用いる際に、一定の限界が生じる。
また、孔の形状、寸法、配列の調節が困難である。
また、各製造方法には、空孔率の制限がある。
また、比表面積を増加させることにも限界がある。
また、これらの限界、困難性、制限等のため、前記の各用途へ用いる際に、一定の限界が生じる。
これらのため、製造に際して母材を再結晶温度まで加熱することが不必要であり、特に溶融させ、焼結させる様な高温、加熱工程が不必要であり、この結果比強度が高く、製造時のエネルギーコストが低い多孔質金属材料やかかる多孔質金属材料を製造する技術の開発が望まれていた。
また、長尺であったり、孔の形状、寸法、配列が調節されていたり、あるいは従来にない空孔率や比表面積を有していたりする多孔質金属材料やかかる多孔質金属材料を製造する技術の開発が望まれていた。
また、長尺であったり、孔の形状、寸法、配列が調節されていたり、あるいは従来にない空孔率や比表面積を有していたりする多孔質金属材料やかかる多孔質金属材料を製造する技術の開発が望まれていた。
本発明は、以上の課題を解決することを目的としてなされたものであり、所望の母材の小片と犠牲材(後の工程で除去する材料)の小片を、押圧を含む加工後に、化学的方法や溶融等により犠牲材を除去して多孔質金属材料を製造する様にした発明である。また、母材の小片と犠牲材の小片等に工夫を凝らして、孔(空孔)の形状、寸法、配列等を制御する様にしたものである。以下、各請求項の発明を説明する。
請求項1に記載の発明は、
母材の小片と、犠牲材の小片を混合する混合ステップと、
前記混合ステップで得られた混合材に押圧力を加えて加工し、併せて押圧力で母材の小片を接合により一体化させる押圧加工ステップと、
前記押圧加工ステップにて母材が接合により一体化した混合材から前記犠牲材を除去する除去ステップを、
有していることを特徴とする多孔質金属材料の製造方法である。
母材の小片と、犠牲材の小片を混合する混合ステップと、
前記混合ステップで得られた混合材に押圧力を加えて加工し、併せて押圧力で母材の小片を接合により一体化させる押圧加工ステップと、
前記押圧加工ステップにて母材が接合により一体化した混合材から前記犠牲材を除去する除去ステップを、
有していることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、母材の小片に押圧力を加えることにより母材の小片を接合(固体表面の圧着による接合、一種の固相接合)により一体化させ、その後犠牲材を除去するという従来になかった方法で多孔質金属材料を製造するため、母材は高温に加熱されず、軟化による強度低下が生ぜず、相変態や時効析出といった従来の熱処理を伴う材料学的な強化手段と組合せることも可能であり、高い比強度の多孔質金属材料が得られる。
さらに、以下に示す各種の優れた性質も得られる。
さらに、以下に示す各種の優れた性質も得られる。
また、特に、高融点金属の場合にそうであるが、母材を溶融させたり焼結したりするために加熱する必要がないため、エネルギーコストが良好となり、製品価格も低下する。
また、犠牲材は固体であるため、液体と異なり、押圧加工時に母材相互の接触面に入り込んで母材の表面が相互に接合することを阻害することがないため、母材相互の接合も強固となる。
また、「犠牲材」とは最終的に除去される、そして多孔質金属材料の孔の部分にあった材料である。
また、犠牲材は固体であるため、液体と異なり、押圧加工時に母材相互の接触面に入り込んで母材の表面が相互に接合することを阻害することがないため、母材相互の接合も強固となる。
また、「犠牲材」とは最終的に除去される、そして多孔質金属材料の孔の部分にあった材料である。
また、犠牲材における「小片」は、最終的に除去する等の製造作業の容易さや製品の品質の面からは、線材の様に連続している方が好ましいが、空孔率(犠牲材の体積率)の如何や、除去する際の各種条件にも依る(例えば、吸振用の敷板として使用するため薄く切除する場合には、この段階で犠牲材を除去すればよい)が、最終製品の段階で多孔質材料に残っている犠牲材により大きな不都合が生じることがない程度に除去可能であれば、切削片や粒体等をも含む。
また、「混合する」とは、純粋な混合に限定されず、所定の形状、寸法の母材と犠牲材を一定の規則で配列することを含む。またこれにより、空孔率を調整したり、孔の形状、寸法を調節したり、孔の局在化を防止したり、所定の配列としたりすることが可能となる。さらに、両端をほぼ閉じた母材の容器中に、母材の小片と犠牲材を閉じ込める場合をも含む。
また、「押圧力を加える」とは、鍛造、押出し等の機械加工時に加わる押圧に限定されず、シリンダー状容器に入れた後ピストンで押圧する様な純粋な押圧、爆発による衝撃圧を加える場合等も含む。
また、「押圧力を加える」とは、鍛造、押出し等の機械加工時に加わる押圧に限定されず、シリンダー状容器に入れた後ピストンで押圧する様な純粋な押圧、爆発による衝撃圧を加える場合等も含む。
また、「押圧」とは、母材の小片相互が実用上差支えない程度に接合して一体化する(各小片相互が実用上差支えない程度に強固に固相接合する)なら、プレス、鍛造等の手段を問わない。さらに、犠牲材を除去した後に、多孔質化した母材をそのままで、あるいはかかる母材を再度押圧して、接合による一体化を強化することも含まれる。
また、「除去」とは、犠牲材が切削片である様な場合や空孔率が多いときには特にそうであるが、100%の完全除去ではなく、例えば10%等少量の犠牲材が接合により一体化された母材中に取残されているときや、母材の組織中に犠牲材の粒が微量ではあるが、多数残っているときをも含む。なお、許容限度は、多孔質金属材料の用途により、個々に定まる。
また、「除去」とは、犠牲材が切削片である様な場合や空孔率が多いときには特にそうであるが、100%の完全除去ではなく、例えば10%等少量の犠牲材が接合により一体化された母材中に取残されているときや、母材の組織中に犠牲材の粒が微量ではあるが、多数残っているときをも含む。なお、許容限度は、多孔質金属材料の用途により、個々に定まる。
犠牲材を除去する手段としては、材料の如何あるいは母材と犠牲材の組合せの如何にもよるが、化学反応により溶解させる、母材により定まる温間となる温度以下の温度で溶解させる、ピアノ線のような硬質で長尺の犠牲材を機械的に引抜く、その他ゴムやプラスチックのような柔軟な材料であれば切削、掻き出し等の手段がある。
また、母材として多孔質金属材料を使用し、その孔の内部に犠牲材、さらには母材の小片を入れて押圧加工して、孔の直径を小さくしたり、空孔率を変化させたりすることも本発明に含まれる。
また、母材として多孔質金属材料を使用し、その孔の内部に犠牲材、さらには母材の小片を入れて押圧加工して、孔の直径を小さくしたり、空孔率を変化させたりすることも本発明に含まれる。
以上の他、押圧加工ステップに先立って、母材の小片の表面に接合性が改善される処理を施して接合による一体化より強固となるようにしてもよい。例えば、母材の小片の表面を脱脂したり洗浄したりすること、機械的あるいは化学的方法で酸化膜を除去しておくこと等の母材表面に直接処理を施すこと、あるいは容器や管内に母材と犠牲材の小片を混合して配置した後真空、脱気するようなことをしてもよい。
なお、母材表面に直接処理を施す場合には、母材製の容器や管内に母材と犠牲材を入れた状態で両材料の表面を洗浄するような場合を除いて、混合ステップ前に行っておくのが好ましい。
なお、母材表面に直接処理を施す場合には、母材製の容器や管内に母材と犠牲材を入れた状態で両材料の表面を洗浄するような場合を除いて、混合ステップ前に行っておくのが好ましい。
また、熱交換器や触媒を設置した管等製品の用途によっては、前記混合ステップに先立って、母材や犠牲材の表面を粗くする処理を施してもよい。これにより、多孔質金属材料の孔に凹凸が形成されるので、比表面積が増加する。この際、母材相互の接合による一体化を阻害しないためには、犠牲材の表面のみが粗とされている方が好ましいが、これに限定されるものではない。
請求項2に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記押圧加工ステップは、母材の再結晶点未満の温度で押圧加工し、また犠牲材を除去するものであることを特徴とする多孔質金属材料の製造方法である。
前記押圧加工ステップは、母材の再結晶点未満の温度で押圧加工し、また犠牲材を除去するものであることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、母材はその再結晶点以上の温度に晒されることがないため多孔質金属材料が高比強度となる。また、エネルギーコストの低下も図られる。
ここに、「母材の再結晶点」は、一般的には母材の融点(絶対温度)の凡そ50%であるが、エネルギーコストの面からは200℃以下、特に100℃以下、さらには室温であることが好ましい。
ここに、「母材の再結晶点」は、一般的には母材の融点(絶対温度)の凡そ50%であるが、エネルギーコストの面からは200℃以下、特に100℃以下、さらには室温であることが好ましい。
また、本請求項に記載の発明においては、押圧加工ステップ後に母材の小片の接合による一体化を改善するため、一体化された母材を所定の温度に加熱する、即ち拡散焼鈍等を行って、母材の接合による一体化をより強固となるようにしてもよい。
ここに、「所定の温度」とは、母材の種類、融点等により定まるが、凡そ融点(絶対温度)の0.4程度(再結晶点直下)が好ましい。
なお、この処理は、除去ステップの前に行っても良いし、後から行っても良い。
ここに、「所定の温度」とは、母材の種類、融点等により定まるが、凡そ融点(絶対温度)の0.4程度(再結晶点直下)が好ましい。
なお、この処理は、除去ステップの前に行っても良いし、後から行っても良い。
請求項3に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記混合ステップに先立って、前記母材の小片に強度改善処理を施すことを特徴とする多孔質金属材料の製造方法である。
前記混合ステップに先立って、前記母材の小片に強度改善処理を施すことを特徴とする多孔質金属材料の製造方法である。
本請求項に記載の発明においては、混合ステップに先立って、母材の小片に加工硬化や析出強化等の強度改善処理が施されている(その様な母材を選定することを含む)ため、接合により一体化された母材の強度が一層大きくなる。
なお、強度改善処理は、母材小片を作製するステップ以前に行ってもよい。例えば板材を細断して小片を作製する場合、板材を冷間圧延した後に細断を行えば、加工硬化した母材小片が効率的に得られる。
なお、強度改善処理は、母材小片を作製するステップ以前に行ってもよい。例えば板材を細断して小片を作製する場合、板材を冷間圧延した後に細断を行えば、加工硬化した母材小片が効率的に得られる。
請求項4に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記母材の小片は、長尺片であることを特徴とする多孔質金属材料の製造方法である。
前記母材の小片は、長尺片であることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明は、母材の小片は、長尺片、即ち線材、管材等の様に例えば0.5m以上連続した材料であるため、押圧に先立って母材と犠牲材の全長にわたる配置、配列等が容易となり、その結果孔の形状や寸法や向きを調節したり、空孔率を調整したり、孔の局在化を防止することが容易となる。なお、孔の形状や寸法や向きを調節するためには、原則として、母材のみならず犠牲材も小片として、予め所定の断面形状、寸法の長尺片を使用することとなる。また、線材の長さに直交する切断面の形状は、円形に限定されない。
また、長尺の板、棒、線等が容易に製造可能となるだけでなく、母材の小片が長尺であれば押圧加工ステップ時に予め相互の配列や位置を固定しておくことが容易となるため、所定の形状、寸法、配列に孔を形成することが容易に可能であり、空孔率の調整範囲も広いため、多孔質材料の新しい用途も開拓できる。なおこの場合には、犠牲材の小片も長尺であれば、さらに容易に所定の形状、寸法、配列に孔を形成することが可能となる。
また、押圧加工ステップにおいて、長尺状の材料を対象とした押圧を伴う圧延、引抜き、押出し等の加工そのものが容易になし得ることとなる。
また、押圧加工ステップにおいて、長尺状の材料を対象とした押圧を伴う圧延、引抜き、押出し等の加工そのものが容易になし得ることとなる。
請求項5に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記混合ステップは、前記母材の容器内に母材の小片および前記犠牲材の小片を配置するものであることを特徴とする多孔質金属材料の製造方法である。
前記混合ステップは、前記母材の容器内に母材の小片および前記犠牲材の小片を配置するものであることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、押圧加工ステップ時には外表面は全て母材からなるため、犠牲材の性質や種類を問わず圧延、鍛造等の押圧加工が可能となり、外表面は母材のみからなるため表面が平滑な多孔質材料が得られ、さらに空孔率の調節も容易となる。
ここに、「母材の容器内」とは、押圧時の混合材の最外周は母材製の容器、例えば管であることを指し、押圧時に最外周の母材製の容器の上部の蓋、あるいは管の両端に蓋をしているか否かを問わない。なお、さらにその内部に母材製のより小型の容器やより小径の管を同重心状あるいは同心円状に幾重にも配置し、各容器等の間に所定の形状の犠牲材と母材の小片を配置しておくことにより、所定の形状の穴が所定の配列で形成された多孔質金属材料、例えば蓮根状の孔が空いた多孔質金属材料が製造可能となる。
ここに、「母材の容器内」とは、押圧時の混合材の最外周は母材製の容器、例えば管であることを指し、押圧時に最外周の母材製の容器の上部の蓋、あるいは管の両端に蓋をしているか否かを問わない。なお、さらにその内部に母材製のより小型の容器やより小径の管を同重心状あるいは同心円状に幾重にも配置し、各容器等の間に所定の形状の犠牲材と母材の小片を配置しておくことにより、所定の形状の穴が所定の配列で形成された多孔質金属材料、例えば蓮根状の孔が空いた多孔質金属材料が製造可能となる。
請求項6に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記押圧加工ステップは、鍛造、押出し、圧延、引抜き、スエージングのいずれかであることを特徴とする多孔質金属材料の製造方法である。
前記押圧加工ステップは、鍛造、押出し、圧延、引抜き、スエージングのいずれかであることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、通常の加工に用いられる鍛造、押出し、圧延、引抜き、スエージングを行った時の押圧で母材の小片が一体化するため、特別な設備を設けることなく多孔質の板材、管材、棒材、凹型材等が低コストで得られる。
なお、圧延は、母材製の薄板を多数重ね、各薄板間に犠牲材と母材の細長い板材や棒材や線材を交互に配置してなる混合材を圧延して、板状の多孔質材料を製造する際に便利である。
なお、圧延は、母材製の薄板を多数重ね、各薄板間に犠牲材と母材の細長い板材や棒材や線材を交互に配置してなる混合材を圧延して、板状の多孔質材料を製造する際に便利である。
請求項7に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記除去ステップは、前記混合材を所定の物質に晒して化学的反応で除去するものであることを特徴とする多孔質金属材料の製造方法である。
前記除去ステップは、前記混合材を所定の物質に晒して化学的反応で除去するものであることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明では、犠牲材のみを所定の物質に晒して化学的反応で除去するものであるため、具体的には薬剤と化学反応させて溶解除去したり、酸素中や空気中で燃焼させて除去したりするため、一体化された母材に機械的外力、過度の熱等が作用せず、母材の性質に悪影響が生じない。
なお、所定の物質としての薬剤は、母材と犠牲材の化学的性質の他に、取扱い易さや価格を考慮して、適宜選択される。
また、化学的方法で除去された犠牲材は電気化学的方法等で回収可能であり、加熱による融解で除去された犠牲材はほぼそのまま再利用可能であるため、一層低コストで多孔質材料を提供することが出来る。
なお、所定の物質としての薬剤は、母材と犠牲材の化学的性質の他に、取扱い易さや価格を考慮して、適宜選択される。
また、化学的方法で除去された犠牲材は電気化学的方法等で回収可能であり、加熱による融解で除去された犠牲材はほぼそのまま再利用可能であるため、一層低コストで多孔質材料を提供することが出来る。
なお、母材がアルミニウムやマグネシウムあるいは低融点金属の場合には特にそうであるが、犠牲材を有機材料の様に柔軟な材料とし、管や容器からなる母材中にほぼ密閉して(空気抜きの穴は残して)押圧して多孔質金属材料を製造する場合には、押圧後に管の両端を切除し、犠牲材を可能な限り機械的方法で除去する様にしてもよい。このときには、犠牲材の再利用も容易となる。
なお、犠牲材が柔軟な有機材料であれば、予め所定の形状に加工しておき、また混合する母材の小片は文字通り小さな切り屑等とし、これにより場所により直径が異なる等の所定の形状の空孔を有する多孔質金属材料とすることも可能となる。
さらにまた、ケースによっては、機械的方法による除去の後、僅かに残っている犠牲材のみを焼却や化学的溶解で除去するようにしてもよい。
なお、犠牲材が柔軟な有機材料であれば、予め所定の形状に加工しておき、また混合する母材の小片は文字通り小さな切り屑等とし、これにより場所により直径が異なる等の所定の形状の空孔を有する多孔質金属材料とすることも可能となる。
さらにまた、ケースによっては、機械的方法による除去の後、僅かに残っている犠牲材のみを焼却や化学的溶解で除去するようにしてもよい。
請求項8に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記犠牲材は、融点が前記母材の融点未満の材料であり、
前記除去ステップは、前記混合材を前記犠牲材の融点まで加熱して犠牲材を溶融させ、除去するものであることを特徴とする多孔質金属材料の製造方法である。
前記犠牲材は、融点が前記母材の融点未満の材料であり、
前記除去ステップは、前記混合材を前記犠牲材の融点まで加熱して犠牲材を溶融させ、除去するものであることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明では、犠牲材のみを溶融させて除去するため、押圧による接合で一体化された母材に機械的外力が作用しない。
この際、犠牲材の融点が母材の再結晶点未満であれば、再結晶による母材の強度低下が生じないため好ましく、エネルギーコストの増加にも繋がらない。
また、犠牲材の溶出は重力のみにまかせてもよいが、一端からガス圧や液圧を作用させたり、回転による遠心力を作用させたりすれば、容易となる。
この際、犠牲材の融点が母材の再結晶点未満であれば、再結晶による母材の強度低下が生じないため好ましく、エネルギーコストの増加にも繋がらない。
また、犠牲材の溶出は重力のみにまかせてもよいが、一端からガス圧や液圧を作用させたり、回転による遠心力を作用させたりすれば、容易となる。
請求項9に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記母材は銅、銅合金、鉄鋼材料、チタンまたはチタン合金のいずれかであり、前記犠牲材はアルミニウム、アルミニウム合金、マグネシウムまたはマグネシウム合金であることを特徴とする多孔質金属材料の製造方法である。
前記母材は銅、銅合金、鉄鋼材料、チタンまたはチタン合金のいずれかであり、前記犠牲材はアルミニウム、アルミニウム合金、マグネシウムまたはマグネシウム合金であることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、押圧後の混合材から両性金属である犠牲材のみを水酸化ナトリウムで溶解除去することが可能であり、さらに母材、犠牲材共に軟らかく、延伸性に富むため、鍛造、圧延、押出し等により長尺の多孔質材料を低コストで製造することが容易となる。なお、アルミニウム、アルミニウム合金、マグネシウムおよびマグネシウム合金は、融点が前記の各母材よりも低いため、個々の条件によっては、加熱による溶融で除去しても良い。
また、特に母材が純銅、銅、銅合金等の銅系統の材料であれば、軟らかく、延伸性に富むため、圧延等の加工も容易となる。
また、銅は熱伝導率が良好であるため、ヒートシンク用の優れた材料と成る。
また、銅は熱伝導率が良好であるため、ヒートシンク用の優れた材料と成る。
また、鉄鋼材料であるが、純鉄の様に柔軟な合金であれば、問題なく適用可能である。一般の鉄鋼材料でも、青熱脆性が生じる再結晶温度未満の温度で押圧による一体化が適用可能となる。
また、チタンまたはチタン合金についても、耐食性に優れるため犠牲材の化学的方法による除去が容易であり、母材自身も軽量であるので、比強度の優れた多孔質材料が得られる。さらに、前記各材料を混合して用いても良い。
また、チタンまたはチタン合金についても、耐食性に優れるため犠牲材の化学的方法による除去が容易であり、母材自身も軽量であるので、比強度の優れた多孔質材料が得られる。さらに、前記各材料を混合して用いても良い。
また、犠牲材は両性金属であるため、母材に応じて除去するための化学溶液の選択が容易となる。
また、特にアルミニウムは軟らかく、延伸性に富むため、母材と混合された状態での押圧を伴う加工に対する制約が少ない。
また、特にマグネシウムは、化学的に活性であるため、犠牲材の除去が容易である。
なお、犠牲材は、犠牲材の再利用を図る面からは前記の金属を単独で使用することが好ましいが、別の用途で生じた廃材を有効に利用する等の点から複数種類の金属を混合して使用しても良い。
また、特にアルミニウムは軟らかく、延伸性に富むため、母材と混合された状態での押圧を伴う加工に対する制約が少ない。
また、特にマグネシウムは、化学的に活性であるため、犠牲材の除去が容易である。
なお、犠牲材は、犠牲材の再利用を図る面からは前記の金属を単独で使用することが好ましいが、別の用途で生じた廃材を有効に利用する等の点から複数種類の金属を混合して使用しても良い。
請求項10に記載の発明は、前記の多孔質金属材料の製造方法であって、
前記母材は銅、銅合金、鉄鋼材料、チタン、チタン合金、マグネシウム、マグネシウム合金、アルミニウムまたはアルミニウム合金であり、前記犠牲材は亜鉛、亜鉛合金、錫、錫合金、鉛、鉛合金、ビスマスまたはビスマス合金であることを特徴とする多孔質金属材料の製造方法である。
前記母材は銅、銅合金、鉄鋼材料、チタン、チタン合金、マグネシウム、マグネシウム合金、アルミニウムまたはアルミニウム合金であり、前記犠牲材は亜鉛、亜鉛合金、錫、錫合金、鉛、鉛合金、ビスマスまたはビスマス合金であることを特徴とする多孔質金属材料の製造方法である。
本請求項の発明においては、犠牲材は半田等の低融点(例えば鉛と錫の共晶半田であれば183℃、ビスマス系のウッドメタルであれば70℃)金属であるため、母材が例えば融点が660℃と低いアルミニウムであっても、母材に組織変化を生じることなく、また濡れ性が低いため、加熱による溶融で除去可能となり、母材、犠牲材共に延伸性に優れ、加工しやすい。
さらに、加熱設備も簡単なもので済み、エネルギーコストの面からも好ましく、犠牲材の再利用も容易となる。
なお、「半田」は、非鉛半田を含めて錫合金に含まれる。
さらに、加熱設備も簡単なもので済み、エネルギーコストの面からも好ましく、犠牲材の再利用も容易となる。
なお、「半田」は、非鉛半田を含めて錫合金に含まれる。
また、母材がマグネシウムまたはマグネシウム合金であれば、軽量な多孔質金属材料となる。
また、母材がアルミニウムまたはアルミニウム合金であれば、鉄系統の材料と異なり、一体化に必要な押圧力が比較的少なくて済み、本発明の効果を発揮し易い。また、軟らかく、延伸性に富むため、圧延等の加工も容易となる。また、熱伝導率が良好であるため、ヒートシンク用の優れた材料となる。
また、母材がアルミニウムまたはアルミニウム合金であれば、鉄系統の材料と異なり、一体化に必要な押圧力が比較的少なくて済み、本発明の効果を発揮し易い。また、軟らかく、延伸性に富むため、圧延等の加工も容易となる。また、熱伝導率が良好であるため、ヒートシンク用の優れた材料となる。
請求項11に記載の発明は、
請求項1ないし請求項10の何れかの発明で製造されたことを特徴とする多孔質金属材料である。
請求項1ないし請求項10の何れかの発明で製造されたことを特徴とする多孔質金属材料である。
本請求項の発明においては、請求項1ないし請求項10の何れかの発明で製造されているため、細長い孔が多数ある蓮根型(ロータス型)の、かつ長尺の多孔質材料等従来の方法では製造困難であった多孔質金属材料が低コストで得られる。
また、高い比強度を有する多孔質金属材料を提供できる。
また、高い比強度を有する多孔質金属材料を提供できる。
本発明においては、母材の小片に押圧力を加えることにより母材の小片を接合(固体表面の圧着による接合、一種の固相接合)により一体化させ、その後犠牲材を除去するという従来になかった方法で多孔質金属材料を製造するため、母材は高温に加熱されず、軟化による強度低下が生ぜず、相変態や時効析出といった従来の熱処理を伴う材料学的な強化手段と組合せることも可能であり、高い比強度の多孔質金属材料が得られる。
さらに、以下に示す各種の優れた性質も得られる。
また、特に、高融点金属の場合にそうであるが、母材を溶融させたり焼結したりするための高温加熱がないため、エネルギーコストが良好となり、製品価格も低下する。
また、孔の大きさや形状、分布の制御が容易である。
さらに、以下に示す各種の優れた性質も得られる。
また、特に、高融点金属の場合にそうであるが、母材を溶融させたり焼結したりするための高温加熱がないため、エネルギーコストが良好となり、製品価格も低下する。
また、孔の大きさや形状、分布の制御が容易である。
また、孔の形成のために気体や特殊な溶融材料を使用したり、母材を融点や焼結点まで加熱したりすることが不必要であり、現在普通に用いられている塑性加工用の設備を使用するだけであるため、生産性が高く、製造も容易となり、一層低コストとなる。
また、母材、犠牲材とも切削屑等のスクラップ材を使用可能であるため、一層低コストで多孔質材料を提供することが可能となる。
また、母材、犠牲材とも切削屑等のスクラップ材を使用可能であるため、一層低コストで多孔質材料を提供することが可能となる。
以下、本発明をその最良の実施の形態に基づいて説明する。なお、本発明は、以下の実施の形態に限定されるものではない。本発明と同一および均等の範囲内において、以下の実施の形態に対して種々の変更を加えることが可能である。
(第1の実施の形態)
本実施の形態は、母材が純銅であり、犠牲材は純アルミニウムであり、犠牲材を化学的手段で除去することに関する。
図面を参照しつつ、本実施の形態を説明する。
図1は、長尺の母材と長尺の犠牲材を混合してなる混合材の長手方向に直交する断面図
である。図1において、10は母材と犠牲材からなる混合材全体であり、11は外径11mm、内径9mm、長さ50mmの純銅製の管であり、12は外径7mm、内径6mmの純銅製の管であり、13は外径4mm、内径3mmの純銅製の管であり、15は直径0.8mmの純銅製の線材であり、19は直径0.8mmの純アルミニウム製の線材である。
本実施の形態は、母材が純銅であり、犠牲材は純アルミニウムであり、犠牲材を化学的手段で除去することに関する。
図面を参照しつつ、本実施の形態を説明する。
図1は、長尺の母材と長尺の犠牲材を混合してなる混合材の長手方向に直交する断面図
である。図1において、10は母材と犠牲材からなる混合材全体であり、11は外径11mm、内径9mm、長さ50mmの純銅製の管であり、12は外径7mm、内径6mmの純銅製の管であり、13は外径4mm、内径3mmの純銅製の管であり、15は直径0.8mmの純銅製の線材であり、19は直径0.8mmの純アルミニウム製の線材である。
図1に示す様に、外径11mmの純銅製の管11の内部に外径7mmの純銅製の管12を同心となる様に挿入し、さらにその内部に外径4mmの純銅製の管13を同心となる様に挿入してなる母材の3重管内に、空隙に純銅製の線材15と純アルミニウム製の線材19を、本数で1対1の割合で交互に充填した。
この混合材料の見かけの断面積を、1パスの冷間押出により1/4まで減少させた。図2に、この様子を概念的に示す。図2において、20は冷間押出しで直径を小さくされた押出し材(混合材)であり、80はダイスである。
この押出し材の定常部から長さ10mmの試料を切出し、40℃の20%水酸化ナトリウム水溶液中で3時間保持して両性金属であるアルミニウムのみ溶解させて、純銅からなる蓮根型(ロータス型)の多孔質材が得られた。
この様子を図3に示す。図3において、21は押出し材20の定常部から切出した円板状の板材であり、22は押出し後の犠牲材であり、90は容器であり、91は20%水酸化ナトリウム水溶液である。
この様子を図3に示す。図3において、21は押出し材20の定常部から切出した円板状の板材であり、22は押出し後の犠牲材であり、90は容器であり、91は20%水酸化ナトリウム水溶液である。
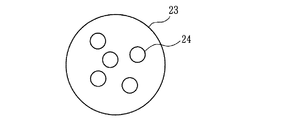
犠牲材が全て除去された後の母材のみからなる多孔質材を図4に示す。図4において、23は多孔質金属材料であり、24は空孔である。
なお、この多孔質金属材料23の空孔率は、16%であった。
なお、この多孔質金属材料23の空孔率は、16%であった。
本実施の形態の多孔質の銅板は、機械切削で所定の形状にして、エンジンの敷板に使用したところ、優れた吸振性を発揮した。
また、管状かつ蓮根状に孔が空いた多孔質の孔の内部に白金触媒を固定させて排気ガスを通過させたところ、優れた浄化作用を発揮した。
また、生体内に埋め込まれる器具として使用するためには純銅では都合が悪いため、タンタル、白金等でコーティングする必要があるが、これらの金属の鍍金等による皮膜形成性も良好であった。
また、管状かつ蓮根状に孔が空いた多孔質の孔の内部に白金触媒を固定させて排気ガスを通過させたところ、優れた浄化作用を発揮した。
また、生体内に埋め込まれる器具として使用するためには純銅では都合が悪いため、タンタル、白金等でコーティングする必要があるが、これらの金属の鍍金等による皮膜形成性も良好であった。
(第2の実施の形態)
本実施の形態は、母材がアルミニウムであり、犠牲材は半田であり、犠牲材を加熱による溶融で除去することに関する。
外径11mm内径8mmのアルミニウム管中に、外径6mm内径5mmのアルミニウム管を、さらにその中に外径3mm内径2mmのアルミニウム管を同心円状に配置し、アルミニウムの3重管を作製した。その空隙に直径1mmの中実アルミニウム線と直径1mmの鉛40%と錫60%を含有する半田線を本数が1:1の割合で密に充填した。
本実施の形態は、母材がアルミニウムであり、犠牲材は半田であり、犠牲材を加熱による溶融で除去することに関する。
外径11mm内径8mmのアルミニウム管中に、外径6mm内径5mmのアルミニウム管を、さらにその中に外径3mm内径2mmのアルミニウム管を同心円状に配置し、アルミニウムの3重管を作製した。その空隙に直径1mmの中実アルミニウム線と直径1mmの鉛40%と錫60%を含有する半田線を本数が1:1の割合で密に充填した。
この混合材料の外径を、1パスの冷間押出により1/2まで減少させた。
この押出し材の定常部から長さ40mmの試料を切出し、200℃の電気炉中に1時間保持したところ、半田が溶出し、純アルミニウムからなる蓮根型(ロータス型)の多孔質材が得られた。
この押出し材の定常部から長さ40mmの試料を切出し、200℃の電気炉中に1時間保持したところ、半田が溶出し、純アルミニウムからなる蓮根型(ロータス型)の多孔質材が得られた。
この様子を、図5に示す。図5において、18は溶融して滴下する犠牲材(半田)の液滴であり、20はアルミニウムと半田からなる押出し材であり、22は半田からなる犠牲材であり、95はコイルヒータである。図5の上の図は、電気炉中の押出し材20を上部から見た状態のほぼ半分を示し、下の図は側面から見た図である。本図5に示す様に、熱で溶融した犠牲材は、自重で下方に滴下し、図示しない皿に集まり、再利用されることとなる。
なお、この多孔質材料の空孔率は、9%であった。
なお、この多孔質材料の空孔率は、9%であった。
(第3の実施の形態)
本実施の形態は、非軸対称かつ中間製品である複合材をいったん製造してから、この複合材を使用して多孔質金属材料を製造することに関する。
まず外径3mm内径1mmの純銅管に、直径0.9mmの中実アルミニウム丸線を挿入し、中間製品である複合材(クラッド材)を作製した。外径10.8mm、内径9mmの銅管の内側を、この複合材5本と、さらに直径0.9mmの中実銅丸線3本で密に充填した。この混合材料の外径を、1パスの冷間押出により1/2まで減少させた。
本実施の形態は、非軸対称かつ中間製品である複合材をいったん製造してから、この複合材を使用して多孔質金属材料を製造することに関する。
まず外径3mm内径1mmの純銅管に、直径0.9mmの中実アルミニウム丸線を挿入し、中間製品である複合材(クラッド材)を作製した。外径10.8mm、内径9mmの銅管の内側を、この複合材5本と、さらに直径0.9mmの中実銅丸線3本で密に充填した。この混合材料の外径を、1パスの冷間押出により1/2まで減少させた。
この押出し材の定常部から長さ40mmの試料を切出し、40℃の20%水酸化ナトリウム水溶液中で5時間保持してアルミニウムのみ溶解させて、純銅からなる蓮根型(ロータス型)の、そして非軸対称の多孔質材が得られた。これを、図6に示す。本図6においては、断面が円形の多孔質金属材料23中に、5つの空孔24が非軸対称に形成されている。
なお、この多孔質金属材料の空孔率は、21%であった。
なお、この多孔質金属材料の空孔率は、21%であった。
また、この材料を軸方向に圧縮した場合の0.2%耐力は360MPaと従来焼鈍材の160MPaに比べてかなり高い値であった。その理由は、ポーラス化により断面積が減少する反面、母材銅が加工硬化により著しく強化されるためである。したがって、単位質量あたりの降伏強度は50.9MPa(Mg/m3)−1と従来材の20MPa(Mg/m3)−1の2.5倍以上の極めて高い値となった。
(第4の実施の形態)
本実施の形態は、母材が純銅であり、犠牲材は純アルミニウムであり、母材製の容器中に母材の小片と犠牲材の小片を混合して充填することに関する。
まず、厚さ50μmのアルミニウム箔を一片の長さが2mmの正方形の小片に、厚さ5μmの銅箔を一片の長さが4mmの正方形の小片に、それぞれ細断した。外径10.8mm、内径7.5mm、長さ75mmの一端が閉じた銅管に、上記の小片を、アルミニウム:銅=5:2の重量比で密に充填した。この混合物を、チャンネル角度90°のダイを用いたEqual Channel Angular Extrusion(ECAE)加工に供した。
本実施の形態は、母材が純銅であり、犠牲材は純アルミニウムであり、母材製の容器中に母材の小片と犠牲材の小片を混合して充填することに関する。
まず、厚さ50μmのアルミニウム箔を一片の長さが2mmの正方形の小片に、厚さ5μmの銅箔を一片の長さが4mmの正方形の小片に、それぞれ細断した。外径10.8mm、内径7.5mm、長さ75mmの一端が閉じた銅管に、上記の小片を、アルミニウム:銅=5:2の重量比で密に充填した。この混合物を、チャンネル角度90°のダイを用いたEqual Channel Angular Extrusion(ECAE)加工に供した。
このとき、ECAEは、室温にて行い、せん断方向を変化させず、4パスまで繰り返した。加工された材料の定常部から長さ10mmの試料を切出し、50℃の20%水酸化ナトリウム水溶液中で2時間保持してアルミニウムのみ溶解させて、薄片状の空孔(気孔)が多数形成された銅多孔質材が得られた。図7に、この様子を概念的に示す。図7において、25が薄片状の空孔である。
この多孔質体は、薄片状の空孔が長手方向に平行に配列しつつ、互いに連結したオープンセル型材料で、長手方向に液体を透過させることができた。
この多孔質体は、薄片状の空孔が長手方向に平行に配列しつつ、互いに連結したオープンセル型材料で、長手方向に液体を透過させることができた。
10 混合材全体
11 純銅製の管(外径11mm)
12 純銅製の管(外径7mm)
13 純銅製の管(外径4mm)
15 純銅製の線材
18 犠牲材(半田)の液滴
19 純アルミニウム製の線材
20 押出し材
21 押出し材の板
22 押出し後の犠牲材
23 多孔質金属材料
24 空孔
25 空孔(薄片状)
80 ダイス
90 容器
91 20%水酸化ナトリウム水溶液
95 コイルヒータ
11 純銅製の管(外径11mm)
12 純銅製の管(外径7mm)
13 純銅製の管(外径4mm)
15 純銅製の線材
18 犠牲材(半田)の液滴
19 純アルミニウム製の線材
20 押出し材
21 押出し材の板
22 押出し後の犠牲材
23 多孔質金属材料
24 空孔
25 空孔(薄片状)
80 ダイス
90 容器
91 20%水酸化ナトリウム水溶液
95 コイルヒータ
Claims (11)
- 母材の小片と、犠牲材の小片を混合する混合ステップと、
前記混合ステップで得られた混合材に押圧力を加えて加工し、併せて押圧力で母材の小片を接合により一体化させる押圧加工ステップと、
前記押圧加工ステップにて母材が接合により一体化した混合材から前記犠牲材を除去する除去ステップを、
有していることを特徴とする多孔質金属材料の製造方法。 - 前記押圧加工ステップは、母材の再結晶点未満の温度で押圧加工し、また犠牲材を除去するものであることを特徴とする請求項1に記載の多孔質金属材料の製造方法。
- 前記混合ステップに先立って、前記母材の小片に強度改善処理を施すことを特徴とする請求項1または請求項2に記載の多孔質金属材料の製造方法。
- 前記母材の小片は、長尺片であることを特徴とする請求項1ないし請求項3のいずれかに記載の多孔質金属材料の製造方法。
- 前記混合ステップは、前記母材の容器内に母材の小片および前記犠牲材の小片を配置するものであることを特徴とする請求項1ないし請求項4のいずれかに記載の多孔質金属材料の製造方法。
- 前記押圧加工ステップは、鍛造、押出し、圧延、引抜き、スエージングのいずれかであることを特徴とする請求項1ないし請求項5のいずれかに記載の多孔質金属材料の製造方法。
- 前記除去ステップは、前記混合材を所定の物質に晒して化学的反応で除去するものであることを特徴とする請求項1ないし請求項6のいずれかに記載の多孔質金属材料の製造方法。
- 前記犠牲材は、融点が前記母材の融点未満の材料であり、
前記除去ステップは、前記混合材を前記犠牲材の融点まで加熱して犠牲材を溶融させ、除去するものであることを特徴とする請求項1ないし請求項6のいずれかに記載の多孔質金属材料の製造方法。 - 前記母材は銅、銅合金、鉄鋼材料、チタンまたはチタン合金のいずれかであり、前記犠牲材はアルミニウム、アルミニウム合金、マグネシウムまたはマグネシウム合金であることを特徴とする請求項1ないし請求項8のいずれかに記載の多孔質金属材料の製造方法。
- 前記母材は銅、銅合金、鉄鋼材料、チタン、チタン合金、マグネシウム、マグネシウム合金、アルミニウムまたはアルミニウム合金であり、前記犠牲材は亜鉛、亜鉛合金、錫、錫合金、鉛、鉛合金、ビスマスまたはビスマス合金であることを特徴とする請求項1から請求項6、請求項8ないし請求項9のいずれかに記載の多孔質金属材料の製造方法。
- 請求項1ないし請求項10のいずれかの発明で製造されたことを特徴とする多孔質金属材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006115532A JP2007284767A (ja) | 2006-04-19 | 2006-04-19 | 多孔質金属材料とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006115532A JP2007284767A (ja) | 2006-04-19 | 2006-04-19 | 多孔質金属材料とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007284767A true JP2007284767A (ja) | 2007-11-01 |
Family
ID=38756825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006115532A Pending JP2007284767A (ja) | 2006-04-19 | 2006-04-19 | 多孔質金属材料とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007284767A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103805972A (zh) * | 2014-01-17 | 2014-05-21 | 北京航空航天大学 | 一种采用模板法构筑超轻空心管微点阵金属材料及其制备方法 |
| CN109908408A (zh) * | 2019-03-18 | 2019-06-21 | 何煜冰 | 一种人体可降解生物纯锌材料的制备方法与应用 |
| CN111227996A (zh) * | 2020-03-10 | 2020-06-05 | 郑州大学第一附属医院 | 具有骨诱导及骨助长活性外层可降解的医用钛基复合棒材及其制备方法 |
-
2006
- 2006-04-19 JP JP2006115532A patent/JP2007284767A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103805972A (zh) * | 2014-01-17 | 2014-05-21 | 北京航空航天大学 | 一种采用模板法构筑超轻空心管微点阵金属材料及其制备方法 |
| CN109908408A (zh) * | 2019-03-18 | 2019-06-21 | 何煜冰 | 一种人体可降解生物纯锌材料的制备方法与应用 |
| CN111227996A (zh) * | 2020-03-10 | 2020-06-05 | 郑州大学第一附属医院 | 具有骨诱导及骨助长活性外层可降解的医用钛基复合棒材及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6966585B2 (ja) | マイクロリアクターシステムおよびマイクロリアクター方法 | |
| EP1755809B1 (en) | Method of production of porous metallic materials | |
| US20190040503A1 (en) | Feedstocks for additive manufacturing, and methods of using the same | |
| JP5055426B2 (ja) | ワークピース製造用の担体材料 | |
| EP2214851A1 (en) | Open cell, porous material, and a method of, and mixture for, making same | |
| JP5679315B2 (ja) | 円筒型Mo合金ターゲットの製造方法 | |
| Rashid et al. | A comparative study of flexural properties of additively manufactured aluminium lattice structures | |
| JP4541969B2 (ja) | 中性子吸収用アルミニウム粉末合金複合材及びその製造方法並びにそれで製造されたバスケット | |
| KR101478286B1 (ko) | 메탈폼 제조방법 및 이에 의해 제조된 메탈폼 | |
| CN105648260B (zh) | 一种铜铁合金去合金化制备微米多孔金属铜块体的方法 | |
| JP2012001808A (ja) | 多孔質金属の製造方法 | |
| CN103982711A (zh) | 耐腐蚀铝合金复合管及其加工方法 | |
| KR101331027B1 (ko) | 균일한 분포의 나노 기공을 가지는 메탈폼 제조방법 및 이에 의해 제조된 메탈폼 | |
| JP2007284767A (ja) | 多孔質金属材料とその製造方法 | |
| JP6864922B2 (ja) | アルミニウム系クラッド型材の製造方法 | |
| JP5657275B2 (ja) | 多孔質金属及びその製造方法 | |
| JPWO2006087973A1 (ja) | 多孔質金属体の製造方法、多孔質金属体および多孔質金属体構造物 | |
| JPH1054692A (ja) | 耐熱高熱伝導性冷却管 | |
| JPH11286732A (ja) | アルミナ分散強化銅の製造方法 | |
| Li-Yin et al. | The development of porous metallic materials: A short review of fabrication, characteristics, and applications | |
| JP7000145B2 (ja) | 押出複合材の製造方法 | |
| KR101689387B1 (ko) | 표면에 메탈폼층을 구비한 금속 기재 제조방법 및 이에 의해 제조된 금속 기재 | |
| JP3898803B2 (ja) | 金属複合部材の製造方法 | |
| Chuang | Powder-based Dealloying–Scalable Production of Nanostructured Composites | |
| JP2016194116A (ja) | 多孔質アルミニウム焼結体、多孔質アルミニウム複合部材、多孔質アルミニウム焼結体の製造方法、多孔質アルミニウム複合部材の製造方法 |